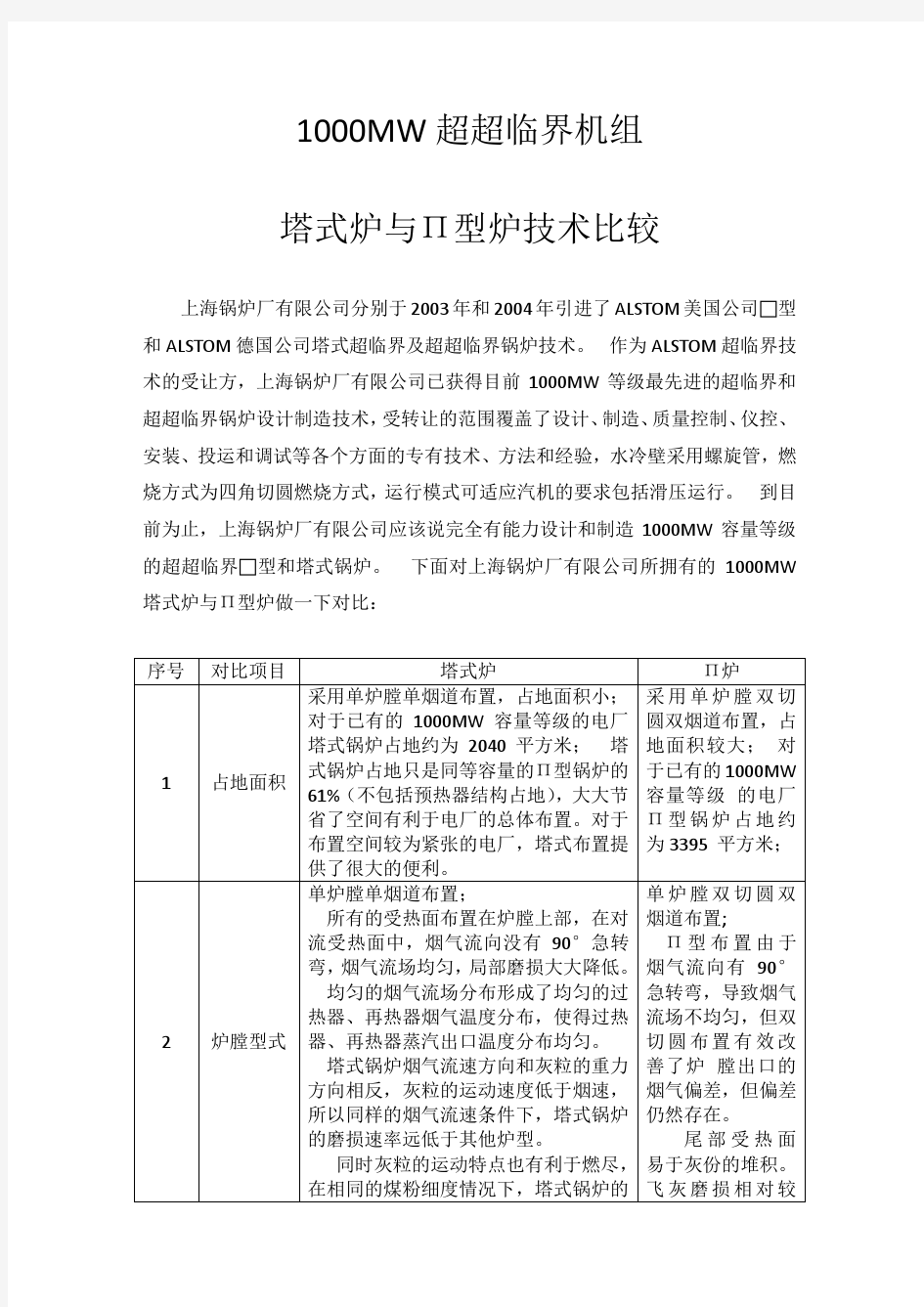
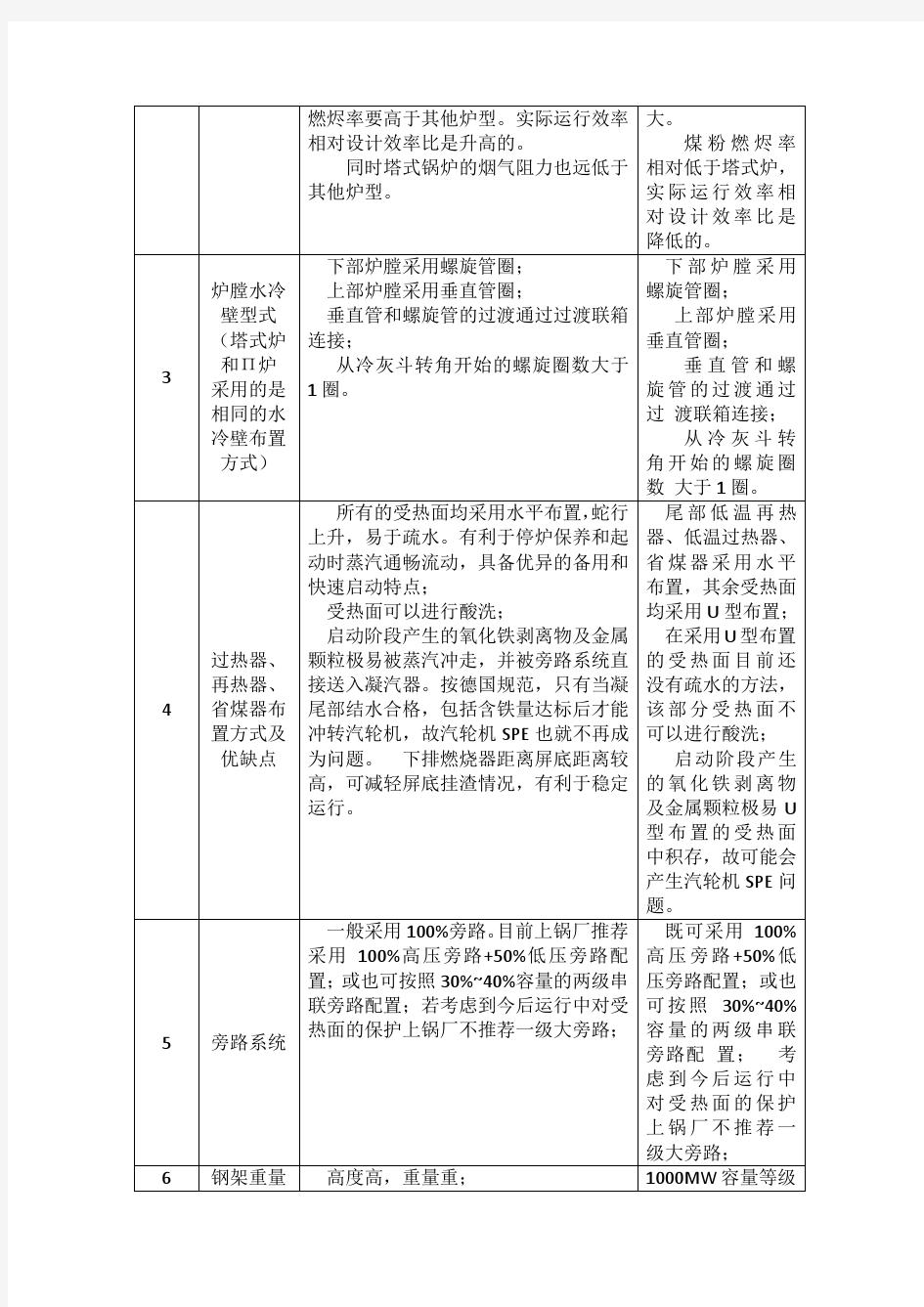
1000MW超超临界机组锅炉塔式炉与Π型炉技术比较(经典)
超超临界机组直流炉协调控制策略探讨
超超临界机组直流炉协调控制策略探讨 发表时间:2016-11-04T15:39:22.453Z 来源:《电力设备》2016年第15期作者:郑建林 [导读] 随着科学技术的发展,人们对物质的要求也越来越高。 (国网能源新疆准东煤电有限公司新疆昌吉 831800) 摘要:随着科学技术的发展,人们对物质的要求也越来越高。我们希望当前的材料技术是节能环保的,是符合现代可持续发展理念的,而超超临界机组的火力发电模式就适应了这一要求,它不仅在材料上体现了高度的清洁,在效率上也是非常突出的。这种机组与传统的方式不同,它主要采用的是直流锅炉,所以相应的控制协调方式也有了很大的改变。本文以超超临界机组直流锅炉为研究对象,探讨其协调控制策略的应用。 关键词:超超临界机组;直流炉;控制协调方式 前言:随着社会的逐渐进步,电力在人们的生活中发挥着越来越重要的作用。当前的用电过程中,人们不仅重视的是它的亮度,还有其能源利用质量。传统时期内,煤炭是我们生活中比不可少的物质,而它的污染也是不可估量的。而现阶段临界机组的出现将其完全取代,以能耗低、利用效率高的优势在生产中占据了主要地位。 一、超超临界机组 (一)超超临界机组的发展 从上个世纪开始,就有国家对超超临界机组进行了研究。以美国、原苏联、日本等三个国家为首,它们分别对临界机组进行了研究发明。随后,各国也都开始效仿,他们也都看到了其中的重大意义,想要将此技术延续到本国之中。最初的超超临界机组的运行规律还不是非常的稳定,可靠性也不是很强。这主要是因为运行参数与投入材料不符,二者的协调性导致了一系列问题的产生。接着,各国又都致力于高配置参数的研究中,只要将参数运行差异的问题解决,就能在很大程度上提高超超临界机组的运行效率与质量。 直到丹麦燃煤超超临界机组的产生,将质量提升到了世界发展水平之上。它的参数为传统参数运行的二十倍,机组容量是传统机组的十倍。这个数值是从前不敢想象的,它的延续与改进将超超临界机组推向了一个新的高潮。丹麦燃煤超超临界机组的工作原理是利用二次再燃技术,蒸汽参数在电燃的带动下使热循环的效率提升,通过运输路径进行材料传送。从实质上来讲,这种方式是适合当前的发展规律的。但是它的操作要求也非常的高。第一,其设备的设计非常的繁琐。第二,它的规律控制效果也不是很容易。第三,最关键的一点就是其经济成本巨大。 目前,超超临界机组的发展已经有了很大的进步,但是我国技术还处在发展的初期阶段,运行规律也还不是非常的成熟。为了加快超超临界机组的步伐,我国已经建立起了有效的合作机制,将借鉴别国先进手段的基础上逐步进行研发,促使电力行业在其方面的应用。 (二)超超临界机组的特点 超超临界机组的特点也是非常多并且极其突出的。首先,我们来探究一下直流锅炉的特点。电能生产一般要经历三个阶段,它们分别是加热、蒸发和过热。当蒸汽的温度到达一定的上限时,它的临界状态会进入自动提醒的阶段,在空气上层形成蒸汽包。蒸汽包要在三个方面进行转换,转换过程也是调节受热比例的过程。直流锅炉的一大特点就是它没有受热包,所以在运动的时候不存在有效的分界点,它的运行规律是由管道内部所占的体积决定的。为了使加热的过程具有平衡性,就要保证蒸汽中水量、加热温度、材料的数量的可利用性。我们可以通过阀门开关的控制来协调三者的关系,进而做到灵活转换。直流锅炉中,一旦再次加热,它的工作运行状态会非常的明显,这也是它区别于传统锅炉的主要特征。另外,在直流锅炉中,机组的蓄热量和蒸汽的温度与金属层面的厚度有关。它主要在饱和的状态下进行运作,所以上升循环的速度非常的快。在这种状态下,它的发展变化都非常的明显,其中一小方面的动作就能够对外界负荷产生搅动。另一方面是超超临界值的给水特点,直流锅炉中的给水方式与传统锅炉相比有着很大的不同。直流锅炉给水方式是一个简单自然的循环过程。在直流锅炉的上层有一个蒸汽出口,我们将水加热放置在此平台之中,水在受热的过程中会自动的产生气包。气包的作用是对各部分的比例进行缓冲以及协调。在热负荷的作用之下使受热部分上升,不受热部分下降,进而达到平衡的状态。另外,直流锅炉的加热过程不是循序渐进的它是相对统一的,以整体运作的方式进行。对于直流锅炉来说,它的多功能可控制的变量过程,而不是分离的操作步骤[2]。 二、超超临界机组直流炉协调控制策略 (一)超超临界组直流炉的机组概况 以徐州国华电场为例,探究超超临界直流炉的机组概况以及协调控制方式。徐州国华电场的锅炉是适合目前发展运行的直流炉,它是在上海引进的螺旋管直流炉。它的主要结构包括双向燃烧机组、平衡通流仪器、摆动式的温度调节器、全钢质的循环调节构架等等。它采用的是机械化一体的固态排渣转换器。主蒸汽机组的标准温度是六百度,再热蒸汽机组的标准温度是六百零五度。它主要采用的是分散型的控制系统。下面让我们来探究一下其主要协调控制方式:第一,在协调指令发出时,网络信号会就此投入。投入的条件是整体程序要满足AGC的请求。执行者要通过计算机将机组的功率进行校正,对远程口令分析,看其运行模式是否符合当前的实际操作要求。允许协调的模式如下:直流炉应该在500MW到1000MW之间,它的性能也要在合格的预测之中,并且其承受能力与执行指令的偏差要在30MW之内[3]。当机组执行条件满足这些要求时,则可以进入下一步的协调。