端子铆压作业标准及判定_pdf
版本 页数 10 文件编号 审核
日期 最近更新日期 文件类型
归档
批准 机密等级
主题:端子铆压作业标准及判定
一 概述
本标准规定了线料及端子采用铆压方式连接后,对铆压成品进行检验的质量特性及要求。 二 适用范围
本标准适用于作为生产及质检部门对公司内部制作或外协加工的线缆端子铆压产品进行检验时的判定依据。 三 内容 1. 定义 定义 判断/描述
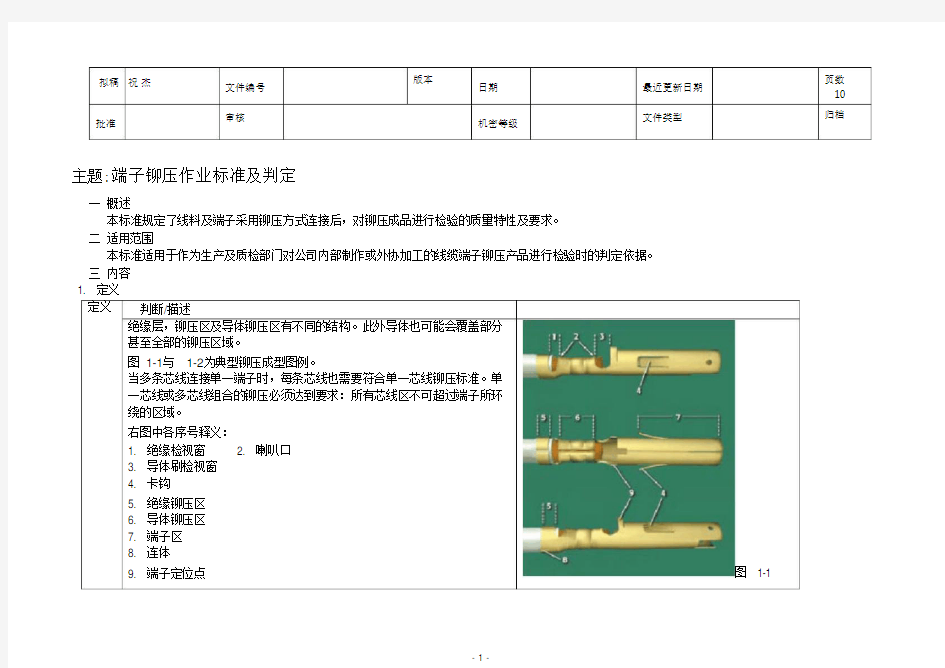
绝缘层,铆压区及导体铆压区有不同的结构。此外导体也可能会覆盖部分
甚至全部的铆压区域。
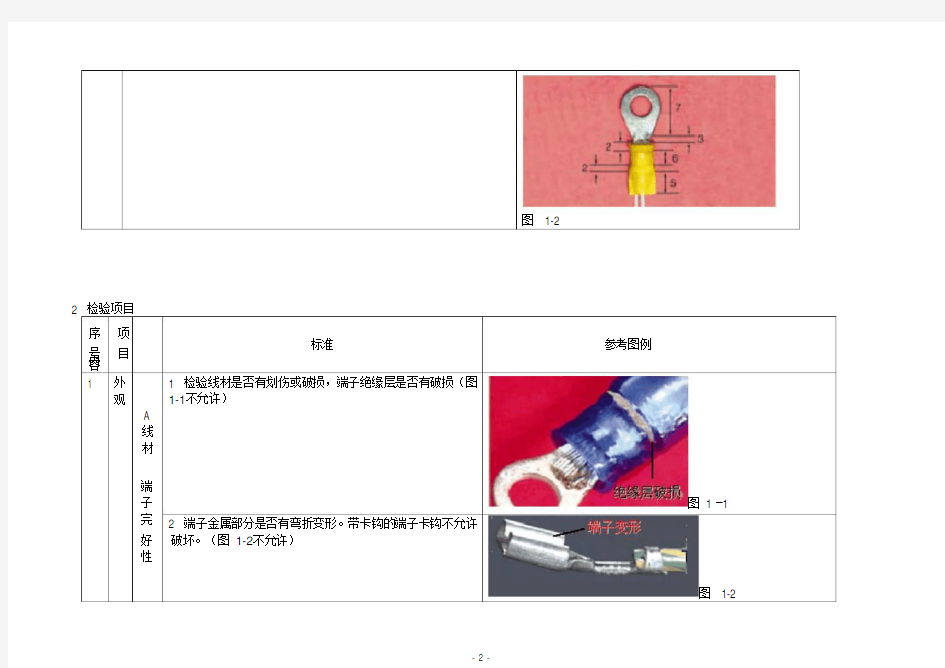
图 1-1与 1-2为典型铆压成型图例。
当多条芯线连接单一端子时,每条芯线也需要符合单一芯线铆压标准。单 一芯线或多芯线组合的铆压必须达到要求:所有芯线区不可超过端子所环 绕的区域。 右图中各序号释义: 1. 绝缘检视窗 3. 导体刷检视窗 4. 卡钩 2. 喇叭口
5. 绝缘铆压区
6. 导体铆压区
7. 端子区
8. 连体
9. 端子定位点
图 1-1
拟稿 祝 杰
图 1-2
2 检验项目
序项内
标准参考图例号目容
1 外 1 检验线材是否有划伤或破损,端子绝缘层是否有破损(图
1-1不允许)
观
A
线
材
端
子完
图1 –1 2 端子金属部分是否有弯折变形。带卡钩的端子卡钩不允许
好破坏。(图1-2不允许)
性
图 1-2
绝缘层进入并且超过绝缘铆压区。如果有多条芯线进行铆压,
所有芯线的绝缘层也要进入并且超过绝缘铆压区。 判断标准:
良好:如右图 2-1 所示,线材绝缘层线切面介于绝缘检验窗
中间约 1/2处。
图 2-1(良好)
可接受:如图 2-2 中 1 所示,线材绝缘层完全覆盖绝缘检验
窗但未进入导体铆压区。 如图 2-2中 2所示,线材绝缘层与检验窗边界切齐, 但未进入绝缘检验窗。
B 绝 缘 检 验 窗
图 2-2(合格)
不合格:如图 2-3 中 1 处箭头所示,线材绝缘层进入导体铆
压区中。
如图 2-3 中 2 处箭头所示,线材绝缘层之剥线切面未 露出绝缘铆压区(绝缘检视窗不可见其切面)
图 2-3(不合格)
线材绝缘层:允许压铆过程中绝缘层有轻微破损,但铆压环 片不可切断、刺破绝缘层。(图 3-1)
图 3-1(轻微刺破绝缘层)
C 绝 缘 层 铆 压 区
铆压环片:绝缘铆压区被均匀压合,铆压环片至少提供 180 度的紧贴面以固定及支撑绝缘层,并且环片包覆绝缘层的缺 口不超过 45度。如图 3-2。
图 3-2
绝缘接线片:如图 3-3 a 所示,绝缘铆压区被均衡压合,提供
完全的支撑且不可破坏线材绝缘层。
图 3-3b 所示,绝缘铆压区变形最低要求为不可损伤线 材绝缘层并能提供一定的支撑作用。
图 3-3 a
图3-3 b
导体铆压区接缝处闭合,如不完全闭合应不影响后续制程,
且不可有芯线飞出,芯线露出导体铆压区,且不超过1.6mm。
导体与导体铆压区平齐不露出为可接受。
芯线露出部分形成“导体刷”被束成一圈,如果散开以不超
出端子为允许范围。
D
导
体
图4-1 (合格)铆
压
区
图4-2 (不合格)
图4-3(不合格)
E 喇叭口在导体铆压区两端:
喇 叭 口
芯线入口处(图 5-1中 1处),导体结尾端(图 5-1中 2 处)。
良好:芯线入口处必须有喇叭口,且翘起高度是端子金属片
厚度的 2倍。
图 5-1
合格:芯线入口处可见成型喇叭口,翘起高度小于金属片厚
度的 2倍,导体结尾端未见喇叭口。
不合格:芯线入口处未见成型喇叭口,或喇叭口高度大于金
属片厚度的 2倍(喇叭口过大说明压接过紧或端子尺寸 过大)
图 5-2
F 导
体 导体铆压栅截面形状如图 6-1所示为合格。 铆
a 铆压沟闭合,芯线压紧,两边铆压环互相支撑
压 出现 6-2中所示情况视为不合格。 栅 截 面 形 状
b 绝缘层压紧 铆压沟闭合
C 绝缘层压紧 铆压环片部分重叠
d 绝缘层压紧两边铆压环有部分压合在一起
图6-1 合格
a 压合不均衡
b 端子选择不正确过大或过小
c 铆压过低或过高
d 绝缘层被压坏、刺穿
e 铆压环片未压紧绝缘层
图6-2 不良
2 尺 压
寸 接
高
检验方法:如右图6,千分尺锥形头对准端子背面,平头对
准端子前面(端子开口面)。
度 注意:锥形头要靠准端子背面的最高点。 检 验
图 7
3 强 拉 测试方法: 按右图7步骤将端子固定好后,将拉力计归零,
度 力 再进行拉力测试,当拉力达到规定值(拉力值标准见附表)
测 时,停止拉动,固定位置,保持 1 分钟,如端子没有脱 试 落则合格,每 1—2 小时抽测一次。
先打好端子 → .将铆压好端子的被覆铆压栅剪掉
装拉力计
图 8
附表 端子拉力国际标准
端子压着标准及检验规范(全)
标
端子压着检验规范
题
文件编号 版本版次 发行日期 页码
2011111101 A.0
2011-11-11 Page 1 of 4
1. 目的: 为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.
2. 范围: 此规范适用于各类端子压着检验.
3. 权责:
3.1 制造部:依此规范进行生产.
3.2 品质部:负责依此规范进行检验.
4. 内容:
4.1 端子压着部位名称:
端子部位名称:
1.端子配合区
C
ab
拉力强度
2.弹片
F 3.芯线观察窗口
