起重机自动纠偏系统的改进
起重机自动纠偏系统的改进
摘要:本文主要探讨了起重机自动纠偏系统的改进和纠偏系统。
关键词:起重机;自动偏离;系统改进
前言
门式起重机在大型工矿企业、港口中有着广泛的应用。在大跨度门式起重机工作时,由于跨度大,经过长时间运行会出现两侧支腿超前或滞后,会使主梁变形,严重影响了起重机的使用时间和安全运行,为了解决这些问题,用户对纠偏技术提出很严格的要求,传统的纠偏方法是依靠手动操作和仪器测量调整,但是,起重机运行比较频繁,这样不但效率低、而且存在严重的安全隐患。本文中基于PLC和传感器的自动纠偏装置克服了以上的集中问题,而且实时监控起重机运行状态,实时在偏差范围进行自动纠偏。
1.装置的组成
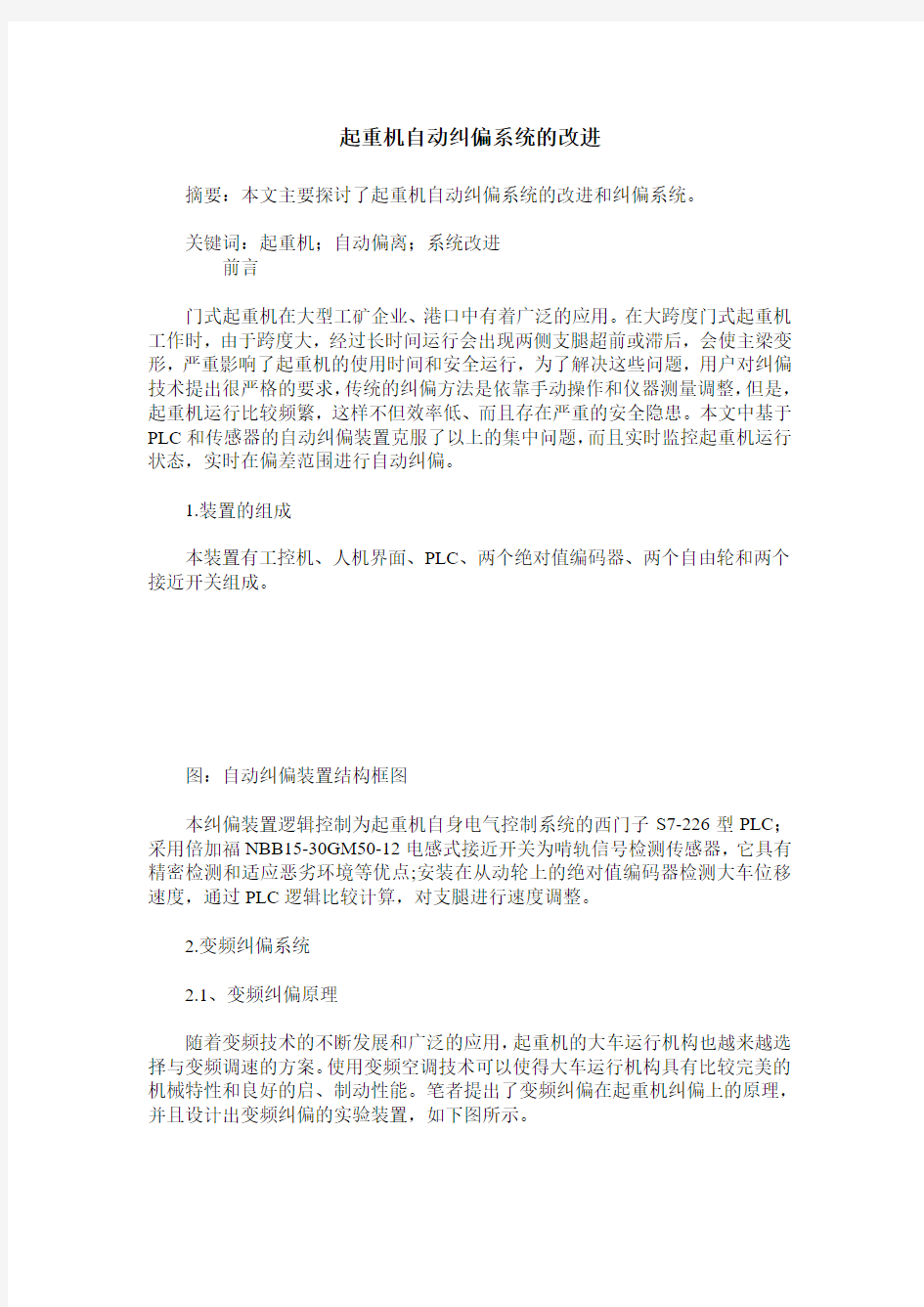
本装置有工控机、人机界面、PLC、两个绝对值编码器、两个自由轮和两个接近开关组成。
图:自动纠偏装置结构框图
本纠偏装置逻辑控制为起重机自身电气控制系统的西门子S7-226型PLC;采用倍加福NBB15-30GM50-12电感式接近开关为啃轨信号检测传感器,它具有精密检测和适应恶劣环境等优点;安装在从动轮上的绝对值编码器检测大车位移速度,通过PLC逻辑比较计算,对支腿进行速度调整。
2.变频纠偏系统
2.1、变频纠偏原理
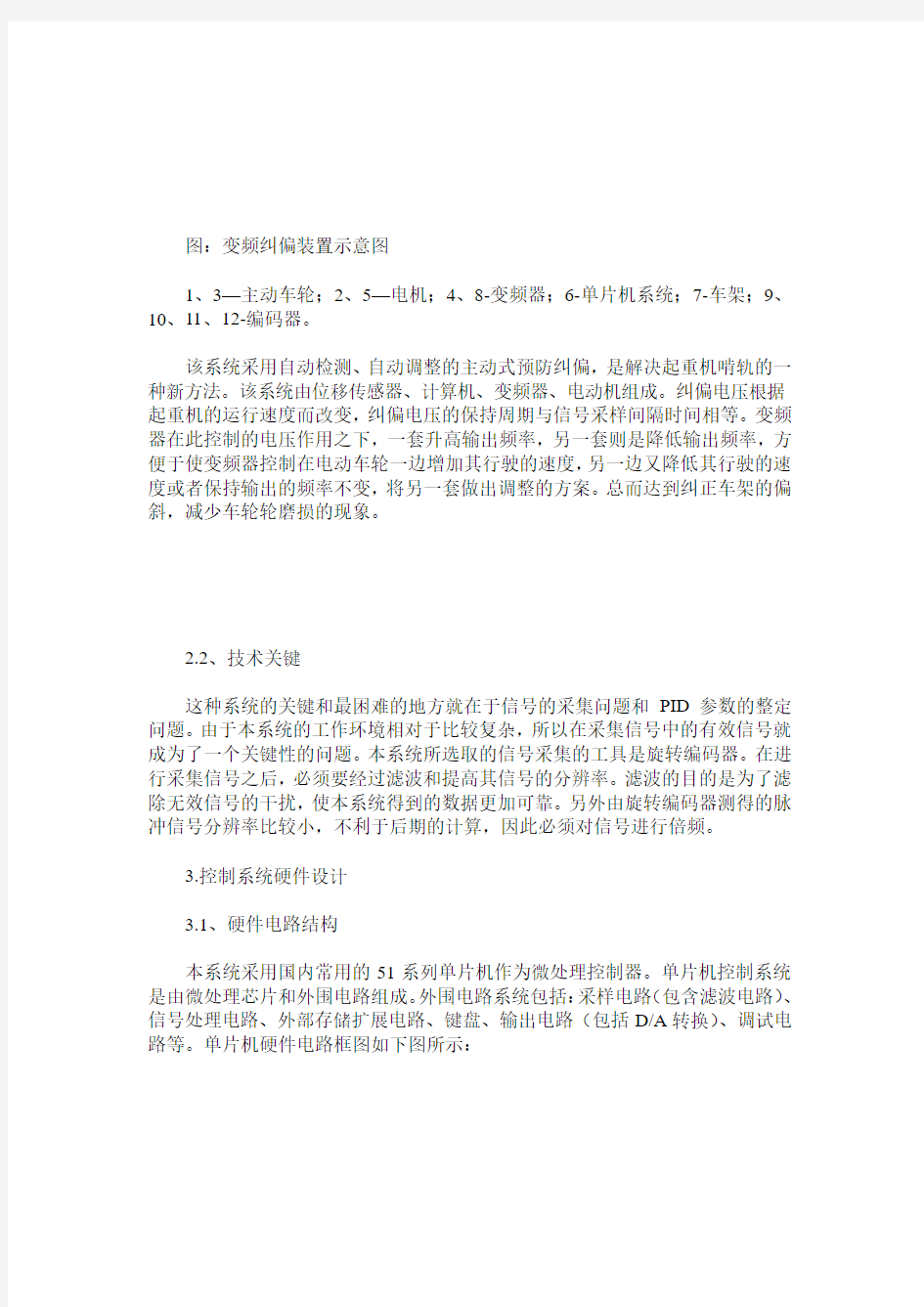
随着变频技术的不断发展和广泛的应用,起重机的大车运行机构也越来越选择与变频调速的方案。使用变频空调技术可以使得大车运行机构具有比较完美的机械特性和良好的启、制动性能。笔者提出了变频纠偏在起重机纠偏上的原理,并且设计出变频纠偏的实验装置,如下图所示。
皮带自动纠偏装置
我们的耕耘是为了您更好地收获! 郑州现代自动输送装备有限公司 简介及近期业绩 2010.08
目录 一郑州现代自动输送装备有限公司简介 (2) 二河南省现代机械电子研究所简介 (3) 郑州现代自动输送装备有限公司,隶属于河南省现代机械电子研究所,是专门致力于各种物品自动输送、自动称重系统的研发、设计、制造、安装和集成的创新型企业。 一郑州现代自动输送装备有限公司简介 郑州现代自动输送装备有限公司,隶属于河南省现代机械电子研究所,是专门致力于各种物品输送系统的研发、设计、制造、安装和集成的创新型企业。公司坐落于国家郑州经济技术开发区河南留学人员创业园内。公司主要产品应用于食品、化妆品、制药、图书、邮政、电子、电器、饮料、车辆制造等行业。公司优秀物流专家、设备集成专家及高级技术人员承担过很多物流系统方案设计和设备集成项目,并荣获过多项奖励。 公司为了让客户放心使用我们的产品,牢固树立质量和服务意识,我们坚定遵循“以质量求发展,以诚信促发展”的路子,做一个工程,树一方丰碑。让我们的服务为用户创造更多的价值是我们一贯的追求。 为保证质量,我们从公司组织结构、人才构成、设计工具、加工设备、安装调测技术等多方面着手,全面支撑公司质量创优。我公司的最大特点和优势在于对物流输送系统的最优化设计。我们在物流输送系统设备集成中非常重视系统设计与产品设计的和谐统一,没有整个系统的最优化设计,局部产品再好,系统整体效率也是很低的,也不能称其为一个效率最优的系统。因为物流输送系统是非标系统,不同的工程项目有着千差万别的区别,为了满足不同的需求,就必须具体问题具体分析,做出具体项目的最优设计方案,进而才能制造出优质的产品。
桥式起重机的常见故障及排除方法
桥式起重机的常见故障及排除方法 下面就从机械、电气和金属结构三个方面阐述桥式起重机的常见故障及排除方法。 一、机械传动方面的常见故障 1、制动器刹车不灵、制动力矩小,起升机构发生溜钩现象;在运行机构中发生溜车现象。其原因分析及其解决方法叙述于后: (1) 制动轮表面有油污、摩擦系数减小导致制动力矩减小故刹不住车。可用煤油或汽油将表面油污清洗干净即可解决。 (2) 制动瓦衬磨损严重、铆钉裸露,制动时铆钉与制动轮表面接触,不但降低制动力矩刹不住车而且又拉伤制动轮表面,危害较大。更换制动瓦衬即可。 (3) 主弹簧调整不当、张力小而导致制动力矩减小、刹不住车而产生溜车或溜钩现象。重新调整制动器使其主弹簧张力增大。 (4) 主弹簧疲劳、材料老化或产生裂纹、无弹力、张力显著减小而刹不住车。应更换新弹簧并调整之。 (5) 制动器安装不当、其制动架与制动轮不同心或偏斜而导致溜钩或溜车现象。通常先把制动器闸架地脚螺栓松开,然后将制动器调紧,使闸瓦抱紧制动轮,这时再将悬浮的制动器闸架底部间隙填实,然后再紧固地脚固定螺栓,即可达到二者同心。 (6) 电磁铁冲程调整不当或长行程制动电磁铁水平杆下面有支承物,导致刹不住车。通常重新调整磁铁冲程或去掉支承物即可解决。 (7)液压推动器的叶轮转动不灵活,导致刹车力矩减小。调整叶轮消除卡塞阻力,使叶轮转动滑块即可解决。 2、制动器打不开。导致制动器打不开的原因及排除方法有以下几种: (1) 主弹簧张力过大、电磁铁磁拉力小于主弹簧的张力,故打不开闸,重新
