某系列发动机一级涡轮叶片叶冠耐磨堆焊工艺研究

熔化极气体保护堆焊焊新工艺的研究及应用论文
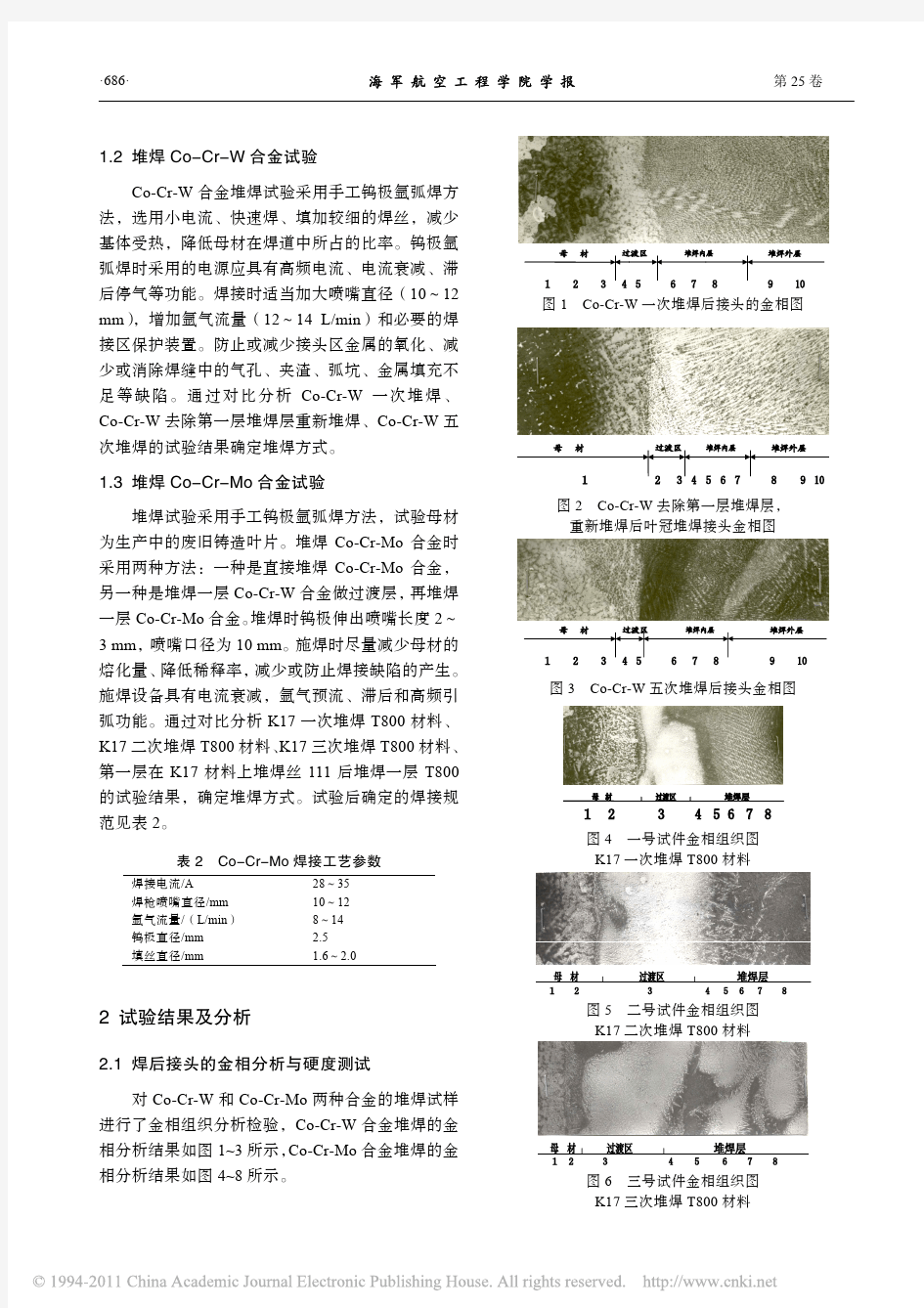
熔化极气体保护堆焊工艺的研究及应用一、前言 在用化工容器,由于生产条件苛刻或操作波动等诸多原因,使得(碳钢或低合金钢)容器腐蚀严重,危及生产安全。为节约成本,满足生产需求,常常需要在短暂的停工检修期间进行大面积的内壁堆焊。其常用的方法为手工电弧焊。目前,沿用至今的这种工艺,生产效率低、劳动强度大,成本高且熔敷金属堆焊层组织性能不均匀。其抗裂性、耐蚀性、耐磨性能下降且热输入量大,产生较大残余应力或变形。 本课题拟采用半自动熔化极气体保护堆焊,用这种新的堆焊工艺来解决上述问题。这种新的堆焊方法及工艺,其最大的特点是:生产效率高,成本低,其工艺性能、冶金性能及堆焊层的抗裂性、耐蚀性均优于传统的手工电弧堆焊。尤其适用于现场检修期间短、工期紧和质量要求高场合,其市场前景广阔,经济效益和社会效益大大提高。 我们根据2002年最新颁布的《加工高硫原油重点装置主要设备设计选材导则》对炼油厂现有生产装置内需采用衬里以达到耐腐蚀效果的设备做了一下统计,发现加工高硫低酸原油的装置约有12处,加工高硫高酸原油的装置约有33处需选择复合材料,说明在役设备停工检修时需进行堆焊处理的场合还是较多的。 依据以上原因,我们决定进行试验研究比较CO2气体保护堆焊的可行性。 二、试验 1、焊材选用 炼油厂现有生产装置内加工的是高硫低酸原油,晶间腐蚀现象比较普遍,需要选择耐晶间腐蚀的焊材,焊材中除了含有Cr、Ni之外,应该还含有一定量的Ti 或Nb这些稳定化元素,以保证焊缝的耐蚀性。同时从经济角度考虑,因此,手工电弧焊我们选用的过渡层A302,盖面层A132,而CO2气体保护焊过渡层TFW-309L ,盖面层TFW-347L 。 2、焊接工艺参数和焊接效率及成本比较
NBT47014 各种焊接方法的专用焊接工艺评定因素
NB/T 47014-2011各种焊接方法的专用焊接工艺评定因素 一、焊条电弧焊SMAW 1、重要因素:预热温度比已评定合格值降低50℃以上 2、补加因素: 1).*焊条的直径改为大于6mm; 2)*从评定合格的焊接位置改变为向上立焊; 3)*道间最高温度比经评定记录值高50℃以上; 4)改变电流种类或极性; 5)*增加线能量或单位长度焊道的熔敷金属体积超过评定合格值; 6)*由每面多道焊改为每面单道焊; 二、埋弧焊SAW 1、重要因素: 1)改变混合焊剂的混合比例; 2)添加或取消附加的填充丝;与评定值比,其体积改变超过10%; 3)若焊缝金属合金含量主要取决于附加填充金属时,当焊接工艺改变引起焊缝金属中重 要合金元素超出评定范围; 4)预热温度比已评定合格值降低50℃以上。 2、补加因素: 1)*道间最高温度比经评定记录值高50℃以上; 2)改变电流种类或极性; 3)*增加线能量或单位长度焊道的熔敷金属体积超过评定合格值; 4)*由每面多道焊改为每面单道焊; 5)*机动焊、自动焊时,单丝焊改为多丝焊,或反之。 三、钨极气体保护焊GTAW(TIG) 1、重要因素: 1)增加或取消填充金属; 2)实芯焊丝、药芯焊丝、金属粉之间变更; 3)预热温度比已评定合格值降低50℃以上; 4)改变单一保护气体种类;改变混合保护气体规定配比;从单一保护气体改用混合保护 气体或反之;增加或取消保护气体; 5)当类别号为Fe10I、Ti-1、Ti-1、Ni-1~Ni-5时,取消焊缝背面保护气体,或背面保 护气从惰性气体改变为混合气体; 6)当焊接Fe10I、Ti-1、Ti-1类材料时,取消尾部保护气体;尾部保护气从惰性气体改 变为混合气体;或尾部保护气体流量比评定值减少10%或更多; 7)对纯钛、纯铝合金、钛钼合金,在密封室内焊接,改变为密封室外焊接。 2、补加因素: 1)*从评定合格的焊接位置改变为向上立焊; 2)*道间最高温度比经评定记录值高50℃以上; 3)改变电流种类或极性; 4)*增加线能量或单位长度焊道的熔敷金属体积超过评定合格值; 5)*由每面多道焊改为每面单道焊; 6)*机动焊、自动焊时,单丝焊改为多丝焊,或反之。 四、等离子弧焊PAW
GH4220高温合金圆棒 GH220涡轮叶片材料
上海勃西曼GH4220高温耐蚀合金板棒国军标GH220板棒 GH4220概述: GH4220是Ni-Co-Cr基沉淀硬化型变形高温合金,使用温度900℃~950℃,合金中加入较多的铝、钛元素形成γ’沉淀强化相,ω(γ’)可达40%以上。同时加入钴、铬、钨和钼元素进行固溶强化,并加入微量铈、硼和镁元素进行晶界强化。合金具有较高的高温强度和高温塑性,综合性能良好。适于制造工作温度在900℃~950℃的燃气涡轮工作叶片。主要产品有转动部件用热轧棒材、模锻涡轮叶片等。 GH4220应用概况及特性: 合金已用于制作航空发动机的Ⅰ级涡轮工作叶片。批产和使用情况良好。 合金通过特殊的弯晶热处理工艺,达到控制晶界上第二相的析出种类及形态,使之形成弯曲的晶界。使晶界与晶内强度匹配性好,降低了晶界脆性,从而显著地提高合金的高温塑性和持久强度。 GH4220对应牌号: GH220(中),ЭП220BД, XH51BMTЮKФ-BД(俄) GH4220化学成分:
