自攻螺钉预制孔标准
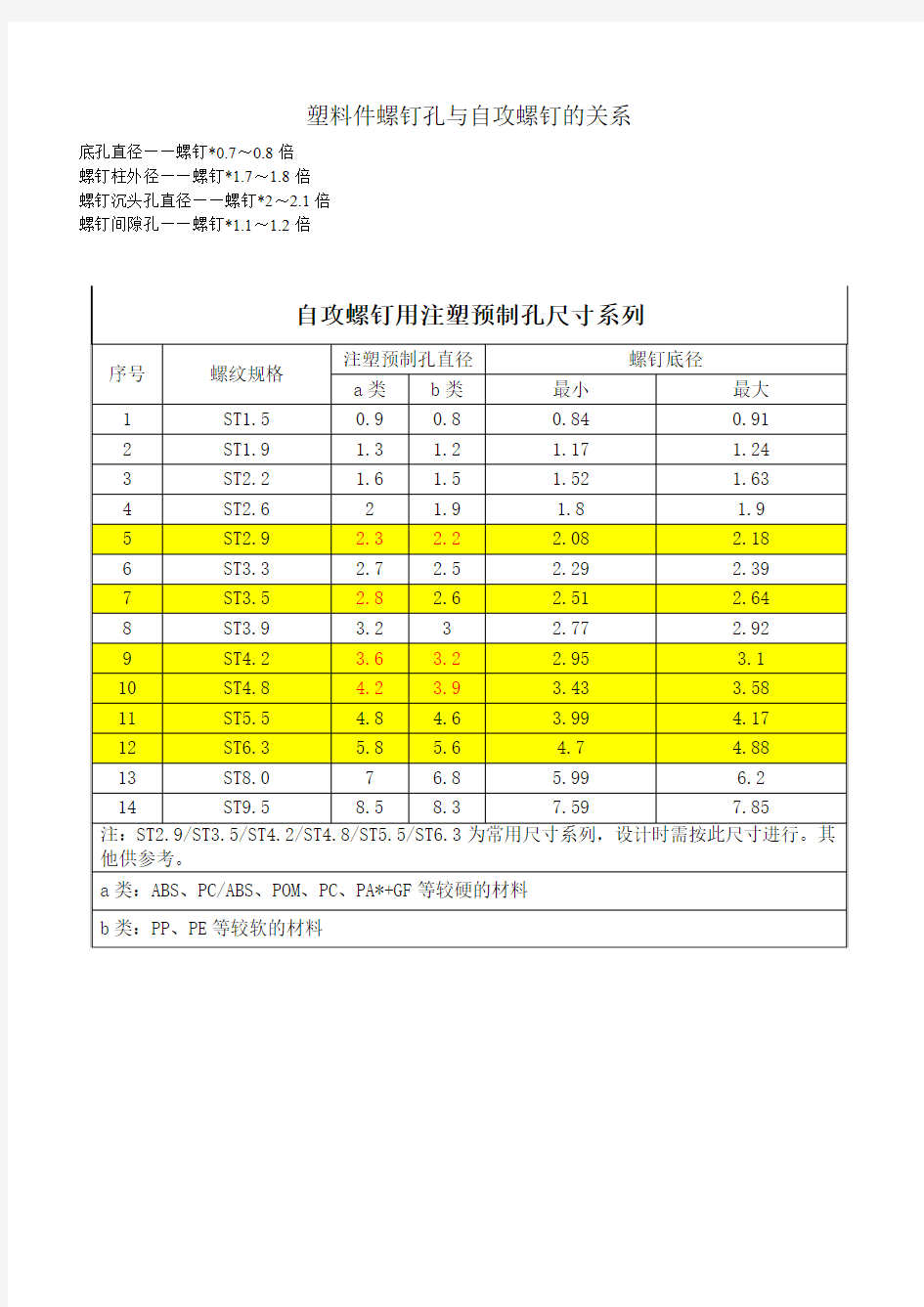
塑料件螺钉孔与自攻螺钉的关系
底孔直径——螺钉*0.7~0.8倍
螺钉柱外径——螺钉*1.7~1.8倍
螺钉沉头孔直径——螺钉*2~2.1倍
螺钉间隙孔——螺钉*1.1~1.2倍
自攻螺钉规格大全
自攻螺钉规格 标准:十字槽GB845-85 GB846-85 GB847-85 JIS1122 一字槽GB5282 GB5283 GB5284 材料:渗碳钢不锈钢 表面:镀锌 GB845-85 十字槽盘头自攻螺钉 材料:渗碳钢不锈钢 L<=50mm 全螺纹 L>50mm螺纹长度按 协议 螺纹规格ST2.2 ST2.9 ST3.5 ST4.2 ST4.8 ST5.5 ST6.3 dk max 4 5.6 7 8 9.5 11 12 K max 1.60 2.40 2.60 3.10 3.70 4.0 4.60 H型 1.90 3.00 3.90 4.40 4.90 6.40 6.90 m Z型 2 3 4 4.40 4.80 6.20 6.80 槽号0 1 2 2 2 3 3 L 4.5-16 6.5-19 9.5-32 13-38 16-45 19-50 22-75 GB846-85 十字槽沉头自攻螺钉 材料:渗碳钢不锈钢 L<=50mm 全螺纹 L>50mm螺纹长度按 协议 螺纹规格ST2.2 ST2.9 ST3.5 ST4.2 ST4.8 ST5.5 ST6.3 dk max 3.8 5.5 7.3 8.4 9.3 10.3 11.3 K max 1.10 1.70 2.35 2.60 2.80 3.00 3.15 H型 1.90 3.20 4.40 4.60 5.20 6.60 6.80 m Z型 2.00 3.20 4.30 4.60 5.10 6.50 6.80
槽号0 1 2 2 2 3 3 L 4.5-16 6.5-19 9.5-32 13-38 16-45 19-50 22-75
自攻锁紧螺钉底孔尺寸
钣金工艺图的完整性 钣金图图面标注的完整性和相关技术资料 我们习惯上把用于钣金展开和折弯的工艺图样简称为展开图。完整的展开图图面分“图形”、“标题栏”和“ 技术要求”三个部分。在绘制展开图时,必须遵照以下提示的内容,逐一检查图样的完整性和正确性。 1 绘制图形 1.1 图形包括工件的展开部分和折弯部分,两者不存在对应的三视图关系,一般应注明“展开图”或“折弯图 ”,展开图必须按1:1绘制,折弯图可不按比例绘制,图面必须标注折边标记和折弯方向标记。 1.2 图层颜色规定为:白色——轮廓线(激割线),绿色——尺寸线,红色——中心线, 浅兰色——虑线,黄色——细线,刻蚀线必需采用非白色层,并注明“刻蚀”。 1.3 展开图规定用中间公差绘制。对于激光切割的工件,如果孔的公差带小于0.1mm,孔一般按名义尺寸画小 0.3mm(板厚≤3mm)~0.5mm (板厚>3mm),并注明扩孔或铰孔至多大尺寸。 1.4 激光切割的螺纹底孔尺寸按下表数据绘制,除标注底孔实际尺寸外,并需标明“扩攻MXX螺纹”。 M3 M4 M5 M6 M8 M10 M12 M16 φ2.3φ3.0φ3.9φ4.7φ6.3φ8.1φ9.8φ13.6 1.5 自攻螺钉底孔按下表数据绘制 螺纹规格板厚mm 底孔直径mm 拧入力矩N.m ST4.2 1.0 3.2 0.866 1.2 3.2 1.284 1.5 3.4 1.545 2.0 3.5 1.883 2.5 3.5 1.851 ST4.8 1.0 3.7 0.934 1.2 3.9 1.101 1.5 3.9 1.642 2.0 4.0 2.242 2.5 4.0 2.564 3.0 4.1 4.042 ST6.3 1.5 5.2 3.058 2.0 5.4 3.277 2.5 5.5 3.505 3.0 5.6 3.959 1.6 自攻锁紧螺钉底孔按下表数据绘制 板厚0.8 1 1.2 1.5 2 2.5 3 4 5 6 M2 1.70 1.70 1.70 1.70 1.75 M2.5 2.20 2.20 2.20 2.20 2.20 2.25 M3 2.65 2.70 2.70 2.70 2.75 2.75 2.80 M4 3.60 3.60 3.65 3.65 3.70 3.70 3.70 3.75 M5 4.60 4.60 4.65 4.65 4.65 4.70 4.70 4.75 M6 5.50 5.50 5.55 5.55 5.60 5.65 5.70