调整制动器,使主弹簧张力减小即可。 (2) 制动器杠杆传动系统有卡住现象,松闸力在传递中受阻,故打不开闸。检查传动系统,消除卡塞现象即可解决。 (3) 制动器制动螺杆弯曲,螺杆头顶碰不到磁铁动铁芯,故无法推开制动闸瓦。拆开制动器,取下螺杆将其调直或更换螺杆即可。 (4) 制动瓦衬胶粘在有污垢的制动轮工作面上。 消除制动轮表面上的污垢即可解决。 (5) 电磁铁线圈被烧毁或其接线折断、制动电磁铁无磁拉力所致。 更换制动线圈或接通线圈接线即可。 (6) 液压推动器的叶轮卡住。 消除叶轮卡塞故障即可。 (7) 线路电压降过大,导致制动电磁铁线圈电压低于额定电压的80%、磁铁磁拉力小于主弹簧的张力,故打不开闸。 消除电压降和原因,恢复正常电压值即可解决。 3、制动器工作时,制动瓦衬发热,“冒烟”,并有烧焦味道产生,瓦衬迅速磨损。 (1) 制动瓦衬与制动轮间的间隙调整不当、间隙过小、工作时瓦衬始终接触制动轮工作面而摩擦生热所致。 重新调整瓦衬与制动轮间的间隙,使其均匀且在工作时完全脱开,不与制动轮接触。 (2) 短行程制动器的副弹簧失效,推不开制动闸瓦,使闸瓦始终贴于制动轮表面上工作,长期摩擦生热所致。 更换副弹簧且重新调整制动器。 (3) 制动器闸架与制动轮不同心,制动瓦边缘与制动轮工作面脱不开而摩擦
皮带机皮带跑偏自动纠偏装置
专利申请技术交底书(发明) 1、名称:伸缩式皮带机皮带跑偏自动纠偏装置 2、检索结论 检索词:皮带跑偏 IPC分类号: 检索式:B65G39/ic1 and (皮带or 校正or 跑偏)/ab 检索结论分析:经仔细查看上述各项专利说明书得出,其中专利号为99230432.6名称为“立辊可调式全自动纠偏装置”为本专利申请的最接近现有技术,具有参考价值,其公开了一种用于带式输送机的立辊可调式全自动纠偏装置。主要由立辊、立辊支架、托辊支架、和连杆组成;托辊支架与连杆相连;弯折状的立辊支架通过销轴与固定于机架上的立辊支架座相连,立辊支架可绕销轴转动;立辊安置于两侧立辊支架上的调节槽内,立辊支架的下端与连杆相连。连杆的中部设有可调节其长短的轴接头。 输送机正常工作时,若皮带向左侧跑偏,皮带挤压左侧立辊1,并产生摩擦
力;而在右侧,皮带与右侧立辊1间距增大。由于左侧立辊1受皮带的挤压、摩擦作用而动作,并通过立辊支架2带动连杆8和托辊支架4动作,使得中间和右侧的托辊3迅速向右侧转动,将皮带纠正。皮带复位后,三托辊3亦处于正常运行状态。 本申请与最接近的专利的对比分析: 经仔细分析得出:本专利申请的创新点是,采用窄平结构,方便机构的布置。巧妙的利用了楔面,使控制平稳进行。所有机构均布置在上下皮带之间,非常适合伸缩式皮带输送车皮带改向处的纠偏。没有为上述专利所公开,即国内外没有与此申请完全相同的文献公开。 3、背景技术 本发明属于一种全机械式皮带跑偏自动纠偏装置,特别适用于伸缩式皮带输送车等一类利用皮带输送物料的专用车辆以及其它利用皮带输送物料的设备。 伸缩式皮带输送车是一种开式输送设备。由于其输送的物料范围广,能输送三级砼料甚至更高级砼料,因此许多大型工程项目中为提高工程质量、进度,提
起重机械常见故障原因分析及处理
起重机械常见故障原因分析及处理 摘要:起重机是现代机械化生产的重要传输设备,能够满足大型、重型货物的升降运输需要。随着国内工业经济的逐渐发展,各种形式的起重机设备得到了广泛运用,显著降低了人工操作的难度。由于起重机具备体积大、结构多、操作难等特点,其在使用过程中容易出现故障问题,从而引发安全意外事故。针对这一点,本文首先介绍了起重机械使用过程中的不安全应诉,然后主要分析了起重机安全故障的原因、分析、处理方法以及一些改进措施。 关键词:起重机械;安全故障;改进; 起重机械是指用于垂直升降或者垂直升降并水平移动重物的机电设备,其范围规定为额定起重量大于或者等于0.5t的升降机;额定起重量大于或者等于1t,且提升高度大于或者等于2m的起重机和承重形式固定的电动葫芦等。在企业里运用较为平凡的主要有电动葫芦、单梁桥式起重机及双梁桥式起重机。一般情况下生产型企业运用起重机械主要是在检修的时候辅助使用,且运行环境较恶劣,使用率不高,但是故障率较高,据统计,检修用起重机械每年平均的使用次数约为6次,但是发生故障为1.2次,从而影响检修进度、增加维修费用及成本,且对检修时的安全埋下了极大的隐患。因此,判断起重机械的故障原因并采取有效的的措施预防其故障的发生就显得尤为重要。 1.起重机械使用过程中存在的不安全因素 近几年,国家对特种设备的安全很重视,先后制定了《特种设备安全监察条例》、《起重机械安全监察规定》等多项法规、标准,加强了对起重机械的监察管理工作,有效地控制了事故发生。但由于种种原因,起重机械仍然存在许多不安全因素,起重机械存在的不安全因素主要有以下几点: 1.1人为因素 由人为因素引起的起重机械事故较多,主要表现在:
起重机起升故障的排除实用版
YF-ED-J8514 可按资料类型定义编号 起重机起升故障的排除实 用版 Management Of Personal, Equipment And Product Safety In Daily Work, So The Labor Process Can Be Carried Out Under Material Conditions And Work Order That Meet Safety Requirements. (示范文稿) 二零XX年XX月XX日
起重机起升故障的排除实用版 提示:该安全管理文档适合使用于日常工作中人身安全、设备和产品安全,以及交通运输安全等方面的管理,使劳动过程在符合安全要求的物质条件和工作秩序下进行,防止伤亡事故、设备事故及各种灾害的发生。下载后可以对文件进行定制修改,请根据实际需要调整使用。 一台QY25型汽车起重机在使用过程中,出现主起升机构有响声、起升无力(6倍率钢丝绳吊重16t时吊不起来)的现象。 (1)起升机构有响声。据观察分析故障可能出在平衡阀上,该阀从意大利进口,其遥控接口装有单向阻尼组合阀(阻尼靠螺纹调节),其原理是打开慢(延时2s)、回油快,使平衡阀对起升机构起到更加安全的保护作用。故障原因可能是,因长期使用,对液压系统保养不及时,阻尼部分有少许油污,使阻尼加重,导致打开延时变长(约8s),造成平衡阀打开与起升
