卡箍接头英标
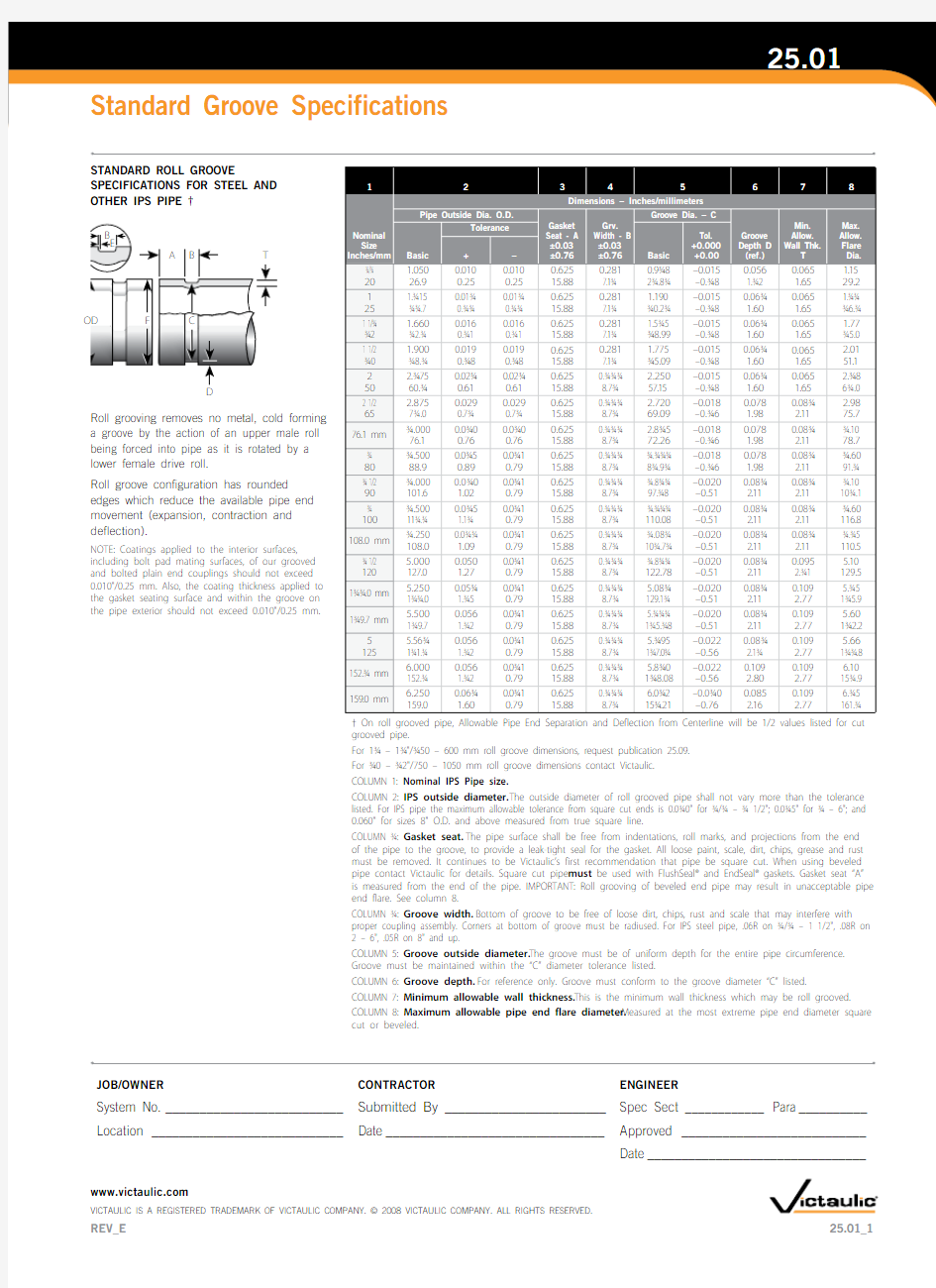
Roll grooving removes no metal, cold forming a groove by the action of an upper male roll being forced into pipe as it is rotated by a lower female drive roll.
Roll groove configuration has rounded
edges which reduce the available pipe end movement (expansion, contraction and deflection).
NOTE: Coatings applied to the interior surfaces, including bolt pad mating surfaces, of our grooved and bolted plain end couplings should not exceed 0.010"/0.25 mm. Also, the coating thickness applied to the gasket seating surface and within the groove on
the pipe exterior should not exceed 0.010"/0.25 mm.
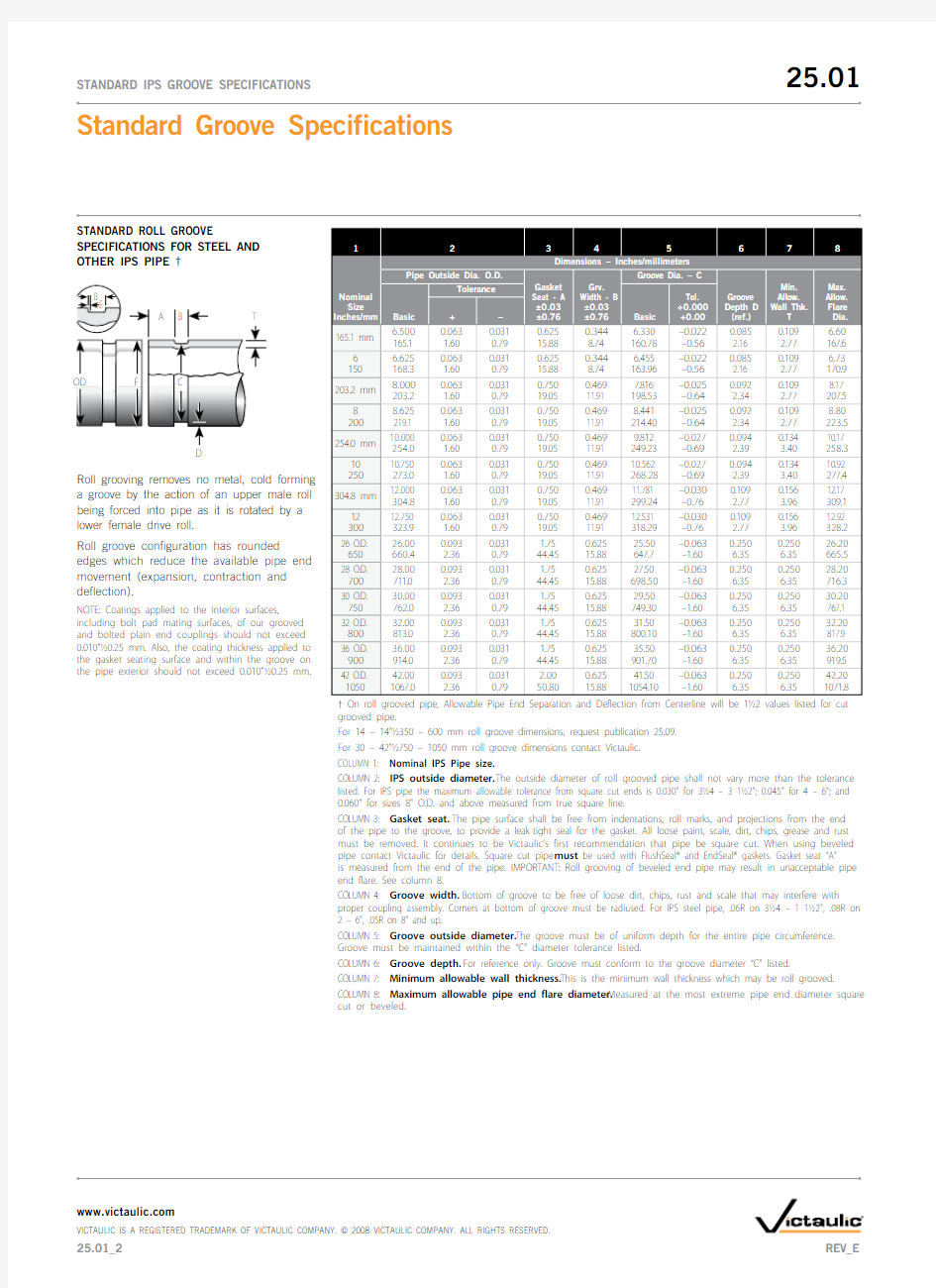
? On roll grooved pipe, Allowable Pipe End Separation and Deflection from Centerline will be 1/2 values listed for cut grooved pipe.
