超音速火焰喷涂制备多峰WC_12Co涂层的抗汽蚀性能_英文_
Resistance of cavitation erosion of
multimodal WC-12Co coatings sprayed by HVOF
DING Zhang-xiong1, CHEN Wei1, WANG Qun2
1. College of Energy & Power Engineering, Wuhan University of Technology, Wuhan 430063, China;
2. College of Materials Science and Engineering, Hunan University, Changsha 410082, China
Received 8 December 2010; accepted 1 August 2011
Abstract: Conventional, submicron and multimodal WC-12Co cermet coatings were deposited by high velocity oxy-fuel (HVOF). The microhardness and microstructure of the coatings were compared, and the resistance of the coatings to cavitation erosion was studied by ultrasonic vibration cavitation equipment. Cavitation pits and craters were observed by SEM and cavitation mechanisms were explored. The results show that the microstructures of submicron and multimodal WC-12Co coatings prepared by HVOF are dense with little porosity, and their microhardness values are obviously higher than that of the conventional WC-12Co coating. The average microhardness of multimodal WC-12Co coating reaches nearly HV1500, which is much higher than that of the conventional one. As well, it is found that the multimodal WC-12Co coating exhibits the best cavitation erosion resistance among the three coatings, the erosion rate is approximately 40% that of the conventional coating, and the cavitation erosion resistance of multimodal WC-12Co coating is enhanced by above 150% in comparison with the conventional coating.
Key words: cavitation erosion; WC-12Co coating; high velocity oxy-fuel; multimodal
1 Introduction
Cavitation erosion is one of the main types of damage on hydraulic machinery, such as the pump casings of dredger, the propellers of ship, the blades of hydraulic turbine and valves of piping in the practical application. Some components service in the complex conditions of cavitation, corrosion and erosion wear at the same time and it would lead the components to fail early and cause huge economic loss. Various materials such as cast iron, cast steel, copper and stainless steel are used to resist the cavitation erosion [1?2]. As the cavitation erosion occurs at the liquid/solid interface, thus it is related to surface properties rather than bulk properties, the cavitation erosion resistance of a component may be improved by some surface engineering techniques. Surface engineering techniques have the advantage of consuming only a small amount of expensive material on the surface while using an inexpensive substrate for the bulk. Therefore, the research on surface engineering techniques and coating materials are emphasized for enhancing the cavitation erosion resistance of mechanic parts in the recent years [3?6].
Thermal sprayed WC-12Co cermet coatings, which consist of hard phase WC and tough binder phase Co that possesses excellent cavitation erosion resistance among metal materials, have been widely used because of excellent cavitation erosion resistance. With the development of nanomaterials, the study of WC-12Co coatings has been shifted to nanostructured WC-12Co. Research showed that the hardness and toughness of nanostructured materials can be improved at the same time, which is necessary to resist the cavitation erosion [7?9]. Though nanostructured WC-12Co materials show great performance in cavitation erosion resistance, its complex manufacturing process and expensive price limit its application. However, owing to both excellent wear resistance and economy, multimodal WC-12Co materials have been widely studied [10?13].
Compared with other thermal spraying processes, high velocity oxy-fuel (HVOF) spraying possesses high flame velocity and low flame temperature. Thus, residence time of the WC particles can be shortened and the WC decarburization can be decreased during HVOF
Foundation item: Project (50479016) supported by the National Natural Science Foundation of China Corresponding author: DING Zhang-xiong; Tel +86-27-86549879; E-mail: zx_ding@https://www.360docs.net/doc/b04940146.html, DOI: 10.1016/S1003-6326(11)61000-5
DING Zhang-xiong, et al/Trans. Nonferrous Met. Soc. China 21(2011) 2231?2236 2232
spraying for WC-Co feedstock powder. Hence, HVOF process is considered a more suitable way to deposit nanostructured WC-Co coatings than other thermal spraying processes [10?16]. In the present work, three kinds of cermet coatings, conventional, submicron and multimodal WC-12Co were deposited by HVOF and the resistance of the coatings to cavitation erosion was studied by ultrasonic vibration cavitation equipment. Finally, cavitation pits and craters were observed by SEM and the cavitation mechanisms were explored.
2 Experimental
2.1 Materials
Conventional, submicron and multimodal powders were used as feedstock and marked as C1, C2 and C3, and the corresponding coatings were marked S1, S2 and S3. Conventional WC-12Co powder was produced by sintering and crushing method, the particle size is 10?45 μm and the WC original crystal size was 2?3 μm. Submicron structured WC-12Co powder was produced by an agglomeration method and the WC original crystal size was 200 nm. Multimodal WC-12Co powder was composed of 50% nano (50?90 nm) and 50% submicron (<200 nm) particles. The multimodal powders were produced by an agglomeration method and the particle size was 10?45 μm. The substrate material was Q235 for coating samples and the size was 50 mm×14 mm×15 mm for microstructure analysis.
2.2 Methods
Prior to spraying, the substrate samples were degreased and grit blasted with Al2O3 particles (<0.25 mm). About 0.5 mm thick WC-12Co was coated using TⅠ-Ⅱ3200CY HVOF system and kerosene was used as fuel. All thermal parameters were optimized as listed in Table 1. There existed some difference of spray parameters for various WC-12Co powders and this was considered for different particle in-flight characteristics during HVOF thermal spraying for various feedstock materials. After spraying, samples with size of 10 mm×14 mm×5 mm were machined by EDM wire cut for microstructure analysis.
