马钢高牌号全工艺电工钢典型性能
马钢高牌号全工艺电工钢典型性能
1M50W270典型性能
1.1M50W270典型磁性能
M50W270钢带的磁感应强度峰值B50、铁损P1.5/50以及叠装系数符合表1的规定。
表1 磁特性保证值
马钢的M50W270磁性能典型值见表2。
表2 磁特性典型值
1.2 M50W270典型机械性能
马钢的M50W270机械性能典型值见表3。
表3 机械性能典型值
注:所有力学性能值供参考。
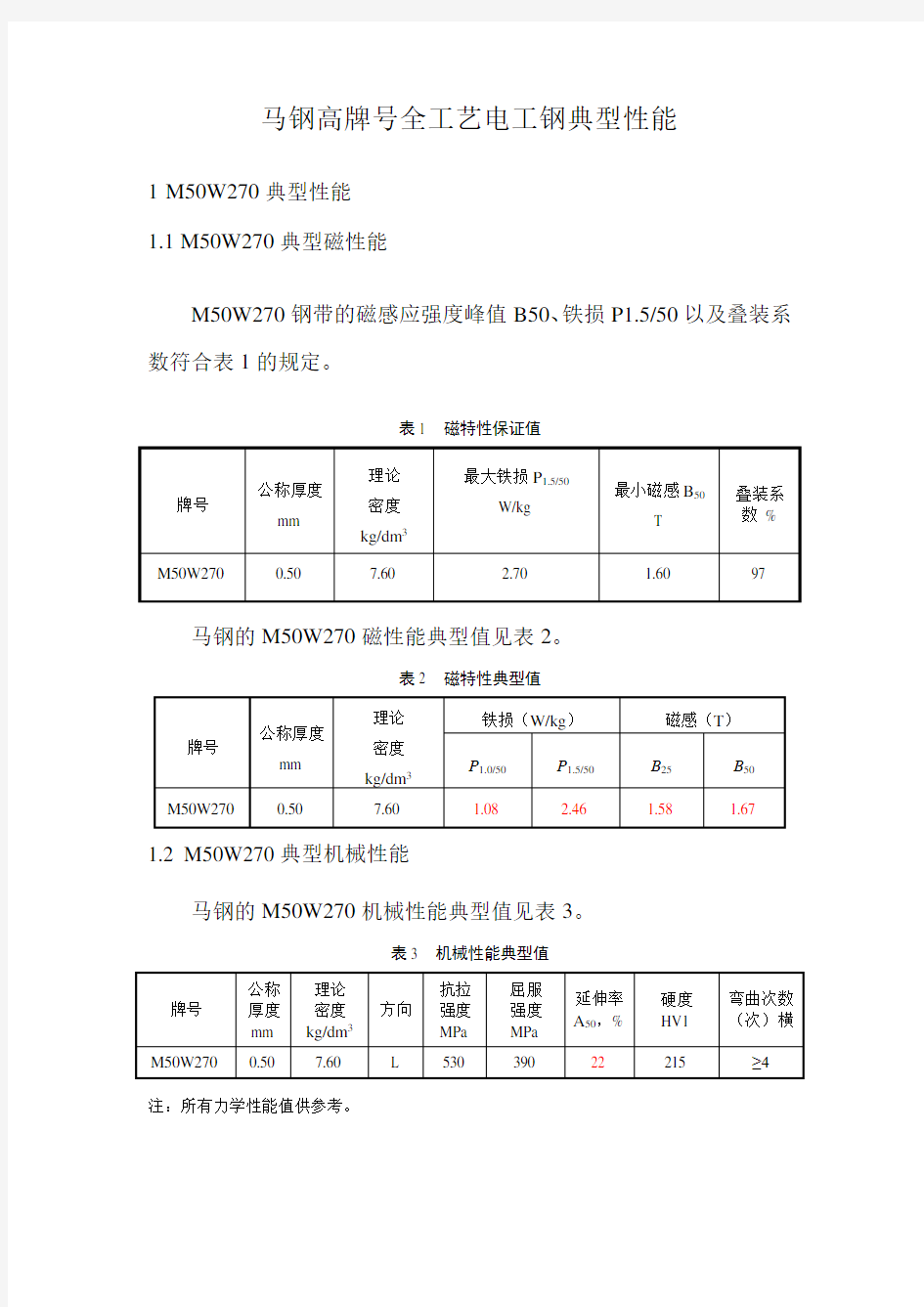
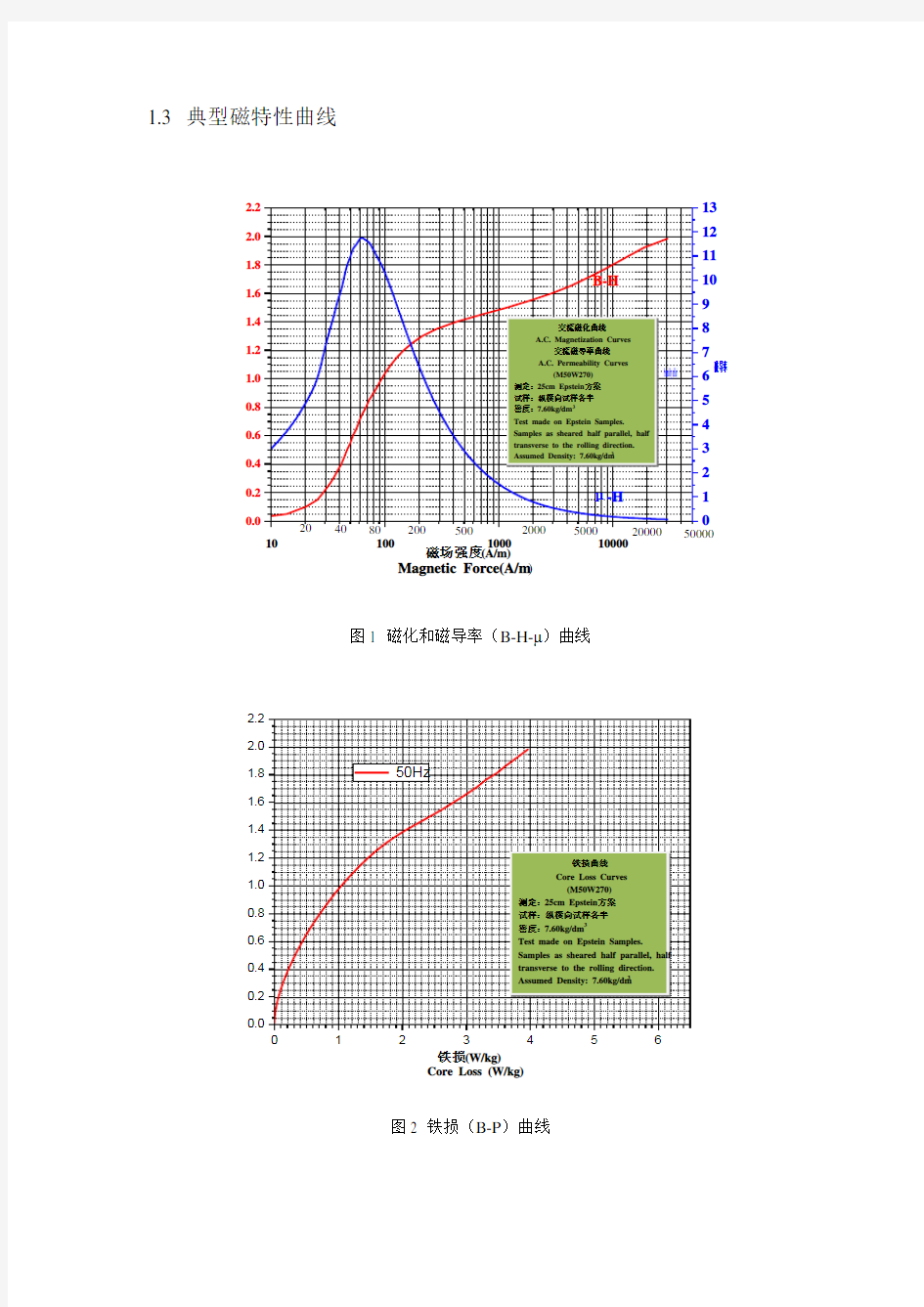
1.3 典型磁特性曲线
10
100
1000
10000
Magnetic Force(A/m )
磁场强度(A/m)
磁感强度(T )
1
23456789
1011
1213磁导率
Permeability (mH/m)
图1 磁化和磁导率(B-H-μ)曲线
0.0
0.20.40.60.81.01.21.41.61.82.02.2M a g n e t i c F l u x D e n s i t y (T )
磁感强度(T )
铁损(W/kg)Core Loss (W/kg)
图2 铁损(B-P )曲线
2M35W300典型性能
2.1M35W300典型磁性能
M35W300钢带的磁感应强度峰值B50、铁损P1.5/50以及叠装系数符合表4的规定。
表4 磁特性保证值
马钢的M35W300磁性能典型值见表5。
表5 磁特性典型值
2.2 M35W300典型机械性能
马钢的M35W300机械性能典型值见表6。
表6 机械性能典型值
注:所有力学性能值供参考
2.3典型磁特性曲线
10
100
1000
10000
Magnetic Force(A/m )
磁场强度(A/m)
磁感强度(T )
1
23456789
1011磁导率
Permeability (mH/m)
图3 50Hz 交流磁化曲线和磁导率曲线
0.0
0.20.40.60.81.01.21.41.61.82.02.2M a g n e t i c F l u x D e n s i t y (T )
磁感强度(T )
铁损(W/kg)Core Loss (W/kg)
图4 铁损曲线
3M50W350典型性能
3.1M50W350典型磁性能
M50W350钢带的磁感应强度峰值B50、铁损P1.5/50以及叠装系数符合表7的规定。
表7 磁特性保证值
马钢的M50W350磁性能典型值见表8。
表8 磁特性典型值
3.2 M50W350典型机械性能
马钢的M50W350机械性能典型值见表9。
表9 机械性能典型值
注:所有力学性能值供参考
3.3典型磁特性曲线
图5 50Hz交流磁化曲线和磁导率曲线
图6 铁损曲线
4M50W400典型性能
4.1M50W400典型磁性能
M50W400钢带的磁感应强度峰值B50、铁损P1.5/50以及叠装系数符合表10的规定。
表10 磁特性保证值
马钢的M50W400磁性能典型值见表11。
表11 磁特性典型值
4.2M50W400典型机械性能
马钢的M50W400机械性能典型值见表12。
表12 机械性能典型值
注:所有力学性能值供参考
4.3 典型磁特性曲线
10
100
1000
10000
0.0
0.20.40.60.81.01.21.41.6
1.8
2.02.2Magnetic Force(A/m )
磁场强度(A/m)
磁感强度(T )
M a g n e t i c F l u x D e n s i t y (T )
1
234567
89
1011磁导率
Permeability (mH/m)
图7 50Hz 交流磁化曲线和磁导率曲线
M a g n e t i c F l u x D e n s i t y (T )
磁感强度(T )
图8 铁损曲线
电工钢知识简介
电工钢基础知识普及 电工钢已有上百年的历史,电工钢包括Si<0.5%电工钢和Si含量0.5~6.5%的硅钢两类,主要用作各种电机、变压器和镇流器铁芯,是电力、电子和军事工业中不可缺少的重要软磁合金。电工钢在磁性材料中用量最大,也是一种节能的重要金属功能材料。 电工钢,特别是取向硅钢的制造工艺和设备复杂,成分控制严格,制造工序长,而且影响性能的因素多,因此常把取向硅钢产品质量看作是衡量一个国家特殊钢制造技术水平的重要标志,并获得特殊钢中“艺术产品”的美称。 1、电工钢的发展历史 ?热轧硅钢发展阶段(1882~1955年) 铁的磁导率比空气的磁导率高几千到几万倍,铁芯磁化时磁通密度高,可产生远比外加磁场更强的磁场。普通热轧低碳钢板是工业上最早应用的铁芯软磁材料。1886年美国Westinghouse电气公司首先用杂质含量约为0.4%的热轧低碳钢板制成变压器叠片铁芯。1890年已广泛使用0.35mm厚热轧低碳钢薄板制造电机和变压器铁芯。但由于低碳钢电阻率低,铁芯损耗大;碳和氮含量高,磁时效严重。1882年英国哈德菲尔特开始研究硅钢,1898年发表了4.4%Si-Fe合金的磁性结果。1903年美国取得哈德菲尔特专利使用权。同一年美国和德国开始生产热轧硅钢板。1905年美国已大规模生产。在很短时间内全部代替了普通热轧低碳钢板制造电机和变压器,其铁损比普通低碳钢低一半以上。1906~1930年期间,是生产厂与用户对热轧硅钢板成本、力学性能和电机、变压器设计制造改革方面统一认识、改进产品质量和提高产量的阶段。 ?冷轧电工钢发展阶段(1930~1967年) 此阶段主要是冷轧普通取向硅钢(GO)板的发展阶段。1930年美国高斯采用冷轧和退火方法开始进行大量实验,摸索晶粒易磁化方向<001>平行于轧制方向排列的取向硅钢带卷制造工艺。1933年高斯采用两次冷轧和退火方法制成沿轧向磁性高的3%Si钢,1934年申请专利并公开发表。1935年Armco钢公司按高斯专利技术与Westinghouse电气公司合作进行生产。之后,Armco钢公司采用快速分析微量碳等技术和不断改进制造工艺及设备,使产品质量逐步提高。直到1958年在掌握MnS抑制剂和板坯高温加热两个前工序制造工艺后,制造取向
