砂轮型号意义_免费下载

砂轮的规格与选择(砂轮的选择方法)
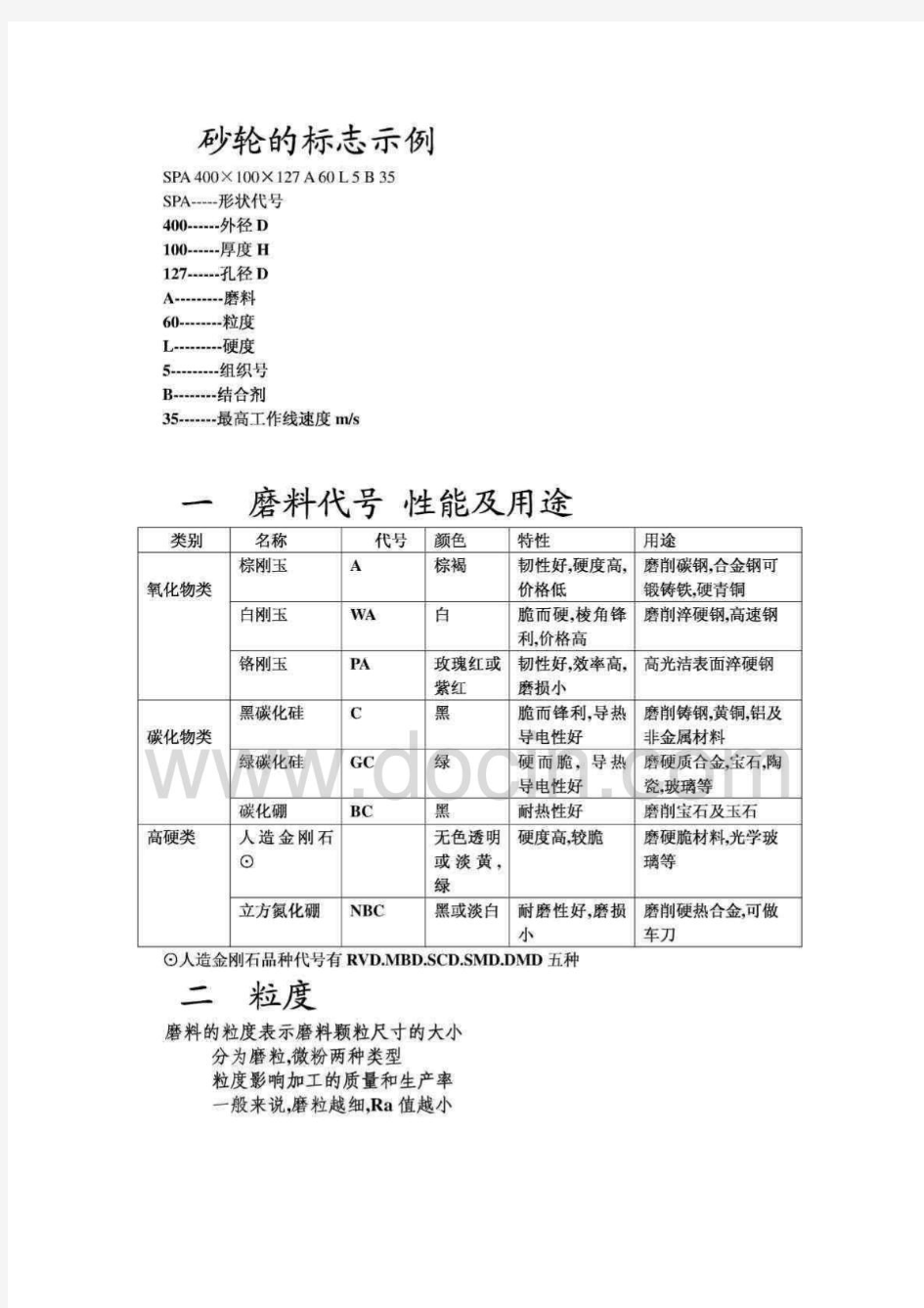
砂轮的种类与性能 一、砂轮的种类与性能 (一)、概况 砂轮是磨削加工中最主要的一类磨具。砂轮是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。由于磨料、结合剂及制造工艺不同,砂轮的特性差别很大,因此对磨削的加工质量、生产率和经济性有着重要影响。砂轮的特性主要是由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。 (二)、砂轮的分类 砂轮种类繁多,按所用磨料可分为普通磨料(刚玉(Al2O3)和碳化硅等)砂轮和超硬磨料(金刚石和立方氮化硼)砂轮;按砂轮形状可分为平形砂轮、斜边砂轮、筒形砂轮、杯形砂轮、碟形砂轮等;按结合剂可分为陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等。 先有个感性认识,砂轮示例: 白刚玉砂轮 棕刚玉砂轮
绿碳化硅砂轮 金刚石砂轮 (三)、砂轮的属性 砂轮是用磨料和结合剂等制成的中央有通孔的圆形固结磨具。 砂轮的特性由磨料、粒度、硬度、结合剂、形状及尺寸等因素来决定,现分别介绍如下。 1、磨料及其选择 磨料是制造砂轮的主要原料,它担负着切削工作。因此,磨料必须锋利,并具备高的硬度、良好的耐热性和一定的韧性。常用磨料的名称、代号、特性和用途见表1。
3、结合剂及其选择 结合剂的作用是将磨粒粘合在一起,使砂轮具有必要的形状和强度。 (1)、陶瓷结合剂(V):化学稳定性好、耐热、耐腐蚀、价廉,占90%,但性脆,不宜制成薄片,不宜高速,线速度一般为35m/s。 (2)、树脂结合剂(B):强度高弹性好,耐冲击,适于高速磨或切槽切断等工作,但耐腐蚀耐热性差(300℃),自锐性好。 关于自锐性:砂轮的磨削作用主要靠磨粒外露的锋利的棱角,在磨削过程中,锋利的棱角会慢慢会磨掉而变钝,削弱砂轮的磨削能力。这时表面的磨粒会脱落或断裂,从而形成新的磨削刃,以达到锋利的磨削效果,这就是自锐性。 (3)、橡胶结合剂(R):强度高弹性好,耐冲击,适于抛光轮、导轮及薄片砂轮,但耐腐蚀耐热性差(200℃),自锐性好。 (4)、金属结合剂(M):青铜、镍等,强度韧性高,成形性好,但自锐性差,适于金刚石、立方氮化硼砂轮。
教你如何快速认识磨床砂轮
教你如何快速认识磨床砂轮 要了解认识砂轮,主要可从涉及到的砂轮磨料、粒度、结合剂、硬度、组织及形状尺寸等参数入手。一下简单介绍如下: 一、磨料 磨料是制造磨具的主要原料,直接担负着切削工作。目前常用的磨料有棕刚玉(A)、白刚玉(WA)、黑碳化硅(C)和绿碳化硅(GC)等。 棕刚玉:用于加工硬度 较低的塑性材料,如中、低碳钢和低合金钢等; 白刚玉:用于加工硬度较高的塑性材料,如高碳钢、高速钢和淬硬钢等; 黑碳化硅:用于加工硬度较低的脆性材料,如铸铁、铸铜等; 绿碳化硅:用于加工高硬度的脆性材料,如硬质合金、宝石、陶瓷和玻璃等。 二、粒度 粒度是指磨料颗粒的尺寸,其大小用粒度号表示。 国标规定了磨料和微粉两种粒度号。 一般说,粗磨选用较粗的磨料(粒度号较小),精磨选用较细的磨料(粒度号较大); 微粉多用于研磨等精密加工和超精密加工。 三、结合剂 结合剂的作用是将磨料粘合成具有一定强度和形状的砂轮。砂轮的强度、抗冲击性、耐热性及抗腐蚀能力,主要取决于结合剂的性能。 常用的结合剂有陶瓷结合剂(Veramic)、树脂结合剂(B) 、橡胶结合剂(R)和金属结合剂(M)等。
陶瓷结合剂:应用最广,适用于外圆、内圆、平面、无心磨削和成形磨削的砂轮等; 树脂结合剂:适用于切断和开槽的薄片砂轮及高速磨削砂轮; 橡胶结合剂:适用于无心磨削导轮、抛光砂轮; 金属结合剂:适用于金刚石砂轮等。 四、硬度 磨具的硬度是指磨具在外力作用下磨粒脱落的难易程度(又称结合度)。 磨具的硬度反映结合剂固结磨粒的牢固程度,磨粒难脱落叫硬度高,反之叫硬度低。 国标中对磨具硬度规定了16个级别:D,E,F(超软);G,H,J(软) ;K,L(中软);M,N(中);P,Q,R(中硬);S,T(硬);Y(超硬)。 普通磨削常用G~N级硬度的砂轮。 五、组织 磨具的组织指磨具中磨粒、结合剂、气孔三者体积的比例关系,以磨粒率(磨粒占磨具体积的百分率)表示磨具的组织号。磨料所占的体积比例越大,砂轮的组织越紧密;反之,组织越疏松。 国标中规定了15个组织号:0,1,2,…,13,14。 0号组织最紧密,磨粒率最高;14号组织最疏松,磨粒率最低。普通磨削常用4~7号组织的砂轮。 六、形状与尺寸 根据机床类型和加工需要,将磨具制成各种标准的形状和尺寸。常用的几种砂轮形状、代号和用途如下表。