Cavitation erosion tests were performed on a J93025 vibration cavitation erosion equipment according to standard GB/T8363—86. The microstructures of WC-12Co powders and their coating surfaces, typical as-sprayed coatings were observed with S?570 and JSM6700F scanning election microscope (SEM). The mass loss of the samples was measured using TG328 electric balance, accurate to 0.1 mg, and the coating microhardness was measured with 71 model micro Vickers under a load of 1.96 N. Porosity measurement was performed using a Leitz MM6 microscope fitted with a MIAPS image analyzer. Ten readings were obtained and the average value was reported.
3 Results and discussion
3.1 Morphology of WC-12Co powders
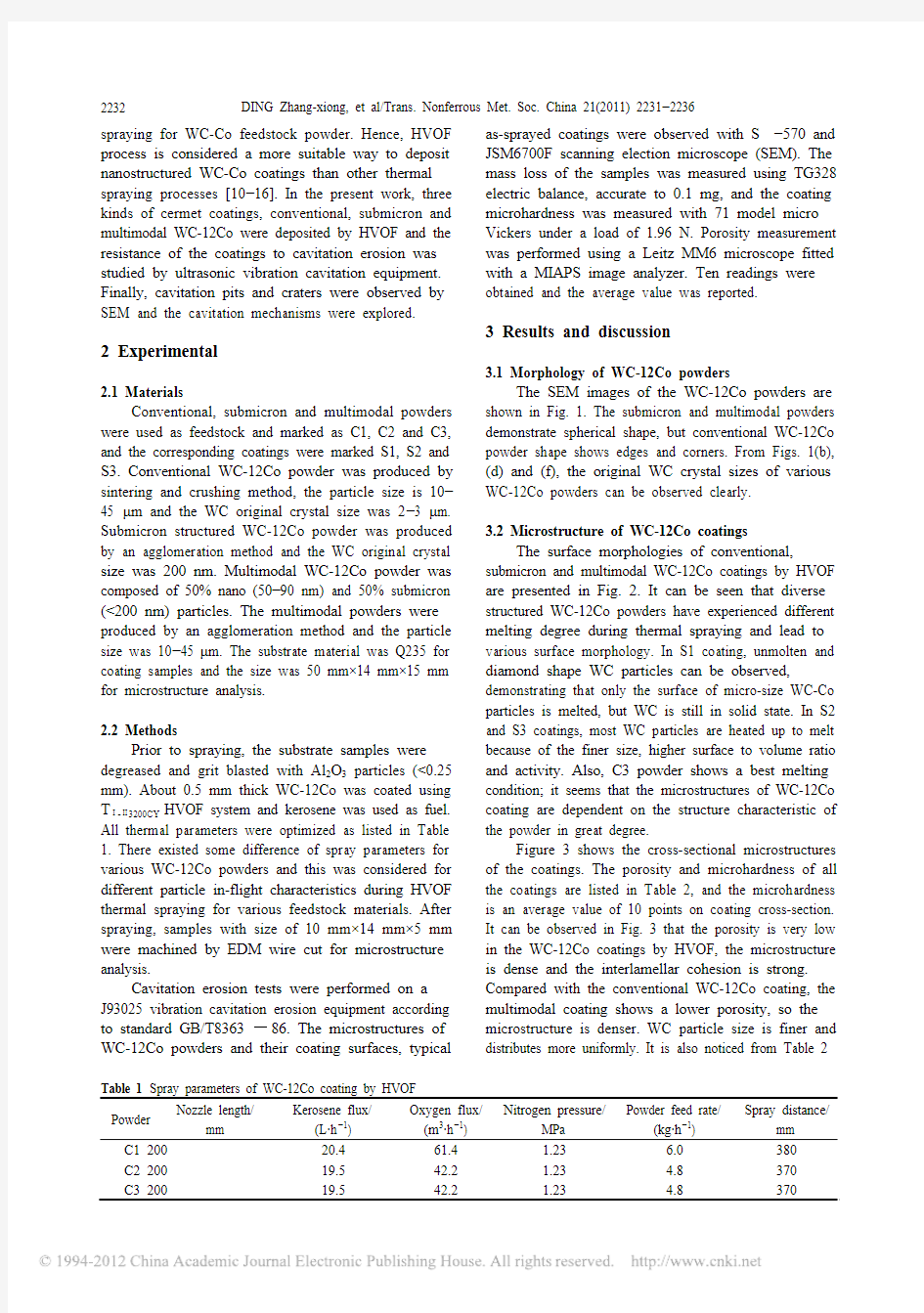
The SEM images of the WC-12Co powders are shown in Fig. 1. The submicron and multimodal powders demonstrate spherical shape, but conventional WC-12Co powder shape shows edges and corners. From Figs. 1(b), (d) and (f), the original WC crystal sizes of various WC-12Co powders can be observed clearly.
3.2 Microstructure of WC-12Co coatings
The surface morphologies of conventional, submicron and multimodal WC-12Co coatings by HVOF are presented in Fig. 2. It can be seen that diverse structured WC-12Co powders have experienced different melting degree during thermal spraying and lead to various surface morphology. In S1 coating, unmolten and diamond shape WC particles can be observed, demonstrating that only the surface of micro-size WC-Co particles is melted, but WC is still in solid state. In S2 and S3 coatings, most WC particles are heated up to melt because of the finer size, higher surface to volume ratio and activity. Also, C3 powder shows a best melting condition; it seems that the microstructures of WC-12Co coating are dependent on the structure characteristic of the powder in great degree.