第二,操作人员在远程操作中可以适当的调节给水温度,通过设定负荷变化率的方式完善操作规则。另外,我们还可以将实发功率转至到给水系统调节中,通过此步骤可以控制水的流量。一般情况下,操控人员要在直流炉的下层进行给煤机转速指令,煤的实际供应量要小于指令中的数字,计算机操作系统可以实现自行调节。第三,指令回路的控制也是非常重要的,直流炉在工作状态下会产生一定的压力,在整体协调过后,机器的负载能量会有一个上限和下限。在进行设计的时候,要将此因素考虑进去。可以不经过速率的限制就对预热器、送风机、给水引擎、水泵等机组进行设置。这样能够很大程度上控制指令回路,使机组的运行更加合理。 (二)锅炉主控方式协调控制 在直流炉协调控制方面,主控机构是必不可少的。由于超超临界组直流炉的能量积攒率非常的小,它都是在一次性运行的状态下组件的,所以阀门的调节功能实现性不大。又因为锅炉是一个大的运作系统,它在运行中具有很强的惯性。所以想要将这些弊端剔除必须改变
#1机组C+级检修技术规范书
华能嘉祥发电有限公司 #1机组C+级检修技术规范书 批准: 审定: 审核: 编制:策划部
1 总则 1.1 本规范书用于招标方#1机组C+修项目外委招标。它提出了#1机组C+修项目外委招标的工作范围、检修工期、检修质量过程控制、系统调试验收等方面的技术要求。 1.2 在本规范中提出了最低限度的技术要求,并未规定所有的技术要求和适用的标准,对国家有关安全、环境保护等强制性标准,必须满足其要求。 1.3 如未对本规范提出偏差,将认为投标方能够完成规范和标准的要求。 1.4 为完成本规范书要求内容,投标方要提前向招标方提供承担本检修项目的资质证明、工作业级。投标方正式投标文件中要有较为详细的人员配备,工器具的投入、检修项目安全、质量、工期控制管理办法及安全技术措施,作业指导书等文字资料。 1.5 投标方在本项目的检修中所设涉及的各项规程,规范和标准必须遵循现行最新版本的国家标准。本规范书所使用的标准如遇与投标方所执行的标准发生矛盾时,应按较高标准执行。 1.6 在签订合同之后,招标方有权提出因规范标准和规程发生变化而产生的一些补充要求,具体项目由招标、投标双方共同商定。 1.7 本技术规范书将作为商务合同的附件,与合同正文具有同等法律效力。 2 项目概况 2.1电厂厂址:电厂位于济宁市以西10km,北距新327国道 3.8km,东临京杭大运河,西距嘉祥县城8km,位于嘉祥县高新技术开发工业园区内,人力资源丰富,交通运输便利,工业基础较好。 2.2 电厂建设及施工:电厂厂区占地面积857.35亩,规划容量200万千瓦。电厂一期工程2×330MW亚临界燃煤发电机组。 2.3 三大主机及汽轮机主要配套辅助设备情况:汽轮机为上海汽轮
汽轮机技术规范书
宝鸡北马坊电厂节能改造工程(1×1.5MW抽汽凝汽式汽轮发电机组) 汽轮机技术规范书 发电机技术规范书 招标人: 宝鸡北马坊煤业有限公司 项目管理人:深圳德圣实业有限公司 2008年1月
第一部分 汽轮机技术规范书
目录 1.0 总则 2.0 主要技术标准 3.0 汽轮机及辅助系统的基本参数和技术要求 4.0 对于旧机的技术要求标准 5.0 包装、标志、运输 6.0 设计分界 7.0 供货范围 8.0 图纸资料交付进度 9.0 设备监造(检验)和性能验收试验 10.0 交货进度 11.0 技术服务和联络 12.0 差异表
1.0 总则 1.1 概述 1.1.1本技术规范书适用于宝鸡北马坊电厂节能改造工程,本工程采用1台1.5MW冲动式带减速箱的抽汽凝汽式汽轮机,配1台1.5MW的汽轮发电机。它提出设备的功能设计、结构、性能、安装和试验等方面的技术要求。 1.1.2 需方在本技术规范书中提出了最低限度的技术要求,并未规定所有的技术要求和适用的标准,供方应提供一套满足本技术规范书和所列标准要求的高质量产品及其相应服务。对国家有关安全、环保等强制性标准,必须满足其要求。 1.1.3 供方如对本技术规范书有偏差都必须清楚地表示在“差异表”中。否则需方将认为供方完全接受和同意本技术规范书的要求。 1.1.4 供方执行本规范书所列标准。有矛盾时,按较高标准执行。 1.1.5 合同生效后15天,供方提出合同设备的设计,制造、铭牌参数(机组改造前)、设备台帐、检修记录、运行记录(适应旧机组)、检验、试验、装配、安装、调试、试运、验收、运行和维护等标准清单提供需方,由需方确认。 1.1.6 本技术规范书是汽机产品订货合同的附件,与合同具有同等法律效力,在协议签订后,应互相按时交换资料,满足各方设计和制造(改造)进度的要求。 1.1.7 本技术规范书未涉及的部分以需方招标文件、供方投标文件、澄清文件为准,未尽事宜双方协商解决。 1.1.8 供方提供的设备需是在安全服役期的、运行状况良好的、成熟的、安全可靠、技术先进以及完整的汽轮机设备,并具有改造(制造)相同类型、相同容量(或同系列机组)及以上汽轮机的能力和运行成功的实践经验,并且至少应有二台汽轮机运行三年以上且具有安全可靠性的运行记录。 1.1.9 供方提供的设备应合理设计和制造,在各种状态下长期、安全和连续运行并实现其功能,设备部件的加工(改造)采用先进技术,并满足安装、运行和维护的要求。所采用的材料满足技术要求,并且是在安全服役期内、高质量的,以使维修降低到最低限度。 1.1.10 供方提供的汽轮机设备其结构设计和制造能保证机组长期、安全、稳定、经济和满负荷的运行。 1.1.11 供方对汽轮机的成套设备(含辅助系统及设备)负有全责,包括分包(或采购)的产品。其分包(或采购)的产品及其制造商应事先征得买方的认可。 1.2 厂址条件 1.2.1 气象条件 陕西省宝鸡市麟游县气象资料 1.2.2 地质条件