GH4220热处理制度: 摘自HB/Z 140,转动件用热轧棒材: A 标准热处理制度:1220℃±10℃×4h/AC﹢1050℃±10℃×4h/AC﹢950℃±10℃×2h/AC; B 弯晶热处理制度:1220℃×4h(3~7)min→1100℃/AC﹢1050℃×4h/AC﹢950℃×2h/AC. GH4220熔化温度范围: 1330℃-1360℃ GH4220密度: 8.36g/cm3 GH4220主要规格: GH4220无缝管、GH4220钢板、GH4220圆钢、GH4220锻件、GH4220法兰、GH4220圆环、GH4220焊管、GH4220钢带、GH4220直条、GH4220丝材及配套焊材、GH4220圆饼、GH4220扁钢、GH4220六角棒、GH4220大小头、GH4220弯头、GH4220三通、GH4220加工件、GH4220螺栓螺母、GH4220紧固件。
航空发动机涡轮叶片
摘要 摘要 本论文着重论述了涡轮叶片的故障分析。首先引见了涡轮叶片的一些根本常识;对涡轮叶片的结构特点和工作特点进行了详尽的论述,为进一步分析涡轮叶片故障做铺垫。接着对涡轮叶片的系统故障与故障形式作了阐明,涡轮叶片的故障形式主要分为裂纹故障和折断两大类,通过图表的形式来阐述观点和得出结论;然后罗列出了一些实例(某型发动机和涡轮工作叶片裂纹故障、涡轮工作叶片折断故障)对叶片的故障作了详细剖析。最后通过分析和研究,举出了一些对故障的预防措施和排除故障的方法。 关键词:涡轮叶片论述,涡轮叶片故障及其故障类型,故障现象,故障原因,排除方法
ABSTRACT ABSTRACT This paper emphatically discusses the failure analysis of turbine blade.First introduced some basic knowledge of turbine blades;The structure characteristics and working characteristics of turbine blade were described in she wants,for the further analysis of turbine blade failure Then the failure and failure mode of turbine blades;Turbine blade failure form mainly divided into two major categories of crack fault and broken,Through the graph form to illustrate ideas and draw conclusions ;Then lists some examples(WJ5 swine and turbine engine blade crack fault,turbine blade folding section)has made the detailed analysis of the blade.Through the analysis and research,finally give the preventive measures for faults and troubleshooting methods. Key words: The turbine blades is discussed,turbine blade fault and failure type,The fault phenomenon,fault caus,Elimination method
堆焊工艺规程定稿版
堆焊工艺规程 HUA system office room 【HUA16H-TTMS2A-HUAS8Q8-HUAH1688】
堆焊工艺规程 文件编号: 制定: 日期: 审核: 日期: 批准: 日期: 版次:生效日期: 受控:
堆焊工艺规程 文件编号:ROCWI:A/1 1、目的: 为了更好的指导堆焊生产,使现场生产人员能够规范操作,检验员对堆焊产品进行有效检验,特制定本堆焊焊接工艺规程。 2、适用范围 本规范适用于本公司对钢管、法兰、管件、压力容器元件、阀门部件、采油树部件、热交换器部件及其他需要堆焊的产品进行耐腐蚀合金堆焊,以及平焊、横焊、相贯线、锥形等复杂异形焊接服务。
3、引用标准 API SPEC 5LD-2009 API SPEC 5L-2007 ASME V ASME IX ASTM A370 ASTM A388 ASTM A751 ASTM E10 ASTM E165 4、职责 4.1、质检部 a) 制定产品检验测试计划(ITP), b) 审查并保存焊材和母材的材质证明,并对焊材进行成分复检,对母材进行成 分和性能复验; c) 对焊接过程进行定期抽查以确保焊工按照正确的WPS和WI进行工作。
d) 对成品进行外观,化学成分,物理性能,耐腐蚀性能进行检验。 4.2、技术部 a) 负责编制焊接工艺指导书(WPS); b) 绘制加工图纸(客户确认后); c) 根据实际生产产品特点针对性的做好工艺细则(WI); d)根据WPS安排制造试件并见证或邀请第三方(如DNV, BV, Moody等)共同见 证工艺评定报告(PQR)。 4.3、生产部 a) 根据焊接工艺指导书制定焊接工艺卡、 b) 编制生产计划单,合理安排进行焊接生产加工。 5、内容 5.1、母材 进入现场的管子、法兰、管件、压力容器元件、阀门部件等母材应符合相应标准和设计文件规定要求,并具有材料质量证明书或材质复验报告。 5.2、焊接材料(以下简称焊材)
堆焊工艺规程
堆焊工艺规程文件编号: 制定: 日期: 审核: 日期: 批准: 日期: 版次:生效日期: 受控: 堆焊工艺规程 文件编号:ROCWI:A/1