制动打开不协调,发出“当、当”的打齿声响,拆下平衡阀清洗、组装、调整后,延时达到出厂要求,故障现象消失。 (2)起升无力。原因一般有:液压马达泄油量太大,容积效率明显降低,起升无力;控制元件溢流阀(先导式)泄油,系统压力上不去,起升无力。拆下马达泄油口,操纵起升机构观察,泄油量正常;拆下上车阀组的起升溢流阀(插装式)检查发现,1个O形圈轻微损坏,导致泄油,压力上不去。更换O形圈后,调整压力达到设计值。吊重试车,工作恢复正常。
对中纠偏系统
对中纠偏系统 在工业生产中,一般长度在10米以上生产线,如冶金行业铜版、铁板、不锈钢板、织布和印染行业的布料及造纸行业的纸卷在连续生产中都要保证材料处于一定的横向位置,如材料跑偏会造成材料的损失,严重时造成设备的损坏。为保证生产安全顺利的进行,一般会在生产线上安装数套对中(CPC)或纠偏(EPC)装置。 现着重介绍卷取机纠偏系统 一、系统说明 卷取机纠偏系统是一个连续的闭环式调节系统,有探测头连续的测量板带位置变化,将板带的位置偏差信号输入电控系统,电控系统的输出与液压站电液伺服阀相连,伺服阀驱动与卷取机相连的液压缸而使卷取机跟踪进带位置,卷取机和测量探头的相接使板带能准确地卷取。 二、卷取机纠偏、 开卷机的纠偏和中间纠偏控制是对板带位置的偏差进行纠正,卷取机的纠偏则是对板带的位置进行跟踪;并不是对板带位置的偏差进行纠正,而是跟踪进板的位置;这样就可以使板带边缘在卷取时对准一点而使带卷的一边平齐。 采用对边纠偏装置,使探测头测量板带的一边,对准一点进行精确的卷取;当板带边缘尚未剪齐,或下一道工序板带仍需对中纠偏时,应采用这种纠偏卷取。
对于任何卷取机的纠偏系统,探测头必须安装在导向辊附近,并与卷取机相连以保证同步移动;这种连接可以通过机械的金属臂直接相连或电的同步跟踪来实现。有一点十分重要需加以注意,那就是板带需紧贴导向辊而没有相对滑动,因此板带的导向辊上应有一定的包角,导向辊的直径必须足够大,以确保板带在一定的张力下精确的卷取。 三、系统原理图 1、采用红外线光电探边器控制的EPC系统 卷取机 纠偏原理图(一)
2、采用单片机和CCD光电探边器控制的EPC系统 卷取机 纠偏原理图(二)
起重机常见机械故障及排除方法
起重机常见机械故障及排除方法 (三者等三大部分组成,起重机械一般由机械、金属结构和电器 各有特性又有相互关联) 机械部分是指: 。起升、运行、变幅和旋转等机构 起重机械技术检验教材第二章《起重机械主要零部件》中的内容 基本上都与起升、运行、变幅和旋转等机构相关联,起重机械技术检验教材在各类起重机内容中也都对机械部分的常见故障及消除方法进行了介绍。 起重机在使用过程中,机械零部件不可避免的遵循磨损规律出现 有形磨损,并引发故障。 。可能不是一一对应的关系导致同一故障的原因 ,真正的故障查找原因因此要对故障进行认真分析,准确地 技恢复故障点的并且采取相应的消除故障的方法来排除之,从而 术性能。 与起升、运行、变幅和旋转等机构相关联的起重机的零件、部件 常见故障及排除方法分别列于下表: 起重机常见零件部分故障及排除 故障及损坏情零件名排除方法原因与后果称况、吊钩表面出现疲劳性裂纹原因:、吊钩表面发现1.吊钩表面出现11 裂纹,更换疲劳性裂纹超载、超期使用、材质缺陷,.后果:造成吊钩变形或断裂而造成事故、吊钩开
口及危22.开口及危险断原因:2、开口及危险断面磨损.险断面磨损面磨损长期使用,疲劳和磨损后果:削弱强度,易造成吊钩变形或断钩而造量超过危险断面开口部位和弯3.锻造吊成事故钩曲部位发生塑,更换10%性变形、开口部位和弯曲部位发生塑性变形原因:3、开口部位和弯3曲部位发生塑性)长期过载,疲劳所致,如果是载荷大应考虑(1变形,立即更换吊钩选择的合理性。高温环境热辐射影响,对于使用于冶金环境的(2)度时,应采取300锻造吊钩,当热辐射温度超过. 隔离热辐射的方法。 (通常锻钩是与板钩门式吊具组合使用的,在门式吊具的横梁上焊吊钩隔辐射板的方式防护吊钩) 后果:弯曲部位变形易使吊重物脱落而造成事故。、吊钩钩柄位置44.吊钩动焊动焊或补焊,更原因:.4、吊钩动焊换)吊钩补焊;1(吊钩原本在锻造过程中留有缺陷或使用后磨损而进行修补)不当位置焊接辅助件;2(有些吊钩锻造时无防脱钩考虑,在使用时用户发现影响使用而在钩柄上动焊。号钢经锻打而成,锻打使20(锻造吊钩通常是原有的晶格发生畸变和细化,提高了材料的强度。如果进行焊接,在焊接的位置相当于进行再冶炼号钢的状态,同时焊20过程,材料的性能恢复到接位置由于焊缝的收缩产生应力集中,使吊钩承)降。载能力下后果:易使吊重物脱落而吊钩发生开裂和变形(在非受力位置如钩尖焊接不在考虑的造成事故。范围内,焊接的热影响区范围是有限的)、吊钩变形原因:1、吊钩变形1、出现吊钩变形1现象时,换新吊长期过载。钩。如果确认是由于过载引起的应考虑重新选择符合使用要求的吊钩后果:容易折钩使吊重物脱落而造成事故。表面有疲2、、表面有疲劳裂纹原因;超期使用及超载2、吊钩表面有疲2 :后果劳裂纹时,更换劳裂纹吊钩。使吊重物脱落而造成事故。造成吊钩断裂叠片式销轴磨损、3、板钩销轴磨损33、销轴磨损原因:吊钩量超过公称直径量超过公润滑不良且长期使用。(板钩)后果:称直径的时,更5%3~的使吊重物脱落而造成事故。吊钩脱落换销轴。5%~3、板钩耳环有裂4、耳环有裂纹或毛的原因:4耳环有裂4、 纹或毛刺时更换纹或毛刺超载或磨损,以及设计或制作不当。