自攻螺丝规格表
自攻螺丝規格表-JIS JIS 公称尺寸 螺纹尾形AB AB A B A B A B A B A B A AB A AB A AB A AB A AB A AB B B B B B B B B B B BT BT BT BT BT BT 每寸扣数6456484840322828241820161814161216外最大(mm) 2345径最小(mm) 345 内径最大(mm) 123最小(mm) 长度> 3444468810 (mm)< 6688151820254050505050 自攻螺丝规格表-ANSI ANSI 公称尺寸#2#3#4#5#6#7 #8#10#12 螺纹尾形AB AB A AB A AB A AB A AB A AB A AB A AB 每寸扣数3223242018201619151812161114外最大(mm) 径最小(mm) 内最大(mm) 径最小(mm) 长度> 1/83/163/161/41/45/165/165/165/163/8 (mm) < 5/83/84222222 螺丝基础知识 螺丝知识2009-05-03 08:44 阅读412 评论1 字号:大中小 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国 家使用较多。 1、公制计量:(10进制)
1m =100 cm=1000 mm 2、英制计量:(8进制) 1英寸=8英分1英寸= mm3/8¢¢× = 3、1/4¢¢以下的产品用番号来表示其称呼径,如:4#,5#,6#,7#,8#,10#,12# 第三章材料 一、目前市场上标准件主要有碳钢、不锈钢、铜三种材料。 (一)碳钢。我们以碳钢料中碳的含量区分低碳钢,中碳钢和高碳钢以及合金钢。 1、低碳钢C%≤% 国内通常称为A3钢。国外基本称为1008,1015,1018,1022等。主要用于级螺栓及4级螺母、小螺丝 等无硬度要求的产品。(注:钻尾钉主要用1022材料。) 2、中碳钢%
自攻螺钉预制孔的参照表
自攻螺钉预制孔的参照表 螺纹规格预制孔径材料性能推进有效深度M/M 紧固力矩圆柱直径 M1.8 Φ1.5+0.1 ABS、PC(类)≥2.2 ≥1kg >4 M2 Φ1.65+0.05 同上≥2.5 ≥1.5kg >4.2 M2.5 Φ2.15+0.1 同上≥3 ≥2kg >4.8 M2.9 Φ2.5+0.1 同上≥4 ≥3kg >5.6 M3 Φ2.6+0.1 同上≥4 ≥3kg >5.8 M4 Φ3.5+0.1 同上≥5 ≥7kg >6.5 备1. 表格中尺寸与公差均按脱膜斜度为1.5°计算 2.材料性能比ABS、PC软的材料,应相应缩小0.1左右 主要考虑以上几点: 1;螺丝柱的高度, 2;脱模斜度(脱膜斜度一般为1.5°计算), 3;承受力 一般都是按经验来,以M3的螺丝为例,顶端单边的厚度要在1.5mm左右, 但由于螺丝住太高,斜度大,低端也大就容易缩水,这是就要考虑加个加强筋了。 般小家电螺丝吃胶厚度在单边0.15~0.3mm之间即可。 M2.0 M2.3 M2.6 M2.8 M3.0 M3.5 ABS 1.7-0.05 1.9+0.05 2.2-0.05 2.4-0.05 2.5+0.05 2.9±0.05 HIPS 1.7-0.05 1.9+0.05 2.2-0.05 2.4-0.05 2.5+0.05 2.9±0.05 PC 1.7+0.05 2.0-0.05 2.3-0.05 2.4+0.05 2.6-0.05 3.0±0.05 SAN 1.7+0.05 2.0-0.05 2.3-0.05 2.4+0.05 2.6-0.05 3.0±0.05 POM 1.6+0.05 1.8+0.05 2.1+0.05 2.3-0.05 2.4+0.05 2.8+0.10 PA 1.6+0.05 1.8+0.05 2.1+0.05 2.3-0.05 2.4+0.05 2.8+0.10 PP 不建议用M2.6以下螺丝 2.0+0.10 2.2±0.05 2.3+0.10 2.7+0.10