Figure 3 shows the cross-sectional microstructures of the coatings. The porosity and microhardness of all the coatings are listed in Table 2, and the microhardness is an average value of 10 points on coating cross-section. It can be observed in Fig. 3 that the porosity is very low in the WC-12Co coatings by HVOF, the microstructure is dense and the interlamellar cohesion is strong. Compared with the conventional WC-12Co coating, the multimodal coating shows a lower porosity, so the microstructure is denser. WC particle size is finer and distributes more uniformly. It is also noticed from Table 2
Table 1 Spray parameters of WC-12Co coating by HVOF
Powder Nozzle length/
mm
Kerosene flux/
(L·h?1)
Oxygen flux/
(m3·h?1)
Nitrogen pressure/
MPa
Powder feed rate/
(kg·h?1)
Spray distance/
mm
C1 200 20.4 61.4 1.23 6.0 380 C2 200 19.5 42.2 1.23 4.8 370 C3 200 19.5 42.2 1.23 4.8 370
DING Zhang-xiong, et al/Trans. Nonferrous Met. Soc. China 21(2011) 2231?2236 2233
Fig. 1 SEM images of conventional (a, b), submicron (c, d) and multimodal (e, f) WC-12Co powders
Fig. 2 SEM images of conventional (a), submicron (b) and
multimodal (c) WC-12Co coatings Fig. 3 Cross-sectional microstructures of conventional (a), submicron (b) and multimodal (c) WC-12Co coatings
DING Zhang-xiong, et al/Trans. Nonferrous Met. Soc. China 21(2011) 2231?2236 2234
Table 2 Porosity and microhardness of WC-12Co coatings Coating Code Porosity/% Microhardness(HV0.2) S1 2.26 1
034 S2 1.78 1
415 S3 1.32 1
483
that the microhardness value of multimodal WC-12Co coating is obviously higher than that of the conventional WC-12Co coating.
3.3 Phase composition of WC-12Co powders and
coatings
Figure 4 shows the XRD patterns of WC-12Co powders and coatings produced by HVOF. It is shown that the XRD pattern of the initial phases of conventional, submicron and multimodal WC-12Co powders show no differences and the typical XRD pattern of C1 powder contains only the desired phases of WC and Co. It can be observed that the XRD patterns of conventional, submicron and multimodal WC-12Co coatings deposited by HVOF show significant differences. In S1 coating, the phase compositions are almost the same as those of the starting powder C1, mainly consisting of WC and Co and the decarburization of WC particles do not occur obviously. In S2 and S3 coatings, the coatings are composed of WC, W2C, W and Co6W6C crystalline phases. The phases of W2C, W and Co6W6C are not present in the starting feedstock and have been generated during the spraying processes. Compared with submicron coating, the multimodal WC-12Co coating has a greater decarburization as shown in Fig. 4. It can be concluded that the decarburization would be generated more extensively when the size of WC particles decreases because of the higher surface contact area between the finer WC particles and the flame, leading to higher temperature and sufficient melting of the particles [16].
Fig. 4 XRD patterns of WC-12Co powders and coatings 3.4 Testing results of cavitation erosion test
Cavitation erosion curves of WC-12Co coatings are presented in Fig. 5. The curves show that the cumulative volume loss of WC-12Co coatings follows an approximately linear relationship with testing time, but the curve of the conventional WC-12Co coating displays a much higher slope than that of the multimodal coating. The cavitation erosion rate of WC-12Co coatings is shown in Fig. 6. It can be seen that the erosion rate of S1 coating is about 1.0 mm3/h in a steady period, while that of S3 coating is 0.35 mm3/h, which is about one third that of the S1 coating. It also demonstrates that in the last testing period, the erosion rates of S2 and S3 coatings display a steady tendency in comparison with the conventional one. From the testing results of Figs. 5 and 6, it can be concluded that S3 coating sprayed by HVOF possesses the best cavitation erosion resistance. The multimodal WC-12Co coating exhibits more excellent cavitation erosion resistance than the submicron and conventional coatings.
Fig. 5 V olume loss curve of WC-12Co coatings
Fig. 6 Cavitation rate of WC-12Co coatings
3.5 Cavitation erosion mechanisms of WC-12Co
coatings
The SEM images of the eroded surfaces of
DING Zhang-xiong, et al/Trans. Nonferrous Met. Soc. China 21(2011) 2231?2236 2235
WC-12Co coatings after 16 h cavitation erosion test are shown in Fig. 7. It indicates that obvious difference of the eroded surface micrographs exists in various WC-12Co coatings because of their different erosion mechanisms.
Fig. 7 SEM images of conventional (a), submicron (b) and multimodal (c) WC-12Co coatings after 16 h cavitation erosion
In Fig. 6, the cavitation rate curves of the WC-12Co coatings consist of unsteady and steady periods. In the unsteady period, the cavitation rate increases with testing time, but the cavitation rate of multimodal and submicron coatings almost remain constant although the conventional coating rate varies in some range in the steady period. It is known that the cavitation erosion takes place by the formation and propagation of fatigue cracks. In thermal spray coatings, the cracks originate from pores, oxides and microcracks present in the coatings and propagate preferentially along interlamellar boundaries and the individual splats because of the weak cohesion. In comparison with various structured WC-12Co coatings under the action of water microjet and frequency stress, the cracks form and propagate more easily in conventional and submicron coatings because the coating structure is coarser, the porosity is higher and the cohesive strength of the individual splats is lower than those of multimodal coating, as shown in Fig. 3. The coating materials are finally removed by cracking and delamination of the lamellae. Also the removal of the coarse WC particles and delamination of the lamellae in conventional WC-12Co coating cause the volume loss to increase and the cavitation rate to vary in some range during cavitation erosion, as shown in Fig. 6. In the unsteady period, the cavitation rate increases with increasing cavitation area, fatigue cracks form and propagate, but in the steady period, the cavitation area remains the same, the speed of formation, propagation of fatigue cracks and the removal of WC particles vary little, therefore, the cavitation rate almost remains constant for submicron and multimodal WC-12Co coatings.
