投诉回复优秀8D报告范本
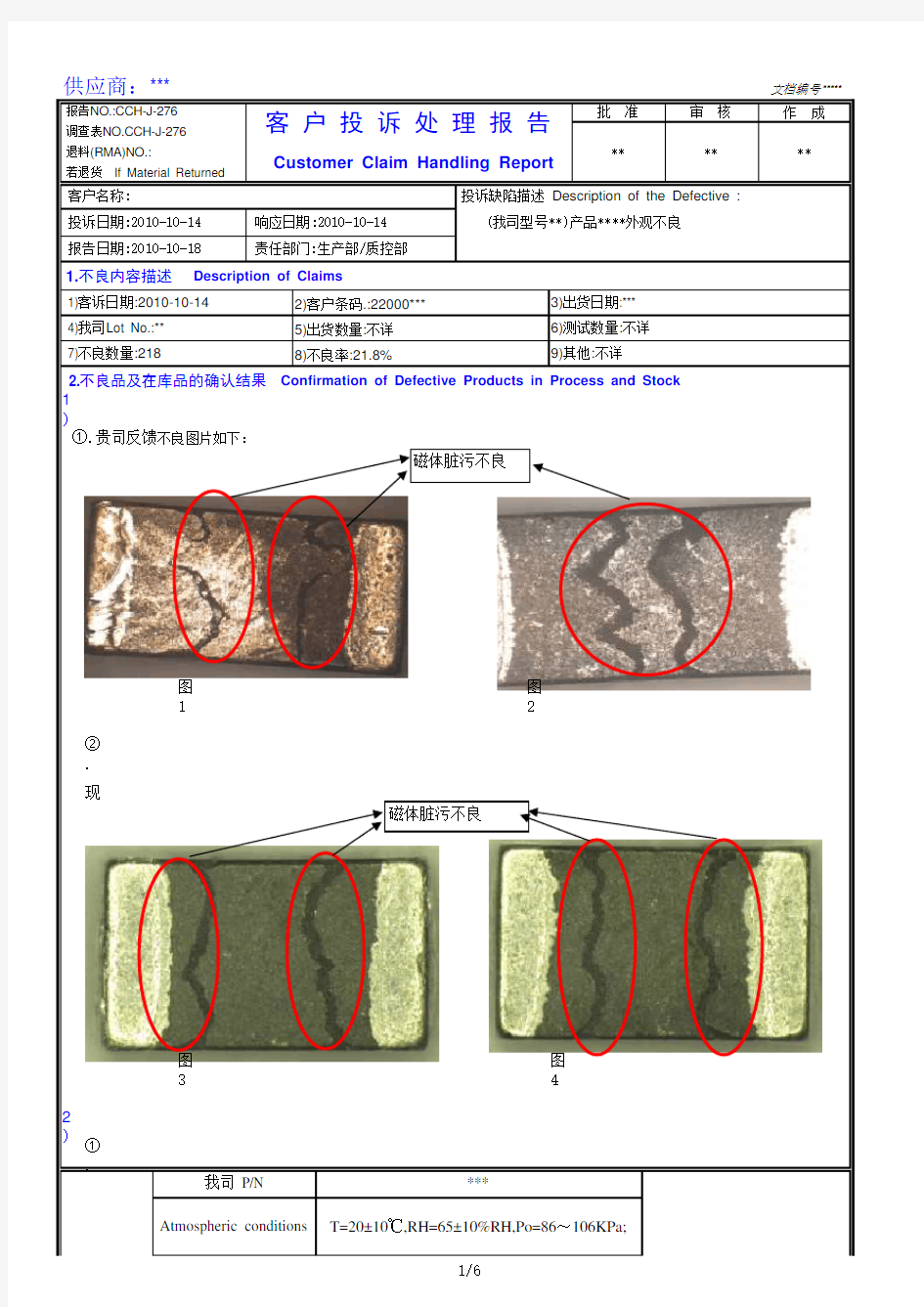
1)客户反馈不良品外观确认:图1 客户反馈不良图片图2 客户反馈不良图片
②.复查贵司反馈的不良批次FB07104在我司库存留样品,确实发现贵司反馈的外观异常现象,与贵司反馈的不良 现象一致,确认为磁体表面脏污不良:
图3 不良批次FB07104库存留样品图4 不良批次FB07104库存留样品
2)对贵司反馈不良批次FB07104库存留样品,对电性进行确认:①.相关电性结果如下:
1)客诉日期:2010-10-142)客户条码.:22000*** (我司型号**)产品****外观不良
投诉缺陷描述 Description of the Defective :3)出货日期:*** 2.不良品及在库品的确认结果 Confirmation of Defective Products in Process and Stock 4)我司Lot No.:**5)出货数量:不详8)不良率:21.8%
7)不良数量:218
文档编号*****
客 户 投 诉 处 理 报 告
审 核**
作 成**
**
退料(RMA)NO.:
若退货 If Material Returned
报告NO.:CCH-J-276 调查表https://www.360docs.net/doc/9818482844.html,H-J-276批 准 投诉日期:2010-10-14 报告日期:2010-10-18
责任部门:生产部/质控部
Customer Claim Handling Report
客户名称:
响应日期:2010-10-14 1.不良内容描述 Description of Claims 9)其他:不详
6)测试数量:不详我司 P/N Atmospheric conditions
***
T=20±10℃,RH=65±10%RH,Po=86~106KPa;
①.贵司反馈不良图片如下:
磁体脏污不良
磁体脏污不良
若退货 If Material Returned
贵司反馈的磁体表面脏污不良品,测试表明电性能OK。
②.由于我司产品在出货前用自动分选机对产品电子性进行100%测试检测,所以产品在出货前电性确认是100%良好的:
3)产品磁体可靠性能确认:
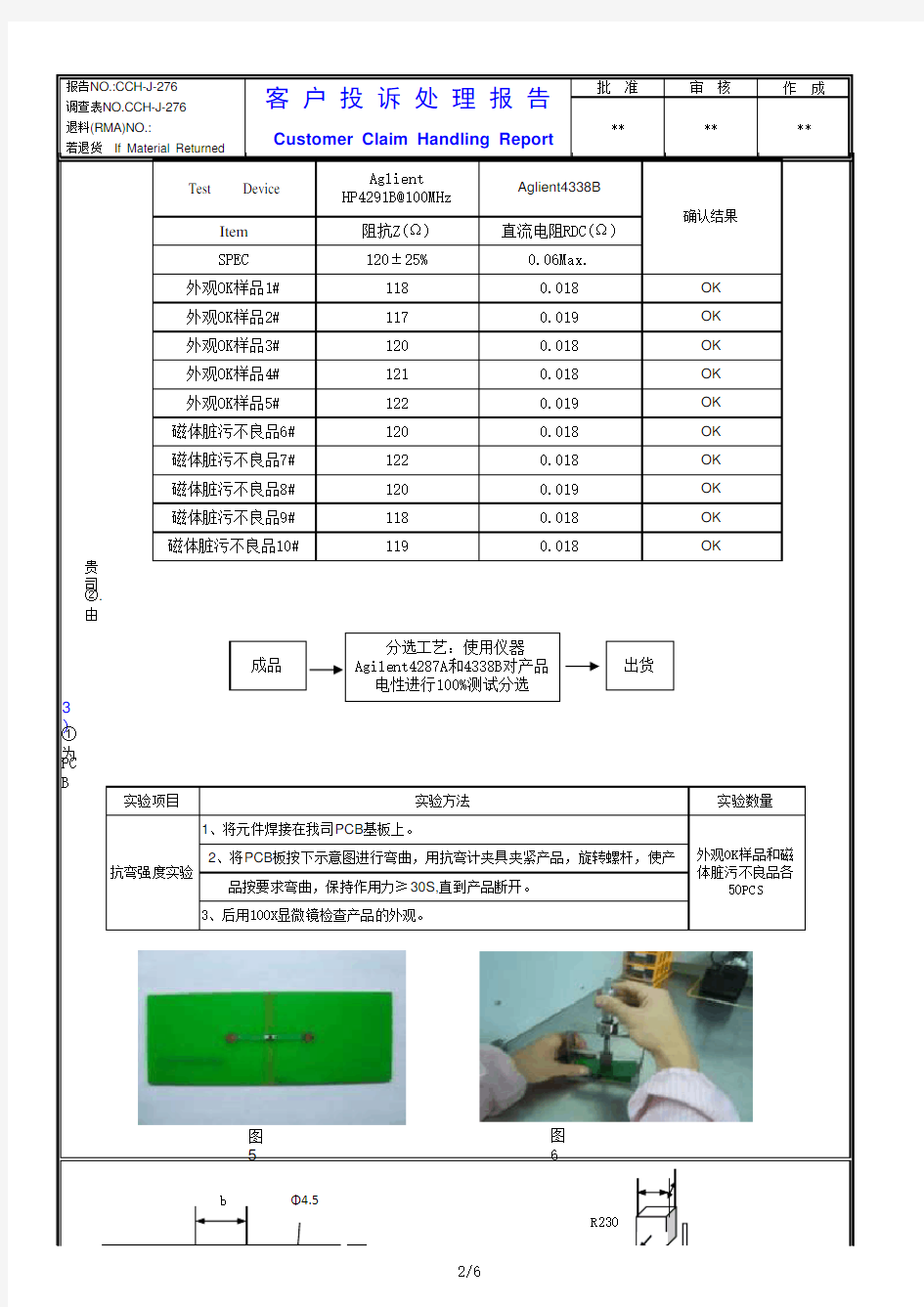
①为进一步验证此不良批次磁体表面脏污不良产品的抗弯强度,取近期我司库存留样表面脏污不良产品焊接在我司PCB板上,焊接后做如下再现实验:
图5 焊接到PCB 板图6 抗弯试验
119
外观OK样品和磁体脏污不良品各
50PCS
2、将PCB 板按下示意图进行弯曲,用抗弯计夹具夹紧产品,旋转螺杆,使产 品按要求弯曲,保持作用力≥30S,直到产品断开。
3、后用100X显微镜检查产品的外观。