国标自攻螺丝详细尺寸表
国家标准螺丝规格表,螺丝牙距规格表 我们螺丝行业的螺丝生产厂家,在生产制造当中,销售过程当中,服务客户过程当中,遇到客户问,什么样的螺丝规格是什么,它们的螺纹牙距是多少?那么如果有一个螺丝规格表,把螺丝螺纹牙距,螺丝种类, 螺丝各方面基本信息都用一个图表来表示,清楚,明了,简单易懂。那么使用起来就方便多了。下面深圳市创固螺丝朱经理,把螺丝规格表,把螺丝螺纹牙距规格表显上,供大家方便使用,查询。 螺丝规格表 a. Slotted: 一字(Minus ) b. Phillips:十字(Plus ) c. Phil-Slot: 一字/ 十字 d. Hex Scoket:内六角 e. One Way:单向(只可锁入,不可退出) A-4: Head Code/ 头部外型. a. Flat:平头(锁入后,顶部与工作件齐平) b. Oval:色拉头 c. Rou nd:圆头 d. Pan:圆扁头
e. Truss: 大圆扁头 f. Hex :六角头. A-5: Finish Code/ 外观处理. 公制自攻螺丝:于品名后方直接标示Tapp ing Type. Ex: M3 x 6 -PPB, Tapp ing Type: M3自攻螺丝,6mm长,十字,圆扁头,镀黑. 螺纹规格为ST2.9 -ST6.3的六角凸缘自钻自攻螺钉一般常用规格如下: a. Z:乙n e-Plated: 镀锌 b. Ni: Ni-Plated: 镀镍 c. Tin-Plated:镀锡 d. 乙ne Plated / Green Iridite: 镀锌绿膜处理. e. Radia nt Plated:镀五彩 f. Passivate:抗氧化处理. g. Alodial Fi nish: 无外观处理 公制自攻螺丝钉:于品名后方直接标示Tappi ng Type. Ex: M3 x 6 -PPB, Tapp ing Type: M3自攻螺丝钉,6mm长,十字,圆扁头,镀黑. 一般以产品别或标示,再判断为Sheet Metal或塑料部品使用. B:美规螺丝钉. a. 一般以番号标示,女口#2-56, #4-40, #6-32, #8-32, #10-24 …etc. b. 或以英制外径表示,
螺钉全套标准明细
GB-T13806.1-92 精密机械用紧固件十字槽螺钉.pdf GB-T13806.2-92 精密机械用紧固件十字槽自攻螺钉刮削端.pdf GB-T14210-93 墙板自攻螺钉.pdf GB-T15856.1-1995 十字槽盘头自钻自攻螺钉.pdf GB-T15856.2-1995 十字槽沉头自钻自攻螺钉.pdf GB-T15856.3-1995 十字槽半沉头自钻自攻自攻螺钉.pdf GB-T15856.4-1995 六角法兰面自钻自攻螺钉.pdf GB-T2160-91 机床夹具零件及部件压紧螺钉.pdf GB-T2161-91 机床夹具零件及部件六角头压紧螺钉.pdf GB-T2162-91 机床夹具零件及部件固定手柄压紧螺钉.pdf GB-T2163-91 机床夹具零件及部件活动手柄压紧螺钉.pdf GB-T2232-91 机床夹具零件及部件螺钉支承.pdf GB-T2249-91 机床夹具零件及部件螺钉支座.pdf GB-T2255-91 机床夹具零件及部件螺钉用垫板.pdf GB-T2256-91 机床夹具零件及部件塑料夹具用六角螺钉.pdf