For multimodal WC-12Co feedstock powder during HVOF spraying, most WC particles are heated up to a molten state because of the finer size, higher surface to volume ratio and activity. Thus, the spraying particles gain more sufficient deformation when impacting the substrate and producing the coating with finer and denser microstructure, lower porosity and higher cohesive strength, which leads to higher microhardness and stronger toughness of the coating, and it is necessary to enhance the coating cavitation erosion resistance. For S3 coating, a lot of nanosized grain boundaries make the fracture propagation more difficult. All of these contribute to the increase in cavitation erosion resistance of multimodal WC-12Co coating deposited by HVOF.
4 Conclusions
1) In comparison with conventional and submicron WC-12Co, the multimodal WC-12Co coating deposited by HVOF is denser and possesses lower porosity.
2) The multimodal WC-12Co coating deposited by HVOF exhibits excellent cavitation erosion resistance and the erosion rates are approximately one third that of the conventional coating. Multimodal WC-12Co coating exhibits better erosion resistance than the conventional and submicron coatings.
3) The decarburization of WC occurs during spraying, but the decarburization of WC for the multimodal powder is more severe than for the other two powders.
4) Dense nanostructure, high microhardness and strong cohesive strength of WC-12Co coating contribute to the increase in the cavitation erosion performance of multimodal WC-12Co coating deposited by HVOF.
DING Zhang-xiong, et al/Trans. Nonferrous Met. Soc. China 21(2011) 2231?2236 2236
References
[1]LIU W, ZHENG Y G, LIU C S, YAO Z M, KE W. Cavitation erosion
behavior of Cr-Mn-N Stainless steels in comparison with 0Cr13Ni5Mo stainless steel [J]. Wear, 2003, 254(7?8): 713?722. [2]FU W, ZHENG Y, HE X. Resistance of a high nitrogen austenitic
steel to cavitation erosion [J]. Wear, 2001, 249(9): 788?791.
[3]SANTA J F, ESPITIA L A, BLANCO J A, ROMO S A, TORO A.
Slurry and cavitation erosion resistance of thermal spray coatings [J].
Wear, 2009, 267(1?4): 160?167.
[4]WU Y P, LIN P H, CHU C L, WANG Z H, CAO M, HU J H.
Cavitation erosion characteristics of a Fe-Cr-Si-B-Mn coating fabricated by high velocity oxy-fuel (HVOF) thermal spray[J].
Materials Letter, 2007, 61(8?9): 1867?1872.
[5]QIAO Y, FISCHER T E, DENT A. The effects of fuel chemistry and
feedstock powder structure on the mechanical and tribological properties of HVOF thermal-sprayed WC-Co coatings with very fine
structures [J]. Surface & Coatings Technology, 2003, 172(1): 24?41. [6]TIAN Ye, DING Zhang-xiong, LIU Zhen-lin. Study on cavitation
erosion resistance of submicron WC-12Co coating by HVOF[J]. Hot
Working Technology, 2010, 39(16): 110?113. (in Chinese)
[7]ZHANG Yun-qian, DING Zhang-xiong, FAN Yi. Performance study
of nano structured WC-Co coatings sprayed by HVOF [J]. China
Surface Engineering, 2005, 18(6): 25?29. (in Chinese)
[8]BABU P S, BASU B, SUNDARARAJAN G. Processing-structure-
property correlation and decarburization phenomenon in detonation
sprayed WC-12Co coatings [J]. Acta Materialia, 2008, 56(18): 5012?5026. [9]ZHAO X Q, ZHOU H D, CHEN J M. Comparative study of the
friction and wear behavior of plasma sprayed conventional and nanostructrured WC-12%Co coatings on stainless steel [J]. Materials
Science and Engineering A, 2006, 431(1?2): 290?297.
[10]SKANDAN G, YAO R, KESR B H, QIAO Y F, LIU L, FISCHER T
E. Multimodal powders: A new class of feedstock material for
thermal spraying of hard coatings[J]. Scripta Materialia, 2001, 44(8?9): 1699?1702.
[11]AW P K, TAN B H. Study of microstructure, phase and
microhardness distribution of HVOF sprayed multi-modal structured
and conventional WC-17Co coatings [J]. Journal of Materials Processing Technology, 2006, 174(1?3): 305?311.
[12]WANG Qun, CHEN Zhen-hua, DING Zhang-xiong. Performance of
abrasive wear of WC-12Co coatings sprayed by HVOF [J]. Tribology
International, 2009, 42(7): 1046?1051.
[13]GUILEMANY J M,DOSTA S,MIGUEL J R. The enhancement of
the properties of WC-Co HVOF coatings through the use of nanostructured and microstructured feedstock powders [J]. Surface &
Coatings Technology, 2006, 201(3?4): 1180?1190.
[14]ZHAO Hui, DING Zhang-xiong. Research on slurry erosion
resistance of nano-structured WC-12Co coatings deposited by HVOF
[J]. Hot Working Technology, 2009, 38(10): 84?88. (in Chinese) [15]DING Zhang-xiong, WANG Qun, LIU Zhen-lin. Performance Study
of Erosion Wear of Nanostructured WC-12Co Coating Sprayed by
HVOF. Key Engineering Materials, 2008, 373-374: 27?30.
[16]ZHAO Hui, WANG Qun, DING Zhang-xiong. Microstructural
analysis of nanostructured WC-12Co coatings sprayed by HVOF [J].