电工钢知识简介
电工钢知识简介 Prepared on 22 November 2020
电工钢基础知识普及 电工钢已有上百年的历史,电工钢包括Si<%电工钢和Si含量 ~%的硅钢两类,主要用作各种电机、变压器和镇流器铁芯,是电力、电子和军事工业中不可缺少的重要软磁合金。电工钢在磁性材料中用量最大,也是一种节能的重要金属功能材料。 电工钢,特别是取向硅钢的制造工艺和设备复杂,成分控制严格,制造工序长,而且影响性能的因素多,因此常把取向硅钢产品质量看作是衡量一个国家特殊钢制造技术水平的重要标志,并获得特殊钢中“艺术产品”的美称。 1、电工钢的发展历史 ?热轧硅钢发展阶段(1882~1955年) 铁的磁导率比空气的磁导率高几千到几万倍,铁芯磁化时磁通密度高,可产生远比外加磁场更强的磁场。普通热轧低碳钢板是工业上最早应用的铁芯软磁材料。1886年美国Westinghouse电气公司首先用杂质含量约为%的热轧低碳钢板制成变压器叠片铁芯。1890年已广泛使用厚热轧低碳钢薄板制造电机和变压器铁芯。但由于低碳钢电阻率低,铁芯损耗大;碳和氮含量高,磁时效严重。1882年英国哈德菲尔特开始研究硅钢,1898年发表了%Si-Fe合金的磁性结果。1903年美国取得哈德菲尔特专利使用权。同一年美国和德国开始生产热轧硅钢板。1905年美国已大规模生产。在很短时间内全部代替了普通热轧低碳钢板制造电机和变压器,其铁损比普通低碳钢低一半以上。1906~1930年期间,是生产厂与用户对热轧硅钢板成本、力学性能和电机、变压器设计制造改革方面统一认识、改进产品质量和提高产量的阶段。 ?冷轧电工钢发展阶段(1930~1967年)
硅钢片性能及牌号对照
矽钢片的好坏取决于矽钢片的材质和加工工艺,EI型矽钢片的加工工艺最重要。它直接影响 变压器的质量,加工工艺中的冲压方法,退火方法最重要,同一材质的矽钢片冲压毛刺小的 与毛刺大的制作的变压器性能差7%,同一材质的矽钢片退后(氮气保护退火)与不退火的矽钢片制作的变压器性能相差7-10% 国内常用的H系列编号,是沿用70年代-90年代的日本新日铁的标号。而现在正规厂家都按照新的标号标示。 旧标号新标号性能相当材料我知道的批发价格{退火片要贵1000-2000米/吨} H12 50H270 50WW270 B50A270 21000元 H14 50H310 50WW310 B50A310 15800元 H18 50H470 50WW470,B50A470 14000元
H23 50H600 50WW600,B50A600 12600元 H30 50H700 50WW700,B50A700 11000元 H40 50H800 50WW800,B50A800 9600元 H50 50H1000 50WW1000, B50A1000 8500元 H60 50H1300 50WW1300,B50A1300 8000元 从工艺上说,Z系列均为冷轧有取向高含硅量,H系列一般是冷轧无取向中高含硅量,H型无取向性钢片也有0.35MM的薄片。但是产量很少,一般用于要求较高的场合。 无取向硅钢片常用的有下列几种: H50 H23 H18 H14 H12 比重 7.85 7.75 7.65 7.65 7.65 铁损P1.5/50HZ≤13 6.2 4.7 4.0 3.6 磁通密度B50≥ 1.69 1.66 1.64 1.61 1.6 按温升来说H18低于H23,H23低于H50
炼钢生产流程详细讲解
钢铁生产工艺主要包括:炼铁、炼钢、轧钢等流程。 (1)炼铁:就是把烧结矿和块矿中的铁还原出来的过程。焦炭、烧结矿、块矿连同少量的石灰石、一起送入高炉中冶炼成液态生铁(铁水),然后送往炼钢厂作为炼钢的原料。 (2)炼钢:是把原料(铁水和废钢等)里过多的碳及硫、磷等杂质去掉并加入适量的合金成分。 (3)连铸:将钢水经中间罐连续注入用水冷却的结晶器里,凝成坯壳后,从结晶器以稳定的速度拉出,再经喷水冷却,待全部凝固后,切成指定长度的连铸坯。 (4)轧钢:连铸出来的钢锭和连铸坯以热轧方式在不同的轧钢机轧制成各类钢材,形成产品。 炼钢工艺总流程图
炼焦生产流程:炼业是将焦煤经混合,破碎后加入炼焦炉经干馏后产生热焦碳及粗焦炉气之制程。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。 高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。 连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模,开始冷却凝固成形,生成外为凝固壳、为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。此半成品视需要经钢胚表面处理后,再送轧钢厂轧延.
电工钢基础知识