4.芯线压着部(IS)
5.喇叭口
C:压着高度(Crimp Height)
6.绝缘皮观察窗口 7.绝缘皮压着部(WS)
4.2 各部位压着规范标准:
8.料带
1. 端子配合区----------沒有压伤、损伤、扭曲、变形
2. 弹片----------------沒有变形
3. 芯线观察窗口--------必須能看到电线的芯线,芯线露出范围为 0.29-.1.料0m带m
4. 芯线压着部----------必須完全闭合并包含所有芯线,不可看到绝缘外皮
5. 喇叭口--------------後喇叭口必須可見,最佳尺寸范围为 0.1-0.4mm
6. 绝缘皮观察窗口------必須同時能看到芯線和绝缘外皮
7. 绝缘皮压着部--------必須铆合紧密,电线不可有移动之情形
8. 料帶----------------前端料带尺寸范围为 0-0.3mm,后端尺寸范围为 0-0.5 mm
4.3 端子各部位压着确认: 4.3.1 喇叭口位置确认
○ 良好
△ 可接受
× 不可接受
前后均有喇叭口
后方有喇叭口、前方无喇叭口 后方无喇叭口,易压伤芯线
常见端子拉力标准规范
序号 端 子 型 号 适 用 线 材 AWG SA(mm) 压接高度 单位:mm 抗拉强度 单位:N 开口长度 单位:mm 1 6.3直插(250直)22#0.33 1.25±0.05 45N以上6 20# 0.5 1.35±0.05 73N以上 18#0.81 1.40±0.0591N以上 16# 1.32 1.65±0.05136N以上 14# 2.08 1.70±0.05 270N以上 2 6.3旗形(250旗) 18# 0.81 1.30±0.0582N以上5 16# 1.32 1.40±0.05 133N以上 14# 2.08 1.55±0.05 194N以上 3 4.8直插(187直) 22# 0.33 1.10±0.0545N以上 20# 0.5 1.15±0.0573N以上 18# 0.81 1.25±0.0591N以上 16# 1.32 1.30±0.05136N以上 4 4.8旗形(187旗) 20# 0. 5 0.95±0.0561N以上 4.2 18# 0.81 1.00±0.05 82N以上 16# 1.32 1.10±0.05133N以上 5 4.2o型(SRA) 24# 0.21 0.85±0.0520N以上 5.5 22# 0.330.90±0.05 39N以上 20# 0.5 1.65±0.05 61N以上 18# 0.81 1.70±0.05 82N以上 16# 1.25 1.75±0.05 133N以上 14# 2 1.80±0.05 194N以上 6 4.2u型(SAA) 20# 0.5 1.60±0.0561N以上 5.5 18# 0.81 1.65±0.05 82N以上 16# 1.25 1.70±0.05 133N以上 14# 2 1.75±0.05 194N以上 7 3.96间距 22# 0.33 1.05±0.05 45N以上4? 20# 0.5 1.10±0.0565N以上 18# 0.81 1.15±0.0580N以上 8 2.5mm间距(XH) 28# 0.08 0.60±0.05 10N以上3 26# 0.130.65±0.0520N以上 24# 0.210.70±0.05 30N以上 22# 0.830.75±0.05 40N以上92mm间距(PH) 28# 0.080.50±0.05 10N以上 2.5 26# 0.130.55±0.0520N以上 24# 0.210.60±0.0530N以上 常见端子尺寸拉力规范 备注:类似端子型号按此规范执行。
端子铆压标准规范
端子铆压内部控制标准规范 【目的】: 为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范. 【范围】: 此规范适用于本公司各类端子压着检验. 【职责】: 1.1 制造部:依此规范进行生产. 1.2 质量部:负责依此规范进行检验. 1.3 工艺课:依此标准要求,适时的调节 【标准】:参阅国标QCT:29106; 大众标准VW207;IPC167等标准 【日期】:本标准从2016.9.1起执行 本标准分为6个部分,适合公司内部使用 第一部分:端子的定义 第二部分:端子的种类 第三部分:端子的铆压标准 第四部分:端子的测量和判定标准 第五部分:铆接设备的要求和确认 第一部分:端子的定义
1.如下图,端子各部位的名称进行统一定义,以便于制程管理 第二部分:端子的种类 社内主要护套、端子组件采购品牌类型厂商执行标准 YAZAKI-7282**** YAZAKI-7283**** YAZAKI-7158**** 矢崎JIS YAZAKI-7116**** YAZAKI-7114**** YAZAKI-7157**** 8240**** 住友JIS 6098**** 98014-0200(MOLEX) 雷莫UL
