8D report 格式
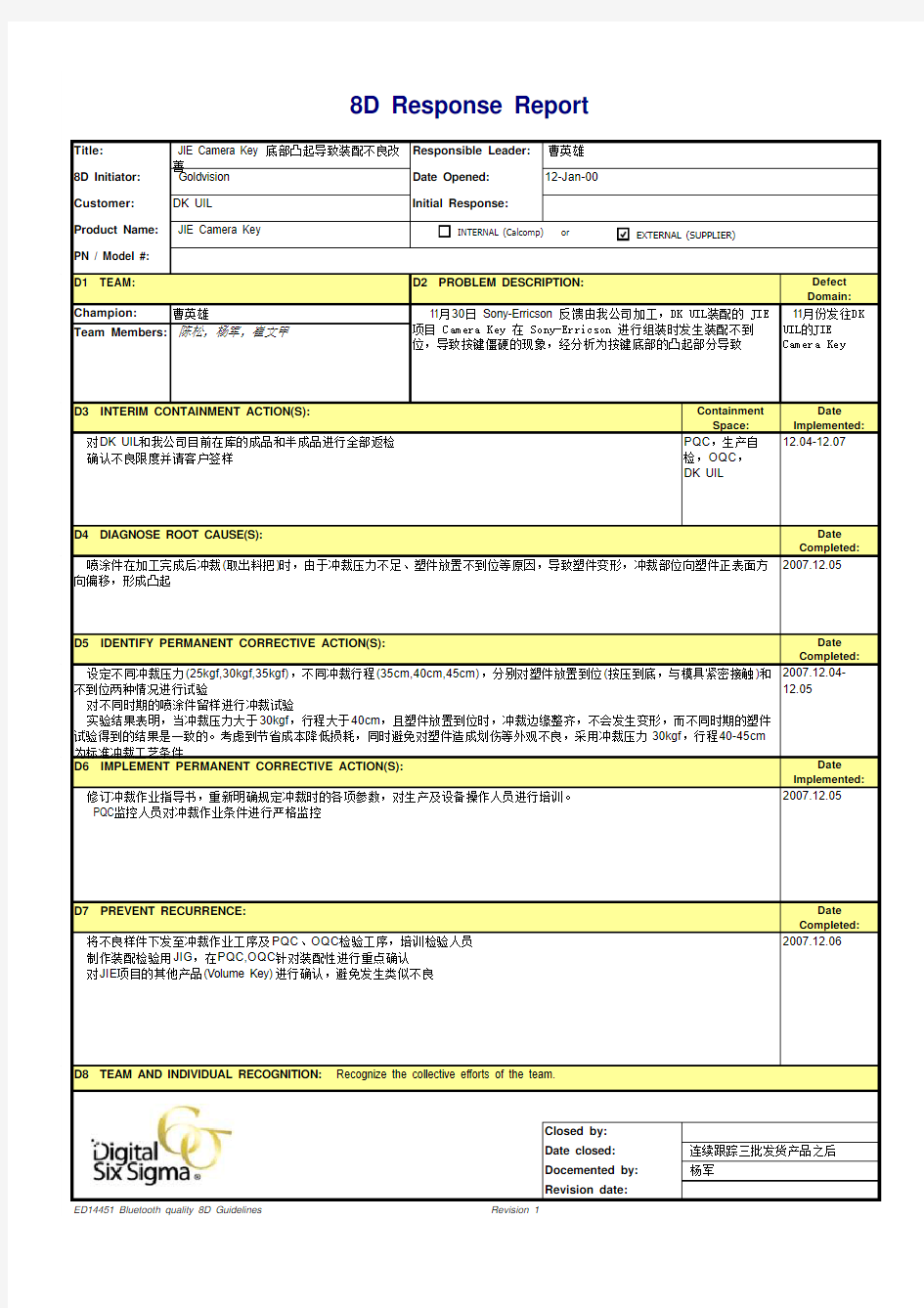
Title: JIE Camera Key 底部凸起导致装配不良改善
Responsible Leader:8D Initiator: Goldvision Date Opened:Customer:DK UIL
Initial Response:
Product Name: JIE Camera Key
PN / Model #:Defect Domain:
Champion:
曹英雄
Team Members: 陈松,杨军,崔文甲
Containment Space:Date
Implemented:
PQC ,生产自检,OQC ,DK UIL
12.04-12.07
Date Completed:
2007.12.05Date Completed:
2007.12.04-12.05Date Implemented:
2007.12.05
Date Completed:
2007.12.06
Closed by:Date closed:Docemented by: 杨军
Revision date:
ED14451 Bluetooth quality 8D Guidelines
Revision 1
将不良样件下发至冲裁作业工序及PQC 、OQC 检验工序,培训检验人员 制作装配检验用JIG ,在PQC,OQC 针对装配性进行重点确认 对JIE 项目的其他产品(Volume Key)进行确认,避免发生类似不良
设定不同冲裁压力(25kgf,30kgf,35kgf),不同冲裁行程(35cm,40cm,45cm),分别对塑件放置到位(按压到底,与模具紧密接触)和不到位两种情况进行试验
对不同时期的喷涂件留样进行冲裁试验
实验结果表明,当冲裁压力大于30kgf ,行程大于40cm ,且塑件放置到位时,冲裁边缘整齐,不会发生变形,而不同时期的塑件试验得到的结果是一致的。考虑到节省成本降低损耗,同时避免对塑件造成划伤等外观不良,采用冲裁压力30kgf ,行程40-45cm 为标准冲裁工艺条件
D2 PROBLEM DESCRIPTION:
11月30日 Sony-Erricson 反馈由我公司加工,DK UIL装配的 JIE 项目 Camera Key 在 Sony-Erricson 进行组装时发生装配不到位,导致按键僵硬的现象,经分析为按键底部的凸起部分导致
连续跟踪三批发货产品之后D8 TEAM AND INDIVIDUAL RECOGNITION: Recognize the collective efforts of the team.
11月份发往DK
UIL的JIE Camera Key
D3 INTERIM CONTAINMENT ACTION(S):
对DK UIL 和我公司目前在库的成品和半成品进行全部返检 确认不良限度并请客户签样
修订冲裁作业指导书,重新明确规定冲裁时的各项参数,对生产及设备操作人员进行培训。
PQC 监控人员对冲裁作业条件进行严格监控
D6 IMPLEMENT PERMANENT CORRECTIVE ACTION(S):
D7 PREVENT RECURRENCE:
8D Response Report
D4 DIAGNOSE ROOT CAUSE(S):
喷涂件在加工完成后冲裁(取出料把)时,由于冲裁压力不足、塑件放置不到位等原因,导致塑件变形,冲裁部位向塑件正表面方向偏移,形成凸起
D5 IDENTIFY PERMANENT CORRECTIVE ACTION(S):
曹英雄D1 TEAM:12-Jan-00
INTERNAL (Calcomp) or
EXTERNAL (SUPPLIER)