Surface Technology, 2007, 36(4): 1?6. (in Chinese)
超音速火焰喷涂制备多峰WC-12Co涂层的抗汽蚀性能
丁彰雄1,陈伟1,王群2
1. 武汉理工大学能源与动力工程学院,武汉 430063;
2. 湖南大学材料科学与工程学院,长沙 410082
摘 要:采用超音速火焰喷涂技术制备常规、亚微米及多峰3种WC-12Co金属陶瓷涂层,比较分析涂层的显微
硬度及显微组织。采用超声振动汽蚀装置研究3种涂层的抗汽蚀性能,并采用扫描电镜观察涂层表面的汽蚀坑,
探讨不同涂层的汽蚀机理。研究表明:采用超音速火焰喷涂制备的亚微米及多峰WC-12Co涂层结构致密、孔隙
率低,其显微硬度明显高于常规的WC-12Co涂层。多峰WC-12Co涂层的平均显微硬度接近HV1500,远高于常
规的WC-12Co涂层。在3种涂层中,多峰WC-12Co涂层表现出最优良的抗汽蚀性能,涂层的汽蚀率大约为常规
涂层的40%;与常规涂层相比,多峰WC-12Co涂层的抗汽蚀性能提高150%以上。
关键词:汽蚀;WC-12Co涂层;超音速火焰喷涂;多峰
(Edited by FANG Jing-hua)
超音速电弧喷涂技术
防磨防腐新材料超音速电弧喷涂技术 一、超音速电弧喷涂的原理 电弧喷涂原理是利用两根连续送进的金属丝作为自耗电极,在其端部产生电弧作为热源,用压缩空气将熔化了的丝材雾化,并以超音速喷向工作件形成一种结合强度高、孔隙率低、表面粗糙度低的涂层的热喷涂方法。其工作原理与普通电弧喷涂(亚音速雾化)一样,超音速电弧喷涂是一个不断连续进行的熔化-雾化-沉积的过程。但在雾化方式上,超音速电弧喷涂与普通电弧喷涂有根本的区别,即超音速电弧喷涂是采用超音速雾化。其优点是:雾化效果好,雾化后的粒子细小均匀,速度高,有利于获得高质量的涂层。超音速电弧喷涂采用拉伐尔喷嘴,将气流的速度从亚音速提高到超音速,加强了气流对粒子的加速效果,从而提高了粒子速度。粒子速度对涂层的性能有很大的影响。粒子速度高,粒子沉积时对基体的撞击作用就强,粒子变形就充分。有利于粒子与基体、粒子与粒子之间的结合,从而提高涂层的结合强度和内聚强度;粒子速度高,粒子沉积前在空气中的飞行时间短,飞行中产生的氧化物就少,有利于粒子的结合,从而提高涂层的内聚强度,降低涂层的孔隙率。粒子速度越高,越有利于获得高质量的涂层。随着热喷涂设备的更新换代,粒子速度在不断提高,涂层的质量也不断得到改善。 超音速雾化减小了粒子的粒度,降低了涂层的粗糙度。粗糙度是涂层的一项重要性能指标,它取决于雾化后粒子的粒度。超音速雾化加强了气流对丝材端部熔化金属间的作用,雾化的粒子细小均匀,大大降低了涂层的粗糙度。同时,粒子粒度的减小,也降低了粒子扁平化过程中的飞溅,有利于降低涂层的孔隙率。 超音速雾化是超音速电弧喷涂的出发点,是其与普通电弧喷涂的根本区别。 超音速电弧喷涂设备包括电源、喷枪、送丝机构及其附件,关键设备是超音速电弧喷枪。我公司采用进口喷嘴,并且喷涂电流稳定,能在保证丝材雾化效果、涂层质量的前提下,一天的喷涂面积达到20m2。 电弧喷涂时,弧区的温度高达5000-6000℃,用气冷的方式对喷嘴进行冷却。 二、超音速电弧喷涂的技术优点 超音速电弧喷涂与普通火焰喷涂相比,有以下技术优点: 1、热效率高。火焰喷涂产生的大部分热量散失到大气和冷却系统中了,热能的利用率仅为8-15%。而电弧喷涂是直接用电能转化为热能来熔化丝材,热能利用率高达70-80%。
碳化钨喷涂设备jp5000
HV80型 JP-5000超音速火焰喷涂系统 上海楚越机械设备有限公司 上海市浦东新区栖山路465号鼎隆大厦804室电话:21- 6855 2091/2/3 传真:21- 6853 5408 邮编:200135 https://www.360docs.net/doc/b04940146.html, E-mail: info@https://www.360docs.net/doc/b04940146.html,
1. HV80型HVOF喷涂系统 AMT公司80系列喷涂系统操作灵活、性能可靠、性价比高,经市场的不断验证,该系统已被公认为应用成功、价位合理的喷涂系统。 HV80型HVOF喷涂系统操作界面友好、维护方便,并具有高度的灵活性和可重复性,故尤其适合生产车间及大批量生产时使用。 HV80型HVOF喷涂系统平台(例图) 1.1 HV80型HVOF控制模块 HV80控制模块适用于氧气-煤油燃烧系统的喷 涂过程控制。 HV80控制系统可应用于各种独立操作的 HVOF版本的送粉器,包括客户已有的任何 HVOF类型的送粉器。通过HV80控制模块可 直接控制送粉开/关。 经过严格的设计,HV80控制模块界面友好, 需要极少维护。其中,煤油和氧气的流量通过 浮子流量计来手动调节。 根据客户的需要,HV80控制模块可以集成控