For 14 – 14"/350 – 600 mm roll groove dimensions, request publication 25.09.For 30 – 42"/750 – 1050 mm roll groove dimensions contact Victaulic.COLUMN 1: Nominal IPS Pipe size.
COLUMN 2: IPS outside diameter. The outside diameter of roll grooved pipe shall not vary more than the tolerance listed. For IPS pipe the maximum allowable tolerance from square cut ends is 0.030" for 3/4 – 3 1/2"; 0.045" for 4 – 6"; and 0.060" for sizes 8" O.D. and above measured from true square line.
COLUMN 3: Gasket seat. The pipe surface shall be free from indentations, roll marks, and projections from the end of the pipe to the groove, to provide a leak-tight seal for the gasket. All loose paint, scale, dirt, chips, grease and rust must be removed. It continues to be Victaulic’s first recommendation that pipe be square cut. When using beveled pipe contact Victaulic for details. Square cut pipe must be used with FlushSeal? and EndSeal? gaskets. Gasket seat “A” is measured from the end of the pipe. IMPORTANT: Roll grooving of beveled end pipe may result in unacceptable pipe end flare. See column 8.
COLUMN 4: Groove width. Bottom of groove to be free of loose dirt, chips, rust and scale that may interfere with proper coupling assembly. Corners at bottom of groove must be radiused. For IPS steel pipe, .06R on 3/4 – 1 1/2", .08R on 2 – 6", .05R on 8" and up.
COLUMN 5: Groove outside diameter. The groove must be of uniform depth for the entire pipe circumference. Groove must be maintained within the “C” diameter tolerance listed.
COLUMN 6: Groove depth. For reference only. Groove must conform to the groove diameter “C” listed.
COLUMN 7: Minimum allowable wall thickness. This is the minimum wall thickness which may be roll grooved.
COLUMN 8: Maximum allowable pipe end flare diameter. Measured at the most extreme pipe end diameter square cut or beveled.
STANDARD ROLL GROOVE
SPECIFICATIONS FOR STEEL AND OTHER IPS PIPE ?
25.01_1
Standard Groove Specifications
25.01
STANDARD IPS GROOVE SPECIFICATIONS
JOB/OWNER CONTRACTOR ENGINEER
System No. __________________________Submitted By ________________________Spec Sect ____________ Para __________Location ____________________________
Date ________________________________
Approved ___________________________Date ________________________________
https://www.360docs.net/doc/8d5916596.html,
VICTAULIC IS A REGISTERED TRADEMARK OF VICTAULIC COMPANY. ? 2008 VICTAULIC COMPANY. ALL RIGHTS RESERVED.
REV_E
grooved pipe.
For 14 – 14"/350 – 600 mm roll groove dimensions, request publication 25.09.For 30 – 42"/750 – 1050 mm roll groove dimensions contact Victaulic.COLUMN 1: Nominal IPS Pipe size.
COLUMN 2: IPS outside diameter. The outside diameter of roll grooved pipe shall not vary more than the tolerance listed. For IPS pipe the maximum allowable tolerance from square cut ends is 0.030" for 3/4 – 3 1/2"; 0.045" for 4 – 6"; and 0.060" for sizes 8" O.D. and above measured from true square line.
COLUMN 3: Gasket seat. The pipe surface shall be free from indentations, roll marks, and projections from the end of the pipe to the groove, to provide a leak-tight seal for the gasket. All loose paint, scale, dirt, chips, grease and rust must be removed. It continues to be Victaulic’s first recommendation that pipe be square cut. When using beveled pipe contact Victaulic for details. Square cut pipe must be used with FlushSeal? and EndSeal? gaskets. Gasket seat “A” is measured from the end of the pipe. IMPORTANT: Roll grooving of beveled end pipe may result in unacceptable pipe end flare. See column 8.
COLUMN 4: Groove width. Bottom of groove to be free of loose dirt, chips, rust and scale that may interfere with proper coupling assembly. Corners at bottom of groove must be radiused. For IPS steel pipe, .06R on 3/4 – 1 1/2", .08R on 2 – 6", .05R on 8" and up.
COLUMN 5: Groove outside diameter. The groove must be of uniform depth for the entire pipe circumference. Groove must be maintained within the “C” diameter tolerance listed.
COLUMN 6: Groove depth. For reference only. Groove must conform to the groove diameter “C” listed.
COLUMN 7: Minimum allowable wall thickness. This is the minimum wall thickness which may be roll grooved.
COLUMN 8: Maximum allowable pipe end flare diameter. Measured at the most extreme pipe end diameter square cut or beveled.
Roll grooving removes no metal, cold forming a groove by the action of an upper male roll being forced into pipe as it is rotated by a lower female drive roll.
Roll groove configuration has rounded
edges which reduce the available pipe end movement (expansion, contraction and deflection).
NOTE: Coatings applied to the interior surfaces, including bolt pad mating surfaces, of our grooved and bolted plain end couplings should not exceed 0.010"/0.25 mm. Also, the coating thickness applied to the gasket seating surface and within the groove on the pipe exterior should not exceed 0.010"/0.25 mm.
STANDARD ROLL GROOVE
SPECIFICATIONS FOR STEEL AND OTHER IPS PIPE ?
25.01_https://www.360docs.net/doc/8d5916596.html,
VICTAULIC IS A REGISTERED TRADEMARK OF VICTAULIC COMPANY. ? 2008 VICTAULIC COMPANY. ALL RIGHTS RESERVED.
REV_E
Cut grooving standard steel pipe removes less metal, to less depth, than threading, maintaining the desired integrity of the pipe.
STANDARD CUT GROOVE SPECIFICATIONS FOR STEEL AND OTHER IPS PIPE
* 9/16"/14 mm width groove is required in sizes 22 – 24"/550 – 600 mm in order to obtain the maximum allowable pipe end movement listed in Performance Data Charts. 1/2"/12 mm width groove will give 1/2 the maximum allowance shown for 22 – 24"/550 – 600 mm. For double groove tool bit information, contact Victaulic.COLUMN 1: Nominal IPS Pipe size.
COLUMN 2: IPS outside diameter. The outside diameter of cut grooved pipe shall not vary more than the tolerance listed. For IPS pipe the maximum allowable tolerance from square cut ends to 0.030" for 3/4 – 3 1/2"; 0.045" for 4 – 6"; and 0.060" for sizes 8" O.D. and above measured from true square line.
COLUMN 3: Gasket seat. The pipe surface shall be free from indentations, roll marks, and projections from the end of the pipe to the groove, to provide a leak-tight seal for the gasket. All loose paint, scale, dirt, chips, grease and rust must be removed. It continues to be Victaulic’s first recommendation that pipe be square cut. When using beveled pipe c ontact Victaulic for details. Square cut pipe must be used with FlushSeal? and EndSeal? gaskets. Gasket seat “A” is m easured from the end of the pipe.
COLUMN 4: Groove width. The bottom of groove to be free of loose dirt, chips, rust and scale that may interfere with proper coupling assembly. Maximum permissible radius at bottom of groove is .015".
COLUMN 5: Groove outside diameter. The groove must be of uniform depth for the entire pipe circumference. Groove must be maintained within the “C” diameter tolerance listed.
COLUMN 6: Groove depth. For reference only. Groove must conform to the groove diameter “C” listed.
COLUMN 7: Minimum allowable wall thickness. This is the minimum wall thickness which may be cut grooved.
25.01_3
https://www.360docs.net/doc/8d5916596.html,
VICTAULIC IS A REGISTERED TRADEMARK OF VICTAULIC COMPANY. ? 2008 VICTAULIC COMPANY. ALL RIGHTS RESERVED.
REV_E
* 9/16"/14 mm width groove is required in sizes 22 – 24"/550 – 600 mm in order to obtain the maximum allowable pipe end movement listed in Performance Data Charts. 1/2"/12 mm width groove will give 1/2 the maximum allowance shown for 22 – 24"/550 – 600 mm. For double groove tool bit information, contact Victaulic.COLUMN 1: Nominal IPS Pipe size.
COLUMN 2: IPS outside diameter. The outside diameter of cut grooved pipe shall not vary more than the tolerance listed. For IPS pipe the maximum allowable tolerance from square cut ends to 0.030" for 3/4 – 3 1/2"; 0.045" for 4 – 6"; and 0.060" for sizes 8" O.D. and above measured from true square line.