(分析原因后果:吊钩。后)耳环断裂使吊重物脱落而造成事故。、耳环衬套磨5、板钩耳环衬套55.耳环衬套磨原因:磨损量达原厚的损量达原厚的受力情况不良时,更换耳50%50%环衬套. 断丝、磨损1、按标准更换, 其它立即更2、换、断丝原因:1长期使用或滑轮卷筒与钢丝绳直径比过小。(冶金起重机一般选用钢芯钢丝绳,其柔性较以上,滑轮卷筒与差,所以一般要求单股丝数25钢丝绳直径也较通用桥式起重机的大,如果按通断丝、1、 )用桥式起重机选用就容易出现断丝现象。、断股、2断股原因:2、通常是在钢丝绳受力状态断股位置受到剐割外、打结、3力作用打结原因:3、、磨损、4使用不当磨损原因:、4长期使用或使用过程中钢丝绳与设备的其它部件有摩擦,或滑轮转动部件卡阻而造成钢丝绳与滑轮之间滑动摩擦。、机械折弯、5冶金起重机由于高温和使用钢芯钢丝绳,因此、严重锈蚀、6(股间)自身润滑较差,也容易造成磨损。钢丝绳机械折弯原因:5、 使用不当造成钢丝绳受外力的机械挤压。严重锈蚀原因:6、使用环境腐蚀、使用环境潮湿且保养维护不当长期使用或使用不当。电弧灼伤原因:7、7、电弧灼伤、使用环境中有带电体,且未加防护造成钢丝绳与其接触。笼松(绳、8、(笼型变形)原因;松绳、8、 可能由于钢丝绳自身质量问题,或使用过程型变形)中钢丝绳发生松绳方向的扭转力。严重波浪、9原因:9、严重波浪变形变形、使用过程中钢丝绳自身扭力没有释放,造成受力不均匀。、机械压扁10机械压扁原因:10、使用不当而受到机械挤压。钢丝绳损坏后果:可导致突然断绳而造成事故。. 故障及损坏情零件名排除方法原因与后果况称、滑轮绳槽磨损不均原因:1滑轮绳槽磨损.轮槽壁磨损量11.材质不均匀、安装不合要求,绳和轮接触不良不均,1/10达原厚的或偏心受力,径向磨损量达绳后果:加速钢丝绳的磨损时应更1/4径的 滑轮心轴磨损2.换、滑轮心轴磨损原因:2长期使用及润滑不良,.滑轮心轴磨损2量达公称直径后果:可能造成心轴断裂。量达公称直径的5%~3的滑轮转不动原因:3~5%更换3、滑轮转不动3.心轴和滑轮
起重机常见机械故障及排除方法
起重机常见机械故障及排除方法 按起重机械技术检验教材,机械部分包括:金属结构、运行机构、零部件和安全装置等。教材P146-P148页表4-5对机械部分的常见故障及消除方法进行了介绍。桥式起重机在使用过程中,机械零部件、电气控制和液压系统的元器件,不可避免的遵循磨损规律出现有形磨损,并引发故障。导致同一故障的原因可能不是一一对应的关系。因此要对故障进行认真分析,准确地查找真正的故障原因,并且采取相应的消除故障的方法来排除之,从而恢复故障点的技术性能。桥林起重机的零件、部件、电气设备和金属结构常见故障及排除方法分别列于下表: 桥式起重机零件部分故障及排除
桥式起重机部件部分故障及排除
下面针对一些典型的问题进行分析 一、大、小车啃轨及修理 桥式起重机在运行时,大车或者小车的车体由于某咱原因产生歪斜运行,车轮轮缘和轨道的间隙不断发生变化,使轮缘与轨道侧面接触,磨损轮缘和轨道的侧面,这种现象称为啃轨。 (一)、啃轨对起重机的影响 1.缩短车轮的使用寿命 车轮一般能使用10年以上时间。但啃轨较严重时只能用1-2年,甚至几个月,大大缩短了其使用寿命。 2.轨道磨损 严重的啃轨,将使起得机轨道磨损加剧,磨损严重时必须更换轨道。 3.增加了运行阻力 根据实际测定,起重机啃轨运行的运行阻力比正常阻力增大 1.5~3.5倍。运行阻力的增加,使运行电动机和传动机构超负荷 工作,严重时必然要烧毁电动机和折断传动零件。 4.使厂房结构产生激振 起重机啃轨产生的侧向力,使轨道产生横向位移或有位移趋势,轨道的固定螺栓受力条件变化出现松动,起重机在轨道上出现非正常振动,于是厂房结构将受到激励振动。 5.车轮脱轨 啃轨严重时,车轮有可能爬到轨道顶面上去,从而造成车
桥式起重机常见的故障及排除方法
桥式起重机常见的故障及排除方法 下面就从机械、电气和金属结构三方面阐述桥式起重机常见的故障及排除方法。 一、机械传动方面的常见故障 1、制动器刹车不灵、制动力矩小,起升结构发生溜钩现象;在运行机构中发生 溜车现象。其原因分析及其解决方法叙述于后: (1)制动轮表面有油污,摩擦系数减小导致制动力矩减小故刹不住车。可用煤油或者汽油将表面油污清洗干净即可解决。 (2)制动瓦衬磨损严重、铆钉裸露,制动时铆钉与制动表面相接触。不但降低制动力矩刹不住车而且又拉伤制动轮表面。危害较大。更换制动瓦衬即可。 (3)主弹簧调整不当、张力小而导致制动力矩减小、刹不住车而产生溜车或溜钩现象。重新调整制动器使其主弹簧张力增大。 (4)主弹簧疲劳,材料老化或产生裂纹、无弹力、张力显著减小而刹不住车。应更换新弹簧并调整之。 (5)制动器安装不当、其制动架与制动轮不同心或偏斜而导致溜钩或溜车现象。通常先把制动器闸架地脚螺丝松开,然后将制动器调紧,使闸瓦抱紧制动轮,这 时再将悬浮的制动器闸架底部间隙填实,然后再紧固地脚固定螺丝,即可达到 二者同心。 (6)电磁铁冲程调整不当或长行程制动电磁铁水平杆下面有支承物,导致刹不住车。 通常重新调整磁铁冲程或去掉支承物即可解决。 (7)液压推动器的轮叶转动不灵活,导致刹车力矩减小。调整叶轮消除卡塞阻力,使叶轮转动滑块即可解决。 2、制动器打不开。导致制动器打不开的原因及其排除方法有以下几种: (1)主张力弹簧张力过大、电磁铁拉力小于主张力弹簧的张力,故打不开闸,重新调整制动器,使主弹簧张力减小即可。 (2)制动器杠杆传动系统有卡住现象,松闸力在传递中受阻,故打不开闸。检查传动系统,消除卡塞现象即可解决。 (3)制动器制动螺杆弯曲,螺杆头顶碰不到磁铁动铁芯,故无法推开制动闸瓦。拆开制动器,取下螺杆将其调直或更换螺杆即可。 (4)制动瓦衬胶粘在有污垢的制动轮工作面上。清除制动轮表面上的污垢即可解决。
