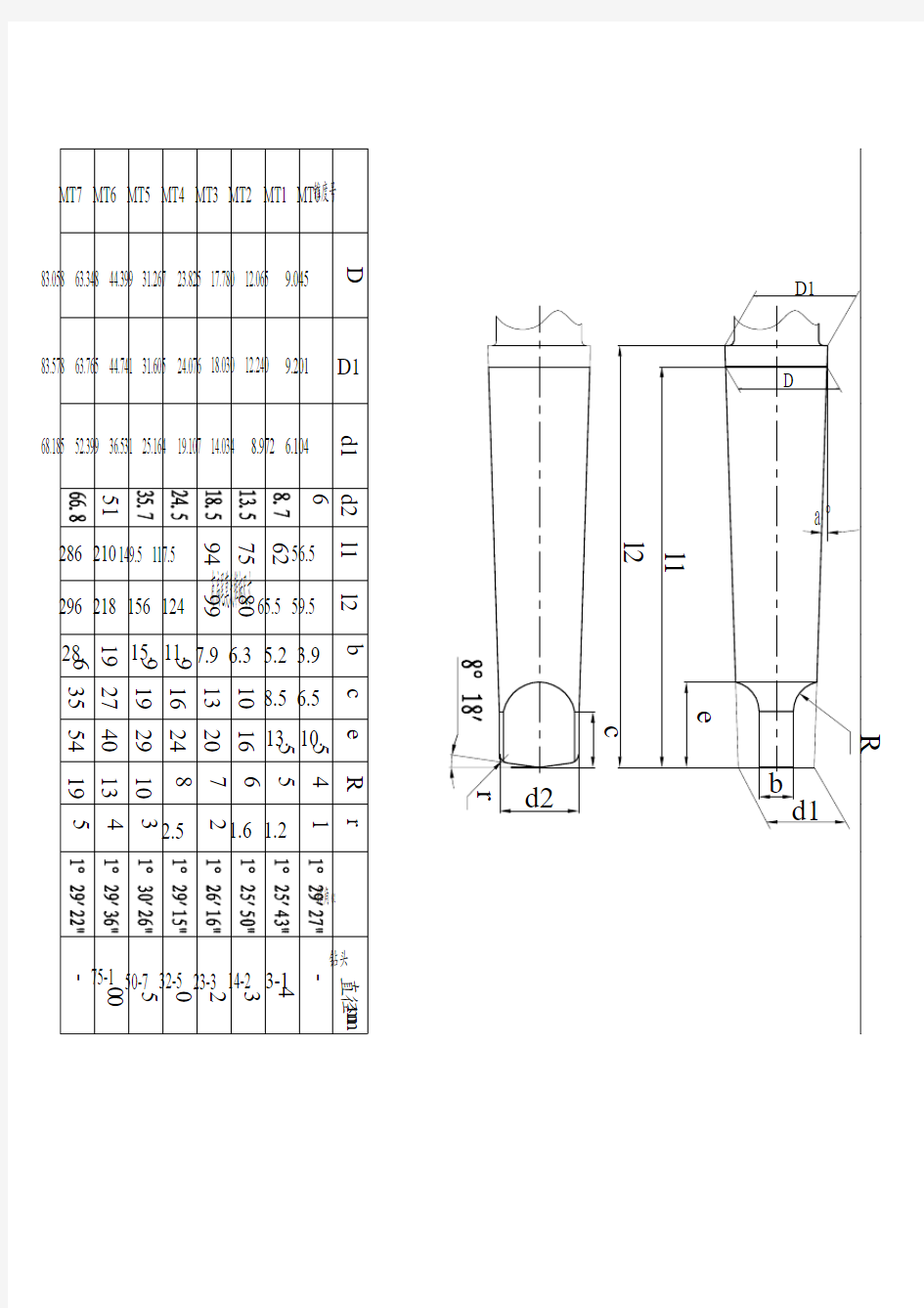
有扁尾莫氏锥柄尺寸
锥柄标准
主轴锥孔 加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。 9 t4 n5 J; Z1 A7 Y P 一.7:24锥度的通用刀柄9 ` 锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。三维网技 NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。 目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上, IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。 (1)DIN 2080型(简称 NT或ST) DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。 (2) DIN 69871 型(简称JT、 DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD 型和 DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa; p8 K+ y# _9 o; I (3) ISO 7388/1 型(简称 IV或IT) 其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。 (4) MAS BT 型(简称 BT) BT型是日本标准,安装尺寸与 DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。 BT 型刀柄的对称性结构使它比其它三种刀柄的高速稳定性要好。 (5) ANSI B5.50型(简称 CAT)三维网技术论坛* F5 _* U/ G- r, p ANSI B5.50型是美国标准,安装尺寸与 DIN 69871、IS0 7388/1 类似,但由于少一个楔缺口,所以ANSI B5.50型刀柄不能安装在DIN69871和IS0 7388/1机床上,但 DIN 69871和IS0 7388/1 刀柄可以安装在ANSI B5.50型机床上。 二、 1:10的HSK真空刀柄) f/ c# L k! r9 K HSK真空刀柄的德国标准是DIN69873,有六种标准和规格,即HSK-A、 HSK-B、 HSK-C、 HSK-D、HSK-E和HSK-F,常用的有三种:HSK-A (带内冷自动换刀) 、 HSK-C (带内冷手动换刀) 和HSK-E(带内冷自动换刀,高速型)。三维,cad,机械,技术,汽 车,catia,pro/e,ug,inventor,solidedge,solidworks,caxa,时空,镇江1 r5 H3 S0 `- T8 y5 v& P. U. ^ 7:24的通用刀柄是靠刀柄的7:24锥面与机床主轴孔的7:24锥面接触定位连接的,在高速加工、连接刚性和重合精度三方面有局限性。HSK真空刀柄靠刀柄的弹性变形,不但刀柄的1:10锥面与机床主轴孔的1:10锥面接触,而且使刀柄的法兰盘面与主轴面也紧密接触, 这种双面接触系统在高速加工、连接刚性和重合精度上均优于7:24的HSK刀柄有A型、B 型、C型、D型、E型、F型等多种规格,其中常用于加工中心(自动换刀)上的有A型、E型和F型。三维|cad|机械|汽车|技术 |catia|pro/e|ug|inventor|solidedge|solidworks|caxa/ R$ p+ |, y- D# L$ ]3 A: J! n A型和E型的最大区别就在于:
莫氏锥度的详细介绍