COLUMN 3: Gasket seat. The pipe surface shall be free from indentations, roll marks, and projections from the end of the pipe to the groove, to provide a leak-tight seal for the gasket. All loose paint, scale, dirt, chips, grease and rust must be removed. It continues to be Victaulic’s first recommendation that pipe be square cut. When using beveled pipe c ontact Victaulic for details. Square cut pipe must be used with FlushSeal? and EndSeal? gaskets. Gasket seat “A” is m easured from the end of the pipe.
COLUMN 4: Groove width. The bottom of groove to be free of loose dirt, chips, rust and scale that may interfere with proper coupling assembly. Maximum permissible radius at bottom of groove is .015".
COLUMN 5: Groove outside diameter. The groove must be of uniform depth for the entire pipe circumference. Groove must be maintained within the “C” diameter tolerance listed.
COLUMN 6: Groove depth. For reference only. Groove must conform to the groove diameter “C” listed.
COLUMN 7: Minimum allowable wall thickness. This is the minimum wall thickness which may be cut grooved.
WARRANTY Refer to the Warranty section of the current Price List or contact Victaulic for details.
This product shall be manufactured by Victaulic or to Victaulic specifications. All products to be
installed in accordance with current Victaulic installation/assembly instructions. Victaulic reserves the right to change product specifications, designs and standard equipment without notice and without incurring obligations.
NOTE
Cut grooving standard steel pipe removes less metal, to less depth, than threading, maintaining the desired integrity of the pipe.
STANDARD CUT GROOVE SPECIFICATIONS FOR STEEL AND OTHER IPS PIPE
25.01
WCAS-7EUNXM
For complete contact information, visit https://www.360docs.net/doc/8d5916596.html,
25.01 1687 REV E UPDATED 7/2008
VICTAULIC IS A REGISTERED TRADEMARK OF VICTAULIC COMPANY. ? 2008 VICTAULIC COMPANY. ALL RIGHTS RESERVED.
镀锌钢管卡箍连接方式
热收缩带连接 将管材连接外表清理干净,然后用燃气喷枪以60℃温度预热。把PE密封带放在管子接头黏合起来,再用热收缩带叠加缠起。把钢片夹固定热收缩带后用燃气喷枪从中心向左右均匀加热。使热收缩带完全固定在管材上,施工完成。 电热熔带连接 尽管建筑工程新材料不断出现,但镀锌钢管在建筑安装工程中仍占主导地位,丝接、法兰 连接都会破坏钢管的镀锌层,减少钢管的使用寿命,法兰连接又需要二次镀锌,不容易实 现。为克服这一缺点,一种有效保护钢管镀锌层的管道连接方式正在被人们逐渐认识、利 用和推广,这种连接方式就是卡箍式连接又称沟槽式连接。《建筑给水排水及采暖工程施 工质量验收规范》(GB50242-2002)也对卡箍连接提出了相关的验收要求。 1、镀锌钢管卡箍式连接的特点和使用范围 镀锌钢管连接前须用专用滚槽机或车槽机在钢管周圈上开出标准深度的凹槽。镀锌钢管可 用滚槽方式在钢管上滚压出凹槽,厚壁钢管可用车槽方式开槽。 1.1特点 1.1.1使用卡箍式连接可以有效地节省劳动时间,提高工作效率,特别是在大口径管道上体 现得尤为明显;安装速度比传统连接方式快2-3倍。 1.1.2节省电源,降低环境污染。 1.1.3操作简单,维修方便。沟槽式管接头重量轻,只有两条紧固螺栓,不用加装密封垫, 安装时无特殊要求。
1.1.4可以最大限度的保护镀锌层,延长管道的使用寿命。沟槽式管接头安装时不需要焊接,不会因焊渣使管路中的设备及阀门损坏,不会因焊渣四溅引起火灾。 1.1.5隔振:沟槽式管接头中间橡胶圈可阻断噪音;并可防止振动的传播。 1.1.6常用柔性管卡和刚性管卡:柔性管卡连接方式使系统具有柔性,允许钢管有一定的角度偏差、相对错位。钢管连接后,两管端之间留有间隙可适应管道的膨胀、收缩。管卡在最大允许偏转错位情况下,管道能保持正常工作压力。柔性管卡具有承受一定末端载荷的能力。刚性管卡连接方式使系统不具柔性,管卡卡紧后可与钢管形成刚性一体,在吊具跨度较大时,使管道依靠自身刚性连接支撑。 1.1.7使用广泛:沟槽式管接头可与(除非金属管道外)任何管道连接,特别对防腐管道能起到保护作用。 1.1.8投资小:专用设备价格低廉,目前大部分厂家免费提供安装设备供用户使用,不需设备投资,并可到现场指导用户安装。不需要特殊工种,一般工种即可安装操作。 1.2使用范围 可广泛应用在热交换及空调水系统、消防系统、给水管道工程及化工系统等,可用于连接钢管、铜管、不锈钢管、铝塑复合管、内涂塑钢管、球墨铸铁管、无缝钢管、厚壁塑料管,及带有钢性接头的软管。 2、卡箍连接的施工工艺 2.1工艺流程
卡箍型号