工具磨床用砂轮的分类及性能介绍
工具磨床用砂轮的分类及性能介绍 一、工具磨床砂轮介绍 砂轮是磨削的主要工具,它是由磨料和结合剂构成的多孔物体。其中磨料、结合剂和孔隙是砂轮的三个基本组成要素。随着磨料、结合剂及砂轮制造工艺等的不同,砂轮特性可能差别很大,对磨削加工的精度、粗糙度和生产效率有着重要的影响。因此,必须根据具体条件选用合适的砂轮。砂轮的特性由磨料、粒度、硬度、结合剂、形状及尺寸等因素来决定,现分别介绍如下。 二、砂轮的分类方式 砂轮种类繁多,按所用磨料可分为普通磨料(刚玉(Al2O3)和碳化硅等)砂轮和超硬磨料(金刚石和立方氮化硼)砂轮;按砂轮形状可分为平形砂轮、斜边砂轮、筒形砂轮、杯形砂轮、碟形砂轮等;按结合剂可分为陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等。 三、砂轮的组成及选用 ( 1 )磨料及其选择磨料是制造砂轮的主要原料,它担负着切削工作。因此,磨料必须锋利,并具备高的硬度、良好的耐热性和一定的韧性。常用磨料的名称、代号、特性和用途见表1 。 表1 常用磨料
注:括号内的代号是旧标准代号。 ( 2 )粒度及其选择粒度指磨料颗料的大小。粒度分磨粒与微粉两组。磨粒用筛选法分类,它的粒度号以筛网上一英寸长度内的孔眼数来表示。例如60 # 粒度的的磨粒,说明能通过每英寸长有60 个孔眼的筛网,而不能通过每英寸70 个孔眼的筛网。微粉用显微测量法分类,它的粒度号以磨料的实际尺寸来表示(W )。各种粒度号的磨粒尺寸见表2 。 表2 磨料粒度号及其颗粒尺寸 注:比14 # 粗的磨粒及比W3.5 细的微粉很少使用,表中未列出。
磨料粒度的选择,主要与加工表面粗糙度和生产率有关。 粗磨时,磨削余量大,要求的表面粗糙度值较大,应选用较粗的磨粒。因为磨粒粗、气孔大,磨削深度可较大,砂轮不易堵塞和发热。精磨时,余量较小,要求粗糙度值较低,可选取较细磨粒。一般来说,磨粒愈细,磨削表面粗糙度愈好。 不同粒度砂轮的应用见表3 。 表3 不同粒度砂轮的使用范围 ( 3 )结合剂及其选择砂轮中用以粘结磨料的物质称结合剂。砂轮的强度、抗冲击性、耐热性及抗腐蚀能力主要决定于结合剂的性能。常用的结合剂种类、性能及用途见表4 。 表4 常用结合剂
砂轮选用情况
平面磨床磨削砂轮的选择 砂轮磨具是磨削加工不可缺少的一种工具,砂轮选择合适与否,是影响磨削质量,磨削成本的重要条件。本公司生产一系列的平面磨床,需配置不同的砂轮来适应各种工件的平面加工。为方便用户及本公司设计、工艺人员选择,本文针对平面磨床磨削砂轮的选择,常用不同工件材料的砂轮选择进行汇总,以供大家使用参考(见附表)。 砂轮的种类很多,并有各种形状和尺寸,由于砂轮的磨料、结合剂材料以及砂轮的制造工艺不同,各种砂轮就具有不同的工作性能。每一种砂轮根据其本身的特性,都有一定的适用范围。因此,磨削加工时,必须根据具体情况(如所磨工件的材料性质、热处理方法、工件形状、尺寸及加工形式和技术要求等),选用合适的砂轮。否则会因砂轮选择不当而直接影响加工精度、表面粗糙度及生产效率。下面列出砂轮选择的基本原则以供参考。 一、普通砂轮的选择 1. 磨料的选择磨料选择主要取决于工件材料及热处理方法。 a. 磨抗张强度高的材料时,选用韧性大的磨料。 b. 磨硬度低,延伸率大的材料时,选用较脆的磨料。 c. 磨硬度高的材料时,选用硬度更高的磨料。 d. 选用不易被加工材料发生化学反应的磨料。 最常用的磨料是棕刚玉(A)和白刚玉(WA),其次是黑碳化硅(C)和绿碳化硅(GC),其余常用的还有铬刚玉(PA)、单晶刚玉(SA)、微晶刚玉(MA)、锆刚玉(ZA)。 棕刚玉砂轮:棕刚玉的硬度高,韧性大,适宜磨削抗拉强度较高的金属,如碳钢、合金钢、可锻铸铁、硬青铜等,这种磨料的磨削性能好,适应性广,常用于切除较大余量的粗磨,价格便宜,可以广泛使用。 白刚玉砂轮:白刚玉的硬度略高于棕刚玉,韧性则比棕刚玉低,在磨削时,磨粒容易碎裂,因此,磨削热量小,适宜制造精磨淬火钢、高碳钢、高速钢以及磨削薄壁零件用的砂轮,成本比棕刚玉高。 黑碳化硅砂轮:黑碳化硅性脆而锋利,硬度比白刚玉高,适于磨削机械强度较低的材料,如铸铁、黄铜、铝和耐火材料等。 绿碳化硅砂轮:绿碳化硅硬度脆性较黑碳化硅高,磨粒锋利,导热性好,适合于磨削硬质合金、光学玻璃、陶瓷等硬脆材料。 铬刚玉砂轮:适于磨削刀具,量具、仪表,螺纹等表面加工质量要求高的工件。