所谓电工钢,是无硅、低硅、中硅、高硅电工钢的总称。它是机电工业的重要原材料之一。冷轧电工钢板是用冷轧工艺生产的一种电工钢板,冷轧电工钢比热轧电工钢又有许多优越性,故冷轧电工钢的发展对国民经济的增长有重要的积极意义,它的工艺要求严格,生产厂家一般都作为技术专利而保密,而且也很少发表具有指导生产实际的文章。在生产冷轧电工钢中,由于工厂的设备和工艺不同,所生产的产品的质量也不大相同。为了解决生产中出现的问题,寻找合理的最佳生产工艺,发展新品种,提高电工钢的性能等级,世界上和国内各企业都成立攻关部门。 电工钢板的发展简史 电工钢板的发展历史,可以追溯到十九九世纪。 1881-1889年铁中的磁滞现象的解释、B1.6法则的发现,采用搭接组装铁芯的方法,利用层间电阻绝缘的方法组装铁芯,其铁板表面发蓝处理生产产生氧化膜,发现软铁中添加硅,可以防止时效,(称其为普通低碳钢。)。 1889年发现了添加2~4%的硅,大大的减低了铁损,提高了磁导率。 1903年西德、美国、英国正式生产出热轧硅钢片。 1905年德国等国已有热轧硅钢片的商品。 1906年德国等全部取代普碳板用来制造电机和变压器,这一时期电工钢板发展史上的一项重大突破。 1906年~1930年德国等国制造厂与用户对热轧硅钢片的成本和机械性能统一认识以及改进质量和提高产量的阶段。 1912年德国等国生产出最高牌号的铁损P10/50=1.45W/kg。 1925年德国等国生产出最高牌号的铁损P10/50=1.30W/kg。 这阶段电工钢板性能的每次重大改进,使材料的生产成本降低。 1928年本多与矛诚司,发表了铁单晶的磁各向异性。 1930年在铁单晶磁各向异性的启发下,采用冷轧和退火的方法试验取向硅钢。(单取向硅钢片的出现硅钢发展上的议席一次飞跃)。 1934年单取向硅钢片的试验成功。 1935年单取向硅钢片开始生产。 1936年提出了卷绕铁芯的考虑方案。 1941年开始制造半圆形铁芯式的卷绕铁芯。(硅钢片使用上的进步) 1949年试制成功,厚度为≤0.10mm的冷轧取向硅钢薄带。(使用在飞机雷达上的脉冲变压器) 1950年前后对热轧硅钢采用平整后,酸洗再平整,并将钢板焊接起来进行单片退火并涂绝缘层。 1952在单取向硅钢生产中,使用MnS有利夹杂物,使取向硅钢的磁性稳定和进一步提高。1957年制成双取向(100)[001]硅钢片,(硅钢发展史上第二次飞跃)。 1968年经过若干次试验,到1968年在大生产上成功的生产Hi-B硅钢片,使磁感B10接近理论值,从而使硅钢进入了文明时代,高磁感取向硅钢(HiB)的铁损最低,是目前世界上的热门货。生产硅钢的国家都在研究发展,同时产品越来越受到用户的欢迎,我国也引进了日本新日铁的Hi-B专利技术,已成功的生产出高磁感取向硅钢片。 电工钢的分类与要求 电工钢分类 按化学成份分为无硅、低硅、中硅和高硅电工钢,其含硅量分别为:无硅电工钢:0.3%以下(炼钢时自然带入) 低硅电工钢:0.3~0.8%
全工艺冷轧电工钢 第1部分:晶粒无取向钢带(片)(标准状态:现行)
I C S77.140.40 H53 中华人民共和国国家标准 G B/T2521.1 2016 部分代替G B/T2521 2008 全工艺冷轧电工钢 第1部分:晶粒无取向钢带(片) C o l d-r o l l e d e l e c t r i c a l s t e e l d e l i v e r e d i n t h e f u l l y-p r o c e s s e d s t a t e P a r t1:G r a i nn o n-o r i e n t e d s t e e l s t r i p(s h e e t) (I E C60404-8-4:2013,M a g n e t i cm a t e r i a l s P a r t8-4:S p e c i f i c a t i o n s f o r i n d i v i d u a lm a t e r i a l s C o l d-r o l l e dn o n-o r i e n t e d e l e c t r i c a l s t e e l s t r i p a n d s h e e t d e l i v e r e d i n t h e f u l l y-p r o c e s s e d s t a t e,MO D) 2016-06-14发布2017-05-01实施中华人民共和国国家质量监督检验检疫总局
目 次 前言Ⅲ 1 范围1 2 规范性引用文件1 3 术语和定义1 4 分类2 5 符号与牌号2 6 一般要求3 7 技术要求3 8 检验和试验6 9 判定与复验规则9 10 包装二 标志及质量证明书9 11 订货内容9 附录A (规范性附录) 反复弯曲试验方法10 附录B (规范性附录) 涂层绝缘电阻的测试方法12 附录C (资料性附录) 晶粒无取向电工钢带(片)力学性能13 附录D (资料性附录) 各牌号的特性及主要用途14 附录E (资料性附录) 本部分与I E C60404-8-4:2013牌号对照表16 附录F (资料性附录) 本部分章条编号与I E C60404-8-4:2013章条编号对照17 附录G (资料性附录) 本部分与I E C60404-8-4:2013的技术性差异及原因20
炼钢连铸工艺流程介绍
连铸工艺流程介绍 将高温钢水浇注到一个个的钢锭模内,而是将高温钢水连续不断地浇到一个或几个用强制水冷带有“活底”(叫引锭头)的铜模内(叫结晶器),钢水很快与“活底”凝结在一起,待钢水凝固成一定厚度的坯壳后,就从铜模的下端拉出“活底”,这样已凝固成一定厚度的铸坯就会连续地从水冷结晶器内被拉出来,在二次冷却区继续喷水冷却。带有液芯的铸坯,一边走一边凝固,直到完全凝固。待铸坯完全凝固后,用氧气切割机或剪切机把铸坯切成一定尺寸的钢坯。这种把高温钢水直接浇注成钢坯的新工艺,就叫连续铸钢。
【导读】:转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。连铸工段就是将精炼后的钢水连续铸造成钢坯的生产工序,主要设备包括回转台、中间包,结晶器、拉矫机等。本专题将详细介绍转炉(以及电炉)炼钢生产的工艺流程,主要工艺设备的工作原理以及控制要求等信息。由于时间的仓促和编辑水平有限,专题中难免出现遗漏或错误的地方,欢迎大家补充指正。? 连铸的目的: 将钢水铸造成钢坯。?将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。?连铸钢水的准备 一、连铸钢水的温度要求: 钢水温度过高的危害:①出结晶器坯壳薄,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属夹杂,影响板坯内在质量;④铸坯柱状晶发达;⑤中心偏析加重,易产生中心线裂纹。 钢水温度过低的危害:①容易发生水口堵塞,浇铸中断;②连铸表面容易产生结疱、夹渣、裂纹等缺陷; ③非金属夹杂不易上浮,影响铸坯内在质量。 二、钢水在钢包中的温度控制: 根据冶炼钢种严格控制出钢温度,使其在较窄的范围内变化;其次,要最大限度地减少从出钢、钢包中、钢包运送途中及进入中间包的整个过程中的温降。 实际生产中需采取在钢包内调整钢水温度的措施: 1)钢包吹氩调温 2)加废钢调温 3)在钢包中加热钢水技术 4)钢水包的保温 中间包钢水温度的控制