美塞斯FIFE纠偏系统介绍(纠偏控制器)
美塞斯FIFE纠偏系统介绍(纠偏控制器)
————————————————————————————————作者:————————————————————————————————日期:
美塞斯FIFE纠偏系统介绍 控制器 纠偏控制器(MC16) 型号为4008301898的FIFE产品平滑而高效的卷材生产始于正确的纠偏控制系统。FIFE?为您提供一系列的自动控制系统,使您获得精密而可靠的纠偏性能、以及将来升级您生产线的灵活性。 卷材纠偏控制器 FIFE卷材纠偏控制器功能强大、安装简单、操作方便,具有极高的动态响应水平以提高纠偏精度并减少浪费。 D-MAXTM 系列卷材纠偏系统 ●一个由功能强大、模块化的组件构成的完整系统,用以提高效率和卷半质量 ●模块化设计理念,可以作为预接线控制器系统或者多功能组件中的独立功能模块使用●控制器外观朴实,能够提供最高水平的纠偏精度,选用功能强大,例如高速联网和远程 系统监控功能 ●图形化的操作界面,简明易发的操作语言,可以使 您的安装我操作变得简单 POLARIS TM卷材纠偏控制器 ●精密的卷材纠偏控制器,安装和操作都很简单 ● 5.67”x5.67”x4.06”(144mm x 144mm x 103mm)
的小巧箱体,容易嵌入机器的控制面板中 ●直观而友好的操作界面能够减小两批产品转换中的停工时间 ●高动态响应性能,确保恒定,优质的卷装 CDP-01 卷材纠偏控制器 ●具有高品质的动态响应性能,能够驱动 单个、两个或者三个纠偏器同时使用 ●内置信号放大器,专门用于红外感应器 在检测透明卷材时将信号放大,提高检 测精度 ●不需要PLC也可以同时控制多达3套纠 偏系统 网络通讯 可选的串行总线通讯协议转换器,使您可以通过现有的ControlNet,DeviceNet,InterBus,Profibus,Modbus/TCP Ethernet,或Ethernet IP获得纠偏数据。 动力装置 不管您选用什么样的控制系统,FIFE动力装置都具有足够的灵活性来满足任何卷材和载荷方面的要求。 ●适合于随较大载荷的放卷/收卷电气液压式或气动液压式纠偏系统 ●紧凑、模块化的结构是完全独立可用的 ●几乎不需要维护
液压纠偏系统简介
---------------------------------------------------------------最新资料推荐------------------------------------------------------ 液压纠偏系统简介 液压纠偏系统简介. txt27 信念的力量在于即使身处逆境,亦能帮助你鼓起前进的船帆;信念的魅力在于即使遇到险运,亦能召唤你鼓起生活的勇气;信念的伟大在于即使遭遇不幸,亦能促使你保持崇高的心灵。 液压纠偏系统简介一、概述: 随着现代化轧机速度的提高,对带钢的传送速度也大大的提高了,这样相应的辅助设备的速度也必须提高。 为保证带钢在轧制过程中在轧制中心线附近运行,且保证卷取时带卷边缘整齐,从而避免因带材偏离轧制中心线发生的刮坏设备或带材边缘损坏,影响产品质量的事故发生,同时大量减少带边剪切量。 所以带钢的边缘控制和机组上的对中控制是带材连续作业上必不可少的环节。 产生带钢偏离轧制中心线的原因有多种,主要是辊系的倾斜,带钢厚度不均、辊距与带钢宽度的比值、辊型结构、带钢的张力等,若参数选择不当都会引起带钢偏离轧制中心线,所以带钢在运行过程中的横向偏离中心线是不可避免的,必须加以控制。 常用的控制方式有四种: 1、机械式: 如能自动定心的双锥辊,导向轨等。 1 / 14
2、电动式: 采用光电检测器,将偏离信号送至控制柜,从而控制直流电机进行纠偏。 3、气液方式: 采用气动检测喷嘴,通过膜片控制射流管喷射的油压推动滑阀控制油缸进行纠偏。 4、光电液方式: 采用光电检测器将偏离信号经放大器放大,控制电液伺服阀推动油缸进行纠偏。 这四种控制方式中前三种纠偏速度较慢,满足不了现代化高速生产的需要。 而第四种控制方式采用的是电液伺服控制,这种控制方式的信号传输快,电反馈和校正方便,它的检测精度高,检测光电头距离大可达一米左右,可直接方便的装在带钢运行线路上。 而且系统动态性能好。 因此本设计中我采用光电液控制方式。 按控制对象不同可分开卷机、卷取机和摆动辊三种。 为了保证在轧制过程中带材边缘位置不变,保持在轧制中心线附近运行,控制误差为1~2mm,因此,我在本设计中采用了开卷机边缘控制方式。 二、冷轧带钢液压纠偏系统的组成和工作原理 1、组成: 如图(一)所示该系统由光电检测器(包括液压缸),放大
E+L EPC纠偏系统说明书
E+L-EPC纠偏系统说明书 本说明适用于德国E+L纠偏常规产品