砂轮片按所用磨料的种类
砂轮片的分类 砂轮片按所用磨料可分为普通磨料(刚玉和碳化硅等)砂轮和天然磨料超硬磨料和(金刚石和立方砂轮氮化硼等)砂轮; 金刚石砂轮 以金刚石磨料为原料,分别用金属粉、树脂粉、陶瓷和电镀金属作结合剂,制成的中央有通孔的圆形固结磨具称作金刚石砂轮(合金砂轮)。金刚石砂轮结构一般由工作层、基体、过渡层三部分组成。工作层又称金刚石层,由磨料、结合剂和填料组成,是砂轮的工作部分。过渡层又称非金刚石层,由结合剂、金属粉和填料组成,是将金刚石层牢固地连接在基体上的部分。 不锈钢砂轮片 不锈钢砂轮片是一款专业切割不锈钢的砂轮片,想必大家都知道,不锈钢是一种比较硬的材质,想要把它切断,那种厚的砂轮片难度非常大。 砂轮的特性参数主要有磨料、粘度、硬度、结合剂、形状、尺寸等。 砂轮片型号 砂轮片上面有写明规格,印刷上面都可以看到比如A30Q4B这样的字样,这个说明很多东西。首先A代表了磨料棕刚玉,磨料还有其他的WA白刚玉BA黑刚玉等。A后面的30是代表粒度,细的粒度磨的光滑一些,表面粗糙程度较低,但是磨的速度慢;粗的粒度呢表面粗糙程度较大,但是磨的快。Q代表硬度。4 代表组织号。最厚的BF代表树脂结合剂 砂轮片规格 砂轮片有不同的的形状和尺寸,适用于不同的磨削加工。砂轮片由此旋转时受到很大的离心力的作用,如果没有足够的强度,砂轮片就会爆裂而引起严重事故。 离心力的大小与砂轮片圆周速度的平方成正比,所以当砂轮片圆周速度增人到—定数值别,离心力就会超过砂轮强度所允许的范围,使砂轮片爆裂,故各种砂轮片都规定了安全工作速度,具速度要远低个砂轮片爆裂的速度。砂轮片的安全工作速度在砂轮片上以最高工作速度标识,其安全系数为 1.5 1.磨料及其选择原则 磨料是砂轮的基本材料,在磨削时主要起切削的作用。 磨料硬度是指磨料这种物质本身所具有的硬度。 磨料分为天然磨料和人造磨料两大类。
砂轮的规格与选择
一、砂轮的种类与性能 (一)、概况 砂轮是磨削加工中最主要的一类磨具。砂轮是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。由于磨料、结合剂及制造工艺不同,砂轮的特性差别很大,因此对磨削的加工质量、生产率和经济性有着重要影响。砂轮的特性主要是由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。 (二)、砂轮的分类 砂轮种类繁多,按所用磨料可分为普通磨料(刚玉(Al2O3)和碳化硅等)砂轮和超硬磨料(金刚石和立方氮化硼)砂轮;按砂轮形状可分为平形砂轮、斜边砂轮、筒形砂轮、杯形砂轮、碟形砂轮等;按结合剂可分为陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等。 先有个感性认识,砂轮示例: 白刚玉砂轮 棕刚玉砂轮 绿碳化硅砂轮 金刚石砂轮 (三)、砂轮的属性 砂轮是用磨料和结合剂等制成的中央有通孔的圆形固结磨具。 砂轮的特性由磨料、粒度、硬度、结合剂、形状及尺寸等因素来决定,现分别介绍如下。 1、磨料及其选择 磨料是制造砂轮的主要原料,它担负着切削工作。因此,磨料必须锋利,并具备高的硬度、良好的耐热性和一定的韧性。常用磨料的名称、代号、特性和用途见表1。
3、结合剂及其选择 结合剂的作用是将磨粒粘合在一起,使砂轮具有必要的形状和强度。 (1)、陶瓷结合剂(V):化学稳定性好、耐热、耐腐蚀、价廉,占90%,但性脆,不宜制成薄片,不宜高速,线速度一般为35m/s。 (2)、树脂结合剂(B):强度高弹性好,耐冲击,适于高速磨或切槽切断等工作,但耐腐蚀耐热性差(300℃),自锐性好。