硅钢片基础知识全集
冷轧晶粒取向、无取向磁性钢带标准 1、范围 本标准规定了晶粒取向、无取向磁性钢带(片)的牌号、磁特性、尺寸、外形、力学性能、工艺特性和检验方法等。 本标准适用于磁路结构中使用的、带有绝缘涂层的全工艺冷轧取向和无取向磁性钢带(片)。 2、引用标准 下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。在标准出版时,所示版本均为有效。所有标准都会修订,使用本标准 和各方应探讨使用下列标准最新版本的可能性。 228-87 金属拉伸试验方法 235-88 金属反复弯曲试验方法(厚度等于或小于3薄板及带材) 247-87 钢板和钢带验收、包装、标志及质量证明书的一般规定 2522-88 电工钢片(带)层间电阻、涂层附着性、迭装系数测试方法 3076-82 金属薄板(带)拉伸试验方法 3655-92 电工钢片(带)磁、电和物理性能测量方法 6397-86 金属拉伸试验试样 13789-92 单片电工钢片(带)磁性能测量方法 3、定义和牌号表示方法 3.1定义 3.1.1标准比总铁损 当磁感应强度随时间按正弦规律变化,其峰值为某一标定值,变化频率为某一标定频率时,单位质量的铁芯在温度20℃时所有消耗的功率定为标准比总铁损(简称标准铁损或铁损),单位为 3.1.2标准磁感应强度 温度为20℃,铁芯试样从退磁状态,在标定频率下磁感应强度按正弦规律变化,当交流磁场的峰值达到某一标定值时,铁芯试样磁感的峰值为标准磁感强度(简称磁感应强度或磁感),单位为T 3.1.3弯曲次数 弯曲次数是用肉眼观察到基体金属上第一次出现裂纹前反复弯曲的次数,它代表了材料的延展性。
3.2牌号表示方法 4、分类 本标准中的磁性钢带(片)分为取向和无取向两大类,每类按最大铁损和材料的公称厚度分成不同牌号。 5、技术要求 5.1磁特性 5.1.1磁感 取向钢在800交变磁场(峰值),频率为50时,规定的最小磁感值B800(峰值)应符合表1的规定 无取向钢在5000交变磁场(峰值),频率为50时,规定的最小磁感值B5000(峰值)应符合表2的规定 5.1.2铁损 取向钢在磁感为1.7T、频率为50时,规定的最大铁损P1.7应符合表1的规定。无取向钢在磁咸为1.5T、频率为50时,规定的最大铁损P1.5应符合表2的规定 表1、取向钢磁特性的工艺特性
硅钢片
硅钢是什么材料 硅钢带硬度,硅钢片性能,硅钢带成分 硅钢片材质是一种优质硅钢带材,佳洲金属直销硅钢带用途 硅钢片 它是一种含碳极低的硅铁软磁合金,一般含硅量为0.5~4.5%。加入硅可提高铁的电阻率和最大磁导率,降低矫顽力、铁芯损耗(铁损)和磁时效。 硅钢 硅钢是含硅量在3%~5%左右、其它主要是铁的硅铁合金。分为取向硅钢和无取向硅钢,是电力、电子和军事工业不可缺少的重要软磁合金。亦是产量最大的金属功能材料,主要用作各种电机、发电机和变压器的铁芯。它的生产工艺复杂,制造技术严格,国外的生产技术都以专利形式加以保护,视为企业的生命。 电工钢板的制造技术和产品质量是衡量一个国家特殊钢生产和科技 发展水平的重要标志之一。目前我国冷轧电工钢数量、质量、规格牌号,还不能满足能源(电力) 工业发展的需求,在生产技术、设备、管理及科研等方面与日本相比,存在较大差距。 硅是钢的良好脱氧剂,它与氧结合,使氧转变为稳定的不为碳还原的
SiO2,避免了因氧原子掺杂而使铁的晶格畸变。硅在α铁中成为固溶体后使电阻率增加,同时有助于将有害杂质碳分离出来。因此,一般含杂质的铁加入硅后能提高磁导率、降低矫顽力和铁损。但含硅量增加又会使材料变硬变脆,导热性和韧性下降,对散热和机械加工不利,故一般硅钢片的含硅量不超过4.5%。 B35A300,B35A440,B50A470,B50A800,B65A470-H,B65A800-A 硅钢分类 热轧硅钢片 热轧硅钢片是将Fe-Si合金用平炉或电炉熔融,进行反复热轧成薄板,最后在800-850℃退火后制成。热轧硅钢片主要用于发电机的制造,故又称热轧电机硅钢片,但其可利用率低,能量损耗大,近年相关部门已强令要求淘汰。 冷轧无取向硅钢片 冷轧无取向硅钢片最主要的用途是用于发电机制造,故又称冷轧电机硅钢。其含硅量0.5%-3.0%,经冷轧至成品厚度,供应态多为0.3 5mm和0.5mm厚的钢带。冷轧无取向硅钢的Bs高于取向硅钢;与热轧硅钢相比,其厚度均匀,尺寸精度高,表面光滑平整,从而提高了填充系数和材料的磁性能。 冷轧取向硅钢片
炼铁炼钢工艺流程