1、目的: 为了更好的指导堆焊生产,使现场生产人员能够规范操作,检验员对堆焊产品进行有效检验,特制定本堆焊焊接工艺规程。 2、适用范围 本规范适用于本公司对钢管、法兰、管件、压力容器元件、阀门部件、采油树部件、热交换器部件及其他需要堆焊的产品进行耐腐蚀合金堆焊,以及平焊、横焊、相贯线、锥形等复杂异形焊接服务。 3、引用标准 API SPEC 5LD-2009 API SPEC 5L-2007 ASME V ASME IX ASTM A370 ASTM A388 ASTM A751 ASTM E10 ASTM E165 4、职责 、质检部 a) 制定产品检验测试计划(ITP), b) 审查并保存焊材和母材的材质证明,并对焊材进行成分复检, 对母材进行成分和性能复验; c) 对焊接过程进行定期抽查以确保焊工按照正确的WPS和WI进行
工作。 d) 对成品进行外观,化学成分,物理性能,耐腐蚀性能进行检验。 、技术部 a) 负责编制焊接工艺指导书(WPS); b) 绘制加工图纸(客户确认后); c) 根据实际生产产品特点针对性的做好工艺细则(WI); d)根据WPS安排制造试件并见证或邀请第三方(如DNV, BV, Moody 等)共同见证工艺评定报告(PQR)。 、生产部 a) 根据焊接工艺指导书制定焊接工艺卡、 b) 编制生产计划单,合理安排进行焊接生产加工。 5、内容 、母材 进入现场的管子、法兰、管件、压力容器元件、阀门部件等母材应符合相应标准和设计文件规定要求,并具有材料质量证明书或材质复验 报告。 、焊接材料(以下简称焊材) 进入现场的焊材应符合相应标准和技术文件规定要求,并具有焊材 质量证明书。施工现场的焊材二级库已建立并正常运行。焊材的管 理按《焊接材料管理规范》规定要求执行。 、主要设备及其工具 堆焊工作站
航空发动机涡扇叶片及其成形工艺
航空发动机涡扇叶片及其成形工艺 涡扇发动机具有耗油率低、起飞动力大、噪音低和迎风面积大等特点。60年代中期,它只应用于客机和轰炸机,当时人们普遍认为,它很难在高速歼击机上应用。自70年代以来,带加力的高推比涡扇发动机的相继问世,使战斗机的性能提高到了一个新的水平,从而彻底改变了人们对涡扇发动机的偏见。90年代中期,又为第四代战斗机成功研制了推重比10带加力的涡扇发动机。与此同时,为满足发展巨型、远程运输机、宽机身客机的需要,国外先进的发动机厂家又研制成功了大推力、低耗油率、大流量比的涡扇发动机。时至今日,涡扇发动机已是应用数量最多、范围最广和最有发展前景的航空发动机。 风扇叶片是涡扇发动机最具代表性的重要零件,涡扇发动机的性能与它的发展密切相关。初期的风扇叶片材料为钛合金,具有实心、窄弦、带阻尼凸台结构。现今,风扇叶片在材料、结构方面已改进许多。为了增强刚性,防止振动或颤振,提高风扇叶片的气动效率,用宽弦结构代表了窄弦、带阻尼凸台结构;为了减轻重量,用夹芯或空心结构取代了实心结构;为了增大流量比,提高大推力涡扇发动机推进效率,风扇转子直径已增大到了3242mm,风扇叶尖速度已高达457m/s。而这些材料新、叶身长、叶弦宽、结构复杂的风扇叶片的成形工艺是非常复杂的。因此,风扇叶片的成形工艺始终是涡扇发动机的关键制造技术之一。 1早期风扇叶片 早期风扇叶片为大尺寸实心结构,为防止共振及颤振,它的叶身中部常带有一个阻尼凸台(又称减振凸台)。所有叶片的凸台连成一环状,既增强了刚性又改变了叶片固有频率,减小了叶根弯曲和扭转应力。阻尼凸台接合面喷涂有耐磨合金,当叶片振动时,接合面相互摩擦可起阻尼作用。阻尼凸台一般位于距叶根约整个叶片长度的50%~70%处。阻尼凸台的存在带来一系列问题,如:由于它的存在及它与叶身连接处的局部加厚,使流道面积减少约2%,使空气流量降低,造成气流压力损失,使压气机效率下降,发动机耗油率增加;增加了叶身重量,使叶片离心力负荷加大;使叶片制造工艺更加复杂。在有些风扇叶片上,为了增强抗外物撞击损伤能力,叶身上除了阻尼凸台以外,还有较厚的加强筋。 CFM56-3和CFM56-5发动机风扇转子直径约1700mm,风扇叶片长约600mm,由整体钛合金锻件经机械加工而成。风扇叶片毛坯先镦锻出叶根和阻尼凸台,经预锻成形,再精锻、切边。叶身成形可用数控铣、数控仿形磨、电解加工和抛光等工艺。随着叶片批量生产的增加,应尽量采用精锻法生产出钛合金风扇叶片的锻坯,以提高材料的利用率,减少机械加工工作量和提高风扇叶片的使用寿命。但生产这样大的风扇叶片精锻毛坯,需要使用昂贵的高精度的万吨级机械压力机或螺旋压力机,所需模具的尺寸大、精度也高。因此,精锻工序的成本很高。4钛合金宽弦无凸台空心风扇叶片5高韧性环氧复合材料风扇叶片
大修航空发动机涡轮叶片的检修技术示范文本
大修航空发动机涡轮叶片的检修技术示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
大修航空发动机涡轮叶片的检修技术示 范文本 使用指引:此解决方案资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 介绍了涡轮叶片的清洗、无损检测、叶型完整性检测 等预处理,以及包括表面损伤修理、叶顶修复、热静压、 喷丸强化及涂层修复等在内的先进修理技术。 涡轮叶片的工作条件非常恶劣,因此,在性能先进的 航空发动机上,涡轮叶片都采用了性能优异但价格十分昂 贵的镍基和钴基高温合金材料以及复杂的制造工艺,例 如,定向凝固叶片和单晶叶片。在维修车间采用先进的修 理技术对存在缺陷和损伤的叶片进行修复,延长其使用寿 命,减少更换叶片,可获得可观的经济收益。为了有效提 高航空发动机的工作可靠性和经济性,涡轮叶片先进的修 理技术日益受到发动机用户和修理单位的重视,并获得了