制热交换器、喷涂工装设备、抽风除尘系统及送粉器等设备。 HV80控制模块配备有系统所必须的安全装置,如逆火防止阀等。控制模块还包含高压点火单元。喷枪直接与控制模块相连接。 其他特点 ?具有完备的可扩展的安全诊断系统,集成了外部安全特征。却水温度及流量的安全监控 ?流量预调节旋钮可设定点枪时所需的氧气和煤油的流量 ?系统对气体及燃料压力进行监控,一旦压力低于规定值,将显示报警 ?PLC控制(工业标准型)确保系统的稳定性和可靠性 ?全部喷涂参数集中显示于控制面板上,便于观察。其中包括系统状态及参数设定、冷却水温度、时间显示和点火计数器等 ?火焰熄灭状态下,使用氮气(N2)作为清吹气体。 所有HV80型HVOF喷涂系统均满足最新的CE认证要求。 HV80 HVOF控制模块 HV80控制模块适用于以下喷枪类型: ?JP5000标准喷枪或JP5000-ST喷枪 ?K2喷枪
超音速火焰喷涂工艺流程
永嘉县创优喷涂技术有限公司 超音速火焰喷涂 超音速火焰喷涂工艺流程:施工前的准备工作、表面预处理、喷涂、喷涂后处理四个主要步骤: 一)准备工作: 在编制工艺前首先应该了解被喷涂工件的实际状况和技术要求半进行分析 1、确定涂层的厚度。一般来讲,喷涂后必须进行机械加工,因此涂层厚度就要预留加工余量,同时还要考虑到喷涂时的热胀冷缩等。 2、涂层材料的确定。选择依据是涂层材料应该满足被喷涂工件的材料,配合要求,技术要求及工作条件等,分别选择结合层与工作层材料 3、确定参数:压力,粉末粒度,喷枪与工件的相对运动速度 二)工件表面的预处理 表面制备,是保证涂层与基体结合强度的重要工序 1、凹切处理,表面存在疲劳层和局部严重拉伤的沟痕时,在强度允许的前提下可以进行车削处理,为热喷涂提供容纳的空间。 2、表面清理,清除油污,铁锈,漆层等,使工件表面洁净,油污油漆可以用溶剂清洗剂除去。如果油渍已经渗入基体材料,可以用火焰加热除去,对锈层可以进行酸浸,机械打磨或喷砂除去。 3、表面粗化,目的是为了增强涂层与基体的结合力,消除应力效应,常用的有喷砂、开槽、车螺纹、拉毛。 A:喷砂是最常用的,砂料可以选择石英砂、氧化铝砂、冷硬铁砂等。砂料以锋利坚硬为好,必须清洁干燥,有尖锐棱角。其尺寸,空气压力的大小,喷砂
角度、距离和时间应该根据具体情况确定。 B:开槽、车螺纹、辊花。对轴、套类零件表面的粗化处理,可采用开槽、车螺蚊处理,槽与螺纹表面粗糙度以Ra6.3—12.5为宜,加工过程中不加冷却液与滋润剂,也可以在表面滚花纹,但避免出现尖角。 C:硬度较高的工件可以进行电火花拉毛进行粗化处理,但薄涂层工件应慎用。电火花拉毛法是将细的镍丝或铝丝作为电极,在电弧的作用下,电极材料与基体表面局部熔合,产生粗糙的表面。 表面粗化后呈现的新鲜表面,应该防止污染,严禁用手触摸,保存在清洁,干燥的环境中,粗化后尽快喷涂,一般喷涂时间不超过二个小时。 4、非喷涂部位的保护 喷涂表面附近的非喷涂需要加以保护,可以用耐热的玻璃布或石棉而屏蔽起来。必要时按零件开关制作相应的夹具保护,但是要注意夹具材料要有一定的强度,且不能使用低熔点的合金,以免污染涂层。对于基体表面上的键槽、油孔等不允许喷涂的部位,可以用石墨块或粉笔堵平或略高于表面。 喷后清除时,注意要要碰伤涂层,棱角要倒钝。 三)喷涂工艺及参数 (1)粉末特性: 目前粉末供应商提供了品种繁多的碳化物粉末,而粉末特性往往因其制粉工艺方法的不同而表现出较大的差异。粉末特性包括:粉末粒度分布、颗粒形状、表面粗糙度等。 对JP8000设备来说,适宜的粉末粒度为:15μm-45μm。 (2)喷涂距离: JP8000型超音速火焰喷涂系统,当粉末粒子在距喷枪出口350-380mm以内即已达到了其最高温度,随着喷距的增加粒子温度逐渐降低,在350-380mm
锅炉水冷壁超音速电弧喷涂技术
一:锅炉腐蚀和磨损机理: 1 磨损状况及其原因分析 循环流化床锅炉的磨损主要发生在燃烧室,锅炉尾部对流受热面也发生与煤粉炉同样的磨损,炉膛水冷壁的磨损,大致有以下几种情况:燃烧室下部耐火防磨层与膜式壁交界处以上一段管壁的磨损;炉膛四个角落区域管壁的磨损;炉膛出口两侧管壁的磨损。这些部位出现的事故占水冷壁爆管事故的95%以上。图1中列出了燃烧室下部耐火防磨层与膜式壁交界处以上一段管壁的磨损机理。 燃烧室下部耐火防磨层与膜式壁交界处以上一段管壁的磨损,是与炉内固体物料的总体流动形式有关。固体物料被烟气夹带飞逸出床层,沿水冷壁面向下流动,在交界区域与向上运动的固体物料混合,局部产生涡流;同时沿壁面下流的固体物料在交界面处产生反弹,这种反弹一部分往炉膛中心降落,但另一部分往水冷壁管侧反弹,对水冷壁管产生了切割现象,造成水冷壁泄漏爆管(如图2所示)。 (a) (b) (c) (d) 图1 燃烧室下部耐火防磨层与膜式壁交界处以上一段管壁的磨损机理[3] (a) 冲击;(b) 切削;(c) 涡流;(d) 离心力引起撞击
图2 循环流化床锅炉水冷壁磨损照片 1.1 腐蚀状况及其原因分析 循环流化床锅炉由于采用了内外循环的燃烧方式[5],其水冷壁等受热面的高温腐蚀问题比其他类型的锅炉更为严重。主要表现为以下特点: (1)高温冲蚀磨损:这是循环流化床锅炉水冷壁失效和爆管的主要原因,高的物料流化速度、大的物料粒度和浓度、硬质点SiO2因素,都造成对水冷壁的严重冲刷和撞击。 (2)高温氧化:炉膛内的温度高达900℃,甚至1000℃左右[5],致使水冷壁管表面的高温氧化现象十分严重。氧化皮在固体物料的冲刷下不断剥落、重新生成、再剥落,是水冷壁管壁逐渐减薄。 (3)高温腐蚀:炉膛内的烟气中常含有HCI、H2S、NaOH、SO2、SO3等腐蚀性气体会与管壁金属发生反应,破坏氧化膜,使氧化层变成疏松的海绵状,高温又会加剧腐蚀。 而当锅炉燃用含K、Na、S等成份较多的煤时,在炉内高温烟气的作用下,还会发生硫酸盐型腐蚀。这是由于燃料燃烧时升华逸出的碱性金属氧化物K2O和Na2O会冷凝在换热管壁上,这些氧化物与管壁周围的SO3反应生成硫酸盐,形成了松散的结焦层。焦层中的硫酸盐在含有SO3的烟气作用下会与管壁氧化层Fe2O3反应生成Na3Fe(SO4)3和K3Fe(SO4)3,