1.3 企业基本情况 新绛县祥益工贸有限公司根据山西省发展和改革委员会(晋发改备案【2007】146号)批文,建设450m3高炉,并配套建设90m3带式烧结机等。 新绛县祥益工贸有限公司位于运城市新绛县煤化工业园区,厂址距新绛县城10km,距离同蒲铁路侯马北货站10km,距大运高速公路出口2.5km,距晋韩高速公路出口3km,交通运输十分便利,地理位置非常优越。 新绛县祥益工贸有限公司占地面积约28万m2,目前拥有职工600余人,其中中层管理人员20人,各类专业技术人员40余人(其中高级技术人员3人,中级技术人员20人),职工队伍稳定,职工素质普遍提高。公司紧紧依托当地丰富的矿产资源优势,艰苦创业,我稳步发展。 新绛县祥益工贸有限公司始终坚持质量第一、信誉为本的宗旨,依靠全体员工团结拼搏、积极开拓、艰苦创业、自强不息的努力,企业迅速发展壮大,为新绛县经济发展做出贡献。 1.4 高炉生产工艺简述 高炉冶炼用的焦炭、含铁原料、溶剂在原料厂和烧结厂加工处理合格后,用皮带机运至料仓贮存使用。 各种炉料在仓下经二次筛分、计量后,按程序由仓下皮带机送到高炉料坑,由料车将炉料至炉顶加入炉内进行冶炼。 高炉冶炼的热源主要来源于焦炭和煤粉的燃烧。各种原料在炉内进行复杂的理化反应,炉内承受着高温高压作用。为此,高炉内要砌耐火材料,并在高温区和重要部位设冷却壁,确保高炉安全生产。 高炉冶炼用风由鼓风机站供给,冷风以热风炉加热后送入高炉。 高炉冶炼主要产品是生铁,副产品为煤气、炉渣、炉尘等。 高炉的铁水用铁水罐拉至铸铁机进行铸铁,或用汽车将铁水罐直接送至铸铁机进行铸铁,或用汽车将铁水罐直接送至炼钢厂进行炼钢。 高炉煤气经除尘、净化后一部分供热风炉烧炉,余下部分供烧结机、喷煤和6000kw发电机组。 高炉炉渣在炉前进行水冲渣,水渣送至建材厂制砖,或送至水泥厂作为制作水泥的原料。 高炉产生的各种原料、重力除尘拉到烧结厂进行配料烧结,煤气除尘的布袋拉到建材厂进行综合利用。 高炉生产工艺流程见图二。 1.6烧结生产工艺简述 90m3烧结机主要包括烧结机及相应配套的原料系统、配料系统、混料系统、破碎、筛分系统、鼓风冷却系统、成品贮存系统以及供风、供水、供电等辅助设施。 该工程主要由生产设施、辅助设施和生活设施三大部分组成,其中生活设施由建设单位同意考虑,故本设计只考虑生产设施和辅助设施。 生产设施包括原料及配料系统,主烧结室、带冷几室、风机房、烟卤,一混合室、二混合室、成品中间仓等。 辅助设施包括原料及配料系统除尘及配套风机,机头除尘室及配套风机、烟卤,机尾布袋出尘室及配套风机、变配电室、水泵房等。 生产设施的总图布置为带冷机室在、主烧结室东西方向布置,除尘室的南侧。原料上料及配料系统布置在主烧机室的东侧,一混合室、二混合室布置在主烧机室的南侧。成品中间仓布置在带冷机室的南侧,距高炉储矿槽100余米,由成品皮带将成品烧结矿送至高炉储矿槽上。 烧结生产工艺流程见图三。 1.8 高炉喷煤生产工艺简述 高炉喷煤配套工程,是节约焦炭、降低高炉炼铁生产成本的重要措施。自从六十年代我国鞍钢、首钢高炉喷煤会的成功以来很快在国内普遍推广应用,并且高炉喷煤在工艺及其相关技术得到了迅速发展。尤其是近几年发展的富氧大喷煤技术(宝钢喷煤煤比打达到≥200kg/Tfe水平)给高炉生产注入县的生机。国内炼铁生产规模不断扩大与高炉生产效率的提高,对焦炭需求量业日趋增加,由于国内
宝钢冷轧电工钢牌号介绍
宝钢冷轧电工钢牌号介绍 1 引言 电工钢是电力、电讯、电机制造、家用电器、仪器仪表等行业普遍使用的磁性材料。一个国家的电工钢用量与发电量的增长率成正比关系。中国国民经济的发展对电力需求的增长,促进了电力业的发展,从而带动了对冷轧电工钢的需求。2006年估计年产量达到252.5万t,2007年我国对冷轧电工钢的需求超过300万t。目前国内宝钢、鞍钢、太钢、本钢等冷轧电工钢生产项目相继投产,武钢经过现有硅钢厂的技术改造和建设第二硅钢厂,年生产冷轧电工钢达到100万t 以上。 宝钢电工钢于2000年底正式投产,而在2001年电工钢的产量就达到了38万t,超过35万t 的设计能力。预计2007年电工钢产量将突破90万t。宝钢凭借其先进的技术、一流的装备和严格的管理等优势,使宝钢电工钢产品质量和产量迅速提高,其产品已广泛地用于空调压缩机、冰箱压缩机、EI铁芯、电机四大行业[1],并已稳定地进入了国内外著名厂家。为了更好地满足市场需求,宝钢在不断改进引进牌号品质的同时,一直致力于新产品的研发,形成了针对不同行业特点的新产品系列,开展了高效、高牌号无取向电工钢大生产的研制。高效硅钢月产量已经由最初的千余吨突破1万t,2007年1—12月高效硅钢和高牌号硅钢产量分别达到100490t和13522t,完成高效硅钢产量10万t和高牌号硅钢产量1万t的2007年目标。成功试制了牌号B50A400、B50A350、B35A300、B50A310、B50A290、B50A270、B50A250的高牌号硅钢产品,目前B50A400、B50A350、B35A300、B50A310都已经有用户进行批量订货。在不断提高产量的同时,质量控制水平也得到了比较大的提高。 随着国内空调压缩机、冰箱压缩机、EI铁芯、电机四大行业的飞速发展,国内生产冷轧电工钢的厂家大大增加,产量也随之增长并大量出口冷轧电工钢到欧、美、亚、澳等的巨大市场。制定国内、国际通用的电工钢标准(包括技术协议)和确定通用的牌号对电工钢生产、科研、标准化至关重要,也是技术经济合作的桥梁,是生产实际和科技成果的综合反映。2000年,国家专门制定了钢铁产品牌号表示方法标准( GB/ T 221 - 2000《钢铁产品牌号表示方法》) 。该标准中电工钢牌号是按GB/ T2521 - 1996《冷轧晶粒取向、无取向磁性钢带片》的原则确定的。其原则是:简单明了,物理意义明确,从牌号可以明确种类及关键性能指标。 2 国家标准冷轧电工钢牌号的历史演变 2.1 国家标准的电工钢牌号的演变 20 世纪60~70 年代,我国电工钢的标准是以行业标准的形式出现,到80 年代才有了国家标准。电工钢的标准变化过程是: YB73 - 1960 →YB73 -1963 →YB73 - 1970 →GB/ T 2521 - 1981 →GB/ T2521 - 1988 →GB/ T 2521 - 1996→GB/ T 2521 – 2008。 60年代,我国的电工钢以热轧产品为主,冷轧电工钢处于实验室研制阶段,因此在YB73 - 1960 、YB73 - 1963 标准中牌号的冷热未予区分,牌号统一由汉语拼音字母和数字表示,如 D11、D22、DC41、DH41、DR41 等。D表示电工钢“电”字汉语拼音的第一个字母,第二个字母“G、H、R”分别表示测试时的磁场条件“高、中、低”,G 表示在高频下测试和使用的钢板,H 表示中磁场下测试的钢板,R 表示在弱磁场下测试的钢板。