SOP模板
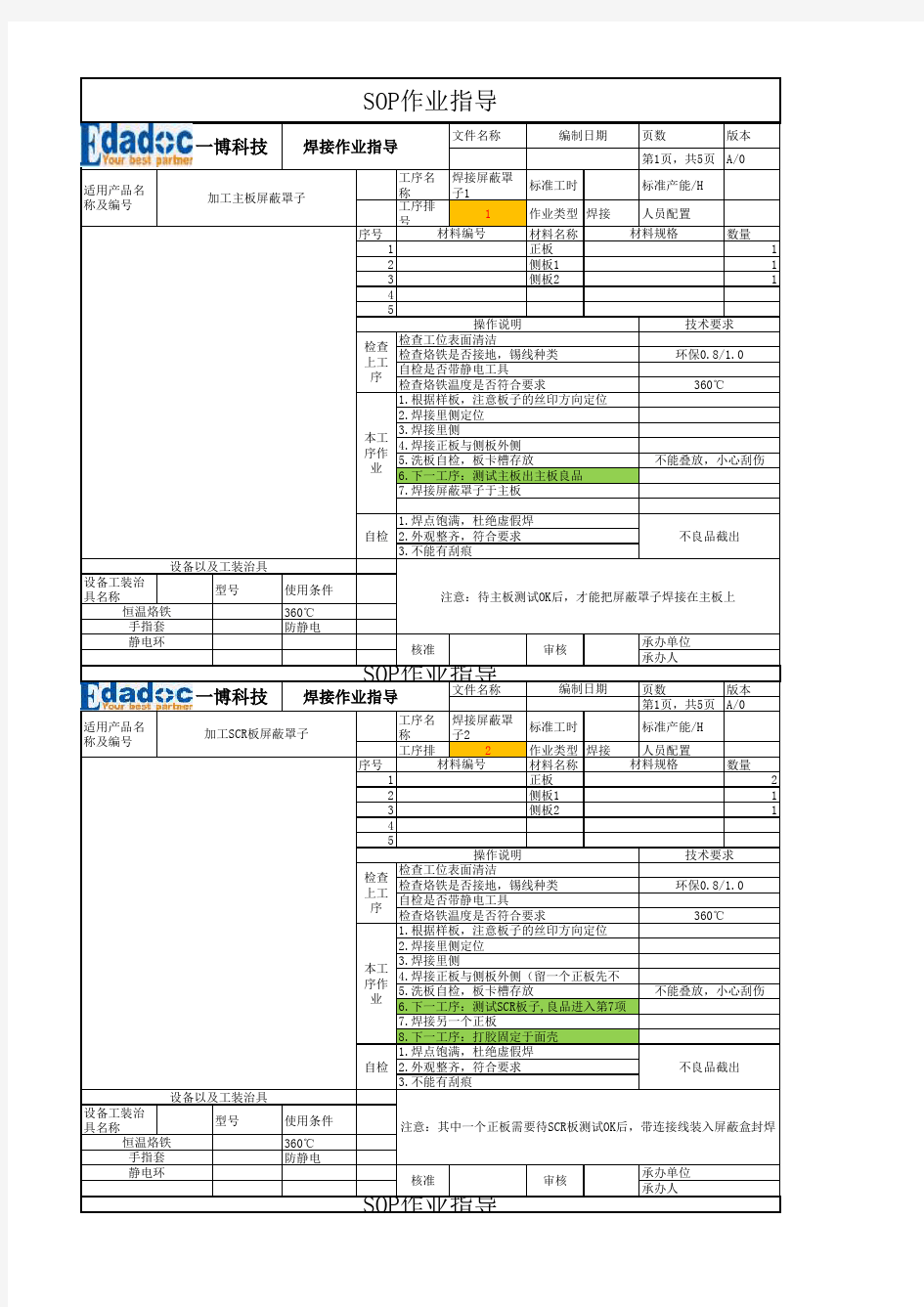
文件名称页数版本第1页,共5页A/0工序名称焊接屏蔽罩子1标准工时标准产能/H 工序排号1作业类型焊接人员配置
序号材料名称数量
1正板1
2侧板11
3
侧板214
5
设备工装治具名称型号
使用条件360℃防静电文件名称页数版本第1页,共5页A/0工序名称焊接屏蔽罩子2标准工时
标准产能/H 工序排号2作业类型焊接
人员配置序号材料名称
数量1正板2
2侧板11
3侧板21
4
5
设备工装治具名称型号使用条件360℃防静电设备以及工装治具注意:其中一个正板需要待SCR板测试OK后,带连接线装入屏蔽盒封焊
恒温烙铁手指套静电环核准审核
承办单位
承办人SOP作业指导
自检 1.焊点饱满,杜绝虚假焊
不良品截出
2.外观整齐,符合要求
3.不能有刮痕
本工序作业 1.根据样板,注意板子的丝印方向定位
2.焊接里侧定位
3.焊接里侧
4.焊接正板与侧板外侧(留一个正板先不焊)
5.洗板自检,板卡槽存放不能叠放,小心刮伤
6.下一工序:测试SCR板子,良品进入第7项
7.焊接另一个正板
8.下一工序:打胶固定于面壳
检查上工序检查工位表面清洁检查烙铁是否接地,锡线种类环保0.8/1.0自检是否带静电工具检查烙铁温度是否符合要求360℃
适用产品名
称及编号加工SCR板屏蔽罩子材料编号材料规格操作说明技术要求
自检不良品截出5.洗板自检,板卡槽存放
6.下一工序:测试主板出主板良品
7.焊接屏蔽罩子于主板SOP作业指导
焊接作业指导SOP作业指导
一博科技
焊接作业指导编制日期材料编号
一博科技
材料规格编制日期操作说明技术要求适用产品名
称及编号加工主板屏蔽罩子手指套
静电环注意:待主板测试OK后,才能把屏蔽罩子焊接在主板上核准审核
承办单位
承办人1.焊点饱满,杜绝虚假焊
2.外观整齐,符合要求
3.不能有刮痕
设备以及工装治具
恒温烙铁
环保0.8/1.0360℃检查
上工
序不能叠放,小心刮伤
检查工位表面清洁检查烙铁是否接地,锡线种类自检是否带静电工具检查烙铁温度是否符合要求本工
序作
业 1.根据样板,注意板子的丝印方向定位2.焊接里侧定位3.焊接里侧4.焊接正板与侧板外侧
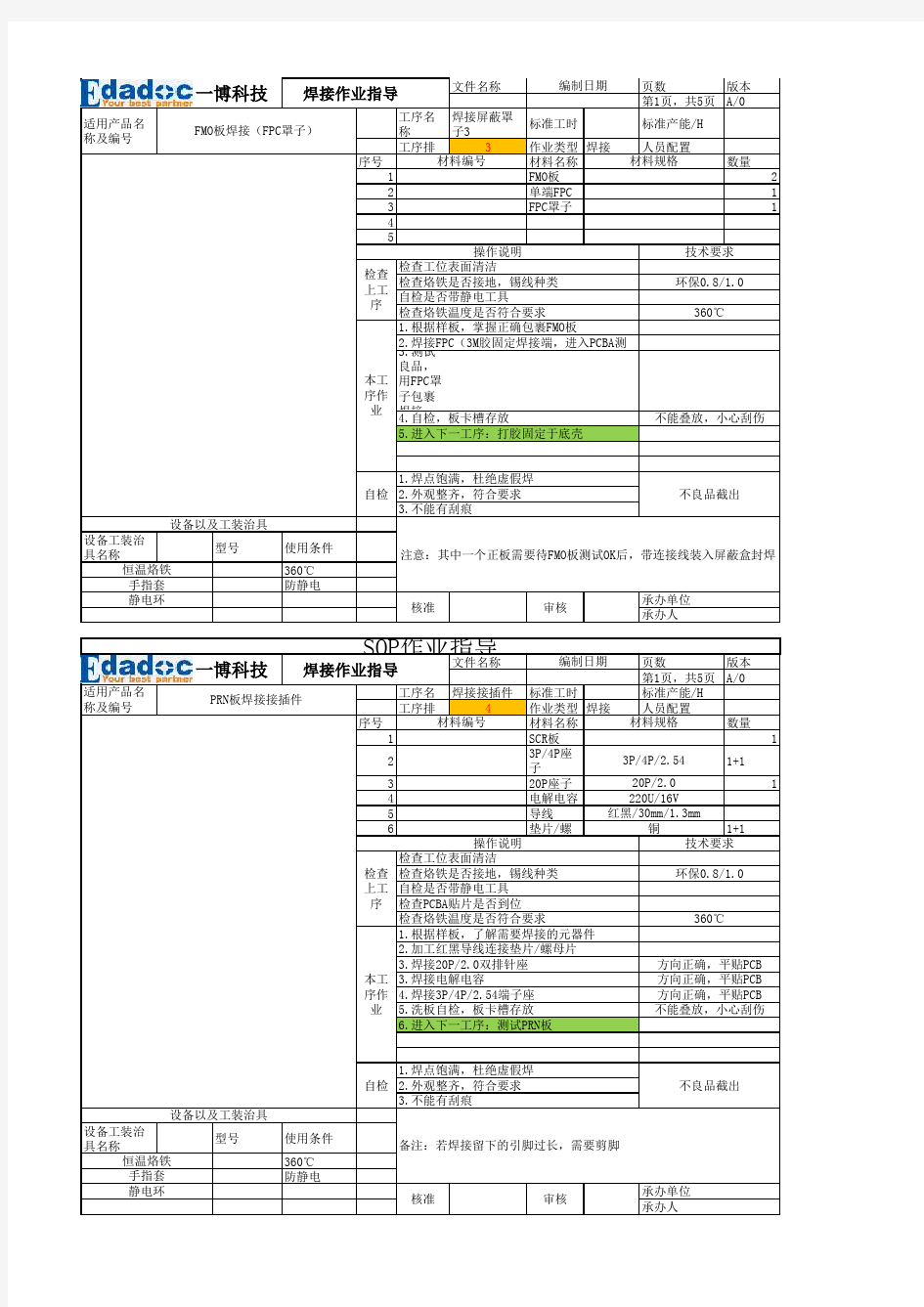