GB-T2257-91 机床夹具零件及部件塑料夹具用内六角螺钉.pdf GB-T2268-91 机床夹具零件及部件钻套螺钉.pdf GB-T2269-91 机床夹具零件及部件镗套螺钉.pdf GB-T3098.10-93 紧固件机械性能有色金属制造的螺栓、螺钉、螺柱和螺母.pdf GB-T3098.11-1995 紧固件机械性能自钻自攻螺钉.pdf GB100-86 开槽沉头木螺钉.pdf GB101-86 开槽半沉头木螺钉.pdf GB102-86 六角头木螺钉.pdf GB10634-89 螺钉旋具的命名与术语.pdf GB10635-89 螺钉旋具通用技术条件.pdf GB10636-89 螺钉旋具试验方法.pdf GB10637-89 一字槽螺钉旋具螺杆.pdf GB10638-89 十字槽螺钉旋具螺杆.pdf GB10639-89 一字槽螺钉旋具.pdf GB10640-89 十字槽螺钉旋具.pdf GB10641-89 螺旋棘轮螺钉旋具.pdf GB1122-85 螺钉槽铣刀.pdf GB2672-86 内六角花形盘头螺钉.pdf GB2673-86 内六角花形沉头螺钉.pdf GB2674-86 内六角花形半沉头螺钉.pdf GB2867.5-81 冷冲模卸料装置圆柱头卸料螺钉.pdf GB2867.6-81 冷冲模卸料装置圆柱头内六角卸料螺钉.pdf GB2867.7-81 冷冲模卸料装置卸料螺钉加长套.pdf GB3098.1-82 紧固件机械性能螺栓、螺钉和螺柱.pdf GB3098.3-82 紧固件机械性能紧定螺钉.pdf GB3098.5-85 紧固件机械性能自攻螺钉.pdf GB3098.6-86 紧固件机械性能不锈钢螺栓、螺钉、螺柱和螺母.pdf GB3098.7-86 紧固件机械性能自攻锁紧螺钉粗牙普通螺纹系列.pdf GB3103.1-82 紧固件公差螺栓、螺钉和螺母.pdf
自攻螺丝
自攻螺丝吴三发汇整自攻螺丝虽然已使用很久,一般也知道怎么制作,但对于各规范所规定之标准及要求,也许并不是很清楚,在此仅藉由收集来之规范,整理出一份适合大家阅读,使能对自攻螺丝有多一层之认识. 自攻螺丝是在金属或非金属材料之预钻孔中自行攻钻出所配合阴螺纹之一种有螺纹扣件.具有高拉力,单件,单边组合特色.由于其自行成型或攻出其配合螺纹,因此在组合上具有高防松能力,且可以装卸.在小形螺丝上其尺寸、螺纹型式、头型、攻钻性能在工程用途上几乎无可限量. 1发展(Evolution) : 自1914年自攻螺丝开始商品化.第一次之设计─主要源自木螺丝─系属可渗碳钢锥尾A型螺纹成型螺丝.当时主要之用途是用在空调系统导管上铁皮之接合,因此又叫做铁皮螺丝.经过80余年之发展,共可分为四个时期─螺纹成型、螺纹切削、螺纹滚成及自钻。 螺纹成型自攻螺丝(Thread Forming Tapping Screws)─系直接由铁皮螺丝发展而来, 螺纹成型自攻螺丝使用时须预先钻孔,再将螺丝旋入孔中,强力挤出配合阴螺纹,而原来在阴螺纹位置上之材料将被挤到阳螺纹之间,此谓之螺纹成型自攻螺丝.仅可适用于薄且具有可塑性之材料,因此又发展出; 螺纹切削自攻螺丝(Thread Cutting Tapping Screws)─在螺纹之尾端切割出一或多道之切削口,使能在旋入预钻孔时,利用螺丝尾部及牙部以类似螺丝攻的方式切削出配合阴螺纹.它可以用在厚板,比较坚硬或易碎等不易塑造之材料,. 螺纹滚成自攻螺丝(Thread Rolling Tapping Screws)─三角牙自攻螺丝,又称为Type TT(Type Tai 目前仍有专利)系基于成型螺丝攻之原理发展而成,螺纹滚成自攻螺丝具有特殊设计之螺纹及尾端使螺丝可以在断续之压力下自行滚成配合之阴螺纹.同时在孔周围之材料可以更轻易的填补自攻螺丝螺纹及牙底之空间,由于其磨擦力较螺纹成型自攻螺丝为小, 因此可以使用在更厚之材料上,旋转所需之扭矩更好控制,且组合后强度更高.