字母后边的第一位数字表示硅含量的级别,第二位数字表示磁性能级别。 70 年代,将热轧和冷轧电工钢分开分别制定了标准,YB73 - 1970 标准代替了YB73 - 1963 的热轧部分。1974 年武钢从日本引进全套电工钢生产设备和专利技术,1979 年正式生产冷轧电工钢。1980 年受国家委托,武钢制定了GB/ T 2521 - 1981 标准,1988 年进行了修订。在该标准中,牌号用字母和数字表示,如DW310 - 35 、DQ122G - 30 、OQ151 - 35等,“DW”代表电工用无取向钢,“DQ”代表电工用取向钢“,G”代表高磁感,字母后边的数字表示铁损的100 倍,最后边的数字表示厚度值的100 倍。1996 年修订标准时,将厚度值放到了牌号的最前边,把G 放到了字母的第二位,其意义同上[2]。
(完整word版)硅钢片的介绍(普及知识)
硅钢(silicon steel) 含硅量0.5%~4.8%的铁硅合金。是电工领域广泛使用的一种软磁材料。电工用硅钢常轧制成标准尺寸的大张板材或带材使用,俗称硅钢片,广泛用于电动机、发电机、变压器、电磁机构、继电器电子器件及测量仪表中。 硅是钢的良好脱氧剂,它与氧结合,使氧转变为稳定的不为碳还原的SiO2,避免了因氧原子掺杂而使铁的晶格畸变。硅在α铁中成为固溶体后使电阻率增加,同时有助于将有害杂质碳分离出来。因此,一般含杂质的铁加入硅后能提高磁导率、降低矫顽力和铁损。但含硅量增加又会使材料变硬变脆,导热性和韧性下降,对散热和机械加工不利,故一般硅钢片的含硅量不超过4.5%。 硅钢片分冷轧、热轧两种,使用较多的是冷轧硅钢片。冷轧硅钢片沿轧制方向有优良的磁性能,不仅在强磁场中具有高饱和磁通密度和低铁损,而且在弱磁场中也有良好的磁性(初始磁导率大)。这是由于冷轧工艺过程使钢片中杂质含量降低,并在钢片中造成粗大晶粒,致使磁导率增大,磁滞损耗减小。 硅钢片的主要品质特性有铁损值、磁通密度、硬度、平坦度、厚度均匀性、涂膜种类及冲片性等。以下针对各项品质特性加以说明。 1.铁损值 硅钢片在某一特定频率的交流磁场下,磁化到特定的磁通密度时,每单位重量之硅钢片所损失的能量,称为铁损值。通常所用的交流磁场频率为50或60赫兹,而所达到的磁通密度通常为1.5或1.7特斯拉。常用的铁损值单位是每公斤或每磅硅钢片所损失的瓦特值,用Watt/kg或Watt/lb表示。硅钢片的铁损值来源包括磁滞损、涡电流损和异常涡电流损三部份。硅钢片在磁化的过程中,会产生磁滞的现象。磁滞损即为B-H磁滞曲线所包涵的面积。硅钢片的涡电流损起源于在交流变化的磁场,因法拉第定理的影响,硅钢片内部产生诱导电压,依照奥姆定律,电压在硅钢片内部引起诱导电流,进而造成硅钢片的焦耳热,这项能源损失称为涡电流损。根据古典电磁学理论,涡电流损和钢片的厚度、电阻系数、磁通密度和频率有关。而涡电流损和钢片厚度的平方成正比,和钢片的电阻系数成反比,因此,高级的硅钢片,其厚度倾向较薄,而为了提高钢片的电阻系数,则在硅钢片中添加硅、铝等元素。铁损值减去磁滞损和涡电流损后的能源损失,称为异常涡电流损。学者认为异常涡电流损是由于磁域移动和转动所引起的微观涡电流损失,因此,异常涡电流损和磁域大小有关。若硅钢片的磁域大,当磁化时,其旋转较快,微观涡电流损失增加。铁损值是硅钢片最重要的性质指标,也是各种工业标准对硅钢片分级的规格依据。铁损值愈低,表示品级愈高,其能源效率愈高。 2.磁通密度 磁通密度是硅钢片的另一项重要的电磁特性,它表示硅钢片被磁化的难易度。在某一特定频率之磁场强度下,单位面积所通过的磁通量,称为磁通密度。通常硅钢片的磁通密度是在频率50或60赫兹,外加磁场5000A/m的条件下测得,称为B50,其单位为特斯拉(Tesla)。磁通密度和硅钢片的集合组织、杂质、内部应力等因素有关。磁通密度直接影响到马达、变压器等电机设备的能源效率。磁通密度愈高,单位面积所通过的磁通量愈大,能源效率愈佳,因此,硅钢片的磁通密度愈高愈好,通常,规格只要求磁通密度的最低值。 3.硬度 硬度是硅钢片的品质特性之一,现代化的自动冲床进行冲片时,对硬度的要求更为严格,硬度太低时,不利于自动冲床的送料作业,同时容易产生过长的毛边,增加组装时的困难。为了满足上述需求,硅钢片的硬度必须高于某一硬度值,例如,50AI300硅钢片之硬度通常以不低于HR30T硬度值47为宜。硅钢片的硬度随着品级升高而增加,通常,高品级的硅钢片,其硅含量添加愈多,合金固溶强化的效果,使得硬度也愈高。 4.平坦度 平坦度是硅钢片的重要品质特性。良好的平坦度有利于冲片作业和组装工作。平坦度和轧延及退火技术有直接密切的关系,提升轧延退火技术和制程有利于平坦度,例如使用连续退火裂程,其平坦度优于批式退火制程者。 5.厚度均匀性 厚度均匀性是硅钢片一项非常重要的品质特性。如果的厚度均匀性不良,钢片中央与边缘的厚度差异太大,或钢片长度方向钢片厚度变异太大,都会影响到组装后的铁心厚度。不同的铁心厚度,其导磁特性变异也大,直接影响到马达、变压器的特性,因此,硅钢片的厚度变异愈小愈好。钢片的厚度均匀性和热轧、冷轧技术与制程有密切的开系,提升轧延技术能力才能降低钢片的厚度变异量。
炼钢工艺流程图
炼钢工艺流程 1炼钢厂简介 炼钢厂主要将铁水冶炼成钢水,再经连铸机浇铸成合格铸坯。现有5座转炉,5台连铸机,年设计生产能力为500万吨,现年生产钢坯400万吨。其中炼钢一分厂年生产能力达到240万吨;炼钢二厂年生产能力为160万吨。 2炼钢的基本任务 钢是以Fe为基体并由C、Si、Mn、P、S等元素以及微量非金属夹杂物共同组成的合金。 炼钢的基本任务包括:脱碳、脱磷、脱硫、脱氧去除有害气体和夹杂,提高温度,调整成分,炼钢过程通过供氧造渣,加合金,搅拌升温等手段完成炼钢基本任务,“四脱两去两调整”。 3氧气转炉吹炼过程 氧气顶吹转炉的吹氧时间仅仅是十分钟,在这短短的时间内要完成造渣,脱碳、脱磷、脱硫、去气,去除非金属夹杂物及升温等基本任务。 由于使用的铁水成分和所炼钢种的不同,吹炼工艺也有所区别。氧气顶吹转炉炼钢的吹炼过程,根据一炉钢吹炼过程中金属成分,炉渣成分,熔池温度的变化规律,吹炼过程大致可以分为以下3个阶段: (1)吹炼前期。(2)吹炼中期。(3)终点控制。 炼好钢必须抓住各阶段的关键,精心操作,才能达到优质、高产、低耗、长寿的目标。 装入制度 装入制度是保证转炉具有一定的金属熔池深度,确定合理的装入数量,合适的铁水废钢比例。