莫氏锥度的公称直径或叫外锥大径基本尺寸指的是什么? 很奇怪 锥度就是锥度难道这个姓莫的发明了另外一种锥度的表示体系?难道用莫氏锥度的地方就不能用公制锥度表示?? 莫氏锥度是指一组特定的锥度,只是一组数据,数据很普通,但是被赋予了超出数值的更多含义。就像π一样,只是无数数字中的一个,但是只有它叫π。下面是摘抄的资料。 莫氏锥度莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。由于锥度很小,利用摩擦力的原理,可以传递一定的扭距,又因为是锥度配合,所以可以方便的拆卸。在同一锥度的一定范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻,如果使用中需要拆卸钻头磨削,拆卸后重新装上不会影响钻头的中心位置。 莫氏锥度,有0,1,2,3,4,5,6共七个号,锥度值有一定的变化,每一型号公称直径大小分别为9.045,12.065,17.78,23.825,31.267,44.399,63.348。主要用于各种刀具(如钻头、铣刀)各种刀杆及机床主轴孔锥度。 莫氏锥度又分为长锥和短锥,长锥多用于主动机床的主轴孔,短锥用于机床附件和机床 连接孔,莫氏短锥有,B12,B16,B18,B22,B24六个型号,他们是根据莫氏长锥1,2,3号缩短而来,例如B10和B12是莫氏长锥1号的大小两端,一般机床附件根据大小和所需传动扭矩选择使用的短锥,如常用的钻夹头1-13毫米通常都是采用B16的短锥孔. 公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆 号数锥度C 外锥大径基本尺寸D 0 1:19.212 9.045 1 1:20.047 12.065 2 1:20.020 17.78 3 1:19.922 23.825 4 1:19.254 31.267 5 1:19.002 44.399 6 1:19.180 63.348 锥度C与圆锥角α的关系为: C=2Xtg(α/2)
莫氏锥度表
莫氏锥度表 莫氏圆锥量规用于检查机床与工具圆锥孔和圆锥柄的锥度和尺寸的正确性,莫氏量规分A型不带扁尾和B型带扁尾两种型式,精度等级分为1、2、3级。 不带扁尾莫氏圆锥工作环规A型927 Morse taper working ring gauge without flat tail,type A 927 编号 Ltem 规格 Specificaltions 锥度值 Taper 质量 Weight(Kg) 927-01 0 1:19.212 0.058 927-02 1 1:20.047 0.110 927-03 2 1:20.020 0.240 927-04 3 1:19.922 0.450 927-05 4 1:19.254 0.830 927-06 5 1:19.002 2.100 927-07 6 1:19.180 5.300 不带扁尾莫氏圆锥工作塞规A型928 Morse taper working plug gauge without flat tail,type A 928 编号 Ltem 规格 Specificaltions 锥度值 Taper 质量 Weight(Kg) 928-01 0 1:19.212 0.054 928-02 1 1:20.047 0.104 928-03 2 1:20.020 0.251 928-04 3 1:19.922 0.499 928-05 4 1:19.254 0.921 928-06 5 1:19.002 2.10 928-07 6 1:19.180 5.00 锥度1:50,请问什么叫锥度: 锥度:是等腰三角形的底边比高。表示线段延长后形成一只等腰三角形,它的底边为1、高度为50. 斜度是:等腰三角形1/2底边比高。也是锥度的半角。1:50的锥度用斜度表是1:100. 锥度1:50用角度表是1.145877395度 斜度1:100是0.572938697度
莫氏锥度的国际标准
莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。由于锥度很小,可以传递 一定的扭距,又因为又锥度,又便于拆卸。利用的就是摩擦力的原理,在一定的锥度范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄 钻.在锥柄上好后,钻头可以将工件钻出需要的孔,而锥柄处不会出现转动现象. 莫氏锥度,有0,1,2,3,4,5,6共七个号,主要用于各种刀具(如钻头、铣刀)各 种刀杆及主轴锥度. 公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆 号数锥度C 外锥大径基本尺寸D 0 1:19.212 9.045 1 1:20.047 12.065 2 1:20.020 17.78 3 1:19.922 23.825 4 1:19.254 31.267 5 1:19.002 44.399 6 1:19.180 63.348 锥度C与圆锥角α的关系为: C=2Xtg(α/2) MT0 1:19.212 MT1 1:20.047 MT2 1:20.020 MT3 1:19.922 MT4 1:19.254 MT5 1:19.002 MT6 1:19.180 用莫氏锥孔,是因为莫氏锥孔的锥度在3度左右,定心好,有自锁性能。 