目录 E+L-EPC纠偏系统说明书 (1) 一、E+L-EPC纠偏系统总体说明 (3) 二、E+L-EPC纠偏系统所需零件说明 (4) 三、E+L-EPC纠偏系统机械安装说明 (5) 3.1、控制器的安装 (5) 3.2、电眼的安装 (5) 3.2.1、通过EPC纠偏应用场合确认电眼安装位置 (5) 3.2.2电眼的安装要求 (6) 3.3、电机的安装 (6) 3.3.1、确定电机型号 (6) 3.3.2、确定电机机械中心 (7) 3.3.3、调整电机机械中心 (7) 3.3.4、安装电机 (7) 3.4接近开关的安装 (7) 3.4.1、接近开关感应片 (7) 3.4.2、接近开关安装位置 (7) 四、E+L-EPC纠偏系统配线说明 (10) 4.1确认电压 (10) 4.2、电机线布线要求 (10) 4.3、E+L布线要求 (10) 五、E+L-EPC纠偏面板说明 (10) 六、E+L-EPC纠偏系统参数设定 (11) 6.1、CAN网络群组地址设定 (11) 6.1.1、RK4004地址设定 (11) 6.1.2、FR5001电眼地址设定 (12) 6.2、RK4004参数设定 (13) 七、E+L-EPC纠偏系统试车 (15)
八、E+L-EPC纠偏系统维护及故障说明 (15) 8.1、EPC纠偏系统日常维护 (15) 8.2、通过RK4004错误码信息来解决故障 (15) 8.3、通过FR5001电眼错误码信息来解决故障 (16) 九、附件 (17) 附件一、电机尺寸图 附件二、电机参数值 附件三、EPC标准接线图纸 附件四、RK4004控制板参数设定手册
起重机起升故障的排除正式版
Through the reasonable organization of the production process, effective use of production resources to carry out production activities, to achieve the desired goal. 起重机起升故障的排除正 式版
起重机起升故障的排除正式版 下载提示:此安全管理资料适用于生产计划、生产组织以及生产控制环境中,通过合理组织生产过 程,有效利用生产资源,经济合理地进行生产活动,以达到预期的生产目标和实现管理工作结果的把控。文档可以直接使用,也可根据实际需要修订后使用。 一台QY25型汽车起重机在使用过程中,出现主起升机构有响声、起升无力(6倍率钢丝绳吊重16t时吊不起来)的现象。 (1)起升机构有响声。据观察分析故障可能出在平衡阀上,该阀从意大利进口,其遥控接口装有单向阻尼组合阀(阻尼靠螺纹调节),其原理是打开慢(延时2s)、回油快,使平衡阀对起升机构起到更加安全的保护作用。故障原因可能是,因长期使用,对液压系统保养不及时,阻尼部分有少许油污,使阻尼加重,导致打开延时变长(约8s),造成平衡阀打开与起升制动打
开不协调,发出“当、当”的打齿声响,拆下平衡阀清洗、组装、调整后,延时达到出厂要求,故障现象消失。 (2)起升无力。原因一般有:液压马达泄油量太大,容积效率明显降低,起升无力;控制元件溢流阀(先导式)泄油,系统压力上不去,起升无力。拆下马达泄油口,操纵起升机构观察,泄油量正常;拆下上车阀组的起升溢流阀(插装式)检查发现,1个O形圈轻微损坏,导致泄油,压力上不去。更换O形圈后,调整压力达到设计值。吊重试车,工作恢复正常。 ——此位置可填写公司或团队名字——
葫芦式起重机常见故障及排除方法
编号:AQ-JS-06437 ( 安全技术) 单位:_____________________ 审批:_____________________ 日期:_____________________ WORD文档/ A4打印/ 可编辑 葫芦式起重机常见故障及排除 方法 Common faults and troubleshooting of hoist crane
葫芦式起重机常见故障及排除方法 使用备注:技术安全主要是通过对技术和安全本质性的再认识以提高对技术和安全的理解,进而形成更加科 学的技术安全观,并在新技术安全观指引下改进安全技术和安全措施,最终达到提高安全性的目的。 同其它类型起重机相比,虽然葫芦式起重机具有结构简单、轻巧,操作方便的特点,但并不能说明葫芦式起重机不发生故障。恰恰相反,目前国内外因葫芦式起重机造成的事故并不算少,固然事故是多方面因素造成的,而葫芦式起重机设备本身的故障则是一个主要的方面。 不论设计得多么可靠、制造得多么精密、安装架设得多么合理、使用维护得多么及时周到,机器设备的故障只能减少,而不会杜绝。机器设备如人一样,天长日久总会出毛病,但要找出原因,不要存有无所谓的态度。同理葫芦式起重机日久天长也会出现故障,如果不及时发现和排除故障的话,就会造成严重后果。 以下列举了葫芦式起重机的常见故障、故障原因及其派出方法,以供参考。 序号
项目 常见故障 故障原因 排除方法 1 电 动 机 空载时电动机不能起动 ①电源未接通 ②按钮失灵,接触不灵 ③电磁开关箱中的熔断器、接触器等元件失效 ④限位器未复位 ⑤按钮接线折断 ①接通电源 ②整修有关的电器元件
液压纠偏系统简介
液压纠偏系统简介.txt27信念的力量在于即使身处逆境,亦能帮助你鼓起前进的船帆;信念的魅力在于即使遇到险运,亦能召唤你鼓起生活的勇气;信念的伟大在于即使遭遇不幸,亦能促使你保持崇高的心灵。 液压纠偏系统简介 一、概述: 随着现代化轧机速度的提高,对带钢的传送速度也大大的提高了,这样相应的辅助设备的速度也必须提高。为保证带钢在轧制过程中在轧制中心线附近运行,且保证卷取时带卷边缘整齐,从而避免因带材偏离轧制中心线发生的刮坏设备或带材边缘损坏,影响产品质量的事故发生,同时大量减少带边剪切量。所以带钢的边缘控制和机组上的对中控制是带材连续作业上必不可少的环节。 产生带钢偏离轧制中心线的原因有多种,主要是辊系的倾斜,带钢厚度不均、辊距与带钢宽度的比值、辊型结构、带钢的张力等,若参数选择不当都会引起带钢偏离轧制中心线,所以带钢在运行过程中的横向偏离中心线是不可避免的,必须加以控制。 