3.1.1装入量的确定 装入量是指转炉冶炼中每炉次装入的金属料总重量,它主要包括铁水和废钢量。目前国内外装入制度大体上有三种方式: (1)定深装入;(2)分阶段定量装入;(3)定量装入 3.2.2装入次序 目前永钢的操作顺序为,钢水倒完后进行溅渣护炉溅渣完后装入废钢,然后兑入铁水。 为了维护炉衬,减少废钢对炉衬的冲击,装料次序也可以先兑铁水,后装废钢。若采用炉渣预热废钢,则先加废钢,再倒渣,然后兑铁水。如果采用炉内留渣操作,则先加部分石灰,再装废钢,最后兑铁水。 供氧制度 制订供氧制度时应考虑喷头结构,供氧压力,供氧强度和氧枪高度控制等因素。 3.2.1氧枪喷头 转炉供氧的射流特征是通过氧枪喷头来实现的,因此,喷头结构的合理选择是转炉供氧的关键。氧枪有单孔,多孔和双流道等多种结构。永钢使用的是4孔拉瓦尔喷头形式喷枪。 3.2.2氧气压力控制 氧气压力控制受炉内介质和流股马赫数的影响。经测定,炉内介质压力一般为—,流股马赫数在—之间。因此目前在转炉上使用的工作压力为—,视各种扎容量而定。一般说来,转炉容量大,使用压力越高。 3.2.3氧气流量和供氧强度 (1)氧气流量:
无取向半工艺电工钢50W300牌号的研发
涟钢科技与管理 2019年第1期 ·1· 无取向半工艺电工钢50W300牌号的研发 王仕华 田 飞 吴泽交 谢 凯 (涟钢技术中心) 摘 要 通过铁水脱硫→转炉→RH 真空精炼→连铸→热轧→酸洗→冷轧→罩退→平整→重卷→消除应力退火等生产工艺,采用C ≤0.003%,Si+Als ≤1.80%成分体系,成功开发出无取向半工艺电工钢50W300牌号。消除应力退火后产品铁损值P 15/50达到2.75w/kg ,磁感应强度B 5000达到1.68T ,达到国标50W300牌号磁性要求。对比实验炉820℃和850℃消除应力退火后磁性能值,850℃消除应力退火后铁损值优于820℃消除应力退火后的铁损值,磁感强度变化不大。工业炉内800℃消除应力退火磁性能值优于实验炉820℃和850℃消除应力退火磁性能值。 关键词 无取向;半工艺;50W300;磁性能 近年来,由于节能环保的迫切需要,电工钢产品向绿色、环保、节能方面发展迅速,低铁损、高磁感是电工钢发展方向,绿色制造是电工钢发展主流,研究证明,含涂层电工钢在冲片时,绝缘涂层的破损不仅会影响电工钢性能、叠装系数和防蚀能力,而且破损的碎屑会漂浮于空气中,形成粉尘,对生产加工环境和生产人员的身体健康造成危害[1]。无取向半工艺电工钢是没有涂层硅钢产品,具有环保、制造成本低、价格便宜、磁性能好、加工性能优等特性,适应国家政策方向,满足电机行业高效及超高效发展方向。 无取向半工艺电工钢是区别于全工艺无取向电工钢制造工艺的电工钢产品,冷轧完后需经不完全退火、3%~10%临界变形,冲片后再进行消除应力退火和发蓝处理。为满足市场对提高电工钢磁性能要求,结合我司多年来对无取向半工艺电工钢研究经验,经过对化学成分、消除应力退火温度的研究,开发出低铁损、高磁感的半工艺无取向电工钢50W300。 1 试制开发 根据全工艺无取向电工钢50W300牌号标准对磁性能的要求,通过对化学设计、工艺路线及工艺参数确定,采用C ≤0.003%,Si+Als ≤1.80% 及加微量元素X 的成分体系,按全工艺无取向电工钢生产工艺要求生产至冷轧硬卷,然后经罩式退火炉进行不完全退火和3%~5%平整变形,然后取30×300mm 横纵各8片的试样在箱式炉和工业炉中消除应力退火,用爱泼斯坦方圈磁性能检测仪器检测磁性能。 工艺路线:铁水脱硫→转炉→RH 真空精炼→连铸→热轧→酸洗→冷轧→罩退→平整→重卷→消除应力退火。 2 试制结果及讨论 2.1 化学成分设计 冶炼50W300化学成分控制见表1所示。 碳、硫等夹杂元素对电工钢来说是有害元素,不仅使铁损增高,磁感降低,碳高也会引起磁时效,故本试验采取低碳和低夹杂元素控制;硅和铝成分对铁损降低有利,但高硅和高铝使制造成本增加,本试验采用低硅低铝设计是在保证磁性能的条件下降低制造成本。 2.2 试样加工及力学性能结果 在钢卷上取力学性能检测样和磁性能检测样板,力学能检测结果如表2所示;磁性能检测样 表1 50W300化学成分控制表(质量分数%) 项目 C Si Mn Als P S X 设计值 ≤0.003 1.20~1.40 0.30~0.50 0.20~0.40 ≤0.020 ≤0.0050.040~0.060 实际值 0.0026 1.33 0.39 0.29 0.018 0.0035 0.049
炼钢工艺流程