关于自锐性:砂轮的磨削作用主要靠磨粒外露的锋利的棱角,在磨削过程中,锋利的棱角会慢慢会磨掉而变钝,削弱砂轮的磨削能力。这时表面的磨粒会脱落或断裂,从而形成新的磨削刃,以达到锋利的磨削效果,这就是自锐性。 (3)、橡胶结合剂(R):强度高弹性好,耐冲击,适于抛光轮、导轮及薄片砂轮,但耐腐蚀耐热性差(200℃),自锐性好。 (4)、金属结合剂(M):青铜、镍等,强度韧性高,成形性好,但自锐性差,适于金刚石、立方氮化硼砂轮。 4、硬度及其选择 砂轮的硬度是指砂轮表面上的磨粒在磨削力作用下脱落的难易程度。砂轮的硬度软,表示砂轮的磨粒容易脱落,砂轮的硬度硬,表示磨粒较难脱落。(重要!砂轮的硬度并不是指砂轮的坚硬程度) 砂轮的硬度和磨料的硬度是两个不同的概念。同一种磨料可以做成不同硬度的砂轮,它主要决定于结合剂的性能、数量以及砂轮制造的工艺。磨削与切削的显著差别是砂轮具有“自锐性”,选择砂轮的硬度,实际上就是选择砂轮的自锐性,希望还锋利的磨粒不要太早脱落,也不要磨钝了还不脱落。 选择砂轮硬度的一般原则是:加工软金属时,为了使磨料不致过早脱落,则选用硬砂轮。加工硬金属时,为了能及时的使磨钝的磨粒脱落,从而露出具有尖锐棱角的新磨粒(即自锐性),选用软砂轮。前者是因为在磨削软材料时,砂轮的工作磨粒磨损很慢,不需要太早的脱离;后者是因为在磨削硬材料时,砂轮的工作磨粒磨损较快,需要较快的更新。 精磨时,为了保证磨削精度和粗糙度,应选用稍硬的砂轮。工件材料的导热性差,易产生烧伤和裂纹时(如磨硬质合金等),选用的砂轮应软一些。 知道工厂里是怎么测试砂轮硬度的吗?说起来您别笑:是用凿子剜的。
砂轮机型号
砂轮机型号 砂轮机是用来刃磨各种刀具、工具的常用设备。其主要是由基座、砂轮、电动机或其他动力源、托架、防护罩和给水器等所组成。今天装修界小编要给的大家介绍的是砂轮机型号以及砂轮机安全操作规程。砂轮机介绍砂轮机是用来刃磨各种刀具、工具的常用设备。 其主要是由基座、砂轮、电动机或其他动力源、托架、防护罩和给水器等所组成。砂轮
机型号MD3215 功率:0.25KW 电压:220V 转速:2800r/min 砂轮机规格:Φ150*20*Φ32mm MD3220 功率:0.50KW 电压:220V 转速:2800r/min 砂轮机规格:Φ200*25*Φ32mm MD3225 功率:0.75KW 电压:220V 转速:2800r/min 砂轮机规格:Φ250*25*Φ32mm M3215 功率:0.25KW 电压:380V 转速:2850r/min 砂轮机规格:Φ150*20*Φ32mm M3220 功率:0.50KW 电压:380V 转速:2850r/min 砂轮机规格:Φ200*25*Φ32mm M3225 功率:0.75KW 电压:380V 转速:2850r/min 砂轮机规格:Φ250*25*Φ32mm M3230 功率:1.5KW 电压:380V 转速:1420r/min 砂轮机规格:Φ300*40*Φ75mm砂轮机安全操作规程1、砂轮机应装置在荒僻平安的当地,扭转偏向制止对着通道,启动前,应行反省机械各部螺丝、砂轮防护罩、砂轮外表有无裂纹破损等,确认完好优越再启动。2、工件的托件必需装置结实、托架面要平坦,托架的地位与砂轮架的间隙不得大于3mm,夹持砂轮的法兰盘直径不得小于砂轮直径的1/3,夹力适中,对有均衡块的法兰盘,应在装好砂轮后,进步前辈行均衡测试,及格后方能运用。3、砂轮要坚持枯燥,避免受潮而降低强度。4、砂轮轴头紧固螺丝的转向,应与主轴扭转偏向相反,以坚持紧固。砂轮起动必需到达正常转速后,方准进行磨件。5、严禁两人
砂轮型号的选用
平面磨床磨削砂轮的选择砂轮磨具是磨削加工不可缺少的一种工具,砂轮选择合适与否,是影响磨削质量,磨削成本的重要条件。 本公司生产一系列的平面磨床,需配置不同的砂轮来适应各种工件的平面加工。 为方便用户及本公司设计、工艺人员选择,本文针对平面磨床磨削砂轮的选择,常用不同工件材料的砂轮选择进行汇总,以供大家使用参考(见附表)。 砂轮的种类很多,并有各种形状和尺寸,由于砂轮的磨料、结合剂材料以及砂轮的制造工艺不同,各种砂轮就具有不同的工作性能。 每一种砂轮根据其本身的特性,都有一定的适用范围。 因此,磨削加工时,必须根据具体情况(如所磨工件的材料性质、热处理方法、工件形状、尺寸及加工形式和技术要求等),选用合适的砂轮。 否则会因砂轮选择不当而直接影响加工精度、表面粗糙度及生产效率。 下面列出砂轮选择的基本原则以供参考。 一、普通砂轮的选择 1.磨料的选择磨料选择主要取决于工件材料及热处理方法。 a.磨抗张强度高的材料时,选用韧性大的磨料。 b.磨硬度低,延伸率大的材料时,选用较脆的磨料。 c.磨硬度高的材料时,选用硬度更高的磨料。 d.选用不易被加工材料发生化学反应的磨料。 最常用的磨料是棕刚玉(A)和白刚玉(WA),其次是黑碳化硅(C)和绿碳化硅(GC),其余常用的还有铬刚玉(PA)、单晶刚玉(SA)、微晶刚玉(MA)、锆刚玉(ZA)。