常用的控制方式有四种: 1、机械式:如能自动定心的双锥辊,导向轨等。 2、电动式:采用光电检测器,将偏离信号送至控制柜,从而控制直流电机进行纠偏。 3、气液方式:采用气动检测喷嘴,通过膜片控制射流管喷射的油压推动滑阀控制油缸进行纠偏。 4、光电液方式:采用光电检测器将偏离信号经放大器放大,控制电液伺服阀推动油缸进行纠偏。 这四种控制方式中前三种纠偏速度较慢,满足不了现代化高速生产的需要。而第四种控制方式采用的是电液伺服控制,这种控制方式的信号传输快,电反馈和校正方便,它的检测精度高,检测光电头距离大可达一米左右,可直接方便的装在带钢运行线路上。而且系统动态性能好。因此本设计中我采用光电液控制方式。 按控制对象不同可分开卷机、卷取机和摆动辊三种。为了保证在轧制过程中带材边缘位置不变,保持在轧制中心线附近运行,控制误差为±1~2mm,因此,我在本设计中采用了开卷机边缘控制方式。 二、冷轧带钢液压纠偏系统的组成和工作原理 1、组成:如图(一)所示 该系统由光电检测器(包括液压缸),放大器,比较器,电液伺服阀,开卷机(两个,左右两缸)组成。 2、工作原理:由光电检测器将检测所得的位移信号经反馈到比较器与所给定的位置信号进行比较得到一位置偏差信号,该信号经放大器进行放大,转变成较大的电信号,由此放大后的电信号控制电液伺服阀。电液伺服阀根据所得的电信号调整阀芯的动作,改变了油液的流向和流量,使液压缸动作,推动开卷机向左或向右运动,从而达到带钢纠偏。 三、冷轧带钢机组双柱头开卷机液压传动系统设计: (一)设备传动简介: 双柱头开卷机用于冷轧机组前带卷的开卷,送料和使带钢形成一定张力。开卷机由涨缩柱头,柱头旋转传动装置,柱头移动装置,底座及带钢边缘控制等组成。其中柱头的涨缩,柱头的移动及带钢边缘控制均为液压传动。本设计就是设计柱头的移动和带钢边缘控制。 工艺参数: 最大开卷速度Vk 10m/s 钢卷最大质量m1 15×103kg
起重机起升故障的排除(正式版)
文件编号:TP-AR-L8197 In Terms Of Organization Management, It Is Necessary To Form A Certain Guiding And Planning Executable Plan, So As To Help Decision-Makers To Carry Out Better Production And Management From Multiple Perspectives. (示范文本) 编订:_______________ 审核:_______________ 单位:_______________ 起重机起升故障的排除 (正式版)
起重机起升故障的排除(正式版) 使用注意:该安全管理资料可用在组织/机构/单位管理上,形成一定的具有指导性,规划性的可执行计划,从而实现多角度地帮助决策人员进行更好的生产与管理。材料内容可根据实际情况作相应修改,请在使用时认真阅读。 一台QY25型汽车起重机在使用过程中,出现主 起升机构有响声、起升无力(6倍率钢丝绳吊重16t 时吊不起来)的现象。 (1)起升机构有响声。据观察分析故障可能出在 平衡阀上,该阀从意大利进口,其遥控接口装有单向 阻尼组合阀(阻尼靠螺纹调节),其原理是打开慢(延 时2s)、回油快,使平衡阀对起升机构起到更加安全 的保护作用。故障原因可能是,因长期使用,对液压 系统保养不及时,阻尼部分有少许油污,使阻尼加 重,导致打开延时变长(约8s),造成平衡阀打开与 起升制动打开不协调,发出“当、当”的打齿声响,
拆下平衡阀清洗、组装、调整后,延时达到出厂要求,故障现象消失。 (2)起升无力。原因一般有:液压马达泄油量太大,容积效率明显降低,起升无力;控制元件溢流阀(先导式)泄油,系统压力上不去,起升无力。拆下马达泄油口,操纵起升机构观察,泄油量正常;拆下上车阀组的起升溢流阀(插装式)检查发现,1个O形圈轻微损坏,导致泄油,压力上不去。更换O形圈后,调整压力达到设计值。吊重试车,工作恢复正常。 此处输入对应的公司或组织名字 Enter The Corresponding Company Or Organization Name Here
BST纠偏系统调试手册
BST纠偏系统调试手册 1,按照接线图检查纠偏的接线,确定纠偏接线正确。X6,端子40接GND,端子41接+24V2。 2,检查S2.3 , S2.4 开关均在OFF状态。 3,检查DIL S2.5 , S2.6 开关均在OFF状态。 4,传感器1,X1:端子2、3、4、5、6、7分别接棕、白、粉、绿、黄、灰线传感器2,X2:端子9、10、11、12、13、14分别接棕、白、粉、绿、黄、灰线 带位置反馈驱动器EMS17,X3:端子15、16、17、18分别接粉、绿、黄、灰线 X7:端子42,43分别接棕、白线。 5,X16:端子81为公共端接+24V2,端子82接到PLC。 6,端子65接自动(UK222),端子64接回中(UK223),63接手动(UK221),62接0V2。 7,通过DIL S2.2可以改变手动导向方向。 8,必须检查控制器是否处在“出场设置重置”状态,主要检查JX30跳线。若是,必须取消。 具体设置方法见本文末尾 9,进行参数初始设置如下: (1)传感器型号必须输入设置菜单。(设置参数1到210) (2)开机调试前必须正确输入驱动器型号到设置菜单(设置参数3到数值102) 步骤如下: ①按下“MENU”, ②通过“MINUS”或“PLUS”选择参数1或3 ③按下“SETUP” “ENTER”按键的指示灯亮起,同时“MENU”和“SETUP”按键的指示灯闪烁,液晶显示屏显示参数值设置 ④通过“MINUS”或“PLUS”设置参数到数值(参数1为210,参数3为102)