螺纹滚成自攻螺丝其工程标准定义比成型或切削自攻螺丝在材料,热处理,强度上之定义更高且更为明确,使得螺纹滚成自攻螺丝成为真正的”构造用”扣件. 钻尾自攻螺丝(Self Drilling Tapping Screws)─又称为Tec,在组装自攻螺丝之所有过程中,最耗费成本的是预钻孔的准备.自攻螺丝的使用,必需先钻孔.而且孔径也必需限制.无需预钻孔而在某些方面可以节省成本.这就是集钻, 攻, 旋紧于一次作业的钻尾自攻螺丝.钻尾螺丝的表面硬度及心部硬度比一般自攻螺丝高一点,这是因为钻尾螺丝多了一个钻孔之作业, 另外钻尾螺丝尚需作贯穿试验,用以测试螺丝可以在规定时间内钻孔并攻出螺纹. 上述为四种主要自攻螺丝之设计及发展过程,另有两种为特殊螺纹设计之螺丝,第一种为; 高低牙自攻螺丝(High – Low Tapping Screws)─使用在塑料或其它低密度材料。双螺纹设计, 高螺纹( 牙部外径较大)具有更平更尖锐螺纹角为30度之螺纹型式.低螺纹(牙部外径较小)具有一60度之螺纹角,牙高只有高螺纹的一半.高低螺纹之组合设计降低了旋转扭矩, 改善了拉出强度,大幅降低了组合工件破裂的危险性另一种用在建筑工业上干墙(Drywall) 之组装用途上.,具有此类螺纹设计之自攻螺丝特别适合于塑料,零件板及木头.另一种为; 双螺纹自钻尾喇叭头自攻螺丝(Twin Lead Self Drilling Point Tapping Screws) ─组装时可以轻易旋入干墙,在钢铁牙条上自钻一洞并攻出配合之阴螺纹.其喇叭头具凹入之承受面可
自攻螺丝的介绍与规格
自攻螺丝 一般是指尖头的,粗牙的,质地较硬的木螺丝,也有用于铝合金、塑料的。用于金属孔开螺纹的一种特殊自攻螺丝被叫做丝攻。 自攻螺丝用于非金属或较软的金属,不用打低孔和攻丝; 自攻螺丝是尖头的,这样才能"自攻";普通螺丝都是平头的,粗细一致. 自攻螺丝是说:钻的孔为无屑攻牙的孔,用的螺丝和一般的不同,头为尖尖的,牙距比较大,与无屑丝攻有点像,可以不用攻牙直接旋进去,金属与塑胶通常使用这种方法。 自攻螺丝,就是不用螺母的螺丝。 它可以在被固结的材料上,靠其自身的螺纹,将被固结体“攻-钻、挤、压”出相应的螺纹,使之相互紧密配合。 补充:(来自同济大学教材) 自攻螺丝是一种带有钻头的螺丝,通过专用的电动工具施工,钻孔、攻丝、固定、锁紧一次完成。自攻螺丝主要用于一些较薄板件的连接与固定,如彩钢板与彩钢板的连接,彩钢板与檩条、墙梁的连接等,其穿透能力一般不超过6mm,最大不超过 12mm。自攻螺丝常常暴露在室外,自身有很强的耐腐蚀能力;其橡胶密封圈能保证螺丝处不渗水且具有良好的耐腐蚀性。 自攻螺丝通常用螺钉直径级数、每英寸长度螺纹数量及螺杆长度三个参数来描述。螺钉直径级数有10级和12级两种,其对应螺钉直径分别为4.87mm和5.43mm;每英寸长度螺纹数量有14、16、24三种级别,每英寸长度螺纹数量越多,其自钻能力越强。 1发展(Evolution) : 自1914年自攻螺丝开始商品化.第一次之设计─主要源自木螺丝─系属可渗碳钢锥尾A型螺纹成型螺丝.当时主要之用途是用在空调系统导管上铁皮之接合,因此又叫做铁皮螺丝.经过80余年之发展,共可分为四个时期─螺纹成型、螺纹切削、螺纹滚成及自钻。 螺纹成型自攻螺丝(Thread Forming Tapping Scr ews)─系直接由铁皮螺丝发展 而来, 螺纹成型自攻螺丝使用时须预先钻孔,再将螺丝旋入孔中,强力挤出配合阴螺纹,而原来在阴螺纹位置上之材料将被挤到阳螺纹之间,此谓之螺纹成型自攻螺丝.仅可适用于薄且具有可塑性之材料,因此又发展出;螺纹切削自攻螺丝(Thread Cutting Tapping Screws)─在螺纹之尾端切割出一或多道之切削口,使能在旋入预钻孔时,利用
自攻螺钉规格
由《机械结构设计资源交流》群原创,群号:7818536, 欢迎加入; 如果想互相交流, 可到:https://www.360docs.net/doc/b43875595.html,/william_2003留言, 谢谢! 自攻螺钉规格 标准:十字槽GB845-85 GB846-85 GB847-85 JIS1122 一字槽GB5282 GB5283 GB5284 材料:渗碳钢不锈钢 表面:镀锌 GB845-85 十字槽盘头自攻螺钉 材料:渗碳钢不锈钢 L<=50mm 全螺纹 L>50mm螺纹长度按 协议 螺纹规格ST2.2 ST2.9 ST3.5 ST4.2 ST4.8 ST5.5 ST6.3 dk max 4 5.6 7 8 9.5 11 12 K max 1.60 2.40 2.60 3.10 3.70 4.0 4.60 H型 1.90 3.00 3.90 4.40 4.90 6.40 6.90 m Z型 2 3 4 4.40 4.80 6.20 6.80 槽号0 1 2 2 2 3 3 L 4.5-16 6.5-19 9.5-32 13-38 16-45 19-50 22-75 GB846-85 十字槽沉头自攻螺钉 材料:渗碳钢不锈钢 L<=50mm 全螺纹 L>50mm螺纹长度按 协议 螺纹规格ST2.2 ST2.9 ST3.5 ST4.2 ST4.8 ST5.5 ST6.3 dk max 3.8 5.5 7.3 8.4 9.3 10.3 11.3 K max 1.10 1.70 2.35 2.60 2.80 3.00 3.15 H型 1.90 3.20 4.40 4.60 5.20 6.60 6.80 m Z型 2.00 3.20 4.30 4.60 5.10 6.50 6.80
自攻螺钉螺钉柱设计规范
自攻螺钉螺钉柱设计规范 1、螺钉柱的高度 螺钉柱的高度在4mm~35mm 为宜,若攻丝深度太小(小于4mm)则自攻螺钉吃不住劲容易滑丝;若螺钉柱高度太高(大于35mm)则镶芯(或丝针)太长容易变形。 2、螺钉柱的强度 螺钉柱应有一定的强度,当螺钉柱的高度H>5T 时,应加2-4个角撑保证螺钉柱的强度(见图1)。 图1中字母表示的尺寸及其关系下面列出: T:顶面壁厚; d:按照《常见塑料制品壁厚筋厚设计参考值》设计 a=2T~3T h≥32H H-h≥2(没有特殊装配要求时) 图1
3、螺钉柱的防缩 设计螺钉柱应考虑防缩,外观要求严格的表面螺钉柱应加斜顶进行防缩(见图2),设计时应考虑制品上有无其他结构影响斜顶的顶出,斜顶的行程是否足够。设计斜顶防缩螺钉柱时应尽量减小倒扣的深度(L ),螺钉柱的底座应设计成喇叭口以利于斜顶的出模(喇叭口单边斜度3-5°)。对于过高的螺钉柱,螺钉柱的高度不应超过35mm ,其余部分设计在螺钉柱底座上。 图2 无法加斜顶进行防缩的螺钉柱应加深孔内外的深度减轻缩水,加 深的深度值为顶面壁厚的2/5,见图3,n =52 T ,柱外侧槽的宽度 1.5mm ~2mm ,槽的外边缘渐变过渡防止亮痕。
图3 4、螺钉柱的内外径 螺钉柱的内外直径应符合加工工艺性,优先选用值见表1。 表1 自攻螺钉规格 螺钉柱内径?(mm)螺钉柱外径?(mm) (国标) ST2.2 1.75 ST2.9 2.36 ST3.5 2.87 ST3.9 3.27或8 ST4.2 3.47或8 ST4.8 3.88 ST5.5 4.49 ST6.3 5.112 5、螺钉柱的脱模斜度 当螺钉柱顶面为外观面时,螺钉柱的内外径不需设计脱模斜度,加工时由抛光自然生成斜度。 当螺钉柱的顶面为非外观时,螺钉柱的内外表面应设计0.5°的脱模斜度以利于出模,设计斜度时应以螺钉柱的顶面为基准拔模,即
自攻螺丝规格
自攻螺丝规格 公称尺寸 T1.2 T1.4 T1.6 T1.7 T2.0 T2.3 T2.5 T2.6 T3.0 T3.5 T4.0 T4.5 T5. 