1180.018OK 1200.019OK OK OK 1220.019外观OK样品1#外观OK样品4#0.06Max.1180.0181200.018OK 确认结果
Aglient HP4291B@100MHz Aglient4338B
1210.018OK 120±25%Test Device
Item 阻抗Z(Ω)直流电阻RDC(Ω)
SPEC 1220.018外观OK样品5#OK 1170.019OK 外观OK样品2#外观OK样品3#实验方法
实验数量
0.018
OK
磁体脏污不良品10#
磁体脏污不良品6#1200.018磁体脏污不良品8#磁体脏污不良品7#磁体脏污不良品9#抗弯强度实验
1、将元件焊接在我司PCB 基板上。
OK 实验项目
成品
分选工艺:使用仪器Agilent4287A 和4338B 对产品电性进行100%测试分选
出货
b Φ4.5
R230
若退货 If Material Returned
将产品焊接到PCB 板上抗弯计施加压力
注:我司抗弯强度实验标准:产品出现开裂现象,PCB弯曲高度≥2mm,则判定合格。 从以上贵司不良批次在我司库存留样品的“抗弯强度实验结果”可知,磁体表面脏污不良品和外观OK样品的抗弯强度都是合格的,并且磁体强度并无差异。
极附着力实验:
注:我司端电极附着力实验示意图如下:
我司端电极附着力实验标准:1005产品推力≥5N,保持作用
力时间为10±1S,端电极没有脏污,则判定合格。
图7 将实验基板插入夹具
图8 施加与测试基板水平的作用力
实验结果如下:
产品类型
外观OK样品(50PCS)磁体脏污不良品(50PCS)平均值
最大值
最小值
抗弯强度测试图片
实验项目
实验方法
②为进一步验证此不良批次磁体表面脏污不良产品的端电极强度,取近期我司库存留样表面脏污不良产品进行端电实验数量
判定结果
抗弯强度
4.75
5.74
7.05
4.52
6.89
>6mm
OK
实验结果如下:
产品类型
外观OK样品(50PCS)磁体脏污不良品(50PCS)最小值平均值最大值最小值平均值最大值端电极附着力
实验
1、将元件焊接在我司PCB 基板上。
外观OK样品和磁体脏污不良品各50PCS
2、将焊接好产品的实验基板插入夹具,施加与测试基板水平的作用
力(图8),观察产品电极是否脏污(请见下注释)。
判定结果
最小值
平均值
最大值c a 100
40
45[1.772]
45[1.772]
作用力施加方向
被测产品
焊盘
测试基板
螺旋机
推拉力计
顶针
夹具
若退货 If Material Returned
从以上贵司不良批次在我司库存留样品的“端电极极附着力实验结果”可知,磁体表面脏污不良品和外观OK样品的端电极附着力实验强度都是合格的,并且端电极附着力并无差异。
③为进一步确认磁体表面脏污不良产品的强度是否存在问题,我司取贵司反馈不良批次FB07104库存留样品进行震动和跌落试验:
④为进一步确认磁体表面脏污不良产品是否在SMT回流焊过程中是否产品异常,我司做以下贴片回流焊实验:
图9 回流焊曲线
综上说述,贵司反馈的磁体外观异常我司初步判断为磁体表面脏污不良,但是此类磁体脏污不良品的电性、磁体的抗弯/端头附着力/振动等强度、以及SMT回流焊实验能力都与外观OK产品是一样,都是OK的,所以使
实验项目
实验方法
实验数量
实验结果
16.0415.88OK
端头附着力测试图片
端头附着力(N)15.6
15.96
16.32
16.1
机械震动实验1、将元件焊接PCB 基板上。
外观OK样品和
磁体脏污不良
品各50PCS 产品外观无开裂
现象,电性OK
2、元件以全振幅1.5mm 振动,振动频率范围:10~55Hz 。
3、振动频率按10Hz →55Hz →10Hz 循环周期为1分钟,在空间
三个互相垂直的方向上各振动20分钟(共1小时)。4、实验后在显微镜下检查产品外观和测试电性。外观OK样品和
磁体脏污不良
品各50PCS 产品外观无开裂
现象,电性OK
2、把PCB 板放进回流焊炉进行回流焊实验。
4、实验后在显微镜下检查产品外观和测试电性。
跌落实验
1、将元件焊接在PCB 基板上。
外观OK样品和
磁体脏污不良
品各50PCS
产品外观无开裂
现象,电性OK
2、将PCB 板从100cm 高度自由跌落在水泥地面上,跌落10次。
3、实验后在显微镜下检查产品外观和测试电性。
实验项目
实验方法
实验数量
实验结果
贴片回流焊实验1、将元件焊接PCB 基板上。
b Φ4.5
c a 10040
45[1.772]45[1.772]R230
若退货 If Material Returned
用时不会产生性能不良,所以麻烦请贵司放心。1)我司产品制作工艺流程如下:图2:产品制作流程图
2)、磁体脏污不良分析
①复查贵司反馈的不良批号FB07104 产品《随工单》以及我司产品相关生产记录,从迭层、切割工序、排胶工序、烧结、倒角、电镀、分选等后工序对产品生产记录进行复查,结果如下:
②调查批号FB07104的电镀相关记录:发现该产品电镀时,其在防氧化处理后清洗记录中,操作员未在清洗记录一栏填写相关操作记录。初步推测由于防氧化处理后,未进行清洗,导致电镀后在产品表面残留部脏污物质,然后经过高温烘干,从而产生贵司所反馈的磁体脏污不良。
③为进一步证实我们的推论,进行以下实验:
实验方案一:取电镀过程中经过防氧化剂处理的PZ3216D121-2R0TF型号产品5000PCS,不进行清洗直接烘干,然后
产品放置60小时后全数进行外观检查;
实验方案二:取电镀过程中经过防氧化剂处理的PZ3216D121-2R0TF型号产品5000PCS,进行清洗处理后,进行烘
干,然后产品放置60小时后全数进行外观检查.
相关验证结果如下:
