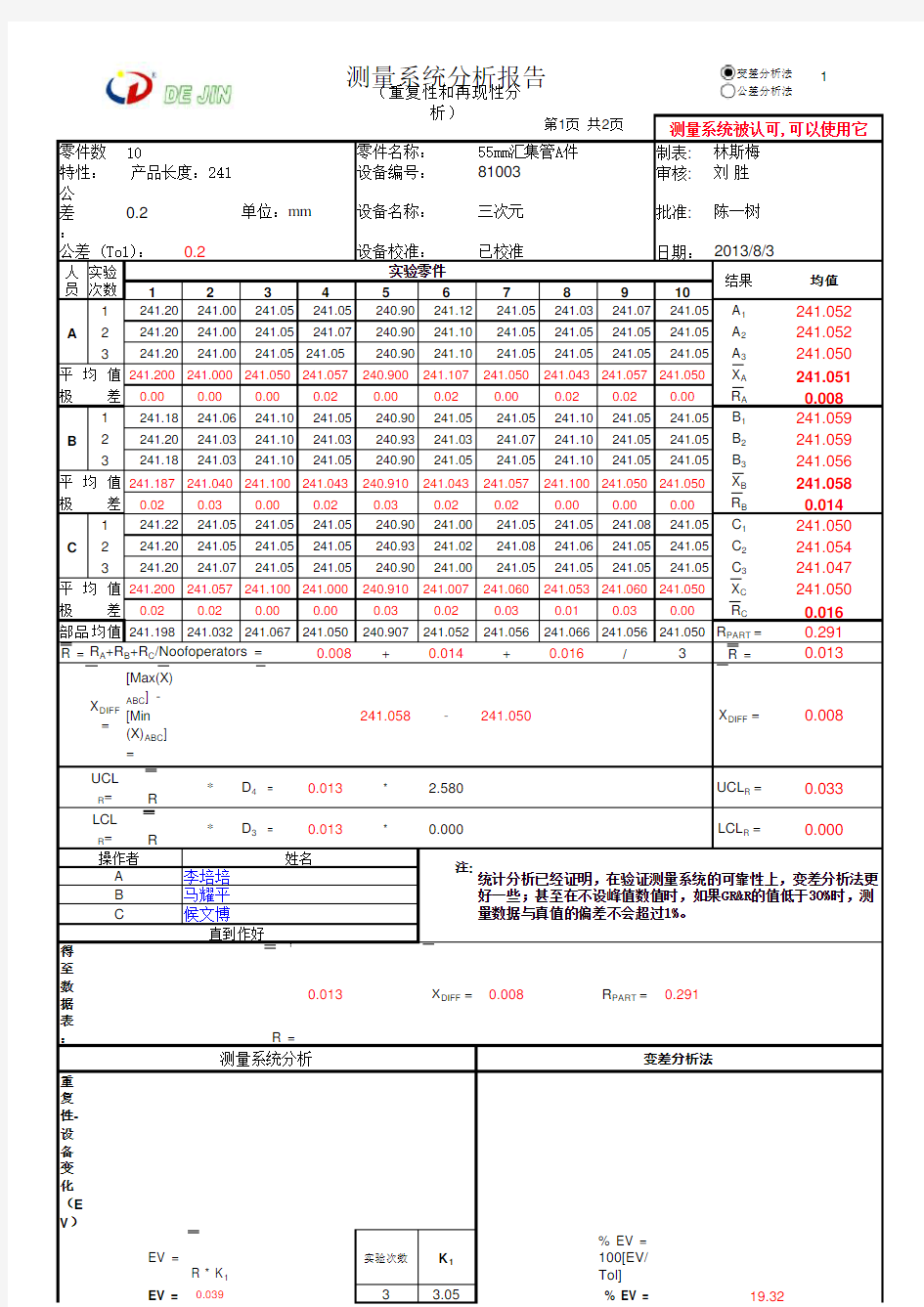
测量系统分析报告
1
10制表:审核:公差:0.2
批准:0.2日期:1
2
3
4
56
7
8
9
10
1241.20241.00241.05241.05240.90241.12241.05241.03241.07241.05A 1
241.052A
2241.20241.00241.05241.07
240.90241.10241.05241.05241.05241.05A 2241.0523
241.20
241.00
241.05
241.05
240.90
241.10
241.05
241.05
241.05
241.05
A 3241.050241.200241.000241.050241.057240.900241.107241.050241.043241.057241.050
X A 241.0510.00
0.000.000.020.000.020.000.020.020.00R A 0.0081241.18241.06241.10241.05240.90241.05241.05241.10241.05241.05B 1241.059B
2241.20241.03241.10241.03240.93241.03241.07241.10241.05241.05B 2241.0593241.18241.03241.10241.05240.90241.05241.05241.10241.05241.05B 3241.056241.187241.040241.100241.043240.910241.043241.057241.100241.050241.050
X B 241.0580.020.030.000.020.030.020.020.000.000.00
R B 0.0141241.22241.05241.05241.05240.90241.00241.05241.05241.08241.05C 1241.050C