广泛的应用。 1.修理前的处理与检测 涡轮叶片在实施修理工艺之前进行必要的预处理和检测,以清除其表面的附着杂质;对叶片损伤形式和损伤程度做出评估,从而确定叶片的可修理度和采用的修理技术手段。 1.1清洗 由于涡轮叶片表面黏附有燃料燃烧后的沉积物以及涂层和(或)基体经过高温氧化腐蚀后所产生的热蚀层,一般统称为积炭。积炭致使涡轮效率下降,热蚀层会降低叶片的机械强度和叶片表面处理的工艺效果,同时积炭也掩盖了叶片表面的损伤,不便于检测。因此,叶片在进行检测和修理前,要清除积炭。 1.2无损检测 在修理前,使用先进的检测仪器对叶片的叶型完整性
涡轮叶片材料雨滴侵蚀研究
Investigation of rain droplet erosion of turbine blade materials in the lab Wind turbine blades are getting longer with length, L, exceeding 100 m and generating 12 MW of power per turbine. The power generated scales with the swept area, proportional to L2(Figure 1a). On the contrary, weight increase is proportional to L3 (Figure 1b), as a result these longer blades exert higher stress on the gears used for power transmission. Therefore, light weight advanced hollow blades with higher specific strength materials such as carbon fiber composites are being recommended. However, its erosion resistance against rain fall or water droplet is to be investigated, yet. (Figure 1c). In general, the intensity of erosion is proportional to L5 (Figure 1c), dependent on the tip velocity which can be as high as 150 m/s. Figure 1. Scaling laws for wind rotors (a) power generated scales as L2 (b) weight increase scales as L3 (c) leading edge rain erosion scales as L5. Such aggressive erosion conditions at the leading edge are caused by repetitive impact of rain droplets and the damage progresses from isolated pits to deep gouges and delamination leading to deterioration of the aerodynamic profile. The resulting increase in drag force (50 to 400%) can reduce the AEP (annualized energy production) by 5 –20%. Furthermore, uncontrolled erosion has the potential to rupture the underlying skin leading to imbalance and turbine failure. The mechanisms responsible for the destructive power of water drops are described and test instruments or tribometers that can simulate the field conditions (Table 1) are highlighted. Rain droplet diameter 1.2 – 2 mm Rainfall intensity 1 – 25 mm/h (drizzle to intense rain) Blade tip speed 80 – 120 m/s
热轧辊堆焊材料及工艺研究