Tyco 9643**** Tyco 1123**** 泰科UL Tyco 1379**** Tyco 60851*** AMP 1355328 AMP 9675*** 安普UL AMP 8289*** 620262(组件) KET TUV 12066681(组件) 德尔福TUV DJ615*** 鹤壁陈氏QC-T 417.5 DJ703*** DJ611*** 正耀QC-T 417.5 DJ702*** 第三部分:端子的铆压标准 【内容】: 1.端子正确铆压标准:端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或 2/3的位置即可。 1.1.1.端子的内模压着导体后外露部分须超过0.2~2mm。 正确铆压如附图一: 0.2~2mm 1.2.端子不良铆压标准: 1.2.1.绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导 体压着部份),此种现象将造成铜丝易断落,如附图二:
打端子外观检验规范
打端子外观检验规范 CrimpingVisualSpecification 1.0目的 1.1建立外观检验标准,使外观检验与判定更加标准化,规范化,更好满足品质控制与客户的需要。 2.0范围 2.1本程序内容及附图适应于本公司内所有产品的打端部分的外观标准及判定。 2.2本程序也包括影响打端品质的前道脱皮工序的外观标准及判定。 2.3在本程序中所附的图片及图片的式样仅为示意图,其它产品均可以此为参照的依据。 3.0职责 3.1QA部对本程序进行制定,修改和解释,并对相关人员进行本程序内容的培训与指导。 3.2QC督导此标准的要求在生产线或其它需依据本标准作业处的实施。 3.3OQC及IQC应根据本标准及AQL抽样水准进行产品出货检验和来料收货检验。 3.4生产部门依据本标准进行产品生产,产品检验或产品返工。 3.5当依本标准不能作出准确判定或对本标准存异议时,由QC人员提交至QA 工程师级以上决定。 4.0定义 4.1绝缘检查窗:该区域用于确认端子导体及绝缘包桶铆压位置是否适当的作
用. 4.2喇叭口:呈漏斗状,位于导体压接处的两端,起防止损伤或划断铜丝的作用。 4.3导体检查窗:导体突出于导体压接部位的剩余部分,起确定导体是否完全充入端子的压接部位。同时,也是影响端子拉力和防止出现电气不良的关键部位4.4弹片:该弹片的作用在于,对插后防止端子从胶芯中退出.操作过程中应注意 勿使该端子变形. 4.5绝缘压接部分:端子与线材绝缘相连接的压接部位,是提供端子使用时的固 定和防震作用的部位。 4.6导体铆压部分:端子与线材导体相连接的压接部位,是实现低阻抗,高电流传导的关键部位。 4.7端子对插区域:端子对插相互作用(接触)区域. 4.8端子切口:突出于端子头部或尾部,是证明当端子从端子盘或其它整体单个 切下来时是否发生损伤或缺失的依据。
二次线作业工艺及端子压接判定
电阻、二极管成型操作要求 一、根据元器件清单或样机对需要成型的元器件确认: 1、元器件型号、规格; 2、成型形式(卧式或立式); 3、跨距; 二、成型操作 1、卧式成型: 1 根据确认的跨距,调整轴向成型机,注意:调整关键是切断引脚的旋转刀片须紧贴靠板,折弯处应离成型元件端面1mm以上。 无法使用轴向成型机的元件,可选用相应模具手工成型; 2 对成型后的首件,可在线路板上该元件相应的孔位插装验证; 3 首件验证合格后,可连续进行该元件的卧式成型操作;过程中和结束时应抽样验证。 4 若切断的元器件引脚不平整(如带毛刺)时,需调整设备(如靠板偏心、刀片钝等)。 2、立式成型: 1 参照样机或样件,手工进行立式成型,二极管立式成型应注意弯曲端极性;
2 弯曲端起始弯曲处离该端面应大于2mm,(特殊情况允许1mm)弯曲部位应呈弧形; 3 立式成型的首件,可在线路板上该元件相应的孔位插装验证,插装后弯曲一端的引脚超出PCB板焊盘部分的长度应不小于3mm; 4 首件验证合格后,可连续进行该元件的立式成型;过程中和结束时应抽样验证。 3、注意: 1 操作者手上不得有油或污渍,成型用工具、器械要清洁,成型时形成的切屑要及时清理; 2 同一型号、规格的元件成型操作应连续一次性完成,不得在过程中穿插成型其它型号、规格的元件; 3 同一型号、规格的元件成型后放在同一容器内,不可与其它型号、规格的元件混放。 三、成型作业结束,清洁工作场地及设备。 线材生产操作要求 一、裁线、剥线 1、根据生产单,设计文件或样件要求,确认: a) 线材型号、规格、颜色 b) 裁线长度(无特殊要求时,实际裁线长度的误差为±5mm)
端子检验规范
1.目得:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范。 2.范围:此规范适用于各类端子压着检验、 3.权责: 3.1.制造部:依此规范进行生产、 3.2.品保部:负责依此规范进行检验. 4.定义:无、 5.内容: 5.1.端子正确铆压标准: 5.1.1.端子得外模压着绝缘外被铆压部分须在端子内模与外模间距得1/2或2/3 得位置即可、 5.1.2.端子得内模压着导体后外露部分须超过0.2-1mm。 5.1.3.正确铆压见: 如附图一、 5.2.端子铆压检验: 项 次 检验项目 判定标 准 检验器具检验方法 1 端子内模 拉力 依端子 铆压规 格一览 表 拉力计 1.测试长度以150mm左右为标准 2.脱去外被20mm左右。 3.以拉力计拉引测试,直到导体 与端子分离,记下此时拉力计 上指针之刻度即为端子拉力。 4.若端子为有外皮包裹得,测量 端子拉力时先去除外皮后再测 量。 5.拉力测试后应检验端子拉出
后得状况,若导体七股芯线全 部断在端子内模内为端子压着 高度过低,则必须重新将端子 内模高度调高;若导体七股芯 线无一股芯线留在内模中,则 必须重新将端子内模高度调 低、(除铆压双并线端子外) 6.双并线合铆压在一端子时,端 子内模时不得有芯线导体外 露、双并线之拉力在拉力规格 范围内即可,不要求符合5条. 项 次 检验项目 判定标 准 检验器具检验方法 2 端子内模 高度 依端子 铆压规 格一览 表 分离卡 3 端子外模 绝缘被 覆损伤 露芯线 或滑出 为不允 收 摇摆 导体外被压着后需将导线做上下 90度弯曲三次,检查绝缘被覆就 是否有损伤或滑出,若有表面损伤 或滑出,则压着高度须重新调整。 5.3.端子铆压检验标准: 项 次 检验 项目 判定标准不良图示说明 检 验 方 法
端子铆压作业标准及判定_pdf
拟稿祝杰版本页数文件编号日期最近更新日期 10 批准审核 机密等级 文件类型归档 主题 :端子铆压作业标准及判定 一概述 本标准规定了线料及端子采用铆压方式连接后,对铆压成品进行检验的质量特性及要求。 二适用范围 本标准适用于作为生产及质检部门对公司内部制作或外协加工的线缆端子铆压产品进行检验时的判定依据。 三内容 1.定义 定义判断 /描述 绝缘层,铆压区及导体铆压区有不同的结构。此外导体也可能会覆盖部分 甚至全部的铆压区域。 图1-1 与 1-2 为典型铆压成型图例。 当多条芯线连接单一端子时,每条芯线也需要符合单一芯线铆压标准。单 一芯线或多芯线组合的铆压必须达到要求:所有芯线区不可超过端子所环 绕的区域。 右图中各序号释义: 1.绝缘检视窗 2. 喇叭口 3.导体刷检视窗 4.卡钩 5.绝缘铆压区 6.导体铆压区 7.端子区 8.连体 9.端子定位点图 1-1
图 1-2 2检验项目 序项内 标准参考图例号目容 1外 1 检验线材是否有划伤或破损,端子绝缘层是否有破损(图 观1-1 不允许) A 线 材 端 图1 –1子 完 2 端子金属部分是否有弯折变形。带卡钩的端子卡钩不允许 好破坏。(图1-2 不允许) 性 图1-2
绝缘层进入并且超过绝缘铆压区。如果有多条芯线进行铆压,所有芯线的绝缘层也要进入并且超过绝缘铆压区。 判断标准: 良好:如右图2-1 所示,线材绝缘层线切面介于绝缘检验窗中间约 1/2 处。 可接受:如图2-2 中 1 所示,线材绝缘层完全覆盖绝缘检验窗但未进入导体铆压区。 如图 2-2 中 2 所示,线材绝缘层与检验窗边界切齐,B但未进入绝缘检验窗。 绝 缘 检 验 窗 不合格:如图2-3 中 1 处箭头所示,线材绝缘层进入导体铆压区中。 如图 2-3 中 2 处箭头所示,线材绝缘层之剥线切面未 露出绝缘铆压区(绝缘检视窗不可见其切面) 图 2-1 (良好)图 2-2 (合格)图 2-3 (不合格)
端子压接技术经验标准
1.范围 本文件作为通用指导性文件适用于CODEN青岛工厂端子压着作业。 本文件定义了开式端子的压接及测试的标准,同时适用于手工和自动机器压着。 当本文件与具体的作业性文件在内容上会有不同甚至冲突时,应按照作业性文件的为准。 2.参考文件 GB-T18290-2 DINEN60352-2 3.内容 3.1端子基础知识 端子各部分功能: 嵌合区: 接触导电,与对应的连接器端子接触导电。 其接触程度决定了导电的效果。变形、脏污、镀层不良都会使其功能上受影响,甚至成为导致故障的致命原因。导体压接部: 是端子与线材连接的重要部分。通常,压接后的管理,包括对压接高度、宽度、拉拔力、截面分析等。其中压接高度是最重要的管理项目。 绝缘压接部: 将线材的绝缘外皮铆住,具有保护作用。 当压接较松时,绝缘压接片很容易从线上脱落,无法缓冲外部压力,而产生断线不良。 压接过紧时,线芯会受到损伤,也会发生断线不良。 钟形口: 压着时在导体压接处钟形口的圆弧结构能减轻对线芯的损伤,如果没有喇叭口或是钟形口形状不良,都会导致线芯受到损伤,甚至会导致断线。拉拔力也会不合格。逆止卡爪(卡口片): 具有锁住端子的作用。如果此部份变形,插入塑壳及主体后,会出现脱落等不良。 尾料片: 产生于端子与料带分离的连桥残余。长度过大容易伤线。 3.2端子压着过程:
3.3压接完成品标准: 在拉拔力和压着高度保证的前提下,压着状态应满足的以下要求: 1.绝缘压着区应能同时可见导体和绝缘外皮。 目测参考:导体与绝缘皮各占1/2 2.绝缘压接区应有至少保证紧密包裹绝缘外皮的圆周长的1/2。 3.导体压接区应可见芯线(导体)伸出,但不能太大。 尺寸要求:0.2~1.0mm 4.嵌合部不可变形,逆止卡爪不可变形。 5.导体压着部,绝缘体压着部两压接片之间不可有间隙。 6.钟形口)可以在导体压接片的两侧形成,也可以只在如图的这一侧形成 钟形口轴向长度不可过小或过大。其尺寸取决于所压接的线材,可参考以下: 0,03-0,56mm2(AWG32-20):0,25±0,15mm 0,30-0,81mm2(AWG22-18):0,3±0,15mm 7.尾料片应可见,但长度不可太大。 尺寸要求:max0.5mm. 8.端子上下弯曲不大于5° 9.端子左右弯曲不大于3° 10.端子扭曲不大于5° 3.4导体压着截面分析: 3.4.1压着截面切片的制做要求: 切面应垂直于线的轴向方向,在压接区域的最中间位置进行选取。但同时,当导体压接区压接端子上设置有规则凸起时,应进行相应避开。为了获取较好的截面效果,应对切片截面进行研磨和蚀刻。 1.压接高度: 一般端子厂家会提供具体产品所对应的压着高度。 B. *以下为UL1007线压着时参考值。
端子压着标准及检验规范全
1.目的: 为确保本公司于生产过程中,端子压着能符合品质需求而制订此规
范
.
2.范围: 此规范适用于各类端子压着检验.
3. 权责:
3.1 制造部:依此规范进行生产.
3.2 品质部:负责依此规范进行检验.
4. 内容:
4.1 端子压着部位名称:
端子部位名称:
C:压着高度(Crimp Height)
4.2 各部位压着规范标准:
C
ab
拉力强度
1. 端子配合区
F 2. 弹片
1. 端子配合区----------没有压伤、损伤、扭曲、变形 3. 芯线观察窗口
2. 弹片----------------没有变形
4. 芯 线 压 着 部
3. 芯线观察窗口--------必须能看到电线的芯线,芯线露出范围为 (IS)
0.2-1.0mm
5. 喇叭口
4. 芯线压着部----------必须完全闭合并包含所有芯线,不可看到绝缘 6. 绝 缘 皮 观 察 窗
外皮 口
5. 喇 叭 口 -------------- 後 喇 叭 口 必 须 可 见 , 最 佳 尺 寸 范 围 为 7. 绝 缘 皮 压 着 部
0.1-0.4mm
(WS)
6. 绝缘皮观察窗口------必须同时能看到芯线和绝缘外皮 8. 料带
9. 料带
7. 绝缘皮压着部--------必须铆合紧密,电线不可有移动之情形
8. 料带----------------前端料带尺寸范围为 0-0.3mm,后端尺寸范围
为 0-0.5 mm
4.3 端子各部位压着确认:
4.3.1 喇叭口位置确认 ○?? 良好
△?? 可接受
×?? 不可接受
前后均有喇叭口
后方有喇叭口、前方无喇叭 后方无喇叭口,易压伤芯
口
线
4.3.2 料带切断位置确认(参考)
4.3.3 电线位置确认 ○? 良好
△? 可接受
△? 可接受
×??不可接受
×??不可接受
×??不可接受
端子铆压作业标准及判定pdf
版本 页数 10 文件编号 审核 日期 最近更新日期 文件类型 归档 批准 机密等级 主题:端子铆压作业标准及判定 一 概述 本标准规定了线料及端子采用铆压方式连接后,对铆压成品进行检验的质量特性及要求。 二 适用范围 本标准适用于作为生产及质检部门对公司内部制作或外协加工的线缆端子铆压产品进行检验时的判定依据。 三 内容 1. 定义 定义 判断/描述 绝缘层,铆压区及导体铆压区有不同的结构。此外导体也可能会覆盖部分 甚至全部的铆压区域。 图 1-1与 1-2为典型铆压成型图例。 当多条芯线连接单一端子时,每条芯线也需要符合单一芯线铆压标准。单 一芯线或多芯线组合的铆压必须达到要求:所有芯线区不可超过端子所环 绕的区域。 右图中各序号释义: 1. 绝缘检视窗 3. 导体刷检视窗 4. 卡钩 2. 喇叭口 5. 绝缘铆压区 6. 导体铆压区 7. 端子区 8. 连体 9. 端子定位点 图 1-1 拟稿 祝 杰
图 1-2 2 检验项目 序项内标准参考图例 号目 容 1 外 1 检验线材是否有划伤或破损,端子绝缘层是否有破损(图 1-1不允许) 观 A 线 材 端 子完 图1 –1 2 端子金属部分是否有弯折变形。带卡钩的端子卡钩不允许 好破坏。(图1-2不允许) 性 图 1-2
绝缘层进入并且超过绝缘铆压区。如果有多条芯线进行铆压, 所有芯线的绝缘层也要进入并且超过绝缘铆压区。 判断标准: 良好:如右图2-1 所示,线材绝缘层线切面介于绝缘检验窗 中间约1/2处。 图2-1(良好)可接受:如图2-2 中 1 所示,线材绝缘层完全覆盖绝缘检验 窗但未进入导体铆压区。 如图2-2中2所示,线材绝缘层与检验窗边界切齐, 但未进入绝缘检验窗。 B 绝 缘 检 验 图2-2(合格)窗 不合格:如图2-3 中 1 处箭头所示,线材绝缘层进入导体铆 压区中。 如图2-3 中2 处箭头所示,线材绝缘层之剥线切面未 露出绝缘铆压区(绝缘检视窗不可见其切面) 图2-3(不合格)
端子压接标准及检验规范
端子压接工序检验规范
1. 目的: 为确保在生产过程中,端子压接能符合质量需求而制订此规范。 2. 范围: 此规范适用于各类端子压接检验。 3. 权责:
3.1 生产部:依此规范进行生产。 3.2 质量部:负责依此规范进行检验。 4. 内容: 4.1 端子压接部位名称:
拉力强度
F
C
ab
端子部位名称: 1.端子配合区;2.弹片;3.芯线观察区域;4.芯线压接部(IS)
5.喇叭口;6.绝缘皮观察区域;7. 绝缘皮压接部(WS);8. 连筋
C:压接高度(Crimp Height)
4.2 各部位压接规范标准: 1. 端子配合区----------沒有压伤、损伤、扭曲、变形 2. 弹片----------------沒有变形 3. 芯线观察窗口--------必须能看到电线的芯线,芯线露出范围为 0.2-1.0mm 4. 芯线压接部----------必须完全闭合并包含所有芯线,不可看到绝缘外皮 5. 喇叭口--------------后喇叭口必須可見,最佳尺寸范围为 0.1-0.4mm 6. 绝缘皮观察窗口------必须同時能看到芯線和绝缘外皮 7. 绝缘皮压接部--------必须压接紧密,电线不可有移动之情形 8. 连筋----------------连筋(端子与端子间连接的料带切除后,保留在端子上的剩余部分)不能 损伤电线绝缘层和密封塞,连筋最大长度不应超过 0.5mm。
端子压接工序检验规范
4.3 端子各部位压接确认: 4.3.1 喇叭口位置确认
○ 良好
△ 可接受
× 不可接受
前后均有喇叭口 4.3.2 料带切断位置确认(参考)
后 方有喇叭口、前方无喇叭口 后方无喇叭口,易压伤芯线
4.3.3 电线位置确认 ○ 良好
△ 可接受
△ 可接受
× 不可接受
× 不可接受
× 不可接受
绝缘皮压接过短,此种不良现象将 绝缘皮压接过长,将造成铜丝易断落 芯线压接过短,此种现象易造 造成端子拉力不足,易脱落。 或接触不良,出现开路或瞬间开路。 成端子拉力不足,易脱落
× 不可接受
× 不可接受
× 不可接受
端子压接作业指导书
标题端子压接作业指导书文件编号 NT01-018 版本: A/01 页数: 1/4 发行日期: 2014.07.01 1.目的:描述端子压接工序的操作过程,确保端子压接的质量。 2.范围:适用于生产车间端子压接工序的操作生产。 3.职责:生产部长,冲压工序质检员及与端子压接工序相关的人员均有将本指导书付诸实施的职责。 4.定义:无。 5.工作程序 5.1 员工依据生产指令及下线压接表,备齐所需的材料及工具; 5.2 校对所备材料和工具与生产指令及下线压接表的符合性; 5.3 选择相应的设备,配合维修工调试设备,进行资源点检,填写设备点检表; 5.4 完成首件产品的作业; 5.5 员工对自己加工首件产品用目测和拉力试验机进行自检压接端子与相应工艺文件的符合 性及其强度,检验员检验合格,员工则继续进行生产操作,对于合线或者共压的产品进行拉力检验时,选择线径最大的拉力标准作为依据; 5.6 操作过程中,员工要随时目测外观; 5.7 作业结束时,质检员随同员工用目测和拉力试验机检查产品压接外观及拉力的符合性; 5.8 作业结束,检验员确认后将合格品转入冲压半成品合格区; 6.备注: 6.1.首件作业的合格产品应予以保存,直至本批次或本班次产品作业结束. 6.2 在生产过程中,如有以下情况发生时,必须重新执行本指导书: a)更换操作员工;b)设备关闭后又开启;c)第二天生产前一天未完成的产品; 6.3 端子压接拉力强度的判定基准应符合如下要求: 6.3.1电线束端子与电线或合点(线)压接后拉力强度应不小于下表中的规定: 导体公称截面积mm2拉力值N 导体公称截面积mm2拉力值N ① 0.3~0.5 50 6.00~8.00 450 0.75~0.85 80 10.00 500 1.00~1.25 100 15.00~16.00 1500
7端子铆压标准规范
端子铆压内部控制标准规范 【目的】:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.【范围】:此规范适用于本公司各类端子压着检验. 【职责】: 1.1制造部:依此规范进行生产. 1.2质量部:负责依此规范进行检验. 1.3工艺课:依此标准要求,适时的调节 【标准】:参阅国标QCT:29106;大众标准VW207;IPC167等标准 【日期】:本标准从2016.9.1起执行 本标准分为6个部分,适合公司内部使用 第一部分:端子的定义 第二部分:端子的种类 第三部分:端子的铆压标准 第四部分:端子的测量和判定标准 第五部分:铆接设备的要求和确认
第一部分:端子的定义 1.如下图,端子各部位的名称进行统一定义,以便于制程管理 第二部分:端子的种类 社内主要护套、端子组件采购品牌类型厂商执行标准 YAZAKI-7282**** YAZAKI-7283**** YAZAKI-7158**** 矢崎JIS YAZAKI-7116**** YAZAKI-7114**** YAZAKI-7157****
8240**** 住友JIS 6098**** 98014-0200(MOLEX)雷莫UL Tyco9643**** Tyco1123**** 泰科UL Tyco1379**** Tyco60851*** AMP1355328 安普UL AMP9675*** AMP8289*** 620262(组件)KET TUV 12066681(组件)德尔福TUV DJ615*** 鹤壁陈氏QC-T417.5 DJ703*** DJ611*** 正耀QC-T417.5 DJ702*** 第三部分:端子的铆压标准 【内容】: 1.端子正确铆压标准:端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或 2/3的位置即可。 1.1.1.端子的内模压着导体后外露部分须超过0.2~2mm。 正确铆压如附图一: 0.2~2mm
端子拉力标准
核准审核制作 钟菊兰 1.0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范. 2.0范围:此规范适用于各类端子压着检验. 3.权责: 3.1.制造部:依此规范进行生产. 3.2.品保部:负责依此规范进行检验. 4.定义:无. 5.0内容: 5.1.端子正确铆压标准: 5.1.1.端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可. 5.1.2.端子的内模压着导体后外露部分须超过~1mm。 5.1.3.正确铆压见: 如附图一. 5.2.端子不良铆压标准: 5.2.1.绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压 着部份),此种现象将造成铜丝易断落。如附图二。 5.2.2.绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端 子拉力不足,易脱落。如附图三。 5.2.3.尾料切断部分,所剩下之料头超过1mm. 如附图四。 5.2.4.端子内模有导体外露(分叉). 如附图五。 5.2.5.导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与 5.2. 6.导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不 足,易脱落。如附图七。 5.2.7.端子内模压着突嘴过大(超过内模的1/3)。如附图八。 5.3.端子内模导体压着高度测量方式:如附图九 5.4.端子外模绝缘外被压着检验方式: 5.4.1.导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表 面损伤或滑出,则压着高度须重新调整。如附图十. 5.5.端子内模导体拉力测试及检验方式:如附图十一. 5.5.1.测试长度以150mm左右为标准 5.5.2.脱去外被20mm左右。 5.5.3.以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。
端子压接技术标准
端子压接标准
1.范围 本文件作为通用指导性文件适用于CODEN 青岛工厂端子压着作业。 本文件定义了开式端子的压接及测试的标准,同时适用于手工和自动机器压着。 当本文件与具体的作业性文件在内容上会有不同甚至冲突时,应按照作业性文件的为准。 2.参考文件 GB-T18290-2 DIN EN 60352-2 3.内容 3.1端子基础知识 端子各部分功能: 嵌合区: 接触导电,与对应的连接器端子接触导电。 其接触程度决定了导电的效果。变形、脏污、镀层不良都会使其功能上受影响,甚至成为导致故障的致命原因。 导体压接部: 是端子与线材连接的重要部分。通常,压接后的管理,包括对压接高度、宽度、拉拔力、截面分析等。其中压接高度是最重要的管理项目。 绝缘压接部: 将线材的绝缘外皮铆住,具有保护作用。 当压接较松时,绝缘压接片很容易从线上脱落,无法缓冲外部压力,而产生断线不良。 压接过紧时,线芯会受到损伤,也会发生断线不良。 钟形口: 压着时在导体压接处钟形口的圆弧结构能减轻对线芯的损伤, 如果没有喇叭口或是钟形口形状不良,都会导致线芯受到损伤,甚至会导致断线。拉拔力也会不合格。 逆止卡爪(卡口片): 具有锁住端子的作用。如果此部份变形,插入塑壳及主体后,会出现脱落等不良。 尾料片: 产生于端子与料带分离的连桥残余。长度过大容易伤线。 3.2端子压着过程:
3.3压接完成品标准: 3.3.1外观 在拉拔力和压着高度保证的前提下,压着状态应满足的以下要求: 1.绝缘压着区应能同时可见导体和绝缘外皮。 目测参考:导体与绝缘皮各占1/2 2.绝缘压接区应有至少保证紧密包裹绝缘外皮的圆周长的1/2。
端子拉力标准
核准审核制作 钟菊兰 0范围:此规范适用于各类端子压着检验. 权责: 制造部:依此规范进行生产. 品保部:负责依此规范进行检验. 定义:无. 0内容: 端子正确铆压标准: 端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可. 端子的内模压着导体后外露部分须超过~1mm。 正确铆压见: 如附图一. 端子不良铆压标准: 绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。如附图二。 绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落。如附图三。 尾料切断部分,所剩下之料头超过1mm. 如附图四。 端子内模有导体外露(分叉). 如附图五。 导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与 导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不足,易脱落。如附图七。 端子内模压着突嘴过大(超过内模的1/3)。如附图八。 端子内模导体压着高度测量方式:如附图九 端子外模绝缘外被压着检验方式: 导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整。如附图十. 端子内模导体拉力测试及检验方式:如附图十一. 测试长度以150mm左右为标准 脱去外被20mm左右。 以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。 若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量. 拉力测试后应检验端子拉出后的状况,若导体七股芯线全部断在端子内模内为端子压着高度过低,则必须重新将端子内模高度调高;若导体七股芯线无一股芯线留在内模中,则必须重新将端子内模高度调低.(除铆压双并线端子外) 双并线合铆压在一端子时,端子内模时不得有芯线导体外露.双并线之拉力在拉力规格范围内即可,不要求符合 端子铆压后高度及拉力必须符合要求标准. 详细见附件一:端子铆压规格一览表. 若端子为新端子(第一次生产)暂无端子高度规格时且客户无特别要求时,可以只记录实际高度的测量值,其拉力是否符合要求(按线号规格核对拉力要求)而作为最终判定的依据。待一批生产完成后由QE定出该端子的高度及拉力的规格值。
端子拉力标准-
端子拉力标准- 文件名称端子检验标准版本 D3 第 1 页共 4页 2011-04-21 QAD-WI-A015 生效日期文件编号制订部门品保部第 1 页共 4页 核准审核制作 张新龙杨朝友张瑶琴 1. 0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范. 2. 0范围:此规范适用于各类端子压着检验. 3. 权责: 3.1. 制造部:依此规范进行生产. 3.2. 品保部:负责依此规范进行检验. 4. 定义:无. 5. 0内容: 5.1. 端子正确铆压标准: 5.1.1. 端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可. 5.1.2. 端子的内模压着导体后外露部分须超过0.2~1mm。 5.1.3. 正确铆压见: 如附图一. 5.2. 端子不良铆压标准: 5.2.1. 绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压 着部份),此种现象将造成铜丝易断落。如附图二。
5.2.2. 绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端 子拉力不足,易脱落。如附图三。 文件名称端子检验标准版本 D3 第 2 页共 4页 2011-04-21 QAD-WI-A015 生效日期文件编号制订部门品保部第 2 页共 4页 5.2.3. 尾料切断部分,所剩下之料头超过1mm. 如附图四。 5.2.4. 端子内模有导体外露(分叉). 如附图五。 5.2.5. 导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与 H.S.G实配。如附图六。
5.2. 6. 导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不 足,易脱落。如附图七。 5.2.7. 端子内模压着突嘴过大(超过内模的1/3)。如附图八。 5.3. 端子内模导体压着高度测量方式:如附图九 文件名称端子检验标准版本 D3 第 3 页共 4页 2011-04-21 QAD-WI-A015 生效日期文件编号制订部门品保部第 3 页共 4页 5.4. 端子外模绝缘外被压着检验方式: 5.4.1. 导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表 面损伤或滑出,则压着高度须重新调整。如附图十.