棕刚玉砂轮: 棕刚玉的硬度高,韧性大,适宜磨削抗拉强度较高的金属,如碳钢、合金钢、可锻铸铁、硬青铜等,这种磨料的磨削性能好,适应性广,常用于切除较大余量的粗磨,价格便宜,可以广泛使用。 白刚玉砂轮: 白刚玉的硬度略高于棕刚玉,韧性则比棕刚玉低,在磨削时,磨粒容易碎裂,因此,磨削热量小,适宜制造精磨淬火钢、高碳钢、高速钢以及磨削薄壁零件用的砂轮,成本比棕刚玉高。 黑碳化硅砂轮: 黑碳化硅性脆而锋利,硬度比白刚玉高,适于磨削机械强度较低的材料,如铸铁、黄铜、铝和耐火材料等。 绿碳化硅砂轮: 绿碳化硅硬度脆性较黑碳化硅高,磨粒锋利,导热性好,适合于磨削硬质合金、光学玻璃、陶瓷等硬脆材料。 铬刚玉砂轮: 适于磨削刀具,量具、仪表,螺纹等表面加工质量要求高的工件。 单晶刚玉砂轮: 适于磨削不锈钢、高钒高速钢等韧性大、硬度高的材料及易变形烧伤的工件。 微晶刚玉砂轮: 适于磨削不锈钢、轴承钢和特种球墨铸铁等,用于成型磨,切入磨,镜面磨削。 锆刚玉砂轮:
砂轮的种类
砂轮的种类很多,并有各种形状和尺寸,由于砂轮的磨料、结合剂材料以及砂轮的制造工艺不同,各种砂轮就具有不同的工作性能。每一种砂轮根据其本身的特性,都有一定的适用范围。因此,磨削加工时,必须根据具体情况(如所磨工件的材料性质、热处理方法、工件形状、尺寸及加工形式和技术要求等),选用合适的砂轮。否则会因砂轮选择不当而直接影响加工精度、表面粗糙度及生产效率。下面列出砂轮选择的基本原则以供参考。 一、普通砂轮的选择 1. 磨料的选择磨料选择主要取决于工件材料及热处理方法。 a. 磨抗张强度高的材料时,选用韧性大的磨料。 b. 磨硬度低,延伸率大的材料时,选用较脆的磨料。 c. 磨硬度高的材料时,选用硬度更高的磨料。 d. 选用不易被加工材料发生化学反应的磨料。 最常用的磨料是棕刚玉(A)和白刚玉(WA),其次是黑碳化硅(C)和绿碳化硅(GC),其余常用的还有铬刚玉(PA)、单晶刚玉(SA)、微晶刚玉(MA)、锆刚玉(ZA)。 棕刚玉砂轮:棕刚玉的硬度高,韧性大,适宜磨削抗拉强度较高的金属,如碳钢、合金钢、可锻铸铁、硬青铜等,这种磨料的磨削性能好,适应性广,常用于切除较大余量的粗磨,价格便宜,可以广泛使用。 白刚玉砂轮:白刚玉的硬度略高于棕刚玉,韧性则比棕刚玉低,在磨削时,磨粒容易碎裂,因此,磨削热量小,适宜制造精磨淬火钢、高碳钢、高速钢以及磨削薄壁零件用的砂轮,成本比棕刚玉高。 黑碳化硅砂轮:黑碳化硅性脆而锋利,硬度比白刚玉高,适于磨削机械强度较低的材料,如铸铁、黄铜、铝和耐火材料等。 绿碳化硅砂轮:绿碳化硅硬度脆性较黑碳化硅高,磨粒锋利,导热性好,适合于磨削硬质合金、光学玻璃、陶瓷等硬脆材料。 铬刚玉砂轮:适于磨削刀具,量具、仪表,螺纹等表面加工质量要求高的工件。 单晶刚玉砂轮:适于磨削不锈钢、高钒高速钢等韧性大、硬度高的材料及易变形烧伤的工件。 微晶刚玉砂轮:适于磨削不锈钢、轴承钢和特种球墨铸铁等,用于成型磨,切入磨,镜面磨削。 锆刚玉砂轮:适于磨削奥氐体不锈钢、钛合金、耐热合金,特别适于重负荷磨削。 2. 粒度的选择主要取决于被磨削工件的表面粗糙度和磨削效率。
砂轮机型号【大全】
砂轮机型号 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 砂轮机是用来刃磨各种刀具、工具的常用设备,也用作普通小零件进行磨削、去毛刺及清理等工作。其主要由基座、砂轮、电动机或其他动力源、托架、防护罩和给水器等所组成。可分为手持式砂轮机、立式砂轮机、悬挂式砂轮机、台式砂轮机等。 砂轮机是一种机械加工磨具,在多个行业都有应用。如机械加工过程中,因刀具磨损变钝或者刀具损坏,失去切削能力,必须要对刀具在砂轮上进行刃磨,恢复其切削能力。 砂轮机类型有: 台式砂轮机 立式砂轮机(落地式砂轮机) 除尘式砂轮机(环保型砂轮机,吸尘式砂轮机) 手持式砂轮机 悬挂式砂轮机 它驱式砂轮机 软轴式砂轮机 防爆式砂轮机