热轧辊堆焊材料及工艺研究 摘要研究了Cr-W-V和Cr-Mo-V堆焊金属在热疲劳试验过程中组织的变化行为以及化学成分和组织对耐热疲劳性能和耐磨性能的影响,并制定了合理可行的夹送辊和助卷辊的堆焊工艺。研究结果表明,起弥散强化作用的钨的碳化物在热疲劳试验过程中易于聚集长大,从而降低热疲劳强度;在Cr-Mo-V堆焊金属中加入小于1 %的镍,会提高热疲劳性能,但加入过多的镍则显著降低相变温度(Ac1),并对耐磨性不利;基体组织为均一、稳定的板条马氏体,且在其上分布着弥散、稳定的钒的碳化物,有利于抗热疲劳和抗磨损。 关键词热轧辊堆焊热疲劳性能磨损 STUDY ON SURFACING MATERIALS AND TECHNOLOGY FOR HOT ROLLING MILL ROLLS SHEN Fenggang LU Xuegang CHEN Ziqiang X Lengqian XUE Jin (Xi′an Jiaotong University) ABSTRACT In the paper,the change of microstructure of Cr-W-V & Cr-Mo-V building up metals during thermal fatigue test has been investigated,and the effects of chemical composition and microstructure on the resistance to thermal fatigue and wear have been analyzed.It is shown that tungsten carbides which are contributor of dispersed phase hardening are easy to gather and grow up and the resistance to thermal fatigue is reduced consequently,the thremal fatigue resistance will be raised by adding Ni less than 1 % in surfacing metals,excessive Ni will reduce the transformation temperature (Ac1)evidently and also do harm to wear resistance.The structure of homogeneous and stable lath martensite as matrix with stable fine vanadium carbides on is of advantage to resist thermal fatigue and wear. KEY WORDS hot rolling rolls,surfacing,thermal fatigue property,wear 冶金热轧辊是钢铁企业轧钢设备上的关键零件。轧辊质量的好坏、使用寿命的长短影响到轧机的作业率、钢材的质量、维修费用等,最终将直接影响到钢材的成本。轧辊的工作表面直接接触轧材,由于受到工作压力、冲击、磨损、热作用等,经过一段工作时间以后,轧面会发生损坏,因此,需采用表面堆焊技术对其进行修复。有关热疲劳问题,国内外虽然进行了大量的研究工作[1],但主要是在如何分析、计算及控制热应力方面,而对于成分和组织对热疲劳性能的影响及有关热疲劳过程中的组织变化机制的研究却不多。提高材料的热疲劳性能和耐磨性能有时是矛盾的,如何处理好这一矛盾,使热轧辊表面堆焊金属获得良好
堆焊工艺方法二
堆焊工艺方法二 5)埋弧堆焊埋弧、无飞溅及电弧辐射,劳动条件好,外观成形光滑,易实现机械化、自动化。它又可分为单丝、多丝、单带极、多带极埋弧堆焊。单丝埋弧堆焊稀释率最高,熔敷速度最低,一般需堆焊2~3层才能满足要求。为了提高效率和降低稀释率,发展了添加冷丝,撒放合金剂和振动堆焊等方法。撒放合金剂可使稀释率降至10%以下,堆焊效率提高3倍以上。多丝埋弧堆焊比单丝效率高,稀释率低。如串列双丝双弧、并列多丝加摆动等。在大面积耐蚀堆焊中用得最多的是带极埋弧堆焊,它比丝极埋弧堆焊有低的稀释率和高的熔敷速率,带宽已从30mm的窄带发展到60mm、75mm、甚至120mm 的宽带极。随着带宽的增加,必须有磁控装置,以防止由于磁偏吹引起的咬肉等缺陷。带极材料可以是实心带极,也可以是药芯带极。6)电渣堆焊是利用导电熔渣的电阻热来熔化堆焊材料和母材的堆焊过程。目前用得较多的是带极电渣堆焊,它比带极埋弧堆焊有高约50%的生产效率和更低的稀释率(一般可控制在10%以下)及良好的焊缝成形,不易有夹渣等缺陷。表面不平度小于0.5mm,单层堆焊即可满足要求,且无需机械加工。适用于压力容器内表面大面积堆焊,堆焊层合金化除通过电极外,还可把合金粉末加入渣池或涂在电极表面。电渣堆焊用于堆焊在含氢介质中工作的工件时,由于焊接速度较低,热输入较大,造成母材和堆焊层之间的边界层晶粒粗大,使堆焊层抗氢致剥离性能下降,故用电渣、电弧联合过程的高速带极堆焊更为适宜。由于其热输入较大,一般只适用于堆焊大于50mm的后壁工
件。 7)高速带极堆焊由于焊接速度的提高(一般带为75mm时,焊接速度可达25~28cm\min)堆焊过程由电渣过程变成电渣、电弧的联合过程,但以电渣过程为主,因此基本保留了电渣堆焊高效、低稀释率的优点,且因焊速高,对母材热输入小,边界层晶粒细小,多呈马氏体和奥氏体双相组织,用于堆焊在氢介质中工作的工件时,大大提高了抗氢致剥离性能,而且工件变形小,可堆焊较薄的工件。由于焊速高,焊接电流大,磁收缩现象更严重,因此对磁控制装置的要求也更高。一般需堆焊两层才能满足要求。 8)等离子弧堆焊眀弧、堆焊层形状容易控制、成形平整,不加工或少许加工即可使用。等离子弧温度高,能量集中,热利用率高,热梯度较大,为防止开裂,大工件堆焊时需预热。 根据填充金属送给方式及堆焊材料种类的不同,大致可以分为冷丝(实心焊丝、药芯焊丝、铸棒、焊带)等离子弧堆焊、热丝(实心或药芯)等离子弧堆焊、预制型等离子弧堆焊、粉末等离子弧堆焊。等离子弧堆焊稀释率较低(堆焊一层即可满足要求),一般熔敷速率也较低,但热丝等离子弧堆焊用电阻热将焊丝加热至熔点,并连续熔敷于等离子弧前面,可大大提高熔敷速率。粉末等离子弧堆焊的最大优点是堆焊材料品种非常多,各种难轧拔的合金均能制成粉末,且能把WC颗粒加入粉末中进行堆焊。为了提高粉末等离子弧堆焊的熔敷速率,近年研制的大功率粉末等离子弧堆焊焊枪可使熔敷速率提高到15kg/h以上,而稀释率仍保持在5%以下。