文件名称页数版本第1页,共5页A/0工序名称焊接屏蔽罩子3标准工时
标准产能/H 工序排号3作业类型焊接
人员配置序号材料名称
数量
1FMO板2
2单端FPC 1
3FPC罩子1
4
5
3.测试良品,用FPC罩子包裹焊接
设备工装治具名称型号
使用条件360℃防静电文件名称页数版本第1页,共5页A/0工序名称焊接接插件标准工时标准产能/H 工序排号4
作业类型焊接人员配置序号材料名称数量1
SCR板12
3P/4P座子1+13
20P座子14
电解电容5
导线6垫片/螺母1+1
设备工装治具名称型号
使用条件360℃防静电设备以及工装治具
注意:其中一个正板需要待FMO板测试OK后,带连接线装入屏蔽盒封焊恒温烙铁
手指套
静电环核准审核
承办单位
承办人自检 1.焊点饱满,杜绝虚假焊
不良品截出2.外观整齐,符合要求
3.不能有刮痕
本工序作业 1.根据样板,掌握正确包裹FMO板
2.焊接FPC(3M胶固定焊接端,进入PCBA测试)
4.自检,板卡槽存放
不能叠放,小心刮伤5.进入下一工序:打胶固定于底壳材料编号材料规格红黑/30mm/1.3mm 2.加工红黑导线连接垫片/螺母片
铜操作说明技术要求
检查上工序检查工位表面清洁
检查烙铁是否接地,锡线种类环保0.8/1.0
自检是否带静电工具
检查烙铁温度是否符合要求360℃
检查PCBA贴片是否到位
操作说明技术要求
检查上工序检查工位表面清洁检查烙铁是否接地,锡线种类环保0.8/1.0自检是否带静电工具检查烙铁温度是否符合要求360℃
设备以及工装治具
备注:若焊接留下的引脚过长,需要剪脚恒温烙铁
手指套
静电环核准审核承办单位
承办人
自检 1.焊点饱满,杜绝虚假焊
不良品截出2.外观整齐,符合要求
3.不能有刮痕
本工序作业
1.根据样板,了解需要焊接的元器件
3.焊接20P/2.0双排针座方向正确,平贴PCB
3.焊接电解电容方向正确,平贴PCB
4.焊接3P/4P/2.54端子座方向正确,平贴PCB
5.洗板自检,板卡槽存放不能叠放,小心刮伤
6.进入下一工序:测试PRN板3P/4P/2.5420P/2.0220U/16V 适用产品名
称及编号PRN板焊接接插件材料编号
材料规格SOP作业指导
一博科技
焊接作业指导编制日期 一博科技
焊接作业指导编制日期适用产品名
称及编号FMO板焊接(FPC罩子)
文件名称页数版本第1页,共5页A/0工序名称标准工时标准产能/H 工序排号5
作业类型焊接人员配置序号材料名称数量1
M/B板1天线板2
3v电池13
天线连接线14
蜂蜜器线153P连接线1
设备工装治具名称型号
使用条件360℃防静电文件名称页数版本第1页,共5页A/0工序名称焊接屏蔽罩子标准工时标准产能/H 工序排号6作业类型焊接人员配置序号
材料名称数量1
PWR板12
4P座子13
拨动开关14
调试座子
5设备工装治具名称型号
使用条件360℃防静电设备以及工装治具
恒温烙铁
手指套
静电环核准审核承办单位
承办人
自检 1.焊点饱满,杜绝虚假焊
不良品截出2.外观整齐,符合要求
3.不能有刮痕
本工序作业 1.根据样板,注意板子的丝印方向定位
2.焊接调试座子
3.焊接4P/2.54座子
4.焊接拨动开关
5.洗板自检,板卡槽存放
不能叠放,小心刮伤
6.下一工序:连接FPC30P/0.5,固定PWR板操作说明
技术要求检查上工序检查工位表面清洁
检查烙铁是否接地,锡线种类
环保0.8/1.0自检是否带静电工具
检查烙铁温度是否符合要求
360℃适用产品名
称及编号PWR板焊接
材料编号材料规格SOP作业指导
一博科技
焊接作业指导编制日期设备以及工装治具
恒温烙铁
手指套
静电环核准审核承办单位
承办人
自检
1.焊点饱满,杜绝虚假焊
不良品截出
2.外观整齐,符合要求
3.不能有刮痕2.焊接天线板注意焊接方向
3.焊接3V电池
4.焊接3P/4P/2.54端子座
5.焊接蜂鸣器连接线,不能穿插,一边焊接注意焊接方向,点胶固定
6.焊接天线板连接线,注意焊接位置,点胶固定
8.焊接主板屏蔽罩子
10.下一工序:组装主屏于主板
7.测试主板,良品进入下工序,不良截出
3P/2.54/130mm 操作说明技术要求
检查上工序检查工位表面清洁
检查烙铁是否接地,锡线种类环保0.8/1.0自检是否带静电工具
检查烙铁温度是否符合要求360℃
检查PCBA贴片是否到位
适用产品名
称及编号主板焊接屏蔽罩子/3V电池/3P连接线/天线连接线/蜂鸣器连接线材料编号
材料规格SOP作业指导
一博科技
焊接作业指导编制日期9.洗板自检,板卡槽存放或进入下一工序不能叠放,小心刮伤
检查PCBA贴片是否到位
1.根据样板,了解需要焊接的元器件
本工序作业
第1页,共5页A/0工序名称前组装标准工时标准产能/H 工序排号1
作业类型组装人员配置序号材料名称数量1
面壳12
撕纸刀片13
底壳1
4
导电胶5
设备工装治具名称型号
使用条件360℃防静电文件名称页数版本第1页,共5页A/0工序名称组装背屏标准工时标准产能/H 工序排号2作业类型组装人员配置序号
材料名称数量1
镜片12
背屏13
塑胶支架14
金属支架15
螺丝2设备工装治具名称型号
使用条件扭力:克拉防静电设备以及工装治具
电动螺丝批
手指套
静电环
核准审核承办单位
工业酒精无尘布承办人
自检 1.组装到位,镜片干净整洁,无披锋
不良品截出2.背屏组装到位,干净整洁
本工序作
业
1,安装镜片,若有沾污,用工业酒精擦干净方向与整洁
2.12232屏,先折线,撕保护膜,安装方向与整洁
3.安装塑胶支架
4.安装金属支架,打螺丝螺丝到位,不滑牙
5.下一工序:安装SCR板圆头5.5*3*6MM 操作说明技术要求检查
上工
序检查工位表面清洁,垫泡沫防止面壳刮伤自检是否带静电工具刀片装配检查
辅助用品:工业酒精,无尘布360℃适用产品名
称及编号组装背屏
材料编号材料规格SOP作业指导
一博科技
组装作业指导编制日期设备以及工装治具
备注:面壳底壳等壳料,组装加工测试必须放在泡沫或其他柔软物品,防止刮伤恒温烙铁
手指套
静电环核准审核承办单位
承办人
自检 1.固定处热熔口尽量平整
不良品截出2.刀片固定 牢固,不松动
本工
序作
业 1.注意刀片斜口朝向2.定位刀片3.热熔其他固定点固定点工艺要比较平滑
4.进入组装背屏镜片
5.底壳安装导电胶
6.PWR连接30P/0.5FPC,组装PWR 操作说明技术要求检查
上工
序检查工位表面清洁,垫泡沫防止面壳刮伤检查烙铁是否接地,锡线种类环保0.8/1.0自检是否带静电工具检查烙铁温度是否符合要求360℃适用产品名
称及编号(前组装)面壳安装撕纸刀片/底壳导电胶材料编号
材料规格
第1页,共5页A/0工序名称安装SCR 标准工时标准产能/H 工序排号3作业类型组装人员配置序号
材料名称数量1
SCR板12
13
1
4
5
设备工装治具名称型号
使用条件360℃防静电文件名称页数版本第1页,共5页A/0工序名称焊接屏蔽罩子标准工时
标准产能/H 工序排号1作业类型焊接
人员配置序号材料名称数量1正板12侧板113侧板214
5
设备工装治具名称型号
使用条件360℃防静电文件名称页数版本第1页,共5页A/0工序名称焊接屏蔽罩子标准工时
标准产能/H 工序排号1作业类型焊接
人员配置序号材料名称
数量1正板1
适用产品名
称及编号主板屏蔽罩子材料编号材料规格SOP作业指导
一博科技 焊接作业指导编制日期设备以及工装治具恒温烙铁
手指套
静电环核准审核承办单位
承办人
自检 1.焊点饱满,杜绝虚假焊不良品截出2.外观整齐,符合要求
3.不能有刮痕
本工序作业 1.根据样板,注意板子的丝印方向定位
2.焊接里侧定位
3.焊接里侧
4.焊接正板与侧板外侧
5.洗板自检,板卡槽存放不能叠放,小心刮伤
操作说明
技术要求检查上工序检查工位表面清洁检查烙铁是否接地,锡线种类环保0.8/1.0自检是否带静电工具检查烙铁温度是否符合要求
360℃适用产品名
称及编号主板屏蔽罩子材料编号材料规格SOP作业指导
一博科技 焊接作业指导编制日期设备以及工装治具热熔胶枪
手指套
静电环核准审核承办单位
承办人
自检 1.焊点饱满,杜绝虚假焊不良品截出2.外观整齐,符合要求
3.不能有刮痕
本工
序作
业 1.根据样板,注意板子的丝印方向定位2.焊接里侧定位3.焊接里侧4.焊接正板与侧板外侧5.洗板自检,板卡槽存放不能叠放,小心刮伤
操作说明技术要求检查
上工
序检查工位表面清洁检查烙铁是否接地,锡线种类环保0.8/1.0自检是否带静电工具检查烙铁温度是否符合要求360℃适用产品名
称及编号SCR板
材料编号材料规格
2侧板113
侧板21
4
5
设备工装治具名称型号
使用条件360℃防静电静电环核准审核承办单位
承办人自检 1.焊点饱满,杜绝虚假焊不良品截出2.外观整齐,符合要求
3.不能有刮痕
本工
序作
业 1.根据样板,注意板子的丝印方向定位设备以及工装治具
恒温烙铁
手指套
操作说明技术要求检查
上工
序检查工位表面清洁检查烙铁是否接地,锡线种类环保0.8/1.0自检是否带静电工具检查烙铁温度是否符合要求360℃2.焊接里侧定位3.焊接里侧4.焊接正板与侧板外侧5.洗板自检,板卡槽存放不能叠放,小心刮伤