【导读】:转炉炼钢是把氧气鼓入熔融的生铁里,使杂质硅、锰等氧化。在氧化的过程中放出大量的热量(含1%的硅可使生铁的温度升高200摄氏度),可使炉内达到足够高的温度。因此转炉炼钢不需要另外使用燃料。炼钢的基本任务是脱碳、脱磷、脱硫、脱氧,去除有害气体和非金属夹杂物,提高温度和调整成分。归纳为:“四脱”(碳、氧、磷和硫),“二去”(去气和去夹杂),“二调整”(成分和温度)。采用的主要技术手段为:供氧,造渣,升温,加脱氧剂和合金化操作。本专题将详细介绍转炉炼钢生产的工艺流程,主要工艺设备的工作原理以及控制要求等信息。由于时间的仓促和编辑水平有限,专题中难免出现遗漏或错误的地方,欢迎大家补充指正。 转炉冶炼目的:将生铁里的碳及其它杂质(如:硅、锰)等氧化,产出比铁的物理、化学性能与力学性能更好的钢。 【相关信息】钢与生铁的区别:首先是碳的含量,理论上一般把碳含量小于2.11%称之钢,它的熔点在1450-1500℃,而生铁的熔点在1100-1200℃。在钢中碳元素和铁元素形成Fe3C固熔体,随着碳含量的增加,其强度、硬度增加,而塑性和冲击韧性降低。钢具有很好的物理、化学性能与力学性能,可进行拉、压、轧、冲、拔等深加工,其用途十分广泛。 转炉冶炼原理简介: 转炉炼钢是在转炉里进行。转炉的外形就像个梨,内壁有耐火砖,炉侧有许多小孔(风口),压缩空气从这些小孔里吹炉内,又叫做侧吹转炉。开始时,转炉处于水平,向内注入1300摄氏度的液态生铁,并加入一定量的生石灰,然后鼓入空气并转动转炉使它直立起来。这时液态生铁表面剧烈的反应,使铁、硅、锰氧化 (FeO,SiO2 , MnO,) 生成炉渣,利用熔化的钢铁和炉渣的对流作用,使反应遍及整个炉内。几分钟后,当钢液中只剩下少量的硅与锰时,碳开始氧化,生成一氧化碳(放热)使钢液剧烈沸腾。炉口由于溢出的一氧化炭的燃烧而出现巨大的火焰。最后,磷也发生氧化并进一步生成磷酸亚铁。磷酸亚铁再跟生石灰反应生成稳定的磷酸钙和硫化钙,一起成为炉渣。当磷与硫逐渐减少,火焰退落,炉口出现四氧化三铁的褐色蒸汽时,表明钢已炼成。这时应立即停止鼓风,并把转炉转到水平位置,把钢水倾至钢水包里,再加脱氧剂进行脱氧。整个过程只需15分钟左右。如果氧气是从炉底吹入,那就是底吹转炉;氧气从顶部吹入,就是顶吹转炉。 转炉冶炼工艺流程简介:
硅钢最新知识
30XQ120及30Q130适用于S9 ,S10,S11A,S11B(必要结构调整),适用种类为干式变压器,油浸变压器。同板差是指在一块钢板上厚度的偏差,是指测厚仪测量一块钢板的实际厚度值与实际厚度平均值的差,英文简称In bar。 同板差是指在一块钢板上厚度的偏差,指在同一张钢板上任意两点之间的厚度差的最大值。同板差就是根据纵向厚度和横向厚度两种检验结果确定的。它是检验同一张钢板上厚度差是否符合公差标准要求的一项指标。 在生产中板带钢的厚度是根据其中心点处的厚度波动加以控制的,出厂时也只作纵向厚度检验。对于轧后还要进行焊接或继续加工的钢板,如造船、锅炉、桥梁及冲压用钢板等,除了作纵向厚度检验外,还要作横向厚度检验。 1同一张钢板上任意两点之间的厚度差的最大值 使用测厚仪测几个点后(点的数量越多当然越精确),用最大值减去最小值得出的差值 1.》硅钢基础知识(含义、分类、牌号表示方法、涂层) 硅钢 silicon steel 含硅量0.5%~4.8%的铁硅合金。是电工领域广泛使用的一种软磁材料。电工用硅钢常轧制成标准尺寸的大张板材或带材使用,俗称硅钢片,广泛用于电动机、发电机、变压器、电磁机构、继电器电子器件及测量仪表中。 硅是钢的良好脱氧剂,它与氧结合,使氧转变为稳定的不为碳还原的SiO2,避免了因氧原子掺杂而使铁的晶格畸变。硅在α铁中成为固溶体后使电阻率增加,同时有助于将有害杂质碳分离出来。因此,一般含杂质的铁加入硅后能提高磁导率、降低矫顽力和铁损。但含硅量增加又会使材料变硬变脆,导热性和韧性下降,对散热和机械加工不利,故一般硅钢片的含硅量不超过4.5%。
硅钢片分冷轧、热轧两种,使用较多的是冷轧硅钢片。冷轧硅钢片沿轧制方向有优良的磁性能,不仅在强磁场中具有高饱和磁通密度和低铁损,而且在弱磁场中也有良好的磁性(初始磁导率大)。这是由于冷轧工艺过程使钢片中杂质含量降低,并在钢片中造成粗大晶粒,致使磁导率增大,磁滞损耗减小。 硅钢分类: 热轧硅钢片: 热轧硅钢片是将Fe-Si合金用平炉或电炉熔融,进行反复热轧成薄板,最后在800-850℃退火后制成。热轧硅钢片主要用于发电机的制造,故又称热轧电机硅钢片,但其可利用率低,能量损耗大,近年相关部门已强冷要求淘汰。冷轧无取向硅钢片:冷轧无取向硅钢片最主要的用途是用于发电机制造,故又称冷轧电机硅钢。其含硅量0.5%-3.0%,经冷轧至成品厚度,供应态多为0.35mm和0.5mm厚的钢带。冷轧无取向硅钢的Bs高于取向硅钢;与热轧硅钢相比,其厚度均匀,尺寸精度高,表面光滑平整,从而提高了填充系数和材料的磁性能。冷轧取向硅钢片:冷轧取向硅钢带最主要的用途是用于变压器制造,所以又称冷轧变压器硅钢。与冷轧无取向硅钢相比,取向硅钢的磁性具有强烈的方向性;在易磁化的轧制方向上具有优越的高磁导率与低损耗特性。取向钢带在轧制方向的铁损仅为横向的1/3,磁导率之比为6:1,其铁损约为热轧带的1/2,磁导率为后者的2.5倍。硅钢片牌号表示方法: DR510-50表示铁损值...由公称厚度(扩大100倍的值)+代号A+铁损保证值(将频率50HZ,最大磁通密度为1.5T时的铁损值扩大100倍后的值) DR510-50表示铁损值为5.1,厚度为0.5mm的热轧硅...特点:铝的密度小,比重为2.7,约为铜的1/3;导电性,导热性,塑性,冷韧性都好冷轧无取向硅钢带(片)表示方法:DW+铁损值(在频率为50HZ,波形为正弦的磁感峰值为1.5T 的单位重量铁损值。)的100倍+厚度值的100倍。 如DW470-50 表示铁损值为4.7w/kg,厚度为0.5mm的冷轧无取向硅钢,现新型号表示为50W470。 (2)冷轧取向硅钢带(片) 表示方法:DQ+铁损值(在频率为50HZ,波形为正弦的磁感峰值为1.7T 的单位重量铁损值。)的100倍+厚度值的100倍。有时铁损值后加G表示高磁感。如DQ133-30表示铁损值为1.33,厚度为0.3mm的冷轧取向硅钢带(片),现新型号表示为30Q133。 (3)热轧硅钢板 热轧硅钢板用DR表示,按硅含量的多少分成低硅钢(含硅量≤2.8%)、高硅钢(含硅量>2.8%)。 表示方法:DR+铁损值(用50HZ反复磁化和按正弦形变化的磁感应强度最大值为1.5T时的单位重量铁损值)的100倍+厚度值的100倍。如DR510-50表示铁损值为5.1,厚度为0.5mm的热轧硅钢板。家用电器用热轧硅钢薄板的牌号用JDR+铁损值+厚度值来表示,如JDR540-50。 2、日本牌号表示方法: (1)冷轧无取向硅钢带