以上实验结果证明:当电镀防氧化处理后,未进行清洗,导致电镀后的防氧化剂(我司防氧化剂是磷化物成份,经过我司对磁体脏污物质进行分析,也确认为磷化物--防氧化剂成份)残留在磁体表面,后续没有及时进行清洗就直接高温烘干,确实会造成个别产品磁体脏污不良。
综上所述,贵司反馈的磁体脏污是产品在电镀过程中的防氧化剂残留物质,是由于不良批次在电镀防氧化处理后,未进行清洗,直接进行高温烘干,导致防氧化剂残留在磁体表面,造成个别产品磁体脏污不良。
由于之前我司外观检查项目中,对此项目没有相关规定,导致不良品流出。无异常
FB07104
无异常
无异常
迭层、切割工序
责任人实施日期计划完成日期1
请贵司统计不良产品数量,由我司业务配合处理不良品
**
磁体脏污外观不良比率(pcs)
2790
0.00%
序号 4.发生原因 Root Cause Analysis 6.临时对策及实施日期 Temporary Action Plan
5.流出原因 Out-going Cause Analysis
实验数量(pcs)
不良比率5.58%电镀工序
分选等后工序
2010-10-17
2010-10-20
有个别产品磁体脏污不良
临 时 对 策
批 号
排胶、沾银工序
50005000
方案二
方案一成型
烘干
切割
烧结
倒角
沾银
电镀
分选
编带
入库
外观挑选
若退货 If Material Returned
备注:在外观检查项目中增加“如下项目”:
磁体脏污,判定为NG 磁体脏污,判定为NG
2
隔离复查库存成品和在线半成品,防止不良流出
**
2010-10-17
1请贵司统计不良产品数量,由我司业务配合处理不良品**3在外观检查项目中:增加“检查磁体脏污项目--判定为NG”,并对相关外观检查员进行培训,并将培训效果纳入“绩效考核项目”。
**2010-10-172010-10-21
抄送CC :文控,市场部,质管部,开发部,生产部,总经理/副总经理 ; 文控:存入客户档案
结案日期 Closed Date:确认人Verified By:
8.不良品的处理 Disposal of the Defective Products
9.改善效果的确认 Verification of Effectiveness 确认结果
确认无效时的处理措施:
全力配合贵司处理。
计划完成日期2010-10-20
2010-10-172010-10-20永 久 对 策
2010-10-20
检查清洗效果。
**2010-10-172010-10-20
工序。
**
2010-10-17
1
电镀及清洗等相关记录,需由当班班长确认、签名后,方可流入下序号责任人实施日期2产品电镀清洗后,增加IPQC用导电率测试仪测试清洗水的电导率, 7.永久对策及实施日期 Permanent Corrective Action Plan
磁体脏污不良(NG )
无效
有效