超临界锅炉运行技术
超临界锅炉运行技术 4. 超临界机组协调控制模式 (1)CCBF,机炉自动,机调负荷,炉调压力; 能充分利用锅炉蓄热,负荷响应快;主汽压力控制存在较大延迟,降低了主汽压稳定性。 (2)CCTF,机炉自动,炉调负荷,机调压力; 主汽压稳定性好,负荷响应慢。 (3)机炉协调; 机炉同时接受负荷和主汽压力指令,同步响应负荷和主汽压力的变化。 其中:(1)应用最广,(3)的调节器若匹配不当,机炉间容易引起震荡。 3.2.3 600MW超临界机组协调控制策略 1. 被控参数 (1)给水流量/蒸汽流量 因为给水系统和蒸汽系统是直接连通的,且由于超临界锅炉直流蓄热能力较小,给水流量和蒸汽流量比率的偏差过大将导致较大的汽压波动。 (2)煤水比 稳定运行工况时,煤水比必须维持不变,以保证过热器出口汽温为设计值。而在变动工况下,煤水比必须按一定规律改变,以便既充分利用锅炉蓄热能力,又按要求增减燃料,把锅炉热负荷调到与机组
新的负荷相适应的水平. (3)喷水流量/给水流量 超临界锅炉喷水仅能瞬时快速改变汽温.但不能始终维持汽温,因为过热受热面的长度和热焓都是不定的。为了保持通过改变喷水流量来校正汽温的能力,控制系统必须不断地把喷水流量和总给水流量之比恢复到设计值。 (4)送风量/给煤量(风煤比) 为了抑制NOx的产生,以及锅炉的经济、安全运行,需对各燃烧器的进风量进行控制,具体是通过各层燃烧器的二次风门和燃尽风门控制风量,每层风量根据负荷对应的风煤比来控制。 2 协调控制回路 超临界机组蓄热能力相对较小.锅炉跟随系统的局限性较大,对于锅炉和汽机的控制指令既考虑稳态偏差又要考虑动态偏差。为了在机组负荷变化时机炉同时响应,机组负荷指令作为前馈信号分别送到锅炉和汽机的主控系统,以便将过程控制变量维持在可接受的限度内。 汽轮机调节汽门直接控制功率,锅炉控制主汽压力(CCBF),给水流量由锅炉给水泵改变。功率指令直接发送到汽轮机调节汽门,使得功率响应较快。由于锅炉惯性大,负荷应变较慢.为防止汽机调门动作过大锅炉燃烧跟不上,设计了压力偏差拉回逻辑,当压力偏差过大时限制调门进一步动作,直到燃烧满足负荷需求。 在协调控制模式下,主汽压力偏差一直作为限制主汽调门响应负荷需
机组A修技术规范书_吹灰包
机组A修技术规范 书_吹灰包 1
国信扬州发电有限责任公司 #3机组第一次A级检修技术规范 编制 会签 初审 审核 审定 批准 9月10日 2
#3机组A修(吹灰包)技术规范 甲方:国信扬州发电有限责任公司 乙方: 1、总的约定 1.1、国信扬州发电有限责任公司关于#3机组A修的招标书是合 同的有效组成部分,招标书中分包项目表将是本合同对项目执行的唯一依据。 1.2、关于在谈判中有书面确定的确认书、澄清书等也是合同的 有效部分。 2、投标商承包的检修项目及工作范围 2.1 、检修项目及相关工作内容 主要项目详见招标书中吹灰包项目表。 2.2、对相关工作内容的说明 2.2.1 、吹灰包项目内检修工作所需脚手及保温拆除、恢复由甲方负责提供,光谱分析确定材质、焊接热处理、探伤等金属监督工作和修复性金加工、起重作业、焊接、厂内运输由承包商负责。2.2.2、检修现场所需临时照明及工作电源由承包商自行接线解决,业主仅提供各处检修总电源(指现场检修电源箱)。 2.2.3、包内牵涉到不同专业之间的配合工作,若属同一承包单位承 3
包,则由该单位内部协调;若属不同承包商之间配合,则由两单位协调解决,不能达成一致的,由业主合理裁定,承包商不得有异议或借此要求额外费用。 2.2.4、检修过程中甲方有权根据现场检修情况临时增减项目,并依据相关合同条款进行费用结算。 2.2.5 、设备解体组装过程中除有约定的项目外,所有的拆装、维修工作均由承包单位完成,如承包单位因人力、物力等因素需业主方提供支援的,发生的费用由承包单位承担。 3、备品备件、材料、加工件的管理 3.1、本次A修中更换性金加工(部件解体后经维修无法再装复使用需重新加工的)及所有附着在设备上的材料、备品由甲方负责提供,但乙方需在开工前1个月配合甲方共同对加工件、材料、备品的准备情况进行检查,并提出增减意见否则视为默认。 3.2、根据设备解体检查情况乙方有责任在第一时间(限当天),将所需补充加工件、材料、备品情况通知甲方项目负责人,否则造成的工期延误责任由乙方承担。 3.3、乙方有义务对合同范围内所有的备品备件及材料质量把关。如果在验货中发现有备品备件及材料不符合合同规定的品质、规格和数量,乙方应提出更换此类备品或材料,若乙方未提出更换此类材料而引起的额外损失应负一定的责任。若检验双方有争议,则检验结果以当地质检部门检验结果为准。 4
国外超超临界机组技术的发展状况