航空发动机叶片材料及制造技术现状
航空发动机叶片材料及制造技术现状 在航空发动机中,涡轮叶片由于处于温度最高、应力最复杂、环境最恶劣的部位而被列为第一关键件,并被誉为“王冠上的明珠”。涡轮叶片的性能水平,特别是承温能力,成为一种型号发动机先进程度的重要标志,在一定意义上,也是一个国家航空工业水平的显著标志【007】。 航空发动机不断追求高推重比,使得变形高温合金和铸造高温合金难以满足其越来越高的温度及性能要求,因而国外自7O年代以来纷纷开始研制新型高温合金,先后研制了定向凝固高温合金、单晶高温合金等具有优异高温性能的新材料;单晶高温合金已经发展到了第3代。8O年代,又开始研制了陶瓷叶片材料,在叶片上开始采用防腐、隔热涂层等技术。 1 航空发动机原理简介 航空发动机主要分民用和军用两种。图1是普惠公司民用涡轮发动机主要构件;图2是军用发动机的工作原理示意图;图3是飞机涡轮发动机内的温度、气流速度和压力分布;图4是罗尔斯-罗伊斯喷气发动机内温度和材料分布;图5为航空发动机用不同材料用量的发展变化情况。 图1 普惠公司民用涡轮发动机主要构件 图2 EJ200军用飞机涡轮发动机的工作原理
图3 商用涡轮发动机内的温度、气流速度和压力分布 图4 罗尔斯-罗伊斯喷气发动机内温度和材料分布 图5 航空发动机用不同材料用量的变化情况
1变形高温合金叶片 1.1 叶片材料 变形高温合金发展有50多年的历史,国内飞机发动机叶片常用变形高温合金如表1所示。高温合金中随着铝、钛和钨、钼含量增加,材料性能持续提高,但热加工性能下降;加入昂贵的合金元素钴之后,可以改善材料的综合性能和提高高温组织的稳定性。 1.2 制造技术 生产工艺。变形高温合金叶片的生产是将热轧棒经过模锻或辊压成形的。模锻叶片主要工艺如下: (1)镦锻榫头部位; (2)换模具,模锻叶身。通常分粗锻、精锻两道工序;模锻时,一般要在模腔内壁喷涂硫化钼,减少模具与材料接触面之阻力,以利于金属变 形流动; (3)精锻件,机加工成成品; (4)成品零件消应力退火处理; (5)表面抛光处理。分电解抛光、机械抛光两种。 常见问题。模锻叶片生产中常见问题如下: (1)钢锭头部切头余量不足,中心亮条缺陷贯穿整个叶片; (2) GH4049合金模锻易出现锻造裂纹; (3)叶片电解抛光中,发生电解损伤,形成晶界腐蚀; (4) GH4220合金生产的叶片,在试车中容易发生“掉晶”现象;这是在热应力反复作用下,导致晶粒松动,直至剥落。 发展趋势。叶片是航空发动机关键零件.它的制造量占整机制造量的三分之一左右。航空发动机叶片属于薄壁易变形零件。如何控制其变形并高效、高质量地加工是目前叶片制造行业研究的重要课题之一。
航 空 发 动 机 叶 片 涂 层
航空发动机叶片涂层技术 一.涡轮叶片是先进航空发动机核心关键之一 航空发动机被称为现代工业“皇冠上的明珠”,航空发动机是飞机的“心脏”,价值一般占到整架飞机的20%-25%。目前,能独立研制、生产航空发动机的国家只有美、英、法、俄、中5个。但是,无论“昆仑”、“秦岭”发动机、还是“太行”系列,我国航空发动机的水平距离这一领域的“珠穆朗玛”依然存在不小的差距。美、俄、英、法四个顶级“玩家”能够自主研发先进航空发动机。西方四国由于对未来战场与市场的担忧,在航空发动机核心技术上一直对中国实施禁运和封锁。技术难关有很多。本人认为涡轮叶片是先进航空发动机的核心技术之一。 随着航空航天工业的发展,对发动机的性能要求越来越高,要使发动机具有高的推重比和大的推动力,所采用的主要措施是提高涡轮进口温度。国外在20世纪90年代,要求涡轮前燃气进口温度达1850-1950K。美国在IHPTET计划中要求:在海平面标准大气条件下,航空燃气涡轮机的的涡轮进口温度高达2366K。涡轮进口温度的提高要求发动机零件必须具有更高的抗热冲击、耐高温腐蚀、抗热交变和复杂应力的能力。对于舰载机,由于在海洋高盐雾环境下长期服役,要求发动机的叶片的耐腐蚀性更高;常在沙漠上飞行的飞机,发动机的叶片要具有更好的耐磨蚀。 众所周知:镍基和钴基高温合金具有优异的高温力学和腐蚀性
能,广泛用于制造航空发动机和各类燃气轮机的涡轮叶片(blade and vane)。就材质来看:各国的高温合金型号虽各不相同,但就相近成分的高温合金来说,其性能相近(生产工艺方法不同有也造成性能有大的差异)。好的高温合金的使用温度也只有1073K左右,为达到前面所说的要求温度,采用的方法有二:一是制成空心的叶片。空心叶片自20世纪60年代中期出现以来,经历了对流冷却、冲击冷却、气膜冷却以及综合冷却的发展历程,使进气口温度高出叶片材料约300—500℃,内腔的走向复杂化和细致化。这一步的改进仍难满足需要,且英国发展计划将取消冷却。二是涂层,常进行多材质多层次涂层。 PVT公司研究表明:军用直升机上的发动机叶片采用涂层,在沙漠上飞行,寿命可提高3倍左右,不仅大大降低了制造发动机叶片的成本,同时也使飞机的维护时间延长了两倍。 二.涡轮叶片的涂层 高温合金的生产方法或晶形结构对产品的性能是有很大影响的,如图1所示,GE公司20年前开始采用单晶高温合金制作战机用发 Fig.1 Comparative preperties of polycrystal,columnar and single-crystal superallys