卫生级管接配件 卡箍系列 一 卡箍KS-K 规格 3/4" 1" 1/4" 1 1/2" 1 3/4" 2" 2 1/4" 2 1/2" 3" 3 1/2" 4" 4 1/4" 4 1/2" D 34 5 0.5 50.5 50.5 64 64 77.5 77.5 91 106 119 130 130 D 0 9.05 25.4 31.8 38.1 45 50.8 57 63.5 76.2 88.9 101.6 108 114.3 T 1.2 1.2 1.2 1.5 1.5 1. 5 1.5 1.5 2 2 2 2 2 2.密封圈KS-M 规格 3/4" 1" 1 1/4" 1 1/2" 1 3/4" 2" 2 1/4" 2 1/2" 3" 3 1/2" 4" 4 1/4" 4 1/2" D 34 50. 5 50.5 50.5 64 64 77.5 77.5 91 106 119 130 130 D1 16.6 23 29.4 35.1 42 47.8 54 60.5 72.2 84.9 97.6 104 110.3 规格 名 单 使用范围 要 求 使用温度 适用行业 M×1 食品橡胶 -10-100℃ 食品,酿酒,饮料,乳品等, M×硅 食品硅胶 -60-250℃ 广泛应用 M×2 丁腈橡胶 -10-120℃ 精细化工,化妆品等 M×F 聚四氟乙稀 -20-250℃ 广泛应用 3.焊接式卡箍接头KS-HK 规格 3/4" 1" 1 1/4" 1 1/2" 1 3/4" 2" 2 1/4" 2 1/2" 3" 3 1/2" 4" 4 1/4" 4 1/2"
关于卡箍连接
关于卡箍连接 卡箍连接是一种新型的钢管连接方式,也叫沟槽连接件,具有很多优点。自动喷水灭火系统设计规范提出,系统管道的连接应采用沟槽式连接件或丝扣、法兰连接;系统中直径等于或大于100mm的管道,应分段采用法兰或沟槽式连接件连接。 首先对沟槽连接做个总的介绍: 1、概述 沟槽管件连接技术也称卡箍连接技术,已成为当前液体、气体管道连接的首推技术,尽管这项技术在国内的开发时间晚于国外,但由于其技术的先进性,很快被国内市场所接收。从1998年开始研制开发到现在,经过短短几年的开发和应用,已逐渐取代了法兰和焊接的两种传统管道连接方式。不但技术上更显成熟,市场也普遍认可,而且得到了国家法规政策的积极引导。 沟槽管件连接技术的应用,使复杂的 管道连接工序变得简单、快捷、方便。使 管道连接技术向前迈了一大步。 2、沟槽连接管件简介 沟槽连接管件包括两个大类产品:① 起连接密封作用的管件有刚性接头、挠性 接头、机械三通和沟槽式法兰;②起连接 过渡作用的管件有弯头、三通、四通、 异径管、盲板等。 起连接密封作用的沟槽连接管件主 要有三部分组成:密封橡胶圈、卡箍和锁紧螺栓。位于内层的橡胶密封圈置于被连接管道的外侧,并与预先滚制的沟槽相吻合,再在橡胶圈的外部扣上卡箍,然后用二颗螺栓紧固即可。 由于其橡胶密封圈和卡箍采用特有的可密封的结构设计, 使得沟槽连接件具有良好的密封性,并且随管内流体压力 的增高,其密封性相应增强。 3、沟槽管件连接的优点 3.1 操作简单 沟槽管件的连接操作是非常简易的,无需特殊的专业技能,普通工人经过简单的培训即可操作。这是因为产品已将大量的精细的技术部分以工厂化方式溶入到了产成品中。一处管件连接仅需几分钟时间,最大限度的简化了现场操作的技术难度,节省工时,从而也稳定了工程质量,提高了工作效率。这也是安装技术发展的总体方向。
镀锌钢管卡箍连接方式
. 热收缩带连接将管材连接外表清理干净,然后用燃气喷枪以60℃温度预热。把PE密封带放在管子接头黏合起来,再用热收缩带叠加缠起。把钢片夹固定热收缩带后用燃气喷枪从中心向左右均匀加热。使热收缩带完全固定在管材上,施工完成。电热熔带连接尽管建筑工程新材料不断出现,但镀锌钢管在建筑安装工程中仍占主导地位,丝接、法兰连接都会破坏钢管的镀锌层,减少钢管的使用寿命,法兰连接又需要二次镀锌,不容易实现。为克服这一缺点,一种有效保护钢管镀锌层的管道连接方式正在被人们逐渐认识、利用和推广,这种连接方式就是卡箍式连接又称沟槽式连接。《建筑给水排水及采暖工程施工质量验收规范》(GB50242-2002)也对卡箍连接提出了相关的验收要求。 1、镀锌钢管卡箍式连接的特点和使用范围 镀锌钢管连接前须用专用滚槽机或车槽机在钢管周圈上开出标准深度的凹槽。镀锌钢管可用滚槽方式在钢管上滚压出凹槽,厚壁钢管可用车槽方式开槽。 1.1特点 1.1.1使用卡箍式连接可以有效地节省劳动时间,提高工作效率,特别是在大口径管道上体现得尤为明显;安装速度比传统连接方式快2-3倍。 1.1.2节省电源,降低环境污染。 1.1.3操作简单,维修方便。沟槽式管接头重量轻,只有两条紧固螺栓,不用加装密封垫,安装时无特殊要求。 1.1.4可以最大限度的保护镀锌层,延长管道的使用寿命。沟槽式管接头安装时不需要焊接,不会因焊渣使管路中的设备及阀门损坏,不会因焊渣四溅引起火灾。 1.1.5隔振:沟槽式管接头中间橡胶圈可阻断噪音;并可防止振动的传播。 1.1.6常用柔性管卡和刚性管卡:柔性管卡连接方式使系统具有柔性,允许钢管有一定的角度偏差、相对错位。钢管连接后,两管端之间留有间隙可适应管道的膨胀、收缩。管卡在最大允许偏转错位情况下,管道能保持正常工作压力。柔性管卡具有承受一定末端载荷的能力。刚性管卡连接方式使系统不具柔性,管卡卡紧后可与钢管形成刚性一体,在吊具跨度较大时,使管道依靠自身刚性连接支撑。 . . 1.1.7使用广泛:沟槽式管接头可与(除非金属管道外)任何管道连接,特别对防腐管道能起到保护作用。 1.1.8投资小:专用设备价格低廉,目前大部分厂家免费提供安装设备供用户使用,不需设备投资,并可到现场指导用户安装。不需要特殊工种,一般工种即可安装操作。 1.2使用范围 可广泛应用在热交换及空调水系统、消防系统、给水管道工程及化工系统等,可用于连接钢管、铜管、不锈钢管、铝塑复合管、内涂塑钢管、球墨铸铁管、无缝钢管、厚壁塑料管,及带有钢性接头的软管。 2、卡箍连接的施工工艺 2.1工艺流程 施工准备依设计图纸下料沟槽的加工接支管处开孔安装机械三通
卡箍连接
卡箍连接 一、概述 沟槽管件连接技术也称卡箍连接技术,已成为当前液体、气体管道连接的首推技术,尽管这项技术在国内的开发时间晚于国外,但由于其技术的先进性,很快被国内市场所接收。从1998年开始研制开发到现在,经过短短几年的开发和应用,已逐渐取代了法兰和焊接的两种传统管道连接方式。不但技术上更显成熟, 市场也普遍认可,而且得到了国家法规政策的积极引导。 沟槽管件连接技术的应用,使复杂的管道连接工序变得简单、快捷、方便。使管道连接技术向前迈了一大步。 二、沟槽连接管件简介 沟槽连接管件包括两个大类产品:①起连接密封作用的管件有刚性接头、挠性接头、机械三通和沟槽式法兰;②起连接过渡作用的管件有弯头、三通、四通、异径管、盲板等。 起连接密封作用的沟槽连接管件主要有三部分组成:密封橡胶圈、卡箍和锁紧螺栓。位于内层的橡胶密封圈置于被连接管道的外侧,并与预先滚制的沟槽相吻合,再在橡胶圈的外部扣上卡箍,然后用二颗螺栓紧固即可。由于其橡胶密封圈和卡箍采用特有的可密封的结构设计,使得沟槽连接件具有良好的密封性,并且随管内流体压力的增高,其密封性相应增强。 三、沟槽管件连接的优点 1、操作简单
沟槽管件的连接操作是非常简易的,无需特殊的专业技能,普通工人经过简单的培训即可操作。这是因为产品已将大量的精细的技术部分以工厂化方式溶入到了产成品中。一处管件连接仅需几分钟时间,最大限度的简化了现场操作的技术难度,节省工时,从而也稳定了工程质量,提高了工作效率。这也是安装技术发展的总体方向。 而传统的焊接和法兰连接的管道连接方式,不但需要有相应技能的焊接工人,而且费时,工人的操作难度大,并存在焊接烟尘的污染。由于操作空间和焊接技能的差异,焊接质量和外观都难以达到满意的结果,从而影响工程的整体质量。 另外,由于沟槽管件为成品件,现场所需要的操作空间小,可真正的实现靠墙靠角安装,操作难度大为减小,从而节省了占地面积,美化了管道安装的效果。 2、管道原有的特性不受影响 沟槽管件连接,仅在被连接管道外表面用滚槽机挤压出一个沟槽,而不破坏管道内壁结构,这是沟槽管件连接特有的技术优点。如果采用传统的焊接操作,许多内壁做过防腐层的管道都将遭到破坏。因此规范规定镀锌管道,衬塑钢管、钢塑复合管等都不得使用焊接和法兰连接,否则需要二次处理。 3、有利于施工安全 采用沟槽管件连接技术,现场仅需要切割机、滚槽机和钮紧螺栓用的搬手,施工组织方便。而采用焊接和法兰连接,则需要配备复杂的电源电缆、切割机具、焊接机及氧气和乙炔气瓶等,这就给施工组织带来了复杂性,且也存在着漏电和火灾的危险隐患。同时焊接和气割所产生的焊渣,不可避免