滤板型砂轮机(滤板除尘式砂轮机) 除尘式侧磨砂轮机 砂轮机规定型号: 砂轮机的型号应符合GB/T 9088规定 砂轮机构造: 其主要是由基座、砂轮、电动机或其他动力源、托架、防护罩和给水器等所组成,砂轮是设置于基座的顶面,基座内部具有供容置动力源的空间,动力源传动一减速器,减速器具有一穿出基座顶面的传动轴供固接砂轮,基座对应砂轮的底部位置具有一凹陷的集水区,集水区向外延伸一流道,给水器是设于砂轮一侧上方,给水器内具有一盛装水液的空间,且给水器对应砂轮的一侧具有一出水口。具有整体传动机构十分精简完善,使研磨的过程更加方便顺畅及提高整体砂轮机的研磨效能的功效。 砂轮较脆、转速很高,使用时应严格遵守安全操作规程。 1.砂轮机的旋转方向要正确,只能使磨屑向下飞离砂轮。 2.砂轮机启动后,应在砂轮机旋转平稳后再进行磨削。若砂轮机跳动明显,应及时停机修整。 3.砂轮机托架和砂轮之间应保持3mm的距离,以防工件插入造成事故。 4.磨削时应站在砂轮机的侧面,且用力不宜过大。 5.根据砂轮使用的说明书,选择与砂轮机主轴转数相符合的砂轮。 6.新领的砂轮要有出厂合格证,或检查试验标志。安装前如发现砂轮的质量、硬度、粒度和外观有裂缝等缺陷时,不能使用。 7.安装砂轮时,砂轮的内孔与主轴配合的间隙不宜太紧,应按松动配合的技术要求,一般控
磨齿机型号大全
磨齿机型号 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 19世纪末,为了磨削插齿刀,在美国创制了大平面砂轮磨齿机。20世纪初,随着汽车工业的发展,德国研制出锥面砂轮磨齿机,美国采用成形砂轮磨削汽车齿轮。1914年,为了提高齿轮精度,瑞士制造出碟形砂轮磨齿机,采取了补偿砂轮磨损等措施。30年代后期,瑞士又研制出蜗杆砂轮磨齿机,提高了效率。 依据齿轮磨齿原理的不同,磨齿机分为展成砂轮磨齿机和成形砂轮磨齿机。 1、展成砂轮磨齿机特点 展成磨齿法是基于啮合切削原理的磨齿方法。展成法磨齿对砂轮要求简单,同一模数齿轮磨削时,只需相同的砂轮即可,并对砂轮的修整要求不高,因而展成磨齿机得到了充分发展,形成了多种系列产品。 在展成砂轮磨齿机中,蜗杆砂轮磨齿机应用最广。其加工原理和滚齿机类似,一个具有蜗杆形状的砂轮连续与齿轮啮合,从而展成轮齿的渐开线形状。该方法是磨齿工艺中效率较高的方法之一,在中小模数齿轮批量磨齿加工中效率最高,运用最为广泛。 2、成形砂轮磨齿机特点 成形砂轮磨齿法是基于成形加工原理的磨齿方法,是通过使用特定轮廓的砂轮磨削齿轮。成形磨齿法多用于大直径,大模数,少齿数齿轮加工。随着现代数控技术的快速发展,相对展成砂轮磨齿机,成形砂轮磨齿机的优势越来越明显,主要表现在: (1)操作、调整方便。机床无展成运动、结构简单、控制与调整更方便。 (2)效率高。砂轮磨削接触面积大于展成磨,单位时间磨削量大大增加。同时采用深切缓进给与强力冷却技术,在降低磨削烧伤概率的情况下,减少了粗磨次数,进一步提高了磨削效率。
砂轮的选择
砂轮明细表
常用砂轮规格列表 砂轮规格多样,因使用而异,因此以下所列规格为国标范围内的列举,可根据客户需要定做产品. 部分砂轮常用规格对照表(单位:mm) 砂轮外径(D) 砂轮厚度(H) 砂轮孔径(d) 4 3(1/8英寸) 3(1/8英寸) 6 5(3/16英寸) 6(1/4英寸) 8 6(1/4英寸) 10(3/8英寸) 10 &n 外圆磨床与外圆磨砂轮 外圆磨床,磨床中的一种,适用于磨削各种中小型零件的圆柱或圆锥形外圆,特别适用于电动工具、摩托车、工业缝纫机、精密仪器等轴类零件的加工。外圆磨床所对应的砂轮称为外圆磨砂轮。砂轮外径有400mm,450mm,500mm,600mm,750mm等,砂轮厚度有 40mm,50mm,63mm,75mm,100mm,200mm等,孔径有127mm,203mm,305mm等。 内圆磨床与内圆磨床砂轮 内圆磨床与内圆磨床砂轮:是磨床类型中的一个品种。这种内圆磨床主要用于磨削产品的内圆孔,其中内圆孔的形状有带锥形、球形、半球形等,(包扩通孔、盲孔)和小于60°的圆锥孔,内圆磨床中的内圆磨床砂轮所用的砂轮有锥形、球形、半球形、圆柱形等形状,在实际生产中,该内圆磨砂轮,因很多品种和规格是根据客户所需要而定的,所以,这种砂轮的规格就特别多,例如:20*20*6、25*25*6、30*30*6-10。35*30*8-10、40*40*10-13、直至80*60*20等,内圆磨床砂轮削砂轮的选择要点:应根据不同的工件尺寸选用不同的砂轮,并尽可能选大些; 平面砂轮 平面砂轮:平面砂轮是砂轮中的一种,因砂轮两个平面面为平面,故称平面砂轮,生产这种砂轮的材料有多种,主要用于磨削工件的平面而得名,砂轮
砂轮的特性及种类