KB300耐磨带堆焊工艺研究
KB300耐磨带堆焊工艺研究 (北京固本科技有限公司) 北京固本KB300耐磨带堆焊属于溶化极气体保护焊,堆焊时采用连续等速送进可溶化的KB300药芯焊丝与被掉工件之间的电弧作为热源来溶化焊丝和工件,形成溶池和焊缝,为了得到良好的焊缝应选用CO2气体保护,有时考虑到减少烟尘,特别是飞溅,而选用80%Ar+20%CO2保护气体作为电弧介质并保护溶滴、溶池金属及焊接区高温金属免受周围空气的有害作用。 一、CO2气体保护电弧焊的特点 CO2气体保护电弧焊是采用CO2气体作为保护气体,它具有焊接质量好、效率高、成本低,易于实现过程自动化等一系列优点。其焊接过程如图1 所示。 图1 CO2气体保护堆焊示意图 1-工件;2-堆焊层;3-溶池;4-电弧;5-焊丝;6-CO2保护气体;7-喷嘴;8-导电嘴;9-软管;10-送丝电机;11-送丝机构;12-焊丝盘;13-焊接电源;14-控制箱;15-CO2气瓶;16-干燥预热器;17-压力表;18-流量计;19-电磁阀 由于焊接时具有氧化性,CO2气体作为保护介质,在电弧形态、溶滴过渡形式以及气体保护作用等方面都有一些特点,具体表现在以下几个方面: 1、在焊接电弧的高温作用下CO2气体发生分解 气体分解为CO和O2,这一分解过程为吸热反应,对电弧的吸热冷却作用较强。此外,CO2气体在电弧温度范围内还具有较高的热导率。这些都使得CO2气体保护下的电弧弧柱直径较小,熔滴端部的斑点活动范围小,进而影响到溶滴上的作用力大小和分布,致使焊丝末端的熔滴易长大并常常偏离轴线。因此,在CO2长弧焊时,电流一般不是很大的情况下熔滴尺寸比较粗大并常常偏向一方,过渡频率低,飞溅大,溶滴过渡性能较差。 2、气体保护效果良好
涡轮叶片
涡轮叶片的作用、结构特点 和发展趋势 涡轮叶片一般指涡轮工作叶片和导向叶片。工作叶片的外型结构由叶身、缘板、过渡段、榫齿等组成,内型结构包括横向肋、纵向肋、找流柱和积叠轴。导向叶片由外缘板、叶身和内缘板构成。 涡轮是处于燃烧室后面的一个高温部件,燃烧室中产生的高温高压燃气首先经过燃气导向叶片,此时会被整流并通过在收敛管道中将部分压力能转化为动能而加速,最后被赋予一定的角度以更有效地冲击涡轮工作叶片。 涡轮叶片处于温度最高、应力最复杂、环境最恶劣的部位,被誉为“王冠上的明珠”。在涡轮发动机中叶片无论是压气机叶片还是涡轮叶片,它们的数量最多,而发动机就是依靠这众多的叶片完成对气体的压缩和膨胀,以及以最高的效率产生强大的动力来推动飞机前进的工作。涡轮叶片是一种特殊的零件,它的数量多,形状复杂,要求高,加工难度大,而且是故障多发的零件,一直以来各发动机厂的生产的关键。 目前航空发动机涡轮叶片都采用空心结构。就是在涡轮叶片上设计了很多细小的管道,可以使高压冷空气通过这些管道流经高温叶片,起到强制冷却作用,以提高涡轮的耐热性能。 为了提高航空发动机中燃气涡轮的效率,增加航空发动机推重比,就必须提高发动机燃烧室出口燃气温度也即涡轮前的进口温度。也就必须提高涡轮叶片(导叶+动叶)的高温性能。为此,人们在涡轮叶片设计、高温材料的研制、冷却方法研究及表面涂层等方面作了大量的工作。 在涡轮材料方面,近期的发展方向是:定向共晶合金、超单晶合金、机械合金化高温合金,远期的是人工纤维增强高温合金、定向再结晶氧化物弥散强化合金以及新的能承受高温度的材料如金属间化合物及复合材料,碳-碳复合材料,陶瓷和陶瓷基复合材料。未来的发动机将大量采用非金属材料。 在制造工艺和结构上,现在国外在探索更高性能水平的单晶对开和扩散连接的叶片和多孔层板叶片制造技术,这种加工技术可使涡轮进口温度进一步提高。由小孔加工发展的铸造冷却技术使得在涡轮叶片上铸造出0.25mm的气膜孔成为可能,单晶精密铸造、真空扩散焊和优良的表面防护及处理等工艺技术的发展保证了涡轮叶片经过设计越来越精细。 随着快速成型技术在精密铸造领域的应用发展,可以用快速成型制造的原型替代蜡型,在其表面上涂挂耐火材料,然后焙烧,使原型材料烧蚀气化后得到铸壳,用于金属零件的烧
航空发动机原理复习题
发动机原理部分 进气道 1.进气道的功用: 在各种状态下, 将足够量的空气, 以最小的流动损失, 顺利地引入压气机; 2.涡轮发动机进气道功能 冲压恢复—尽可能多的恢复自由气流的总压并输入该压力到压气机。提供均匀的气流到压气机使压气机有效的工作.当压气机进口处的气流马赫数小于飞行马赫数时, 通过冲压压缩空气, 提高空气的压力 3.进气道类型: 亚音进气道:扩张型、收敛型;超音速:内压式、外压式、混合式 4.冲压比:进气道出口处的总压与远前方气流静压的比值∏i=P1*/P0*。 影响进气道冲压比的因素:流动损失、飞行速度、大气温度。 5.$ 6.空气流量:单位时间流入进气道的空气质量称为空气流量。 影响因素:大气密度, 飞行速度、压气机的转速 压气机 7.压气机功用:对流过它的空气进行压缩,提高空气的压力。供给发动机工作时所需 要的压缩空气,也可以为坐舱增压、涡轮散热和其他发动机的起动提供压缩空气。8.压气机分类及其原理、特点和应用 (1)离心式压气机:空气在工作叶轮内沿远离叶轮旋转中心的方向流动. (2)轴流式压气机:空气在工作叶轮内基本沿发动机的轴线方向流动. (3)混合式压气机: 9.