0 螺纹尾形 AB AB AB AB AB AB AB A AB A AB A AB A AB A AB A AB B B B B B.BT B.BT B.BT B B B B B B BT BT BT BT BT BT 每寸扣数 T.P.I 64 56 48 48 40 32 28 28 24 18 20 16 18 14 16 12 16 外 最大(mm) 1.2 1.4 1.6 1.7 2 2.3 2.5 2.7 2.6 3.1 3 3.65 3.5 4.15 4 4.65 4.5 5.2 5 径 最小(mm) 1.15 1.35 1.52 1.62 1.9 2.2 2.4 2.6 2.5 3 2.9 3.5 3.4 4 3.85 4.5 4.35 5 4.85 内径 最大(mm) 1 1.1 1.3 1.4 1.5 1.7 1.9 1.9 2 2.2 2.3 2.6 2.7 3 3.3 3.4 3.7 3.8 最小(mm) 0.95 1.05 1.2 1.3 1.4 1.6 1.8 1.8 1.9 2.1 2.2 2.5 2.6 2.9 3.2 3.3 3.5 3.6 长度 > 2.5 2.5 2.5 2.5 3 4 4 4 4 6 8 8 10 (mm) < 6 6 8 8 15 18 20 25 40 50 50 50 50 自攻螺丝规格表-ANSI ANSI B18.6.3 公称尺寸 #2 #3 #4 #5 #6 #7 #8 #10 #12 螺纹尾形 AB AB A AB A AB A AB A A B A AB A AB A AB B.BT B.BT B.BT B.BT B.BT B.BT B.BT B.BT B.BT
自攻螺钉标准GB T3098.5-1985
1.自攻螺钉标准GB/T3098.5-1985 本标准适用于由渗碳钢制造的,螺纹符合GB5280-85《自疑义螺钉用螺纹》规定的,螺纹规格为ST2.2~ST8的自攻螺钉 2.材料:自攻螺钉应由渗碳钢制造 3.机械性能 (1) 表面硬度:自攻螺钉的表面硬度应等于或大于HRC45或HV450 (2)渗碳层深度如图所示(单位:mm) (3)芯部硬度:自攻螺钉的芯部硬度应为HRC26~40或HV270~390 (4)显微组织:在渗碳层与芯部间的显微组织不应呈现带状亚共析铁素体. (5)拧入性能:将自攻螺钉拧入试验板,自入螺钉的螺纹不应产生变形. (6)最小破坏力矩:在进行扭矩试验时,自攻螺钉的破坏扭矩应符合如下规定
4.试验方法 表面硬度试验 (1)表面硬度最好在头部的表面测定.为保证测定的准确性,被测部位应经过研磨或抛光. (2)洛氏硬度试验按GB230-83《金属洛氏硬度试验方法》规定 (3)维氏硬度试验按GB4340-84《金属维氏硬度试验方法》规定 (4)试验时如有争议,应以维氏硬度为促裁试验. 渗碳层深度试验:渗碳层深度试验在螺纹侧面上进行,测点应在螺纹大径和螺纹小么间的距离之半处,但对螺纹规格 自攻螺丝规格 公称尺寸 T1.2 T1.4 T1.6 T1.7 T2.0 T2.3 T2.5 T2.6 T3.0 T3.5 T4.0 T4.5 T5. 0 螺纹尾形 AB AB AB AB AB AB AB A AB A AB A AB A AB A AB A AB B B B B B.BT B.BT B.BT B B B B B B BT BT BT BT BT BT 每寸扣数 T.P.I 64 56 48 48 40 32 28 28 24 18 20 16 18 14 16 12 16 外 最大(mm) 1.2 1.4 1.6 1.7 2 2.3 2.5 2.7 2.6 3.1 3 3.65 3.5 4.15 4 4.65 4.5 5.2 5 径 最小(mm) 1.15 1.35 1.52 1.62 1.9 2.2 2.4 2.6 2.5 3 2.9 3.5 3.4 4 3.85 4.5 4.35 5 4.85 内径 最大(mm) 1 1.1 1.3 1.4 1.5 1.7 1.9 1.9 2 2.2 2.3 2.6 2.7 3 3.3 3.4 3.7 3.8 最小(mm) 0.95 1.05 1.2 1.3 1.4 1.6 1.8 1.8 1.9 2.1 2.2 2.5 2.6 2.9 3.2 3.3 3.5 3.6 长度 > 2.5 2.5 2.5 2.5 3 4 4 4 4 6 8 8 10 (mm) < 6 6 8 8 15 18 20 25 40 50 50 50 50 自攻螺丝规格表-ANSI ANSI B18.6.3 公称尺寸 #2 #3 #4 #5 #6 #7 #8 #10 #12 螺纹尾形 AB AB A AB A AB A AB A A B A AB A AB A AB 自攻螺钉通用技术条件自攻螺钉通用技术条件 自攻螺钉通用技术条件 1范围 本标准规定了自攻螺钉(包含不锈钢自攻螺钉)的技术要求、试验方法、检验规则、标志、包装、运输、贮存等。 