砂轮的特性及种类 砂轮是磨削的主要工具,它是由磨料和结合剂构成的多孔物体。其中磨料、结合剂和孔隙是砂轮的三个基本组成要素。随着磨料、结合剂及砂轮制造工艺等的不同,砂轮特性可能差别很大,对磨削加工的精度、粗糙度和生产效率有着重要的影响。因此,必须根据具体条件选用合适的砂轮。 砂轮的特性由磨料、粒度、硬度、结合剂、形状及尺寸等因素来决定,现分别介绍如下。 ( 1 )磨料及其选择磨料是制造砂轮的主要原料,它担负着切削工作。因此,磨料必须锋利,并具备高的硬度、良好的耐热性和一定的韧性。常用磨料的名称、代号、特性和用途见表1 。 表1 常用磨料
注:括号内的代号是旧标准代号。 ( 2 )粒度及其选择粒度指磨料颗料的大小。粒度分磨粒与微粉两组。磨粒用筛选法分类,它的粒度号以筛网上一英寸长度内的孔眼数来表示。例如60 # 粒度的的磨粒,说明能通过每英寸长有60 个孔眼的筛网,而不能通过每英寸70 个孔眼的筛网。微粉用显微测量法分类,它的粒度号以磨料的实际尺寸来表示(W )。各种粒度号的磨粒尺寸见表2 。 表2 磨料粒度号及其颗粒尺寸
注:比14 # 粗的磨粒及比W3.5 细的微粉很少使用,表中未列出。 磨料粒度的选择,主要与加工表面粗糙度和生产率有关。 粗磨时,磨削余量大,要求的表面粗糙度值较大,应选用较粗的磨粒。因为磨粒粗、气孔大,磨削深度可较大,砂轮不易堵塞和发热。精磨时,余量较小,要求粗糙度值较低,可选取较细磨粒。一般来说,磨粒愈细,磨削表面粗糙度愈好。 不同粒度砂轮的应用见表3 。 表3 不同粒度砂轮的使用范围 ( 3 )结合剂及其选择砂轮中用以粘结磨料的物质称结合剂。砂轮的强度、抗冲击性、耐热性及抗腐蚀能力主要决定于结合剂的性能。常用的结合剂种类、性能及用途见表4 。 表4 常用结合剂
各类机床型号分类
各类机床型号分类 This manuscript was revised on November 28, 2020
课题1 金属切削机床 金属切削机床是用刀具切削的方法将金属毛坯加工成机器零件的机器,它是制造机器的机器,所以又称为“工作母机”,习惯上简称为机床。机床是机械制造的基础机械,其技术水平的高低,质量的好坏,对机械产品的生产率和经济效益都有重要的影响。金属切削机床诞生到现在已经有一百多年了,随着工业化的发挥咱,机床品种越来越多,技术也越来越复杂。我国第三次工业普查的结果表明,截止到1995年底,我国机床拥有量为383.52万台,其中金属切削机床为298.39万台,已占机床总数的77.80%。 一、金属切削机床的分类、型号与主要技术参数 机床主要是按加工方法和所用刀具进行分类,根据国家制定的机床型号编制方法,机床分为11大类: 车床,钻床,镗床,磨床,齿轮加工机床,螺纹加工机床,铣床,刨插床,拉床,锯床和其他机床。 在每一类机床中,又按工艺范围,布局型式和结构性能分为若干组,每一组又分为若干个系(系列)。 除了上述基本分类方法外,还有其它分类方法: 1.按照万能性程度,机床可分为: ①通用机床:这类机床的工艺范围很宽,可以加工一定尺寸范围内的多种类型零件,完成多种多样的工序。如,卧式车床,万能升降台铣床,万能外圆磨床等。 ②专门化机床:这类机床的工艺范围较窄,只能用于加工不同尺寸的一类或几类零件的一种(或几种)特定工序。如,丝杆车床,凸轮轴车床等。 ③专用机床:这类机床的工艺范围最窄,通常只能完成某一特定零件的特定工序。如,加工机床主轴箱体孔的专用镗床,加工机床导轨的专用导轨磨床等。它是根据特定的工艺要求专门设计,制造的,生产率和自动化程度较高,使用于大批量生产。组合机床也属于专用机床。 2.按照机床的工作精度,可分为普通精度机床,精密机床和高精度机床。 3.按照重量和尺寸,可分为仪表机床,中型机床(一般机床),大型机床(质量大于10t),重型机床(质量在30t以上)和超重型机床(质量在100t以上)。 4.按照机床主要器官的数目,可分为单轴,多轴,单刀,多刀机床等。 5.按照自动化程度不同,可分为普通,半自动和自动机床。自动机床具有完整的自动工作循环,包括自动装卸工件,能够连续的自动加工出工件。半自动机床也有完整的自动工作循环,但装卸工件还需人工完成,因此不能连续地加工。
常用树脂砂轮规格