阻尼台和宽叶片功用 阻尼台:对于长叶片,为了避免发生危险的共振或颤振,在叶身中部带一个减振凸台。 < 宽弦叶片:大大改善叶片减振特性。与带减振凸台的窄弦风扇叶片比,具有流道面积大,喘振裕度宽,及效率高和减振性好的优点。 10.压气机喘振: 是气流沿压气机轴向发生的低频率、高振幅的气流振荡现象。 11.喘振的表现: 发动机声音由尖锐转为低沉,出现强烈机械振动. 压气机出口压力和流量大幅度波动,出现发动机熄火. 发动机进口处有明显的气流吞吐现象,并伴有放炮声. 12.造成喘振的原因 气流攻角过大,使气流在大多数叶片的叶背处发生分离。 燃烧室 13.| 14.燃烧室的功用及有几种基本类型 功用:用来将燃油中的化学能转变为热能,将压气机增压后的高压空气加热到涡轮前允许的温度,以便进入涡轮和排气装置内膨胀做功。 分类:单管(多个单管)、环管和环形三种基本类型 15.简述燃烧室的主要要求点火可靠、燃烧稳定、燃烧完全、燃烧室出口温度场符合要 求、压力损失小、尺寸小、重量轻、排气污染少 16.环形燃烧室的结构特点、优缺点 结构特点:火焰筒和壳体都是同心环形结构,无需联焰管 优点:与压气机配合获得最佳的气动设计,压力损失最小;空间利用率最高,迎风面积最小;可得到均匀的出口周向温度场;无需联焰管,点火时容易传焰。 缺点:调试时需要大型气源;
(7)航空发动机叶片-15页文档资料
发动机叶片 一、发动机与飞机 1.发动机种类 1)涡轮喷气发动机(WP)WP5、WP6、WP7、……WP13 2)涡轮螺桨发动机(WJ)WJ5、WJ6、WJ7 3)涡轮风扇发动机(WS)WS9、WS10、WS11 4)涡轮轴发动机(WZ)WZ5、WZ6、WZ8、WZ9 5)活塞发动机(HS)HS5、HS6、HS9 2.发动机的结构与组成 燃气涡轮发动机主要由压气机、燃烧室和涡轮三大部件以及燃油系统、滑油系统、空气系统、电器系统、进排气边系统及轴承传力系统等组成。(发动机的整体构造如下图1)三大部件中除燃烧外的压气机与涡轮都是由转子和静子构成,静子由内、外机匣和导向(整流)叶片构成;转子由叶片盘、轴及轴承构成,其中叶片数量最多(见表1~5) 3. 工作原理:发动机将大量的燃料燃烧产生的热能,势能给涡
轮导向器斜切口膨胀产生大量的动能,其一部分转换成机械功驱动压气机和附件,剩余能由尾喷管膨胀加速产生推力。 热力过程:用p-υ或T-S 图来表示发动机的热力过程: 4. 发动机是飞机的动力,也是飞机的心脏,不同用途的飞机配备不同种类的发动机。如: 1) 军民用运输机、轰炸机、客机、装用WJ 、WS 、WP 类发 动机。 2) 强击机、歼击机、教练机、侦察机、装用WP 、WS 、HS 类发动机。 3) 军民用直升机装用WZ 类发动机。 二、 叶片 在燃气涡轮发动机中叶片无论是压气机叶片还是涡轮叶片,它们的数量最多,而发动机就是依靠这众多的叶片完成对气体的压缩和膨胀以及以最高的效率产生强大的动力来推动飞机前进的工作。叶片是一种特殊的零件,它的数量多,形状复杂,要求高,
堆焊工艺
堆焊工艺 1.焊前准备 待堆焊层母材表面处理: 堆焊过渡层之前,应将表面铁锈等所有污物去除干净,确定表面处理干净; 对压制好的锥体内表面进行渗透探伤,有缺陷要采取方法处理; 2.焊条烘干 过渡层A312(E309Mo)焊条,烘干工艺300℃,1小时。 钴基硬质合金EcoCr-A(STELLITE6)焊条,烘干工艺250℃,1小时。 焊条随用随取,焊接时焊条放在保温筒内,保温筒随时带电保温(也可以将要用的焊条放在堆焊椎体内以保持干燥度),焊条在空气中曝露不大于4小时:对于取焊条时掉出的焊条,如果没有及时发现,此根焊条将不予使用。 3.预热和堆焊时温度控制 预热方法:采用履带,加保温棉保温;将履带均匀布置在锥体上并用保温棉(两层)完全包裹起来;锥内要塞上保温棉;尽可能保证加热均匀。 加热履带要电工随时检测防止出现短路!如果遇到停电或温度过低最高温度低于240℃,要塞好保温棉进行保温,但在持续通电的情况下要一次堆完。 4.堆焊 采用手工电弧焊(SMAW)进行堆焊,按下列工艺执行: ①堆焊过程中要保持层间和焊道温度不低于预热温度; ②采用小电流短弧堆焊(弧长控制4mm左右),增加焊条熔敷速度。4.0mm 焊条电流在140A左右。
③采用多层多道堆焊,焊接过程中要严格进行焊道,层间清渣,焊缝重叠 量掌握在1/2焊缝宽度左右,即第二道焊缝覆盖第一道焊缝宽度1/2左 右。 ④如果堆焊两层则第二层的焊接接头要超过或短于第一层焊接接头20~ 25mm。 ⑤堆焊完一圈后要进行对堆焊层检查对有缺陷或引高处或弧坑应进行打 磨去除。 5. 堆焊要领 ①堆焊采用直流反接(即工件接负极,焊钳接正极) ②堆焊时焊条于焊件表面要尽量保持垂直状态(小端除外) ③堆焊运条要快且直,焊条横向摆动宽度不超过10~15mm,焊道厚要小 于2.5mm ④收弧时应使熔池填充饱满,也就是在收弧时稍微停留一下将收弧处引 高,然后拉向横向一侧,然后息弧;采用点击法进行引弧,引弧后将 焊条提高,作‘预热’状,立即恢复短弧及横向摆动,且要将收弧段 堆焊金属完全重新熔化,形成新的堆焊熔池。 ⑤堆焊时为防止弧坑裂纹,焊接时要有挡风措施,且严禁风扇直接吹工 件,要采用至少3名焊工轮流进行堆焊;堆焊要一次连续堆完,不要 中断。 ⑥堆焊时采用纵向斜焊法进行堆焊,上层与下层焊道,堆焊的收弧点应 相互错开20~25mm。焊完每层要进行打磨去除焊渣,飞溅及打磨平过 高的接头。