⑤按下按键“ENTER”存储参数值 按下“SETUP”取消输入,输入的参数值没有被存储。原始参数保持未被更改状态,显示返回参数选择状态 ⑥按下按键“MENU” 设置菜单关闭 (3)开机调试前,必须完成以下操作: ★把物料从现有的传感器观测范围中移去 ★清洁传感器镜头,主机设置如下: ①同时按下“SET UP”和“MINUS”然后再松开这两个按键。主机设置被激活。 ②完全遮住传感器的镜头约2秒钟。 ③传感器无遮挡至少2秒钟 ④按下按键“ENTER”。按键“ENTER”和“SET UP”上的指示灯熄灭。 主机设置完成。 (4)材料设置 ①a)临界对比度步骤: ★完全挡住传感器约2秒钟 按下“DARK/BRIGHT”,最暗值被储存
气液纠偏系统
气动一液压动力单元HP 015,016,017 操 作 说 明 书
目录 1、设计与功能 2、安装 3、调试 4、维修 5、技术数据 6、系统组件 6. 1 气动边缘探测器 6. 2回中心调解FM 20 01 6. 3 液压缸
Pneumatic-hydraulic power units are used as constituent parts of web guiding systems for laterally positioning running webs or displacing let-off or re-wind stations. These devices have been conceived for guidance by a single edge 气动液压动力单元是作为放卷和收卷的横向边缘定位系统的组成部分,用以定位极片边沿。 1、Design and function 1、设计与功能 The pneumatic-hydraulic power unit is built around a sealed oil tank (11/Fig . 1). On the top plate of the tank are found: 气动一液压动力单 元安装在密封油箱(11/ 图1)的顶板上: -3-phase motor (1/fig. 1) -三相异步电动机(1/图1)
-Side channel blower -鼓风机(4) -Air inlet filter -空气进气过滤器(5) -Oil pressure filter -压力油过滤器(20) -Air manifold -空气歧管(11) -Servo-valve -伺服阀(21) -2/2 way valve for when setting the dis-placement guider assembly via pushbuttons or lock-out. -2/2油阀(通过按钮设置位移导向组件或锁定)(10/图4) -2/2way valve(9/Fi g. 1)for air signal connections. -2/2阀,空气信号连接(9) The hydraulic gear wheel pump (22 Fig . 1) together with the oil intake filter (23/Fi g . 1) and the pressure regulating valve (xx /Fi g . 1) are found in the oil tank(1/Fi g. 1) 液压齿轮泵(22图0. 1)进油过滤器(23图1)和压力调节阀(XX/ FI?. 1)一起安装油箱(1/Fig0. 1) A、B Hydraulic cylinder connection 液压缸连接口
起重机起升故障的排除参考文本
起重机起升故障的排除参 考文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
起重机起升故障的排除参考文本 使用指引:此安全管理资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 一台QY25型汽车起重机在使用过程中,出现主起升 机构有响声、起升无力(6倍率钢丝绳吊重16t时吊不起来) 的现象。 (1)起升机构有响声。据观察分析故障可能出在平衡阀 上,该阀从意大利进口,其遥控接口装有单向阻尼组合阀 (阻尼靠螺纹调节),其原理是打开慢(延时2s)、回油快,使 平衡阀对起升机构起到更加安全的保护作用。故障原因可 能是,因长期使用,对液压系统保养不及时,阻尼部分有 少许油污,使阻尼加重,导致打开延时变长(约8s),造成 平衡阀打开与起升制动打开不协调,发出“当、当”的打 齿声响,拆下平衡阀清洗、组装、调整后,延时达到出厂 要求,故障现象消失。
(2)起升无力。原因一般有:液压马达泄油量太大,容积效率明显降低,起升无力;控制元件溢流阀(先导式)泄油,系统压力上不去,起升无力。拆下马达泄油口,操纵起升机构观察,泄油量正常;拆下上车阀组的起升溢流阀(插装式)检查发现,1个O形圈轻微损坏,导致泄油,压力上不去。更换O形圈后,调整压力达到设计值。吊重试车,工作恢复正常。 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion