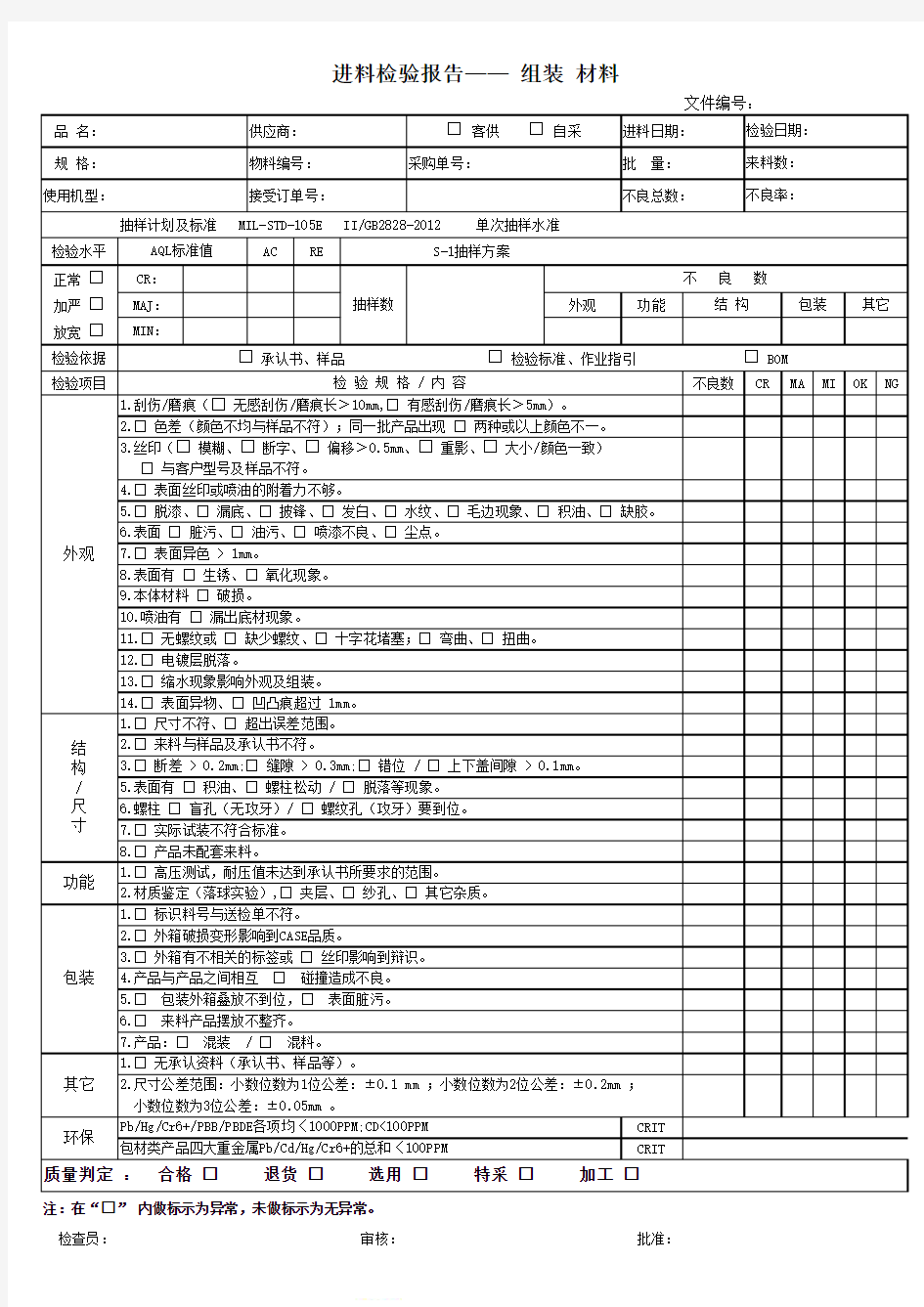
组装材料进料检验报告

品 名:
供应商:进料日期:规 格:
物料编号:采购单号:批 量:使用机型: 接受订单号:不良总数:抽样计划及标准 MIL-STD-105E II/GB2828-2012 单次抽样水准
检验水平
AC RE S-1抽样方案正常 □
CR:加严 □
MAJ:外观功能放宽 □
MIN:检验依据
检验项目不良数CR MA MI OK NG
13.□ 缩水现象影响外观及组装。
14.□ 表面异物、□ 凹凸痕超过 1mm。
7.□ 实际试装不符合标准。
8.□ 产品未配套来料。
CRIT CRIT
注:在“□” 内做标示为异常,未做标示为无异常。
检查员: 审核: 批准:1.□ 无承认资料(承认书、样品等)。
包装结
构
/
尺
寸外观 5.表面有 □ 积油、□ 螺柱松动 / □ 脱落等现象。6.螺柱 □ 盲孔(无攻牙)/ □ 螺纹孔(攻牙)要到位。10.喷油有 □ 漏出底材现象。
11.□ 无螺纹或 □ 缺少螺纹、□ 十字花堵塞;□ 弯曲、□ 扭曲。
结 构12.□ 电镀层脱落。
1.□ 尺寸不符、□ 超出误差范围。
9.本体材料 □ 破损。
6.□ 来料产品摆放不整齐。
7.产品:□ 混装 / □ 混料。
质量判定 : 合格 □ 退货 □ 选用 □ 特采 □ 加工 □包材类产品四大重金属Pb/Cd/Hg/Cr6+的总和〈100PPM 2.尺寸公差范围:小数位数为1位公差:±0.1 mm ;小数位数为2位公差:±0.2mm ; 小数位数为3位公差:±0.05mm 。Pb/Hg/Cr6+/PBB/PBDE各项均〈1000PPM;CD<100PPM
3.□ 断差 > 0.2mm;□ 缝隙 > 0.3mm;□ 错位 / □ 上下盖间隙 > 0.1mm。其它
检 验 规 格 / 内 容
3.丝印(□ 模糊、□ 断字、□ 偏移﹥0.5mm、□ 重影、□ 大小/颜色一致)
□ 与客户型号及样品不符。
4.□ 表面丝印或喷油的附着力不够。
5.□ 脱漆、□ 漏底、□ 披锋、□ 发白、□ 水纹、□ 毛边现象、□ 积油、□ 缺胶。
6.表面 □ 脏污、□ 油污、□ 喷漆不良、□ 尘点。环保功能
包装 1.□ 高压测试,耐压值未达到承认书所要求的范围。
2.材质鉴定(落球实验),□ 夹层、□ 纱孔、□ 其它杂质。
1.□ 标识料号与送检单不符。
2.□ 外箱破损变形影响到CASE品质。
5.□ 包装外箱叠放不到位,□ 表面脏污。
3.□ 外箱有不相关的标签或 □ 丝印影响到辩识。
4.产品与产品之间相互 □ 碰撞造成不良。
2.□ 来料与样品及承认书不符。其它□ 承认书、样品 □ 检验标准、作业指引 □ BOM 7.□ 表面异色 > 1mm。
8.表面有 □ 生锈、□ 氧化现象。
抽样数进料检验报告—— 组装 材料
□ 客供 □ 自采检验日期:来料数:2.□ 色差(颜色不均与样品不符);同一批产品出现 □ 两种或以上颜色不一。
不良率:
AQL标准值1.刮伤/磨痕(□ 无感刮伤/磨痕长﹥10mm,□ 有感刮伤/磨痕长﹥5mm)。
不 良 数