灌胶作业指导书

产品通用文件编号文件版本/次A/1
受控状态编制审核批准
工序
灌胶
编制日期
2016/8/17
生效日期
2016/8/17
页码
1/2
No
物料名称
No
工装夹具
数量
No
劳保用品
数量
版本/次
变更日期
变更内容
1A胶1杯子2个1棉布手套2双/人A/02016/6/30新增文件2B胶
2电子秤
1台
2乳胶手套
4双/人
A/1
2016/8/17
变更胶比例范围
3334
4
4
四、作业流程
1.作业前准备
a.穿戴好工作服、工作帽;
b.不定时清点工作台,确保工作台面、设备无灰尘、脏污、油污等;
c.确认物料规格与领料单一致。2.接线盒焊接
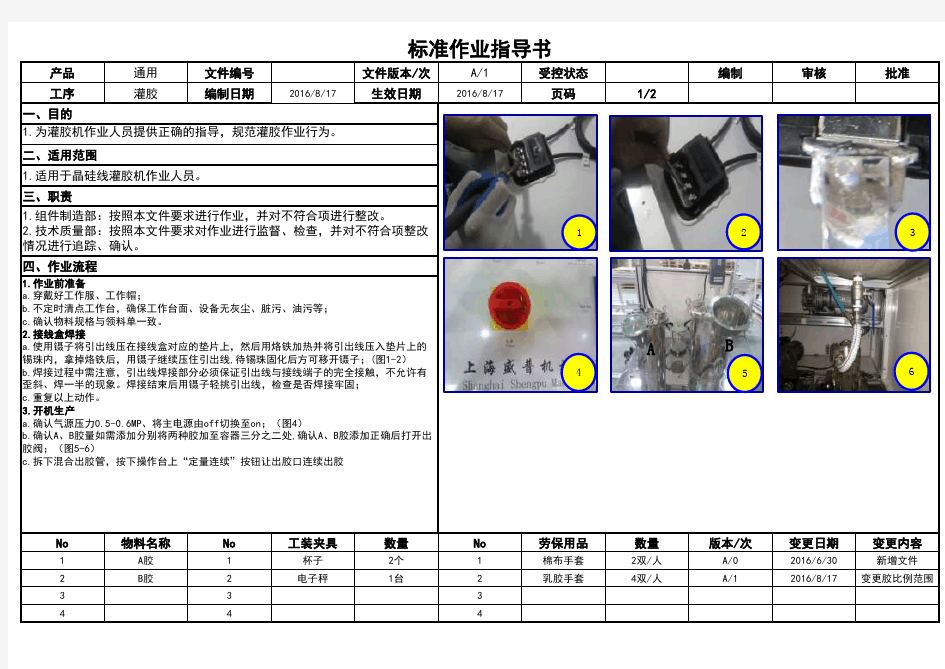
a.使用镊子将引出线压在接线盒对应的垫片上,然后用烙铁加热并将引出线压入垫片上的锡珠内,拿掉烙铁后,用镊子继续压住引出线,待锡珠固化后方可移开镊子;(图1-2)
b.焊接过程中需注意,引出线焊接部分必须保证引出线与接线端子的完全接触,不允许有歪斜、焊一半的现象。焊接结束后用镊子轻挑引出线,检查是否焊接牢固;
c.重复以上动作。3.开机生产
a.确认气源压力0.5-0.6MP、将主电源由off切换至on;(图4)
b.确认A、B胶量如需添加分别将两种胶加至容器三分之二处,确认A、B胶添加正确后打开出胶阀;(图5-6)
c.拆下混合出胶管,按下操作台上“定量连续”按钮让出胶口连续出胶
一、目的
1.为灌胶机作业人员提供正确的指导,规范灌胶作业行为。二、适用范围
1.适用于晶硅线灌胶机作业人员。三、职责
1.组件制造部:按照本文件要求进行作业,并对不符合项进行整改。
2.技术质量部:按照本文件要求对作业进行监督、检查,并对不符合项整改情况进行追踪、确认。4
5
A
B
123
6
产品通用文件编号文件版本/次A/0
受控状态编制
审核批准
工序灌胶编制日期2016/8/17
生效日期
2016/8/17页码
2/2
NO.项目1重量比2外观3
电烙铁温度No
物料名称
No
工装夹具
数量
No
劳保用品
数量
版本/次
变更日期
变更内容
1A胶1杯子2个1棉布手套2双/人A/02016/6/30新增文件2B胶
2电子秤1台2乳胶手套
4双/人
A/1
2016/8/17
变更胶比例范围
3
3
电烙铁
1台
3
1.注意观察出胶压力,出胶压力过大需检查清洁出胶口及胶泵管路。
2.观察出胶时有无气泡,有气泡需对B胶抽真空,关闭出胶阀及容器上方手动阀,按下操作台上“真空泵”按钮并旋转操作台上“搅拌电机”旋钮,一分钟后真空泵自动停止并手动将“搅拌电机”旋钮旋至0处,打开容器上方手动阀后再打开出胶阀,完成后继续生产。
3.操作人员不得擅自更改设备参数,必须由工艺工程师更改更改。
4.每班需对电烙铁温度进行点检,点检频率:1次/6H。
5.设备故障时及时通知当班班长及设备工程师。
6.每隔一个小时对AB胶进行点检,如果点检不合格,需要将之前1小时的组件进行抠胶返工
7.AB胶静态混合管每灌250个,需要重新更换
技术要求见图12
六、自检要求
1.接线盒内灌胶需完全覆盖引出线,且未溢出接线盒。(100%检验)
2.焊接无虚焊、引出线完全焊接在垫片上。(100%检验)
3.每小时取样一次,半小时后对固化效果进行确认。
4.针对节能接线盒,灌胶后要封住中间三个线柱,低于边上四个线柱2mm-3mm
5.每隔一小时对AB胶进行点检,主要点检表干和气泡
七、异常处理/注意事项
《晶硅组件外观检验标准》
410±20℃
确认所有出胶口均匀出胶后按下“定量连续”按钮停止出胶;(图7)
d.装上A、B胶分流头,用称重后的两个杯子分别接住A、B胶分流出口,按下操作台上“开始”按钮或脚踏板一次,等出胶完成后将杯内A、B分别用电子秤称重,计算A、B胶的重量比是否符合图12中的比重表,若不是则联系工艺人员调整至满足要求;
e.将分流头拆下并放酒精中浸泡防止堵塞,换上新的混合出胶管,踩一下脚踏板让胶填满出胶管并溢出;(图8)
f.确认上工序来料合格后,将出胶管对准接线盒中部并踩下脚踏板一次,同时移动出胶管让胶均匀填充在接线盒内,灌胶完成后确认合格按下自动线按钮将组件流至下工序;(图9-10)
g.生产中注意观察容器内胶量足够,出胶压力是否正常;(图11)
h.设备若关机关机后需将出胶阀关闭并做好生产记录和做好交接班工作;
五、技术规格
11
7
8
9
1012