卡箍型号
卫生级管接配件卡箍系列 一卡箍KS-K 规格3/ 4 " 1 " 1/4 " 1 1/2 " 1 3/4 " 2" 2 1/4" 2 1/2 " 3" 3 1/2 " 4" 4 1/ 4" 4 1/2" D 3 4 64 64 91 10 6 11 9 13 130 D 0 45 57 10 8 T 2 2 2 2 2 2.密封圈KS-M 规格3/4 " 1" 1 1/4 " 1 1/2 " 1 3/4 " 2" 2 1/4 " 2 1/2 " 3" 3 1/2 " 4" 4 1/4 " 4 1/2" D 34 64 64 91 10 6 11 9 130 130 D1 23 42 54 104 规格 名 单使用范 围 要 求 使用温度适用行业 M×1 食品橡胶-10-100℃食品,酿酒,饮料,乳品等, M×硅食品硅胶-60-250℃广泛应用 M×2 丁腈橡胶-10-120℃精细化工,化妆品等 M×F 聚四氟乙稀-20-250℃广泛应用 3.焊接式卡箍接头KS-HK 规格3/ 4 " 1 " 1 1/4 " 1 1/2 " 1 3/4 " 2" 2 1/4 " 2 1/2 " 3" 3 1/ 2 " 4" 4 1/ 4" 4 1/2" D 34 64 64 91 1 6 11 9 13 130 D45 57 10
0 9 D 1 23 42 54 10 4 L 28 28 28 2 8 28 28 28 4.容器用管接头KS-YHK 规格 3/4 " 1"11/4" 1 1/2" 1 3/4 " 2" 2 1/4 " 2 1/2 " 3" 3 1/2 " 4" 4 1/4 " 4 1/2" D0 45 57 10 8 D 34 64 64 91 10 6 119 13 130 L1/L2/ L3 80/115/150 ℃弯头KS-W 规格 3/4 " 1" 11/4 " 1 1/2" 1 3/4" 2" 2 1/4" 2 1/2 " 3" 3 1/2" 4" 4 1/4" 4 1/2" A 113 113 12 3 143 16 3 163 178 B 28 35 38 50 60 60 85 85 95 115 13 5 135 150 ℃弯头KS-W
消防管道卡箍式接口的使用工艺
消防管道卡箍式接口的使用工艺 传统的消防管道连接方式(丝接、焊接)在工程应用中随着时间的推移逐渐暴露出一些缺点。一种新的消防管道接口——卡箍式接口在北京、天津、上海等发达城市被应用。其操作方法简单(用滚动或切割的方法在工厂或现场开槽),并容易拆装和检修。因为这种工艺在国内应用的还不是很广泛,还没有被工程和管理人员普遍接受。笔者从施工工艺、工程实践、安装造价等方面对传统的消防管理连接方式和卡箍式接口进行了比较,认为箍式连接安装快捷、拆装简便、经久耐用,从长远来看可以使总体成本降低到最低程度,是一种应该大力推广应用的消防管道连接方式。 一、消防管道接口形式的演变 管径≥DN100的消防管,过去采用丝扣接口,施工难度很大,这是由于管径较大,管道接口处的螺纹浅了,连接不牢固,容易漏水,而螺纹深了,接口螺纹处的管壁太薄,难以承受系统的工作压力,容易破裂。就是说,旧的消防设计规范要求报警阀后的管道,不论管径大小,都要求采用丝扣连接有欠妥之处,也是这条规范需要修改的主要原因。那么,这个总是在后来的工程实践中有过哪些解决办法呢? l、管径 2、管径 沟槽式卡箍管道连接技术 摘要:沟槽式卡箍管道连接技术在我国消防系统得到广泛应用,与法兰和焊接施工技术相比较具有结构合理、强度高自密封作用、使用寿命长、连接管道处于柔性状态的优点,并且安装和维修简洁、方便,在消防管道具有较高的推广价值。 关键词:卡箍,柔性,管道连接,密封胶圈 前言 随着我国建筑行业的快速发展,大规模的消防管道被广泛应用,管道的材料一般选用镀锌钢管。镀锌管道具有耐腐蚀,不易污染输送介质的优点。然而对于管道尺寸DN≥100的镀锌管来说,丝扣连接很难满足压力要求,并且施工难度大。对于管道尺寸DN>150的管道往往采用焊接。以前老的施工方法有管道焊接施工,法兰连接;然后编号拆卸,到工厂进行二次镀锌;再对号连接。这样一来必然延长了施工工期,增加了施工成本。镀锌管沟槽式卡箍连接是近几年在国内建筑系统常用的一种连接方式,其施工方法克服了套丝困难,焊接二次镀锌的问题,具有安装维修方便快捷的优点,目前正在建筑消防管道上大量推广使用。 1、沟槽卡箍的基本结构形式和工作原理 沟槽式卡箍是卡箍卡在管道的环槽上,保证管道受足够的轴向拉力时不被拉开,卡箍只需两条螺栓即可锁紧,与法兰相比紧固简单、方便、可靠。用沟槽卡箍连接的管子,管道端面直接一般留有2~3mm间隙,可以保证管道少 量轴向位移。接管间隙密封是靠被压紧的橡胶圈来实现的,结构如图: 沟槽卡箍工作原理是管道内介质进入C型橡胶圈,利用介质自身的压力使橡胶圈压紧在管箍腔内,保证密封,另外橡胶圈的尺寸略大于管箍和管道形成的空腔,螺栓拧紧后,橡胶圈进一步被挤压,密封效果进一步加强。 2、沟槽卡箍管件连接特点: 2.1结构合理,受力强度高 沟槽卡箍的工作状态相当于受压容器,输送介质的轴向力由卡箍承担,螺栓承担径向力,由于卡箍的宽度有限径向力远小于轴向力。法兰连接时,螺栓承担全部的轴向力和垫圈压紧力。 2.1良好的密封作用 沟槽卡箍的密封主要通过C型密封圈实现,可形成三重密封。不安装卡箍时靠密橡胶圈形成第一道密封;卡箍安装后,橡胶圈被卡箍进一步压紧形成第二道密封;当管道内介质进入橡胶圈的C型腔,反作用于橡胶圈的密封唇上,增加了密封唇上,形成自密封。根据调查发现,沟槽管箍连接的系统渗漏率在1%左右,远低于螺纹连接。 2.3安装和维修快捷、方便 沟槽卡箍安装只需一把扳手即可,不需要割开和焊接,节省了大量辅助工作量和费用。通过拆卸卡箍,即可方便更换维修,特别是局部检修,只需要松开两个卡箍即可任意一段管道平移出检修,避免丝扣连接需大量拆除管道,焊接需切割才能维修的困难。 3、沟槽卡箍的技术性能分析 3.1管道壁厚减薄对管道承压影响 沟槽卡箍连接的管道,管道经过沟槽机挤压后管壁将会减薄,减薄后的管道对使用性能是否有较大的改变,这是十分关心的问题。根据对多组滚压后的管道进行测量,对于不同的管道槽深一般在1.6~2.7mm,减薄率在8%左右。 对于镀锌钢管DN50~150滚槽后,管道滚槽处的最小壁厚见表1,根据下面公式计算出管道的允许承压,有表1明显看出,管道的工作压力远小于管道的允承压力,因此镀锌钢管的减薄不影响建筑消防管的正常使用。 P=(1-C)?δ/D×200?[ε]?φ 式中:P——管道的允许承压(MPa) C——管道壁厚的附加量(mm) D——管道外径(mm) δ——减薄后壁厚率(%) [ε]——材料的许用应力(fkg/mm2) 给水排水及采暖工程篇 柔性排水铸铁管卡箍式连接工艺标准 1、范围 卡箍式离心排水铸铁管主要用于高层及超高层建筑的排水、雨水、及通气系统。本标准规定了柔性铸铁排水管卡箍式连接工艺标准。 