端子压着标准及检验规范全
6.绝缘皮观察窗口 必须同时能看到芯线和绝缘外皮 1. 目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规 范 2. 范围:此规范适用于各类端子压着检验 3. 权责: 3.1制造部:依此规范进行生产. 3.2品质部:负责依此规范进行检验. 4.内容: 4.1端子压着部位名称: 端子部位名称: 0.2-1.0mm 4. 芯线压着部 ------- 必须完全闭合并包含所有芯线,不可看到绝缘 外皮 5. --------------------------- 喇叭口 後喇叭口必须可见,最佳尺寸范围为 0.1-0.4mm C: 4.2 压着高度(Xrimp Height |) 各部位压着规范标准: C 口 P7~I ___________ L 1.端子配合区 --------- 拉力强度 f 没有压伤、损伤、扭曲、变形 1. 2. 3. 端子配合区 弹片 芯线观察窗口 2.弹片 没有变形 3. 芯线观察窗口 4. 芯线压着部 必须能看到电线的芯线,芯线露出范围为
7.绝缘皮压着部------ 必须铆合紧密,电线不可有移动之情形 8.料带----------- 前端料带尺寸范围为0-0.3mm,后端尺寸范围 为0-0.5 mm 4.3端子各部位压着确认: 4.3.3电线位置确认
4.4端子芯线压着高度(CH和绝缘皮压着高度(IH)测量方式 4.5压着模具确认 4.5.1压着模具部件磨损、变形、损伤时的交换标准 4.5.2压着机、压着模具调整不良及磨损时,端子容易发生的变形及判 断标准 △ ?可接受△ ?可接受
4.6端子外模绝缘外被压着检验方式: 461绝缘外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损 伤或滑出,则压着高度须重新调整,如附图: 4.7端子内模导体拉力测试及检验方式,如附图: 4.7.1测试长度以150m左右为标准 4.7.2脱去外被20m左右 4.7.3以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针
端子铆压标准
端子铆压标准 外观要求: 1.端子功能区: A: 端子必须保持直的状态,不可弯曲变形; B: 公母实配部位不可弯曲变形,张开或框口内缩 C: 与胶芯或外壳配合的倒刺或定位装置不可变形 2. 芯线铆合区 2.1分类 A: 开放式铆合区;B: 闭合式铆合区;C: 铜轴隔离线或编织线铆合区 2.2 总体要求 A.除特殊规定外,铆合区铆合后芯线露出长度不可超过1.6mm B.铆合后所有芯线必需包于芯线铆合区壁内(左图为不良品) C.喇叭口为必须,但A点一定要有,以免芯线铆断, 如果B点没有可允收. 有绝缘铆合区 无绝缘铆合区 D.铆合后芯线断股现象超过附表所列之规格要求
Sony/Nedic等日本客户特殊要求:少于及等于7根conductor不允许芯线断 Nedic对线材去皮的要求: * 不允许有切伤/凹坑(30X显微镜);* 外绝缘皮须整齐(切断而不是拉断) 2.3 分类具体要求 2.3.A 开放式铆合(有绝缘支撑) 客户特殊要求(Toshiba) 良品:剥绝缘皮整齐且绝缘体/A区长度=1/2 不良品:剥绝缘皮不整齐且绝缘体/A区长度>1/2 图例:
良品:B区导体平整,不翘起不良品:B区导体翘起2.3.A. 开放式铆合(无绝缘支撑) 2.3.B 闭合式铆合 2.3.C 直接压入式铆合
必须四点同时有夹紧接触功能 3. 绝缘铆合区---总体要求 二. 铆合状态---前言 1.因为端子内部状态无法目视检验, 所以需要借助端子剖面(cross section)来判断. 2.也正因为无法目视检验,所以制程中管控不易,需要在制定端子Spec. 的过程中加以验证 芯线铆合区-A: 开放式端子铆合区 允收不允收
端子拉力测试标准
端子拉力测试标准 参照JST的 序号端子型号适用线材压接高度 单位:mm 抗拉强度 单位:N 开口长度 单位:mm AWG SA (mm) 1 直插(250直) 22# ± 45N以上 6 20# ±73N以上 18# ±91N以上 16# ±136N以上 14# ±270N以上 旗形(250旗) 18# ± 82N以上 5 16# ±133N以上 14# ±194N以上 3 直插(187
直) 22# ± 45N以上 5 20# ±73N以上 18# ±91N以上 16# ±136N以上 4 旗形(187旗) 20# ± 61N以上 18# ±82N以上 16# ±133N以上 5 型(SRA) 24# ± 20N 以上 22# ±39N以上 20# ±61N以上 18# ±82N以上 16# ±133N以上 14# 2 ±194N以上 6 型(SAA) 20# ± 61N 以上
18# ±82N以上 16# ±133N以上 14# 2 ±194N以上 7 间距 22# ± 45N以上 4 20# ±65N以上 18# ±80N以上 8 间距(XH) 28# ± 10N 以上 3 26# ±20N以上 24# ±30N以上 22# ±40N以上 2mm间距(PH) 28# ± 10N以上 26# ±20N以上 24# ±30N以上
备注:类似端子型号按此规范执行。 端子拉力测试标准 参照JST的 序号/ 端子型号/ 适用线材/ 压接高度单位:mm/ 抗拉强度..单位:N/ 开口长度.单位:mm0W M S&n3{*dh AWG SA(mm) 1直插(250直) 22# ±45N以上 6 20# ± 73N以上 18# ± 91N以上 16# ± 136N以上 14# ± 270N以上 2 旗形(250旗) 18# ±82N以上 5 K MT%U O [6A 16# ± 133N以上 14# ± 194N以上 3 直插(187直) 22# ±45N以上 D7q f 20# ± 73N以上
端子铆压标准规范
端子铆压标准规范 1.0. 目的: 为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范. Purpose: Ensure crimping meets quality requirement. 2.0. 范围: 此规范适用于各类端子压着检验. Scope: Used to inspect all kinds of terminal crimping. 3.权责: Responsibility 3.1.制造部:依此规范进行生产. Manufacturing Dept.: Product according this criterion. 3.2.质量部:负责依此规范进行检验. Quality Assurance Dept.: Inspect according to this criterion. 4.0.定义:无. (Definition: None) 5.0.内容: Content 5.1. 端子正确铆压标准:(Crimp rightly according to the following) 5.1.1.端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即 可。 Jacket between inner mould and outer mould of terminal is 1/2 to 2/3 away from near edge of outer mould 5.1.2.端子的内模压着导体后外露部分须超过0.2~1mm。 Conductor length out of inner mould is 0.2~1mm. 5.1.3.正确铆压如附图一: (Rightly crimp as bellow) ~1mm 5.2.端子不良铆压标准:(Badly crimping as bellow) 5.2.1.绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导 体压着部份),此种现象将造成铜丝易断落,如附图二: Jacket between inner mould and outer mould is too long as below; conductor is easy to be broken: