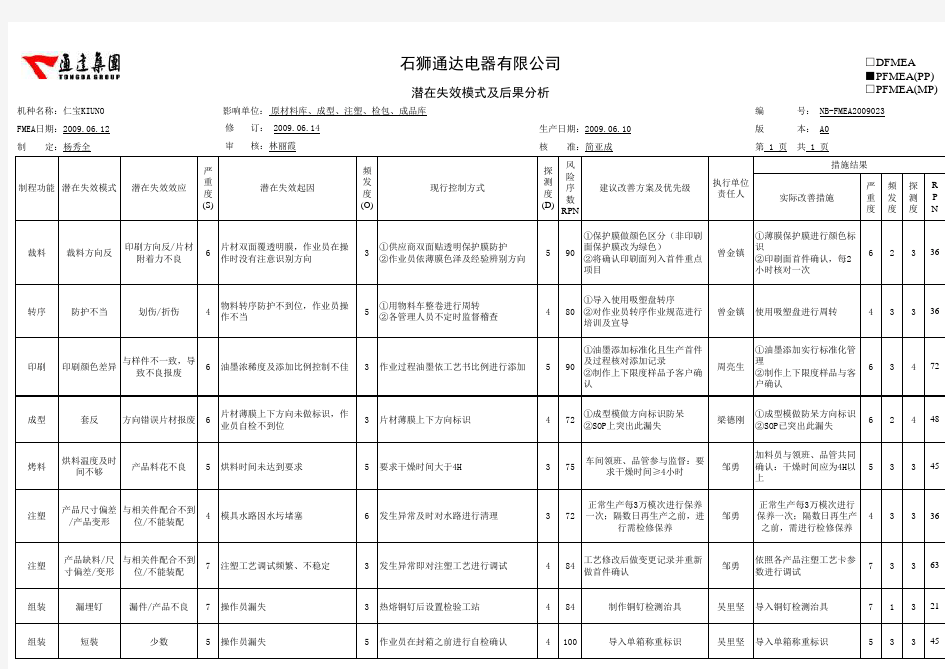
FMEA失效模式分析
实际改善措施严重度频发度探测度R P N 裁料裁料方向反印刷方向反/片材
附着力不良6片材双面覆透明膜,作业员在操
作时没有注意识别方向3①供应商双面贴透明保护膜防护
②作业员依薄膜色泽及经验辨别方向590①保护膜做颜色区分(非印刷面保护膜改为绿色)②将确认印刷面列入首件重点
项目
曾金镇①薄膜保护膜进行颜色标识②印刷面首件确认,每2小时核对一次62336转序防护不当划伤/折伤4物料转序防护不到位,作业员操作不当5①用物料车整卷进行周转②各管理人员不定时监督稽查480①导入使用吸塑盘转序
②对作业员转序作业规范进行
培训及宣导
曾金镇使用吸塑盘进行周转43336印刷印刷颜色差异与样件不一致,导致不良报废6油墨浓稀度及添加比例控制不佳3作业过程油墨依工艺书比例进行添加590①油墨添加标准化且生产首件
及过程核对添加记录②制作上下限度样品予客户确
认
周亮生①油墨添加实行标准化管理②制作上下限度样品与客户确认63472成型套反方向错误片材报废6片材薄膜上下方向未做标识,作业员自检不到位3片材薄膜上下方向标识472①成型模做方向标识防呆
②SOP上突出此漏失梁德刚①成型模做防呆方向标识②SOP已突出此漏失
62448烤料烘料温度及时间不够产品料花不良5烘料时间未达到要求5要求干燥时间大于4H 375车间领班、品管参与监督:要求干燥时间≥4小时邹勇加料员与领班、品管共同
确认:干燥时间应为4H以
上
53345注塑产品尺寸偏差/产品变形与相关件配合不到位/不能装配4模具水路因水圬堵塞6发生异常及时对水路进行清理372正常生产每3万模次进行保养一次;隔数日再生产之前,进
行需检修保养邹勇正常生产每3万模次进行
保养一次;隔数日再生产
之前,需进行检修保养43336
注塑产品缺料/尺寸偏差/变形与相关件配合不到
位/不能装配7注塑工艺调试频繁、不稳定3发生异常即对注塑工艺进行调试484工艺修改后做变更记录并重新
做首件确认邹勇依照各产品注塑工艺卡参
数进行调试73363
组装漏埋钉漏件/产品不良7操作员漏失3热熔铜钉后设置检验工站484制作铜钉检测治具吴里坚导入铜钉检测治具71321组装短裝少数5操作员漏失5作业员在封箱之前进行自检确认4100导入单箱称重标识吴里坚导入单箱称重标识53345
石狮通达电器有限公司
潜在失效模式及后果分析
机种名称:仁宝KIUNO
影响单位: 原材料库、成型、注塑、检包、成品库编 号: NB-FMEA2009023制 定:杨秀全
审 核:林丽霞核 准:简亚成FMEA日期:2009.06.12
修 订: 2009.06.14措施结果探测度(D)风险序数
RPN 建议改善方案及优先级执行单位责任人版 本: A0频发度(O)制程功能第 1 页 共 1 页潜在失效模式潜在失效效应现行控制方式潜在失效起因严
重
度
(S)生产日期:2009.06.10 A0 □DFMEA ■PFMEA(PP) □PFMEA(MP)