2、引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 《建筑给水排水及采暖工程施工质量验收规范》GB50242-2002 《排水用柔性接口铸铁管及配件》GB/T12772-1999 《建筑工程质量验收统一标准》GB50300-2001 3、柔性排水铸铁管优点 卡箍式柔性铸铁排水管是一种新型的建筑用排水管材,这种管材与传统的承插式铸铁排水管道及塑料管材相比有许多优点,是一种更新换代产品。 3.1与传统的承插铸铁排水管比较 3.1.1重量较轻 卡箍式铸铁排水管均采用离心铸造,壁厚均匀,重量较轻;而传统的承插铸铁排水管国内大多采用连续铸造及砂模铸造生产,壁厚往往不够均匀,重量较重。3.1.2抗震性能好 国家《建筑给水排水设计规范》(GBJ15-88)1997年局部修订条文中增加的第 3.3.20A条,对高层及超高层建筑中铸铁排水管材提出了抗震方面的要求。传统承插式铸铁排水管为钢性联接,在建筑的层间位移达到10mm左右时就会出现漏水现象;在高层及超高层建筑中由于地震或风压所引起的层间位移往往可达 20mm~40mm。卡箍式铸铁排水管为柔性接口,两管间的轴向偏心角可达5°,完全能够满足抗震的要求。 3.1.3安装、更换管道方便 卡箍式铸铁排水管由于重量较轻,且采用的卡箍接头为“活接头”,管与管之 1 给水排水及采暖工程篇 间、管与配件之间无套叠,无论安装及拆卸、更换管道都要比传统承插铸铁排水管道方便。人工费自然也就低。 沟槽式卡箍连接管道 随着我国铝行业市场的进一步开发,新工艺、新产品、新材料不断涌现。新工艺、新产品、新材料的出现推动工业炉的向前发展,使得炉窑制造企业的技术含量越来越高。新工艺的出现对传统工艺提出了挑战。 这里介绍的工艺对于铝行业来说是新工艺,在其它行业已经不是新工艺了。苏州安装1994年在吴江兰妮比加利纺织有限公司消防管道施工时用的就是这种工艺,当时国内这种沟槽式卡箍连接管道还是空白,我们接这个项目时是法国人提出要这样做的,开管道沟槽的机器、卡箍和密封橡胶由他们从法国带来。安装时给我们带来很大方便,试压一次通过,效率高,节省了工时。目前国内市场不少人家在制造这种开管道沟槽的机器、卡箍和密封橡胶,自称是“填补了国内空白、是金属管道连接的革命。” 沟槽式管接头具有快速、简易、安全、可靠、经济、免电焊、无污染的优点,而且可以吸收管路噪音、震动传播及热胀冷缩,便于管路的维修与保养,不受安装场所限制,易于控制预算成本,具有极大的推广价值。它广泛地适用于给水排水、消防、石油、化工、煤气、电力、冶金、矿山、造船等管道工程。 钢管沟槽使用专用的钢管压槽机压制而成。压槽机配轮由压轮和滚轮配对组合,沟槽宽度及端头长度均由配轮组合决定。沟槽深度定位标尺是控制压轮下压的根本限制,其下压过程依次实现在滚轮启动和管体旋转中,旋转一周、下压一级,以保证压延过程中不出现管体真圆度改变及槽道深浅不一。下图为钢管压槽原理图: 沟槽式管接头的安装主要有三个工艺:1、卡箍的选用;2、橡胶的选用;3、管子凹槽的压制。沟槽式管接头国内多采用球墨铸铁材料,不易生锈、强度高、韧性好、延伸性好, 还具有较强的防震吸震性能。C 型密封圈主要为 C 型可形成三重反应式密封。管道内流体的压力越大,接头的压力越大,接头的密封性越好。沟槽式管接头分为钢性接头和柔性接头。刚性接头利用卡箍的错口将管子紧紧系住,使得管子连接管道的作用,安装后不产生挠度。柔性接头的卡箍内缘嵌入管道时,设计成有一定的间隙,使得管道连接后允许产生一定的轴向位移和侧向编转。 一、与传统的施工方法相比。沟槽式卡箍接头连接系统具有如下显著优点: 1、快捷:采用沟槽卡箍接头和相应的管件安装管路,施工中不需要焊、二次安装。提高了安装速度。 2、简易:卡箍接头重量轻、螺栓数量少、安装方便,不需要特殊技术。应用卡箍式连接,可以有效地节省劳动时间,提高劳动效率,特别在大口径管道上这一点体现得尤为明显,如DN100的镀锌钢管丝接时一个接头处约40分钟,而采用卡箍式连接仅需要十分钟。 3、可靠:科学合理的结构设计,独特的C型橡胶密封圈、实现三重密封,保证了连接密封的可靠性。 4、安全:用沟槽式卡箍接头及相应的管件安装施工,只需机械组装,无须焊接,没有明火,因此,没有焊渣污染管路,可确保管路阀件安全使用,对禁火环境条件下的施工,尢为适宜。 5、经济:由于安装快捷、无须特殊技术,安装返修率低。有人计算过综合安装工本较法兰可节省30-50%。专用设备价格低廉,目前部分厂家免费提供安装设备供用户使用,不需设备投资,并可到现场指导用户安装。不需要特殊工种,一般工种即可安装操作。 6、占用空间小:沟槽式卡箍接头连接所占空间约为法兰的70%,而且由于紧固螺栓数量少且无方向性,特别适用空间狭小环境条件下的施工。 7、配件齐全:目前市场提供有沟槽式卡箍接头及齐全的各种规格管件,设计或施工中可根据需要进行任意组合各种复杂管网。 8、维护简单:安全可靠的产品质量,只要安装得当,管路都会一次试压合格,安全运行,日常无须维护,零配件数十年无须更换。 9、适用管材广泛沟槽式卡箍接头可以用来连接各种无缝钢管、镀锌钢管、焊接钢管、不锈钢管、铜管等金属管材。 10、可实现管路的柔性连接柔性沟槽式卡箍接头连接的管路呈柔性系统,能吸收管子因温度变化产生的长度位移,允许管子有一定偏移角度,还具有减震作用。 伸缩接头是指管道接头类产品是在阀门,过滤器等设备起到于管道连接的一种配件产品,它的作用就是在管道部位需要架设各种设备时,为了能使设备和管道起到有效的连接,所以采用了该产品,它可以起到伸缩的作用,在一定范围内任意调节拉伸和缩短,调节到合适的位置和附属设备连接,使用伸缩节可以对产品起到一定的保护作用,使阀门或其他设备受到保护。 伸缩接头分为1.单法兰伸缩接头2双法兰伸缩接头3.压盖式伸缩接头4.限位松套伸缩接头,下面分别介绍一下。 1.单法兰式限位伸缩接头,型号VSSJA-1或BF型,单法兰限位伸缩接头是由松套伸缩接头和一个限位短管组合而成。VSSJA-1单法兰限位伸缩接头能防止管道因超量位移导致补偿接头的泄漏或损坏,主要用于在允许位移范围内吸收轴向位移和承受轴向压力推力的管道松套连接。安装方便快捷、密封可靠、维修方便。实现了管道一边法兰连接,一边为焊接的不一致性的方便连接。 适用范围:VSSJA-1型单法兰限位伸缩接头产品适用于输送海水、淡水、冷热水、饮用水、生活污水、原油、燃油、润滑油、成品油、空气、煤气、温度不高于250度的蒸汽和颗粒粉状等介质。 技术参数: 安装说明:VSSJA-1型单法兰限位伸缩接头适用于一边与法兰连接,一边与管道焊接,安装时调整产品两端与管道或法兰的安装长度,对角依次均匀拧紧压盖螺栓,再调整好限位螺母,这样就能让管道在伸缩量范围内可以自由伸缩,锁定伸缩量,确保管道的安全运行。 2.双法兰限位伸缩接头VSSJA-2或B2F型型号产品介绍 双法兰限位伸缩接头型号VSSJA-2或B2F型,管道两边法兰的连接方式,安装在管道上可以和阀门连接,既补偿了管道的伸缩量又对阀门的维修提供了方便。VSSJA-2型双法兰限位伸缩接头是由松套伸缩接头和一个法兰限位短管组合而成。双法兰限位伸缩接头能防止管道因超量位移导致补偿接头的泄漏和损坏,主要用于在允许位移范围内吸收轴向位移和承适用范围 VSSJA-2型双法兰限位伸缩接头适用于输送海水、淡水、冷热水、饮用水、生活污水、原油、燃油、润滑油、成品油、空气、煤气、温度不高于250度的蒸汽和颗粒粉状等介质。 1. 影响安装质量的因素 (1) 卡箍不得有气孔、砂眼、缩孔裂纹等缺陷。 (2) 密封圈的材质及性能必须符合要求,密封面上不得有气泡、杂质、裂口、凹凸不平等缺陷,不能使用老化的橡胶圈。 (3) 卡环在卡箍内的移动距离理论上为接头伸缩量的一半,要实测实量,如果达不到,则不能满足管道的伸缩量要求。为了促证密封效果,出厂前与卡箍配套左右端管,实际工程中不宜用普通管直接代替端管,而且端管端面与轴线的垂直度及端面本身的平面度有一定要求,尺寸不标准则使接头的伸缩量大大减小,满足不了使用要求。 (4) 端管直径的尺寸要选正偏差,否则卡箍对密封圈的压紧力不够,影响接头密封效果。 2. 安装时注意事项 (1) 要控制好卡环离端管的距离L。L的控制要结合说明书,当两管端之间的间隙最小时,要保证卡环正好贴住斜面。 (2) 在卡环位置确定的情况下,要根据管道的延伸率及施工时的环境温度通过计算确定两管端之间的间隙的大小。施工时应保证尺寸的偏差。 (3) 在移动距离一定的前提下,卡环与端管焊接的焊缝高度、宽度及卡环平面与端管轴线的垂直度误差越大,接头的伸缩量越小,使用效果越差。 (4) 端管及卡环焊接时的飞溅杂质影响端管密封,在安装前要清除密封面上的焊渣,确保密封效果。 回答人的补充 2009-10-24 21:54 卡箍连接卡箍连接是一种新型的钢管连接方式,也叫沟槽连接件,具有很多优点。自动喷水灭火系统设计规范提出,系统管道的连接应采用沟槽式连接件或丝扣、法兰连接;系统中直径等于或大于100mm的管道,应分段采用法兰或沟槽式连接件连接。 首先对沟槽连接做个总的介绍: 1、概述 沟槽管件连接技术也称卡箍连接技术,已成为当前液体、气体管道连接的首推技术,尽管这项技术在国内的开发时间晚于国外,但由于其技术的先进性,很快被国内市场所接收。从1998年开始研制开发到现在,经过短短几年的开发和应用,已逐渐取代了法兰和焊接的两种传统管道连接方式。不但技术上更显成熟,市场也普遍认可,而且得到了国家法规政策的积极引导。 沟槽管件连接技术的应用,使复杂的管道连接工序变得简单、快捷、方便。使管道连接技术向前迈了一大步。 2、沟槽连接管件简介 镀锌钢管卡箍式连接施工工法 一、前言 尽管建筑工程新材料不断出现,但镀锌钢管在建筑安装工程中仍占主导地位,丝接、法兰连接都会破坏钢管的镀锌层,减少钢管的使用寿命,法兰连接又需要二次镀锌,不容易实现。为克服这一缺点,一种有效保护钢管镀锌层的管道连接方式正在被人们逐渐认识、利用和推广,这种连接方式就是卡箍式连接又称沟槽式连接。《建筑给水排水及采暖工程施工质量验收规范》(GB50242-2002)也对卡箍连接提出了相关的验收要求。 二、镀锌钢管卡箍式连接的特点和使用范围 镀锌钢管连接前须用专用滚槽机或车槽机在钢管周圈上开出标准深度的凹槽。镀锌钢管可用滚槽方式在钢管上滚压出凹槽,厚壁钢管可用车槽方式开槽。 2.1特点 2.1.1使用卡箍式连接可以有效地节省劳动时间,提高工作效率,特别是在大口径管道上体现得尤为明显;安装速度比传统连接方式快2-3倍。 2.1.2节省电源,降低环境污染。 2.1.3操作简单,维修方便。沟槽式管接头重量轻,只有两支紧固螺栓,不用加装密封垫,安装时无特殊要求。 2.1.4可以最大限度的保护镀锌层,延长管道的使用寿命。沟槽式管接头安装时不需要焊接,不会因焊渣使管路中的设备及阀门损坏,不会因焊渣四溅引起火灾。 2.1.5隔振:沟槽式管接头中间橡胶圈可阻断噪音;并可防止振动传播。 2.1.6常用柔性管卡和刚性管卡:柔性管卡连接方式使系统具有柔性,允许钢管有一定的角度偏差、相对错位。钢管连接后,两管端之间留有间隙可适应管道的膨胀、收缩。管卡在最大允许偏转错位情况下,管道能保持正常工作压力。柔性管卡具有承受一定末端载荷的能力。刚性管卡连接方式使系统不具柔性,管卡卡紧后可与钢管形成刚性一体,在吊具跨度较大时,使管道依靠自身刚性连接支撑。 2.1.7使用广泛:沟槽式管接头可与(除非金属管道外)任何管道连接,特别对防腐管道能起到保护作用。 2.1.8投资小:专用设备价格低廉,目前大部分厂家免费提供安装设备供用户使用,不需设备投资,并可到现场指导用户安装。不需要特殊工种,一般工种即可安装操作。 2.2使用范围 可广泛应用在热交换及空调水系统、消防系统、给水管道工程及化工系统等,可用于连接钢管、铜管、不锈钢管、铝塑复合管、内涂塑钢管、球墨铸铁管、无缝钢管、厚壁塑料管,及带有钢性接头的软管。 三、卡箍连接的施工工艺 3.1工艺流程 施工准备→依设计图纸下料→沟槽的加工→接支管处开孔→安装机械三通及四通→管道安装→试压、冲洗 3.2安装前准备 3.2.1安装机械(见表一) 卡箍施工工艺 喷淋管道沟槽连接施工工法 喷淋管道的连接方式有卡箍连接、法兰连接和螺纹连接等共计三种,随着国民经济的增强,卡箍连接在水喷淋管道施工中已经逐渐变为主流,连接口径已经从DN100发展到DN50,在很大的程度上增强了卡箍连接灵活度,并降低了施工的技术水平要求。同时,该连接方式还逐步开发卡箍法兰、法兰螺纹转接头等专用管件,为在水喷淋领域替代法兰及螺纹连接形式做好了铺垫。 一、工法特点: 管道沟槽连接在我国研发于20世纪90年代,21世纪初开始在水喷淋领域使用,该种工法在管道、管道附件端部采用沟槽机加工成环形沟槽,然后用卡箍件、橡胶密封圈和紧固件等组成的快速连接件进行连接,安装时,仅需要在相邻管端套上橡胶密封圈,然后在用拼接式卡箍件进行连接,并用防松螺丝进行紧固。 经过卡箍件和沟槽的凸齿咬合及橡胶密封圈的封闭,就保证的链接部位的密封。对于符合开孔要求的分支管道,可以直接在主管道上用开孔机进行开孔,然后用专用的卡箍连接管件在开孔部位直接连接分支管道。这种连接方式具有不破坏热镀锌钢管镀锌层、连接方便快捷和便于拆卸的特点。目前已在水喷淋专业施工领域得到了广大应用。 二、依据标准: 《建筑给排水及采暖工程施工质量验收规范》GB50242-2002 《沟槽式连接管道工程技术规程》CECS151:2003 《辽宁省建筑施工技术规程》 三、使用范围: 本工法使用于民用及工业建筑室内水喷淋系统管道连接。 四、施工准备: 1、材料要求: 1)所有管材应为热镀锌钢管,并有国家专业机构出具的检验报告和厂家的出具的材质单,所有证件处于有效期内。 2)所有管件应为合格产品,具有国家专业机构出具的检验报告和参加出具的合格证,所有证件处于有效期内。 3)管材表面应无裂纹、缩孔、夹渣、折叠和重皮。镀锌层不得有脱落、锈蚀现象。 4)管件使用前,应作强度抽检试验。 2、机具设备准备: 套丝机、无齿锯、台钻、电锤、角向磨光机、手电钻、电焊机、电动试压泵。 管钳、压力钳、手锤、倒链、钢卷尺、平尺、角尺、油标卡尺、磁力线坠、水平尺。 3、作业条件: 1)主体建筑已经形成,室内墙体砌筑已经结束。 2)设计交底已经进行,图纸会审已经结束,相关变动已经确定。3)建筑室内装修标高已经给出,管道标高已经核定。 4)相关专业结合已经结束,水平位置已经核定。 卡箍连接工艺 管道连接方式有多种,普通的方式主要有焊接、丝接和法兰连接。而在特殊系统中因系统对管道的要求不同,管道的连接方式也不相同。对于消防喷淋管道,对管道锈蚀要求严格,连接方式以前普通做法为法兰连接,现场安装,然后二次镀锌再组装。这种方式比较繁琐,而且费用比较高,对初安装时的下料尺寸、数量要求也极为严格。针对这类问题,现在研制出一种新的安装工艺——沟槽式卡箍连接。 沟槽式管路连接系统是用压力响应式密封圈套入两连接钢管端部,两片卡件包裹密封圈并卡入钢管沟槽,上紧两圆头椭圆颈螺栓,实现钢管密封连接的工艺。其工艺流程为: 管端加工沟槽给密封圈涂润滑脂密封圈套入管端靠拢另一管段密封圈套入另一段卡入管卡上紧螺栓 管端加工沟槽是在专门的压槽机上进行的。根据管径选择相应的加轮调整好相应的压槽深度,将管端放入机器上即可压制成标准的沟槽。为方便、快捷的套入密封圈,在套圈之前要将密封圈涂抹润滑脂,将另一段钢管对口插入密封圈,放上卡箍,上紧螺栓,整个过程也就完成了。整个过程不需特殊作业技术。 卡箍连接不需焊接和再镀锌,安装速度是法兰连接的4倍、丝接的3倍。与其它刚性连接相比,卡箍连接还有简易、隔振吸震、零污染、占据空间少、维护方便等优点。由于无需再镀锌,制作安装一次成形,发生费用较低,较法兰、丝节连接节约全部工程费用的20%。