常用树脂砂轮规格 common specifications 直径X厚度X孔径 D x H x d D x H x d 20x6x6 20x8x6 20x10x620x13x6 20x16x620x20x6 20x25x6,1020x32x6,10 25x6x6,1025x8x6,10 25x10x6,1025x13x6,10 25x16x6,1025x20x6,10 25x25x6,1025x32x6,10 25x40x6,1025x50x6,10 30x6x1030x8x10 30x10x1030x13x10 30x16x1030x20x10 30x25x1030x32x10 30x40x1030x50x10 30x63x1035x6x10 35x8x1035x10x10 35x13x1035x16x10 35x20x1035x25x10 35x40x10 35x50x1035x63x10 40x6x10,13,1640x8x10,13x16 40x10x10,13,1640x13x10,13,16 40x16x10,13,1640x20x10,13,16 40x25x10,13,1640x32x10,13,16 40x40x10,13,1640x50x10,13,16 40x63x10,13,1645x8x16 45x10x1645x13x16 45x16x1645x20x16 45x25x1645x32x16 45x40x1645x50x16 45x63x1650x6x13,16 50x8x13,1650x10x13,16 50x13x13,1650x16x13,16 50x20x13,1650x25x13,16 50x32x13,1650x40x13,16 50x50x13,1650x63x13,16
各种磨床配套砂轮型号
供应M1040无心磨床配套砂轮350*125*127 无锡东联专业经销三圈砂轮,远东砂轮,人民砂轮,青岛砂轮,海狮砂轮。 无心外圆磨床与专用磨床砂轮介绍 1、砂轮架固定式无心外圆磨床,这种形式的无心磨床的砂轮架固定在床身上,导轮和托架之间可作相对调整移动,在通磨或切入磨削时,导轮、托架和工件一同作进给和补偿运动。 2、砂轮架移动式无心外圆磨床,这种形式的无心磨床的托架固定在床身上,砂轮架和导轮架相对托架可作调整运动,特殊情况下可做进给运动。这类无心磨床的砂轮、导轮主轴多数采用双支承结构形式。 3、倾斜式无心外圆磨床,这种形式的砂轮、导轮中心连线与水平面倾斜α角。托架固定在床身上,砂轮、导轮主轴为双支承结构。导轮架相对托架可做调整运动,砂轮架作进给补偿运动。 无心外圆磨床型号M1010磨床专用砂轮规格:棕刚玉砂轮125*50*50A砂轮、白刚玉砂轮125*50*50W A砂轮、绿碳化硅砂轮125*50*50GC砂轮、铬刚玉砂轮125*50*50PA砂轮。 无心外圆磨床型号M1025、M1020、M1025k磨床专用砂轮规格:棕刚玉砂轮300*100*127A 砂轮、白刚玉砂轮300*100*127W A砂轮、绿碳化硅砂轮300*100*127GC砂轮、铬刚玉砂轮300*100*127PA砂轮。 无心外圆磨床型号M1040磨床专用砂轮规格:棕刚玉砂轮350*125*127A砂轮、白刚玉砂轮350*125*127W A砂轮、绿碳化硅砂轮350*125*127GC砂轮、铬刚玉砂轮350*125*127PA 砂轮。M1040磨床专用导轮规格:250*125*75和150*25*25分别有人民牌导轮、中华牌导轮。 无心外圆磨床型号M1050磨床专用砂轮规格:棕刚玉砂轮400*150*203A砂轮、白刚玉砂轮400*150*203W A砂轮、绿碳化硅砂轮400*150*203GC砂轮、铬刚玉砂轮400*150*203PA 砂轮。M1050磨床专用导轮规格:人民牌导轮300*150*127、中华牌导轮300*150*127。 无心外圆磨床型号GT1050磨床专用砂轮规格:棕刚玉砂轮450*150*250A砂轮、白刚玉砂轮450*150*250W A砂轮、绿碳化硅砂轮400*150*250GC砂轮、铬刚玉砂轮450*150*250PA 砂轮。GT1050磨床专用导轮规格:人民牌导轮350*225*305、中华牌导轮350*225*305。 无心外圆磨床型号M1075磨床专用砂轮规格:棕刚玉砂轮300*150*127A砂轮、白刚玉砂轮300*150*127W A砂轮、绿碳化硅砂轮300*150*127GC砂轮、铬刚玉砂轮300*150*127PA 砂轮。M1075磨床专用导轮规格:人民牌导轮300*150*127、中华牌导轮300*150*127。 无心外圆磨床型号M1080磨床专用砂轮规格:棕刚玉砂轮500*150*305A砂轮、白刚玉砂