2241.20241.05241.05241.05240.93241.02241.08241.06241.05241.05C 2241.0543241.20241.07241.05241.05240.90241.00241.05241.05241.05241.05C 3241.047241.200241.057241.100241.000240.910
241.007241.060241.053241.060241.050X C 241.0500.02
0.020.000.000.030.020.030.010.030.00R C 0.016241.198241.032241.067241.050240.907241.052
241.056
241.066
241.056
241.050
R PART =0.291R =0.008+
0.014+0.016/3
R =0.013X DIFF =[Max(X)ABC ] - [Min (X)ABC ] =241.058
-241.050
X DIFF =0.008UCL R =R *D 4 =0.013
* 2.580UCL R =0.033LCL R =R
*
D 3 =
0.013*
0.000
LCL R =
0.000
得至数据表:
R =
0.013
X DIFF =
0.008
R PART =
0.291
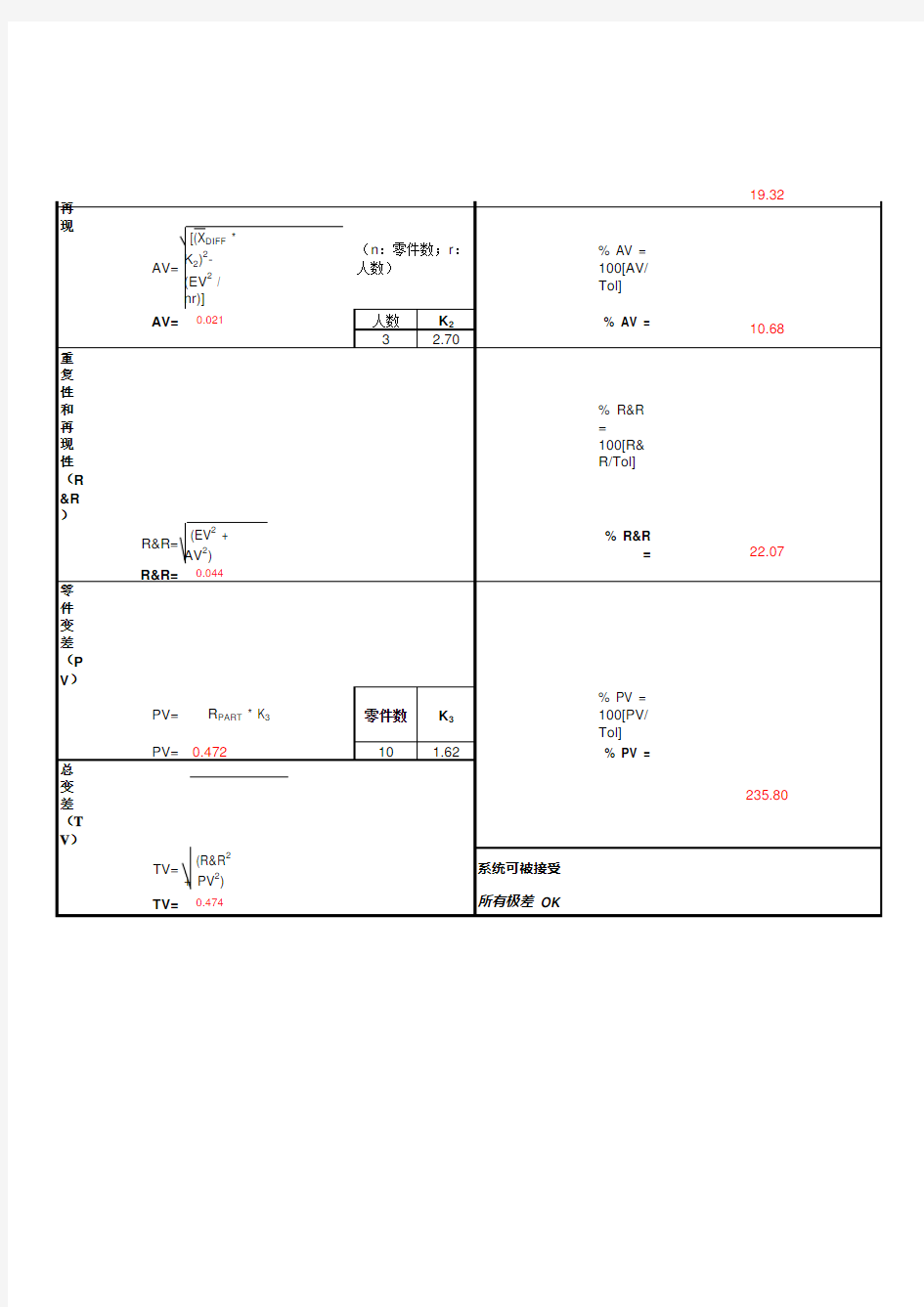
变差分析法
重复性-设备变化(EV )
EV =R * K 1实验次数
K 1% EV = 100[EV/Tol]EV =0.039
3
3.05
% EV =
再现性-人员变化(AV )
AV= [(X DIFF * K 2)2-(EV 2 / nr)]% AV = 100[AV/Tol]AV=0.021人数
K 2% AV =
3 2.70
重复性和再现性(R&R )
% R&R = 100[R&R/Tol]R&R= (EV 2 + AV 2)% R&R =
R&R=0.044
零件变差(PV )
PV=
零件数K 3% PV = 100[PV/Tol]PV=0.472
10 1.62% PV =
总变差(TV )
基于方差分析
TV= (R&R 2 + PV 2)