此工艺在施工中要注意的要点是: 1、选材:工程中使用焊接镀锌管和无缝管两种,管材要求锌层的附着能力好,附着能力差的管子,压制时容易发生镀锌层开裂或脱落;其次,密封圈要求光滑平整无毛刺,如有凸起和凹坑,在安装前一定要进行处理,否则容易发生泄漏现象。 2、管材外径误差有一定的要求,如果超出偏差范围,就可能出现泄漏现象,要求偏差范围在2%以内。 3、钢管压槽深度应符合要求,过深或过浅都不能使管接口密封严密,容易泄漏。 柔性排水铸铁管卡箍式连接工艺标准 1、范围 卡箍式离心排水铸铁管主要用于高层及超高层建筑的排水、雨水、及通气系统。 本标准规定了柔性铸铁排水管卡箍式连接工艺标准。 2、引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 《建筑给水排水及采暖工程施工质量验收规范》GB50242-2002 《排水用柔性接口铸铁管及配件》GB/T12772-1999 《建筑工程质量验收统一标准》GB50300-2001 3、柔性排水铸铁管优点 卡箍式柔性铸铁排水管是一种新型的建筑用排水管材,这种管材与传统的承插式铸铁排水管道及塑料管材相比有许多优点,是一种更新换代产品。 3.1与传统的承插铸铁排水管比较 3.1.1重量较轻 卡箍式铸铁排水管均采用离心铸造,壁厚均匀,重量较轻;而传统的承插铸铁排水管国内大多采用连续铸造及砂模铸造生产,壁厚往往不够均匀,重量较重。 3.1.2抗震性能好 国家《建筑给水排水设计规范》(GBJ15-88)1997年局部修订条文中增加的第3.3.20A条,对高层及超高层建筑中铸铁排水管材提出了抗震方面的要求。传统承插式铸铁排水管为钢性联接,在建筑的层间位移达到10mm左右时就会出现漏水现象;在高层及超高层建筑中由于地震或风压所引起的层间位移往往可达20mm~40mm。卡箍式铸铁排水管为柔性接口,两管间的轴向偏心角可达5°,完全能够满足抗震的要求。 3.1.3安装、更换管道方便 卡箍式铸铁排水管由于重量较轻,且采用的卡箍接头为“活接头”,管与管之 管道卡箍连接技术交底 依据标准: 《沟槽式连接管道工程技术规程》 CECS151-2003 《沟槽式管接头》 CJT_156-2001 一、施工准备 1.1材料要求 1.1.1 钢管的管壁厚度、椭圆度等允许偏差应符合国家标准。 1.1.2 管材内外表层应光滑,无气泡、飞刺、裂纹,管壁薄厚均匀色泽一致。管道接口平整光洁,无飞刺、突起,橡胶圈光滑有弹性。 1.1.3 卡箍连接件规格数量符合要求,无明显的损伤等缺陷并应附有质量证明材料。 1.2 主要机具 1.2.1 切割机、压槽机、开孔机、电焊机、冲击钻、台钻 1.2.2 木榔头、砂纸、锉刀、砂轮机(大口径管道)、梯子或脚手架 1.2.3 扳手、游标卡尺、水平仪、润滑剂(无特殊要求时可用肥皂水或洗洁精替代) 二、工艺流程 管槽切割→沟槽加工→开孔→安装机械三通、四通→管道安装→系统试压 三、操作工艺 3.1管材切割 用钢管切割机将钢管按所需长度切割,切口应平整,切口端面与钢管轴线应垂直。切口处若有毛刺,应用砂纸、锉刀或砂轮机打磨。建议使用套丝机的管刀进行断管,其优势在于管道的端面垂直平整,毛刺很少。常规的无齿锯进行断管时,由于其锯片出厂时端面不平整、用力过猛、管道转动等因素易造成管道断面错位、毛刺多。 3.2沟槽加工 3.2.1 选取符合设计要求的管材,管材的端口无毛刺光滑,壁厚均匀,镀锌层无剥落,管材无明显缺陷。 3.2.2 应保证三人为一组进行。一人控制滚槽机的开关及千斤顶的升降,一 人观察调整滚槽机处管道的转动,一人在滚槽机尾架上观察调整管道的位置。 3.2.3 将需要加工沟槽的钢管架设在滚槽机和滚槽机尾架上。 3.2.4 用水平仪测量钢管水平度,保证钢管处于水平位置。 3.2.5 将钢管端面与滚槽机胎模定位面贴紧,使钢槽轴线与滚槽机胎模定位面垂直。 3.2.6 启动滚槽机电机。徐徐压下千斤顶,使滚槽机压模均匀滚压钢管。用游标卡尺检查沟槽深度和宽度,使之符合厂家沟槽规定尺寸(参照表三),然后停机。 3.2.7 将千斤顶卸去荷载,取出钢管。沟槽的深度、宽度可参照表3-1 3.3钢管开孔及机械三通、四通安装 3.3.1 安装机械三通,机械四通的钢管应在接头支管部位用开孔机开孔。3.3.2 用链条将开孔机固定于钢管预定开孔位置处(开孔位置不得位于管道焊缝)。 3.3.3 选取合适的钻孔钻头安装在开孔机卡头上。 3.3.4 启动电机转动钻头。 3.3.5 操作设置在立柱顶部的手轮,转动手轮缓慢向下,在钻头与钢管接触处添加适量润滑剂(以保护钻头),完成钻头在钢管上开孔。 3.3.6 开孔时要均匀施力并加水冷却,严禁戴手套操作,开孔后将周围d(孔径)+16mm范围内清理干净(包括毛刺、铁屑、铁锈、油污等)。孔洞有毛刺,需用砂纸、锉刀或砂轮机打磨光滑。 3.3.7 检查机械三通垫圈是否破损(若破损一定要及时更换)、三通内的螺纹有无断丝、缺丝等不合要求之处。将机械三通及配套卡箍置于钢管孔洞上下,注意机械三通、橡胶密封圈与孔洞中心位置对正。把螺栓插入孔内并用手上紧两边螺栓,确认卡箍件的弧形完全嵌入外壳的凹槽,均匀拧紧螺栓,直到外壳表面和垫圈套接触严密。 沟槽式卡箍连接施工方法 一、卡箍连接工艺 本工程的屋面雨水管采用沟槽式卡箍连接。管道沟槽式卡箍连接工艺是近年来在国内管道安装中在推广的一种新工艺,和传统的焊接等工艺相比,具有施工快速简易、接口安全可靠、隔振、占用空间小、不易腐蚀、维护改造方便等优点。 管道沟槽式卡箍连接的工艺流程是: 安装准备→管子滚槽→管道连接→水压试验。 1.安装前准备 (1)主要机具:开孔机,滚槽机,钢管切割机,滚槽机尾架, 扳手,游标卡尺,水平仪,木榔头,安装脚手架,润滑剂等。 (2)根据图纸管道位置安装好管道的支架、吊架。 (3)对镀锌钢管进行外观检查,管子内外镀锌应均匀,无锈蚀,无飞刺。 (4)清除管内污垢和杂物,校直管子。 2.管子滚槽 (1)用切管机将钢管按所需长度切割,切口应平整。切口处若有毛刺,应用砂轮机打磨。 (2)将需加工沟槽的钢管架设在滚槽机和滚槽机尾架上。 (3)用水平仪调整滚槽机尾架,使滚槽机和钢管处于水平位置。 (4)将钢管端面与滚槽机下滚轮挡板端面贴紧,即钢管与滚槽机下滚轮挡板端面成90°。 (5)启动滚槽机电机,徐徐压下千斤顶,使上压轮均匀滚压钢管至预定的沟槽深度为止,停机。 (6)用游标卡尺、深度尺检查沟槽的深度和宽度等尺寸,确认符合标准要求。 (7)千斤顶卸荷,取出钢管。 3.管道安装 (1)安装应遵循先装大口径、总管、立管,后装小口径、支管的原则。安装过程中应按连接顺序连续安装,以免出现段与段之间连接困难和影响管路整体性能。 (2)管道接头两端应设支撑点,以保证接口牢固。 (3)准备好符合要求的沟槽管段、配件和附件。钢管端面不得有毛刺。 (4)检查橡胶密封圈是否损伤,将其套上一根钢管的端部。 (5)将另一根钢管靠近已套上橡胶密封圈的钢管端部,两端间应按标准要求留有一定间隙。 (6)将橡胶密封圈套上另一根钢管端部,使橡胶密封圈位于接口中间部位,并在其周边涂抹润滑剂(洗洁精或肥皂水)。润滑剂涂抹应均匀。 (7)检查两端管道中轴线,应使其尽量保持一致。 (8)在接口位置橡胶密封圈外侧将金属卡箍上、下接头凸边卡进沟槽内。 (9)压紧上、下接头的耳部,并用木榔头槌紧接头凸缘处,将上、下接头靠紧。 (10)在接头螺孔位置穿上螺拴,并均匀轮换拧紧螺母,以防止橡胶密封 卡箍接头沟槽式卡箍管道连接技术
铸铁管卡箍连接工艺
沟槽式卡箍连接管道
伸缩接头型号规格尺寸表
卡箍连接
镀锌钢管卡箍式连接施工工艺
卡箍施工工艺
卡箍连接工艺)
铸铁管卡箍连接工艺(2008122103135101432
卡箍连接技术交底
沟槽式卡箍连接施工方法