本标准适用于空调器、除湿机、空气净化机及与这些产品有关的供应厂商配套的零部件用自攻螺钉[包括锌铬镀层螺钉(俗称达克罗螺钉)和无铬达克罗镀层螺钉]。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 90.1~2-2002 紧固件验收检查、标志与包装 GB 845-1985 十字槽盘头自攻螺钉 GB 846-1985 十字槽沉头自攻螺钉 GB 847-1985 十字槽半沉头自攻螺钉 GB 944.1-1985 螺钉用十字槽 GB 1771-1991 色漆和清漆耐中性盐雾性能的测试 GB 3098.5-2000 紧固件机械性能自攻螺钉 GB 4340.1-1999 金属维氏硬度试验方法 GB 5267-2002 螺纹紧固件电镀层 GB 5280-2002 自攻螺钉用螺纹 GB 5282-1985 开槽盘头自攻螺钉 GB 5283-1985 开槽沉头自攻螺钉 GB 5284-1985 开槽半沉头自攻螺钉 GB 5285-1985 六角头自攻螺钉 GB/T 18684-2002 锌铬涂层技术条件 QMN-J11.001-2007 逐批检查计数抽样程序及抽样表进货检验 QMN-J59.023-2006达克罗涂层(锌铬涂层)技术条件 QMN-J30.002-2007 标准件设计规范 QMN-J59.038-2007无铬达克罗涂层(锌铬涂层)技术条件 QML-J11.006-2006 产品中限制使用有害物质的技术标准(RoHS指令) 2 自攻螺钉的品种、用途简介 注:1、带*符号的品种为商品坚固件品种,应优先选取用。 2、①自攻螺钉的螺纹公差,按GB5280规定。 3、②自攻螺钉的机械性能,按GB3098.5规定。 4、③自攻锁紧螺钉的螺纹公差,按GB6559规定。 自攻螺钉的用途简介 自攻螺钉多用于薄的金属板(钢板、锯板等)之间的连接。连接时,先对被连接件制出螺纹底孔,再将自攻螺钉拧入被连接件的螺纹底孔中。由于自攻螺钉的螺纹表面具有较高的硬度(≥HRC45),可在被连接件的螺纹底孔中攻出内螺纹,从而形成连接。 自攻销紧螺钉也多用于薄的金属板之间的连接。其螺纹为具有弧形三角截面的普通螺纹,螺纹表面也具有较高的硬度,故在连接时,螺钉也可在被连接件的螺纹底孔中攻出内螺纹,从而形成连接。这种螺钉的特点是具有低拧入力矩和高锁紧性能,比普通自攻螺钉具有更好的工作性能,并可代替机器螺钉使用。 墙板自攻螺钉用于石膏墙板等和金属龙骨之间的连接。其螺纹为双头螺纹,螺纹表面也具有很高的硬度(≥HRC53),能在不制出预制孔的条件下,快速拧入龙骨中,从而形成连接。 自钻自攻螺钉与普通自攻螺钉不同之处是普通自攻螺钉在连接时,须经过钻孔(钻螺纹底孔)和攻丝(包括紧固连接)两道工序;而自钻自攻螺钉在连接时,就将钻孔和攻丝两道工序合并一次完成。它先用螺钉前面的钻头进行钻孔,接着就用螺钉进行攻丝(包括紧固连接),节约施工时间,提高施工效率。 盘头和六角头自攻螺钉适用于钻头允许露出的场合,六角头自攻螺钉可比盘头自攻螺钉随较大的力矩。沉头和内六角花形自攻螺钉适用于钉头不允许露出的场合,内六角花形自攻螺钉可比沉静头自攻螺钉承受较大的力矩;半沉静头自攻螺钉适用于钉头允许轻微露出的场合。自攻螺钉的装拆时,开槽自攻螺钉需用一字形螺钉旋具,十字槽自攻螺钉需用十字形螺钉旋具,内六角花形自攻螺钉需用内六角花形扳手,六角头自攻螺钉需用呆扳手、梅花扳手、套筒扳手或活扳手。自攻螺丝规格
自攻螺钉通用技术条件
自攻螺钉的品种