车床常用卡盘装夹工件,但中小型车床主轴的端头,一样制作有莫氏锥孔。 第一个用处,是用来安装心轴,检测机床精度用; 第二个用处,在制作一些需要精确重复定位的夹具时,作为定位基准; 第三,在扩大车床的使用范围时,当然也能直接装卡刀具 莫氏锥度: 号数锥度C 外锥大径基本尺寸D 0 1:19.212 9.045 1 1:20.047 12.065
莫氏锥度号
莫氏锥度号标准尺寸 莫氏锥度号锥度(2tgα)大端直径D圆锥角2α斜角α斜度(tgα)3#1:19.922=0.05020¢23.8252°52'32"1°26'16"0.0251 4#1:19.254=0.05194¢31.2672°58'31"1°29'15"0.026 5#1:19.002=0.05263¢44.3993°00'53"1°20'26"0.0263 莫氏圆锥锥度D(max)C(max)d(max)E(max)F G H J K 019.212:19.04556.559.510.564133.91°29'27" 120.047:112.0656265.513.58.751.23.55.21°25'43" 220.020:117.78075801613.561.656.31°25'50" 319.922:123.82594992018.57257.91°26'16" 419.254:131.267117.51242424.582.56.511.91°29'15" 519.002:144.399149.51562935.71036.515.91°20'26" 619.180:163.34821021840511348191°29'36" 7-83.058285.75294.134.9--19.05-191°29'25莫氏锥度: 号数锥度C外锥大径基本尺寸D 01:19.2129.045 11:20.04712.065 21:20.02017.78 31:19.92223.825 41:19.25431.267 51:19.00244.399 61:19.18063.348 锥度C与圆锥角α的关系为: C=2×tg(α/2)
带莫氏锥柄的铣刀杆尺寸
带莫氏锥柄的铣刀杆尺寸 1 范围 本部分规定了带端键传动的莫氏锥柄的铣刀杆型式和尺寸、材料与硬度、标记示例、标志和包装等基本要求。 本部分适用于带莫氏锥柄的铣刀杆。 2 规范性引用文件 下列文件中对于本部分的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本部分。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本部分。 GB/T 1184 形状和位置公差未注公差值(GB/T 1184-1996,ISO 2768-2:1989,EQV) GB/T 1443 机床和工具柄用自夹圆锥(GB/T 1443-1996,ISO 296:1991,EQV) GB/T 1804 一般公差未注公差的线性和角度尺寸的公差(GB/T 1804-2000,ISO 2768-1:1989,EQV) GB/T 4133 莫氏圆锥的强制传动型式及尺寸(GB/T 4133-1984,ISO 5413:1976,EQV) GB/T 20329 端键传动的铣刀和铣刀刀杆上刀座的互换尺寸(GB/T 20329-2006,ISO 2780:1986,IDT) 3 尺寸 3.1 一般规定 所有尺寸和公差均以毫米为单位,未注公差按 GB/T 1804 的“m”级和 GB/T 1184 的“k”级。 铣刀刀杆上刀座的互换尺寸符合 GB/T 20329。锁紧铣刀螺纹孔的尺寸按 GB/T 20329。莫氏圆锥的尺寸分别按 GB/T 1443 和 GB/T 4133。 3.2 带莫氏锥柄的铣刀杆 带莫氏锥柄的铣刀杆型式尺寸如图1所示,由表1给出。 说明: 1 莫氏圆锥的尺寸分别按 GB/T 1443 和 GB/T 4133 。 a 不能凸。 注:图1是示意图,不是详细的设计图。 图1 带莫氏锥柄的铣刀杆 3