TV=
0.474
林斯梅测量系统分析报告
测量系统被认可,可以使用它 特性:产品长度:241
设备编号:81003零件数量:零件名称:55mm汇集管A件2013-8-3
刘 胜单位:mm 设备名称:三次元陈一树实验零件平均值极差平均值公差 (Tol):
设备校准:
已校准
R A +R B +R C /Noofoperators =操作者
姓名
A 李培培极差平均值极差部品均值直到作好
测量系统分析
R PART * K 3系统可被接受
B 马耀平
C 候文博
所有极差 OK
人员实验
次数
注:
结果均值
#REF!
统计分析已经证明,在验证测量系统的可靠性上,变差分析法更好一些;甚至在不设峰值数值时,如果GR&R的值低于30%时,测量数据与真值的偏差不会超过1%。19.32
(n :零件数;r :人数)
10.68
22.07
235.80
第1页共2页
变差分析法公差分析法
BREAKPOINT =RPN #x %GRR/10031.79
=144.0x 0.22070.0327
0.0327
0.0327
0.0327
0.0327
0.0327
0.0327
0.0327
0.0327
0.0327
结论是 ... 测量系统被认可,可以使用它
从有关尺寸检测的DFMEA 中决定风险优先数(RPN ),把这个数填
入右表的RPN#区域,然后按下一步命令执行。
重复性和再现性(%R&R)实验结果分析原则:小于总变差的10%:测量系统可以接受;
10%和30%之间:考虑测量系统使用的重要性。计算breakpoint 值,如果小于37.8,可以接受。大于30%:系统需要改进,确认问题已被纠正。
测量系统分析报告
240.750
240.800 240.850 240.900
240.950 241.000 241.050
241.100 241.150 241.200
241.250 12345678910
平均值零件
平均值控制图
A B C
0.00 0.01 0.01 0.02
0.02 0.03
0.03 0.04 1
2345678910
极差零件
极差控制图
A
B
C
UCLr