国外超超临界机组技术的发展状况 一、超超临界的定义 水的临界状态点:压力 22.115MPa,温度374.15℃;蒸汽参数超过临界点压力和温度称为超临界。锅炉、汽轮机系列(通常以汽轮机进口蒸汽初压力划分等级):次中压2.5 MPa,中压3.5 MPa,次高压6.5 MPa,高压9.0MPa,超高压13.5 MPa ,亚临界16.7 MPa,超临界24.1 MPa。 超超临界(Ultra Super-critical)(也有称高效超临界High Efficiency Supercritical))的定义:丹麦人认为:蒸汽压力27.5MPa是超临界与超超临界的分界线;日本人认为:压力>24.2MPa,或温度达到593℃(或超过 566℃)以上定义为超超临界;德国西门子公司的观点:从材料的等级来区分超临界和超超临界;我国电力百科全书:通常把蒸汽压力高于27MPa称为超超临界。 结论:其实没有统一的定义,本质上超临界与超超临界无区别。 二、国外超超临界技术发展趋势 (一)超超临界机组的发展历史 超超临界机组发展至今有50年的历史,最早的超超临界机组于1957年投产,建在美国俄亥俄州(Philo 电厂6#机组),容量为125MW,蒸汽进汽压力31MPa,进汽温度621 / 566 / 566 C(二次再热)。汽轮机制造商为美国GE公司,锅炉制造商为美国B&W公司。 世界上超超临界发电技术的发展过程一般划分为三个阶段: 第一阶段(上世纪50-70年代)
以美国为核心,追求高压/双再的超超临界参数。1959年Eddystone 电厂1#机组,容量为325MW,蒸汽压力为34.5MPa,蒸汽温度为 649 / 566 / 566 C(二次再热),热耗为8630kJ/kWh,汽轮机制造商美国WH 公司,锅炉制造商美国CE公司。其打破了最大出力、最高压力、最高温度和最高效率的4项记录。1968 年降参数(32.2MPa/610/560/560 C)运行直至今,但至今仍是世界上蒸汽压力和温度较高的机组。 结果,早期的超超临界机组,更注重提高初压(30MPa或以上),迫使采用二次再热。使结构与系统趋于复杂,运行控制难度更难,并忽视了当时技术水平和材料水平,使机组可用率不高。 第二阶段(上世纪80年代) 以材料技术发展为中心,超超临界机组处于调整期。锅炉和汽轮机材料性能大幅度提高,电厂水化学方面的认识更趋深入,美国对已投运的超临界机组进行大规模的优化和改造,形成了新的结构和新的设计方法,使可靠性和可用率指标达到甚至超过了相应的亚临界机组。其后,美国将超临界技术转让给日本,GE公司转让给东芝和日立公司,西屋公司转让给三菱公司。 第三阶段(上世纪90年代开始) 迎来了超超临界机组新一轮的发展阶段。主要原因是国际上环保要求日趋严格,新材料的开发成功,常规超临界技术的成熟。大规模发展超超临界机组的国家以日本、欧洲(德国、丹麦)为主要代表。日本以川越电厂31 MPa /654℃/566℃/566℃超超临界为代表,开拓了一条从引进到自主开发,有步骤有计划的发展之路,成为当今超超临界技术领先国家。其值得我们认真学习。 三、各国超超临界发电技术情况
超超临界直流炉的汽温调节
超超临界直流炉的汽温调节(针对干态运行时) 一、超超临界直流锅炉影响汽温变化的主要因素 1、煤水比 在直流锅炉中,过热汽温的调节主要是通过给水量G与燃料量B的调整来实现的。要保持稳定汽温的关键是要保持固定的燃水比,若给水量G不变而增大燃料量B,受热面热负荷q成比例增加,热水段长度和蒸发段长度必然缩短,而过热段长度延长,过热汽温会升高,若B不变而增大G,由于q并未改变,所以热水段和蒸发段必然延伸,而过热段长度会缩短,过热汽温就会降低。 2、给水温度 因高加解列等造成的给水温度降低,在同样给水量和煤水比的情况下,直流炉的加热段将延长,过热段缩短,过热汽温会随之降低,再热汽温也会因为高压缸排汽温度的降低而随之降低。 3、锅炉受热面结焦玷污 煤水比不变的情况下炉膛结焦会使过热汽温降低。因为炉膛结焦是锅炉传热量减少,排烟温度升高,锅炉效率降低,工质的总吸热量减少,而工质的加热热和蒸发热之和一定,所以过热吸热(包括过热器和再热器)减少。主蒸汽温会降低,但再热器吸热因炉膛出口烟温升高而增加而影响相对较小。 4、锅炉过量空气系数 增大过量空气系数时,炉膛出口烟温基本不变。但炉内平均温度下降,炉膛水冷壁吸热减少,使过热器进口汽温降低,虽对对流式过热器的吸热量有一定增加,但前者影响更大,在煤水比不变的情况下,过热器出口温度将降低,反之依然。 5、炉膛火焰中心高度 炉膛火焰高度的不同对辐射、对流换热特性不同的各受热面起到相反的作用,提高火焰中心,水冷壁辐射吸热减少,而使得蒸发段延长,但过热器再热器等对流特性的换热面吸热增加,但对于过热器而言,蒸发段延长影响更大,所以上提火焰中心主蒸汽温度整体呈降低趋势,而再热汽温则会升高。 6、引起汽温波动的因素分内扰及外扰两种情况,内部扰动因素包括:启停、切 换制粉系统,投退油枪,炉膛或烟道吹灰,煤质变化,高加投退等,外扰包
洛河三期超临界直流炉自动控制系统方案简介
洛河三期超临界直流炉自动控制系统方案简介 摘要:本文对超临界直流炉的控制特点进行了分析,并结合洛河三期两台超临界机组对协调控制系统、给水调节及蒸汽温度控制的方案从原理上进行简要说明。 关键词:协调;给水;调节 1.概述 洛河电厂三期2×600MW超临界机组的汽轮机是由上海汽轮机有限公司制造的超临界、一次中间再热、单轴、三缸四排汽、双背压、凝汽式汽轮机。额定功率为600MW,最大连续功率为648MW,主蒸汽压力24.2MPa,主蒸汽温度566℃,再热蒸汽压力4.033MPa,再热蒸汽温度566℃。 分散控制系统采用ABB公司生产的Symphony控制系统。软件组态采用Composer 4.3控制软件,图形组态采用PGP 4.0组态软件。其主要包括:数据采集及处理系统(DAS)、模拟量控制系统(MCS)、顺序控制系统(SCS)、旁路控制系统(BPS)、炉膛安全监视系统(FSSS)以及事故追忆系统(SOE)等。 DEH系统和MEH系统也采用ABB的控制软件及硬件,即与DCS一体化。是一套完成整个汽轮发电机组各项控制功能的完善的控制系统。 2.超临界直流炉的控制特点 超临界变压运行直流锅炉,由于没有汽包,当外部负荷变化时,汽压波动较大且因加热、蒸发、过热过程在各受热面没有固定的分界线,当给水或燃料扰动时,都将引起汽温的波动。因此为使锅炉具有良好的调节品质,需要有高性能的调节系统。 直流锅炉是汽水一次性循环,因此锅炉的蓄热较少,系统具有多变量的特性。 直流锅炉—汽轮机是复杂的多输入多输出的被控对象,燃料量、给水、汽轮机调门的任一变化,均会影响机组负荷、中间点温度、压力的变化,而且燃料、汽轮机调门的变化又会影响到给水流量的变化及主汽压力的变化,因此对于直流锅炉机组的协调控制系统来说,主汽压力控制是最基本的控制。 直流锅炉由于没有汽包,因此汽水没有固定的分界点,它随着燃料、给水流量以及汽轮机调门的变化而前移或者后移。而汽水分界点的移动直接影响汽水流程中加热段、蒸发段、过热段的长度,影响新蒸汽的温度,导致机前压力、负荷的变化,因此控制中间点温度是直流锅炉控制的重要环节。
超临界大型火电机组安全控制技术示范文本
超临界大型火电机组安全控制技术示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
超临界大型火电机组安全控制技术示范 文本 使用指引:此解决方案资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 目前,国内装机容量已突破4亿千瓦,引进和建设低 煤耗、大容量的超临界大型火电机组可以提高我国发电厂 的经济性,同时也能满足节能、环保的要求,国内已投产 600 MW、800 MW、900 MW级超临界燃煤机组多台, 邹县电厂2×1000 MW超超临界燃煤机组立项在建。随着 超临界燃煤机组占国内装机容量的比重越来越大,其运行 情况将对电网安全产生很大影响。所以根据超临界大型火 电机组的特点,实施科学合理的安全控制监测,将对确保 电力安全生产发挥积极的作用。 1 超临界机组安全生产的特点 超临界大型火电机组蒸汽参数高(压力≥22.12 MPa、
温度≥540 ℃),和亚临界机组相比在运行过程中存在的问题有所不同。其主要问题有:①过热器进出口的部分管子过度磨损和水冷壁管、再热器管的泄漏,这些问题大多与燃料的含灰量和烟气流速有关;②汽机高压缸第一级叶片根部腐蚀,此种现象在机组投运6~8年后渐渐严重,蒸汽品质是主要的原因;③高压阀门的泄漏问题。 超临界大型火电机组的不可用率(包括强迫停炉、维修与计划停运)的影响因素是多方面的,超临界压力锅炉的不可用率约为汽轮机、发电机和电站辅机的3倍。水冷壁管泄漏是锅炉方面的主要问题,大部分是由于过热所致。管壁结垢和水冷壁中质量流量过低、管内紊流程度不够,使锅炉在高热负荷区发生核态沸腾所引起。造成上述问题的原因大多是锅炉水冷壁无法得到足够的冷却和缺少凝结水除盐设备或除盐设备不完善。水的品质对于超临界机组的可靠运行极为重要。
机组A修技术规范书_吹灰包 SS
机组A修技术规范书_吹灰包
#3机组A修技术规范书_吹灰包
国信扬州发电有限责任公司 #3机组第一次A级检修技术规范 编制 会签 初审 审核 审定 批准
2008 年 9 月 10 日 # 3 机组 A 修(吹灰包)技术规范 甲方:国信扬州发电有限责任公司 乙方: 1 、 总的约定 1.1 、国信扬州发电有限责任公司关于 #3 机组 A 修的招标书 是 合同的有效组成部分, 招标书中分包项目表将是本合同对项 目执行的唯一依据。 1.2 、关于在谈判中有书面确定的确认书、 有效部分。 澄清书等也是合同的 2 、 投标商承包的检修项目及工作范围 2.1 、检修项目及相关工作内容 主要项目详见招标书中吹灰包项目表。 2.2 、对相关工作内容的说明 2.2.1 、吹灰包项目内检修工作所需脚手及保温拆除、恢复由甲 方负责提供,光谱分析确定材质、焊接热处理、探伤等金属监督 工作和修复性金加工、 起重作业、 焊接、厂内运输由承包商负责。 2.2.2 、检修现场所需临时照明及工作电源由承包商自行接线解 决,业主仅提供各处检修总电源 ( 指现场检修电源箱 ) 。
2.2.3、包内牵涉到不同专业之间的配合工作,若属同一承包单 位承包,则由该单位内部协调;若属不同承包商之间配合,则由 两单位协调解决,不能达成一致的,由业主合理裁定,承包商不 得有异议或借此要求额外费用。 2.2.4、检修过程中甲方有权根据现场检修情况临时增减项目, 并依据相关合同条款进行费用结算。 2.2.5、设备解体组装过程中除有约定的项目外,所有的拆装、 维修工作均由承包单位完成,如承包单位因人力、物力等因素需 业主方提供支援的,发生的费用由承包单位承担。 3、备品备件、材料、加工件的管理 3.1、本次A修中更换性金加工(部件解体后经维修无法再装复使 用需重新加工的)及所有附着在设备上的材料、备品由甲方负责 提供,但乙方需在开工前备品的准备情况进行检查1个月配合甲方共同对加工件、材料、,并提出增减意见否则视为默认。 3.2、根据设备解体检查情况乙方有责任在第一时间所需补充加工件、材料、备品情况通知甲方项目负责人(限当天),将 ,否则造 成的工期延误责任由乙方承担。 3.3、乙方有义务对合同范围内所有的备品备件及材料质量把关。 如果在验货中发现有备品备件及材料不符合合同规定的品质、规格和数量,乙方应提出更换此类备品或材料,若乙方未提出更换此类材料而引起的额外损失应负一定的责任。若检验双方有争 议,则检验结果以当地质检部门检验结果为准。
超超临界锅炉制造技术的研究
超超临界锅炉制造技术的研究 摘要:超超临界锅炉的材料以及结构有其自身的制造特点,要想能够使得超临 界锅炉的制造技术能够实现进一步的发展,就需要在有效掌握超临界锅炉制造工 艺特点的基础上,采取有效的方式来对超超临界锅炉制造技术进行改进,选取合 理的制造技术应用到超超临界锅炉的研制当中,从而使得超超临界锅炉的未来应 用范围更加的宽广。本文将对超超临界锅炉制造技术进行研究。 关键词:超超临界锅炉,螺旋管圈水冷壁,细晶粒不锈钢,集箱管座机械焊超超临界机组因其煤耗低,节约能源,我国已经把大幅度提高发电效率、加 速发展洁净煤技术的超超临界机组作为我国可持续发展、节约能源、保护环境的 重要措施。 1超超临界锅炉用钢 超超临界机组蒸汽压力和温度的提高对关键部件材料带来更高的要求,尤其 是材料的高温强度性能、抗高温腐蚀和氧化性能以及高温疲劳蠕变性能。超超临 界机组广泛采用各种低合金高强钢、耐热钢。如水冷壁采用具有优异的焊接性能 的T23和T24,联箱和蒸汽管道主要采用P91、P92、P122等马氏体高强钢,过热器、再热器主要采用P91马氏体高强钢及uper304H和TP347HFG奥氏体耐热钢。 2超超临界直流锅炉制造工艺方案 2.1 集箱制造工艺 超超临界锅炉集箱本体的材料与超临界、亚临界锅炉略有不同,主要体现在 过热器和再热器集箱选用了性能更好的 T P347H、P92 作为集箱本体材料。集箱管径较大、管壁较厚,特别是超长集箱给集箱制造、翻转、吊运及运输等均带来一 定的难度,另外,尤为关键的是所有管座与集箱连接的角焊缝均要求全焊透。根 据以上特点,我们采取了如下措施: (1)针对 TP347H、P92、P91 等钢的焊接难点,避免焊接返修,保证一次合格率,我们新研制了1 台集箱环缝对接的窄间隙自动焊机。此设备能实现不点固焊 装配、全自动氩弧焊打底及细丝窄间隙埋弧焊一次性焊妥,此技术在国内外尚无 先例,系自主创新成果。 (2)对于管径大于 108mm 的管座角焊缝,我们采用机械焊,用先进的工艺装 备保证产品质量。 (3)对于全焊透结构的小管座角焊缝,我们尽量采用自动内孔氩弧焊封底+ 手 工电弧焊焊妥工艺。对有些无法采用内孔氩弧焊设备的长管接头角焊缝,在选用 合理的焊接坡口的同时,我们采用独创的外壁自动氩弧焊打底设备焊接,保证根 部全焊透,然后用手工电弧焊焊妥。 (4)对于超长集箱的翻转、吊运及运输,除了添置必需的工艺装备之外,我们 还制定了一系列的吊运、运输工艺守则及注意事项,防止集箱碰伤、碰坏。 (5)针对 TP347H 不锈钢集箱的制造难点,我们设计制作了焊缝背面气体保护 防氧化工装,选用合理的焊接规范,控制层间温度,减少在敏化温度区域内的停 留时间,并通过焊后稳定化处理解决受焊接热循环影响出现的“贫铬区”间隙。 2.2 “三器”制造工艺 对于蛇形管的制造工艺,无论是超(超)临界机组还是亚临界机组均无明显区别,只是按锅炉容量的大小在管径、壁厚和外形尺寸上有所不同。超超临界锅炉的“三器”管排均为超长、超宽管排,且末级过热器和再热器采用 Super304H、TP347HFG 等细晶粒不锈钢,针对制造中的难点,我们采取如下措施:
冷水机组规格书
目录 1.技术要求3 1.1 概述3 1.2 设计标准规范4 1.3 定义5 1.4 工作条件6 1.5 基本要求7 1.6 部件、材料要求10 1.7 冷水机组控制方式12 1.8 与相关系统技术接口17 1.9 安全装置17 1.10 选型要求19
1.技术要求 1.1概述 北京地铁亦庄线线路起点位于宋庄路与石榴庄路交叉口南侧,以地下线形式沿宋庄路向南,至顶秀家园后转向东,在凉水河北侧与凉水河并行,下穿南四环后沿四环南侧向东;线路在龙爪树路转向南,沿规划龙爪树路穿过小红门中心区,下穿通久路及高压走廊,在三台山村西侧出地面,以高架线形式上跨成寿寺路及凉水河,进入旧宫地区;在旧宫镇东边缘上跨旧宫北路,之后线路转向东,跨越凉水河及南五环后进入开发区;开发区内线路沿亦庄文化园西路、宏达路、康定街等预留轨道位置到达通惠排干渠;过通惠排干渠后转入地下,以地下线方式沿规划站前街到达亦庄新城东部的亦庄火车站。起点设置宋家庄停车场、终点设置车辆段各一处。 本线路途经丰台、朝阳、大兴、通州四个辖区和亦庄开发区,正线全长23.23km,地下线长约8.95km,高架线路13.95km,U型槽及路基段0.69km。宋家庄出入段线长1.38km,亦庄火车站出入段线0.77km。 全线共设车站14 座,其中地下车站6 座,高架车站8 座。全线换乘车站共5座,宋家庄站与M5、M10换乘,旧宫东站及荣京街站与L5换乘,经海路站与M12换乘,亦庄火车站与京津城际及S6线换乘。 为满足地铁乘客和运营人员的舒适性环境要求和满足运营车站各系统系统设备正常运转的工艺环境需要,提高服务水平,亦庄线设置通风空调系统。通风空调系统要保证地铁和列车内部空气环境的空气质量、温度、湿度、气流组织、气流速度和噪声等均能满足人员的生理及心里条件要求和设备正常运转的需要。 北京地铁亦庄线项目通风空调系统制式采用闭式系统,开、闭式运行。空调通风系统由以下四部分组成:隧道通风系统、车站公共区通风空调系统<简称车站大系统)、车站设备管理用房通风空调系统<简称车站小系统)和空调水系统。 地铁地下车站一般为地下二层结构,地下一层为站厅层,地下二层为站台层。车站冷冻机房一般布置室内地下一层或地下二层。冷冻机房内设有水冷螺杆式冷水机组、冷冻水泵、冷却水泵、分水器、集水器等设备,为车站公共区及设备管理用房提供空调冷源。 车站冷冻机房制冷设备群控系统使冷冻机房的相关设备自成一个网络控制系
超超临界直流锅炉变压运行
内容摘要 我国电力以煤电为主, 在获取相同电能的情况下, 提高燃煤电厂的效率是节约能 源的主要途径,而超临界大容量机组恰恰满足这一要求。通过对超超临界锅炉机组技术特点的介绍,分析其变压运行时的有关问题,得出超超临界锅炉机组具有运行可靠性高,经济性高,厂效率高,煤耗低,具有良好的负荷调节特性和显著的环保效益等特点。超超临界锅炉与亚临界相比占有一定的优势,是我国燃煤锅炉技术发展的方向。 关键词:超超临界直流锅炉变压运行技术特点经济性 Abstract :China's coal-based electricity to the power of access to the same circumstances, improve the efficiency of coal-fired power plant is the major means of energy conservation, and large-capacity supercritical generating units precisely meet this requirement. Ultra-supercritical boiler through the introduction of technical features to analyze the issues related to transformer running, come running ultra supercritical boiler with high reliability, economy and high plant efficiency, low coal consumption, with good load regulation characteristics and significant environmental benefits and so on. The ultra supercritical boiler compares with subcritically and holds certain superiority. Supercritical and subcritical boiler holds certain advantages in comparison, is China's coal-fired boiler technology development direction . Key words: Ultra-supercritical once–through boiler variable pressure operation technique characteristics economic
发电机技术规范书
. 10kV配电工程发电机技术规书
目录 1、总则 2、技术要求 3、设备规及数量 4、供货围 5、技术服务 6、需方工作 7、工作安排 8、备品备件及专用工具 9、质量保证和试验 10、包装、运输和储存
1 总则 1.1 本设备技术规书适用于10kV配电工程发电机。它提出了该设备的功能设计、结构、性能、安装和试验等方面的技术要求。 1.2 本设备技术规书提出的是最低限度的技术要求,并未对一切技术细节作出规定,也未充分引述有关标准和规的条文,供应方应提供符合本规书和工业标准的优质产品。 1.3 如果供方没有以书面形式对本规书的条文提出异议,则表示供方提供的设备完全符合本规书的要求。如有异议,不管是多么微小,都应在投标书中以“对规书的意见和同规书的差异”为标题的专门章节中加以详细描述。 1.4本技术规书让所使用的标准如遇与供方所执行的标准不一致时,按较高标注执行。 1.5 本设备技术规书经供、需双方确认后作为订货合同的技术附件,与合同正文具有同等的法律效力。 1.6 本设备技术规书未尽事宜,由供、需双方协调决定。
2 技术要求 2.1 应遵循的主要现行标准 GB/T2820《往复式燃机驱动的交流发电机组》 GB755 《旋转电机基本技术要求》 GB3906《3~35kV交流金属封闭开关设备》 GB2920《250至3200kW柴油发电机组通用技术条件》GB4712《自动化柴油发电机组分级要求》 2.2环境条件 2.2.1周围空气温度 最高温度: 38.9 ℃ 最低温度: - 28.4 ℃ 最大日温差: 25 ℃ 日照强度: 0.1W/cm2(风速0.5m/s) 2.2.2 海拔高度:1213m。 2.2.3 最大风速:24.2m/s。 2.2.4 环境相对湿度(在25℃时)平均值:50 % 2.2.5地震烈度8度(中国12级度标准)设防 水平加速度0.3g 垂直加速度0.125g
浅谈超临界直流锅炉“干—湿态”转换方法
浅谈超临界直流锅炉“干—湿态”转换方法 【摘要】超临界锅炉干湿态转换过程中,容易出现金属温度波动过大,影响锅炉安全运行,因此要在转换过程中控制燃料和给水量,避免出现大的波动。 【关键词】干湿态;负荷;燃料量;给水量;给水泵 0 概述 超临界直流锅炉,在负荷中心(LMCC)上以6MW/min的升负荷率,升负荷至50%额定负荷。 在此期间锅炉由湿态转化为干态,在湿态与干态转换区域运行时,控制燃料和给水量,保持汽水分离器水位稳定。严格按升压曲线控制汽压稳定上升,防止受热面金属温度波动。 1 锅炉干湿态转换时间 由于直流炉没有明显的汽水分界面,所以当燃水比严重失调时干湿态就会转换,而与机组的负荷和蒸汽参数没有严格的关系。但是为了保证螺旋水冷壁的安全和水动力特性的稳定,一般设计上要求:不带强制循环直流炉在20%MCR左右,带强制循环直流炉在30%MCR左右进行干湿态转换,但是在实际运行中为了充分保证螺旋水冷壁的安全,规定“不带强制循环直流炉在30%MCR左右,带强制循环直流炉在40%MCR左右”进行干湿态转换。 2 转换的方法 2.1 湿态向干态转换当机组负荷到达240MW左右时,此时的燃料量应该是两套制粉系统和10支油枪左右,汽水分离器出口温度已经达到对应压力下的饱和温度,储水箱水位多次呈现下降趋势,此时应该考虑锅炉该转直流运行。暖第三台磨,增投对应磨煤机的两支油枪,保持给水流量不变,投第三台磨,开汽轮机调门,加负荷至300MW以上,观察汽水分离器出口温度已经有过热度,视过热度的大小来确定是否加水。维持燃料和给水的稳定,维持燃烧的稳定,停炉水泵,关闭炉水泵出口调门,投溢流管道暖管。转换油枪,暖第四套磨煤机,启磨煤机后,机组负荷增至350MW~380MW,锅炉逐步退油。 2.2 干态向湿态转换当机组负荷降到300MW左右时,此时的燃料量应该是三套制粉系统和2支油枪左右,汽水分离器出口温度的过热度下降很低甚至没有过热度,分离器偶尔出现水位显示。此时应该考虑锅炉转湿态运行。减少一台磨煤机的出力,增投两支油枪,维持锅炉燃烧稳定,维持机组负荷不大幅度下降,此时增加给水,让分离器和储水箱见水,但不能大幅度的加水,流量大概增加100T/H左右,以防止主蒸汽温度骤降。储水箱水位达到6000mm以上时,启动炉水泵,检查再循环电动门自动开启,等炉水泵电流、储水箱水位稳定后,逐步开启炉水泵出口调门。逐步增投油枪,退磨煤机,降负荷。 3 注意事项 3.1 机组正常运行时,无论什么原因(调度原因、煤质差、原煤仓堵煤、给煤机卡、磨煤机检修等等),都必须保证锅炉的热负荷(燃料量)在350MW以上,否则只要燃料量和给水稍微一扰动就会造成锅炉转湿态,主蒸汽温度会大幅度下降。 3.2 湿态向干态转换时,增加燃料要迅速,并且燃料量要大些,防止锅炉转换成干态后又返回成湿态,造成炉水泵频繁地启动。 3.3 相应地干态向湿态转换时,要适当的增投油枪,维持锅炉燃烧的稳定,
1000MW超超临界燃煤火力发电机组塔式锅炉尾部垂直段烟道施工关键技术研究与应用
1000MW超超临界燃煤火力发电机组塔式锅炉尾部垂直段烟 道施工关键技术研究与应用 摘要:外高桥电厂三期工程1000MW超超临界燃煤火力发电机组为塔式锅炉, 其尾部烟道垂直段上平面安装标高为84.8m,直径12.5m整体长度约61m,重量 为350t(包括保溫及外装板)。采用液压提升装置地面组合整体吊装,使原来大 量必须在高空完成的工作转移到了地面,降低了施工的难度和危险性,提高了安装效率,节约了施工成本,并能更好地保证安装质量。 关键词:塔式锅炉尾部垂直段烟道液压提升 一.前言 根据现场情况和施工进度及质量的要求,使用公司开发的由柳州市建筑机械总厂生产的LSD3000-300型液压提升装置配合我公司自主设计制作的吊架等设施,将垂直段烟道、保溫 及外装板采用一次成型的倒装法,在地面进行逐节组装逐节保温及安装外装板,逐节提升并 最后整体提升至就位位置安装。 二.特点 液压提升装置是一种集液压、电气和控制技术为一体的新型起重设备,它能在困难作业 条件下进行特大笨重件垂直提升和安全就位,具有体积小、重量轻、起重能力大、安装简便、自动化程度高、操作简单、安全、可靠和高效等特点。 三.适用范围 大型电站中塔式锅炉尾部垂直段烟道以及大型电站及其他行业中大型组合件安装 四. 施工工艺流程及操作要点 尾部垂直段烟道安装过程中要求炉后从空气预热器到电气除尘器间的烟道支架缓装,在 尾部垂直段烟道安装结束后再进行。垂直段烟道安装前,先将炉膛出口的转折烟道临抛到位,然后安装液压提升装置及进行尾部垂直段烟道的拼装和提升。 4.1设备的布置 根据本体烟道垂直段的设计、提升要求及液压提升装置的安装条件,在锅炉大板梁炉后 的烟道吊梁上安装好液压提升装置的支承架,二台液压千斤顶布置其上,每台液压千斤顶穿 好相应数量的高强度预应力钢索,通过连接装置与烟道两永久吊杆上部相连,组成吊装承力 系统。 4.2 尾部垂直段烟道的拼装位置布置 根据设备供货条件,一节筒身分三段供货,每节筒身高为3米左右,整个垂直段共有十 多节筒体及一节头部异形节组成。尾部垂直段烟道的拼装和提升位置固定在其垂直下方,同 时在炉后设置一烟道拼装平台,进行单节烟道的拼装,即将卷制好的单片钢板拼装成单节烟道,然后拖运到尾部垂直段烟道的拼装和提升位置进行垂直段烟道的拼装。 4.3拼装 4.3.1需要折弯、卷制的零部件,在拼装前按要求进行加工。 4.3.2拼装前,各部件拼装位置,在必要时要做好靠山。 4.3.3拼装时要用专用的起吊夹具,防止起吊时零件变形。 4.3.4拼装时点焊必须由焊工进行,点焊高度不超过焊缝高度的三分之二,点焊长度不小 于50mm。 4.3.5点焊后要清理药皮和飞溅,检查点焊缝外表无裂纹等缺陷。 4.3.6拼装后要进行自检,并填写验收单,由质量员检查验收合格后方可焊接 4.4焊接 4.4.1焊条按规定进行烘培,且应存放在焊条保温筒内。 4.4.2焊工应具备相应的资质才能施焊。 4.4.3焊接前清理焊缝位置的铁锈及其他杂物。 4.4.4焊接时要采取必要的措施,以防止零件因焊接所引起的变形。