M152钢基体超音速火焰喷涂WC_17Co涂层性能研究
M 152钢基体超音速火焰喷涂WC -17C o 涂层性能研究 崔永静,陆 峰,汤智慧,王长亮,郭孟秋 (北京航空材料研究院,北京100095) 摘 要:采用超音速火焰喷涂技术在M 152钢上制备了WC -17C o 涂层。对WC -17C o 涂层的耐磨性能和耐蚀性能进 行了研究。结果表明超音速火焰喷涂WC -17C o 涂层显著提高了M 152钢基体的抗盐雾腐蚀性能,同时WC -17C o 涂层具有优异的抗氧化性能和耐磨性能,可用于M 152钢零件中温区域的耐磨、耐蚀防护。 关键词:超音速火焰喷涂;WC -C o 涂层;磨损;腐蚀 中图分类号:TG 174.4文献标识码:A 文章编号:1674-7127(2012)03-0023-05D OI 10.3969/j .issn .1674-7127.2012.03.005 Performance of WC-17Co Coatings Fabricated by High Velocity Oxy-Fuel Thermal Spray on M152Steel CUI Yong-jing ,LU Feng ,TANG Zhi-hui ,WANG Chang-liang ,GUO Meng-qiu (Beijing Institute of Aeronautical Material,Beijing 100095,China) Abstract:WC-17Co coating was fabricated by high velocity oxy-fuel (HVOF)spraying on M152steel.The wear and corrosion properties of the coating were investigated.The results indicated that WC-17Co coating substantially improved the salt spray corrosion performance of M152,and WC-17Co coating showed excellent resistance of wear and oxidation.Obviously,the WC-17Co coating has great potential in protecting M152steel in media temperature. Keywords:HVOF ;WC-Co coating ;Wear ;Corrosion 作者简介:崔永静(1984-),男,河北唐县人,工程师,硕士.E-mai l :c u i y o n g jin g @126.c o m M 152 (1Cr 12N i 3M o2VN )合金钢是一种马氏体耐热钢,主要应用于超超临界机组汽轮机末级叶片及紧固件,燃气轮机及航空发动机机匣部件[1]。它的使用温度达到400℃以上,M 152钢中温区的耐磨损、耐腐蚀防护问题成为限制M 152钢应用的关键。WC 系列涂层是应用最为广泛的耐磨耐蚀防护涂层之一,它具有较高的硬度,优异的耐磨、耐蚀性能,使用温度高达540℃,另外还可以替代耗能高、污染严重的电镀硬铬,成为耐磨、耐蚀涂层防护领域研究的热点。 超音速火焰喷涂(H V O F )工艺是20世纪八十年代初期,由美国B r o wnin g E n g in ee rin g 公司推出的一种新型热喷涂技术。H V O F 的焰流温度可达 2700℃,焰流速度可达2000m/s 。相对于等离子喷 涂工艺来说,H V O F 较低的焰流温度和较高的焰流速度可以减少在喷涂过程中WC 粉末颗粒的脱碳、氧化等反应。因而,H V O F 工艺制备的WC -C o 涂层具有高硬度,低孔隙率,与基体结合强度高(>70 M P a )等优点;与电镀硬铬涂层相比,耐磨性更好, 对环境更加友好,对基体疲劳性能影响低。因此,在 第4卷第3期 2012年9月 热喷涂技术Thermal Spray Technology Vol.4,No.3Sep.,2012
超音速火焰喷涂工艺流程
超音速火焰喷涂工艺流程: 施工前的准备工作、表面预处理、喷涂、喷涂后处理四个主要步骤: 一)准备工作: 在编制工艺前首先应该了解被喷涂工件的实际状况和技术要求并进行分析 1、确定涂层的厚度。一般来讲,喷涂后必须进行机械加工,因此涂层厚度就要预留加工余量,同时还要考虑到喷涂时的热胀冷缩等。 2、涂层材料的确定。选择依据是涂层材料应该满足被喷涂工件的材料,配合要求,技术要求及工作条件等,分别选择结合层与工作层材料。 3、确定参数:压力,粉末粒度,喷枪与工件的相对运动速度。 二)工件表面的预处理 表面制备,是保证涂层与基体结合强度的重要工序 1、凹切处理,表面存在疲劳层和局部严重拉伤的沟痕时,在强度允许的前提下可以进行车削处理,为热喷涂提供容纳的空间。 2、表面清理,清除油污,铁锈,漆层等,使工件表面洁净,油污油漆可以用溶剂清洗剂除去。如果油渍已经渗入基体材料,可以用火焰加热除去,对锈层可以进行酸浸,机械打磨或喷砂除去。 3、表面粗化,目的是为了增强涂层与基体的结合力,消除应力效应,常用的有喷砂、开槽、车螺纹、拉毛等。 A:喷砂是最常用的,砂料可以选择石英砂、氧化铝砂、冷硬铁砂等。砂料以锋利坚硬为好,必须清洁干燥,有尖锐棱角。其尺寸,空气压力的大小,喷砂角度、距离和时间应该根据具体情况确定。 B:开槽、车螺纹、辊花。对轴、套类零件表面的粗化处理,可采用开槽、车螺蚊处理,槽与螺纹表面粗糙度以RA6.3—12.5为宜,加工过程中不加冷却液与滋润剂,也可以在表面滚花纹,但避免出现尖角。 C:硬度较高的工件可以进行电火花拉毛进行粗化处理,但薄涂层工件应慎用。电火花拉毛法是将细的镍丝或铝丝作为电极,在电弧的作用下,电极材料与基体表面局部熔合,产生粗糙的表面。
超音速电弧喷涂机说明书
河南巩义欣科表面电弧使用说明
用途及特点采用电动汽车充电电源的电弧喷涂机具有合理的静外特性与良好的动态性能,特点如下: 可以保证喷涂电压在电网电压波动及电弧长度变化的情况下高度平稳,电弧自调节能力强,喷涂过程稳定。 增加了强脉冲引弧,引弧成功率高。 送丝电路采用独立的高稳定电源,送丝平稳。 重量轻,体积小,便于移动。 节能省电,使用费用低,对电网容量要求低。 主要技术参数 表1 №名称CD500 CD-550 CD-600 01 电源电压/频率三相380V±10%/50Hz 三相380V±10%/50Hz 三相380V±10%/50Hz 02 额定输入功率13.7KVA 24.4KVA 34.6KVA 03 额定输入电流21A 37A 53A 05 输出电流调节范围70~300A 70~400A 70~500A 06 输出电压调节范围15~40V 20~45V 20~45V 07 输出空载电压58V 70V 70V 08 效率≧89% ≧89% ≧89% 09 功率因数≧0.87 ≧0.87 ≧0.87 10 使用喷涂丝直径Ф1.6~Ф2.0mm Ф1.6~Ф3.0mm Ф1.6~Ф3.0mm 11 主机重量53Kg 53Kg 55Kg 12 主机体积636×322×584(mm) 636×322×584(mm) 636×322×584(mm) 13 空气压力>0.6Gpa >0.6Gpa>0.6Gpa 操作使用说明1.使用条件 1.1 环境条件
(1)周围空气温度范围 工作温度 -20℃~40℃; 运输和贮存温度 -25℃~55℃。 (2)空气相对湿度 在40℃时≦50%; 在20℃时≦90%。 (3)周围空气中的灰尘、酸、腐蚀性气体或物质等不超过正常含量。 1.2 供电电压品质 (1)波形应为标准的正弦波,有效值为380V±10%,频率为50Hz±1%。 (2)三相电压的不平衡度≦5%。 2. 功能介绍 2.1 喷涂机前面板 喷涂机机前面板如图1所示。 (图1)喷涂机前面板图 (1)输出电流表 空载时显示送丝速度相对值,喷涂时显示实际喷涂电流值。 (2) 输出电压表 空载时显示电压给定值,喷涂时显示实际喷涂电压值。 (3) 电感调节旋钮 可改变喷涂稳定性。
超音速喷涂
高速火焰喷涂 高速火焰喷涂国内习惯上称为超音速火焰喷涂,它的英文缩写为HVOF(High Velocity Oxygen Fuel的首写字母)。高速火焰喷涂是在爆炸喷涂的基础上发展起来的一项新的热喷涂技术,是在上世纪八十年代初期,由美国Browning公司最先研制成功,并推出名为JET-KOTE的商用喷涂设备。高速火焰喷涂技术一经问世,就以其超高的焰流速度和相对较低的温度,在喷涂金属碳化物和金属合金等材料方面显现出了明显优势。在世界各大热喷涂公司的积极推动下,该技术发展很快,目前高速火焰喷涂技术在喷涂金属碳化物、金属合金等方面,已逐步取代了等离子喷涂和其它喷涂工艺,成为热喷涂的一项重要工艺方法。 1.高速火焰喷涂原理 高速火焰喷涂是将助燃气体与燃烧气体在燃烧室中连续燃烧,燃烧的火焰在燃烧室内产生高压并通过与燃烧室出口联接的膨胀喷嘴产生高速焰流,喷涂材料送入高速射流中被加热、加速喷射到经预处理的基体表面上形成涂层的方法。可使用乙炔、丙烷、丙烯、氢气等作为燃气,也可使用柴油或煤油等液体燃料。 煤油、氧气通过小孔进入燃烧室后混合,在燃烧室内稳定、均一地燃烧。有监测器用来监控燃烧室内压力,以确保稳定燃烧,喷涂粉末的速度与燃烧室内压力成正比。燃烧室的出口设计使高速气流急剧扩展加速,形成超音速区和低压区。粉末在低压区域沿径向多点注入,粉末均一混合,在气流中加速喷出。高速火焰喷涂焰流速度高达1500m/s-2000m/s,一般可观察到5-8个明显的马赫锥,粒子流速度高达300-650m/s。2.设备构成 高速火焰喷涂设备一般由喷枪、送粉器、控制系统、喷枪冷却系统、气体供应系统五部分构成。目前我国在用的高速火焰喷涂设备绝大部分是进口的,使用最多的型号为:Sulzer Metco公司的DJ-2700和Praxair 公司的JP-5000,JP-5000 是原Hobart Tafa公司研制成功的,后该公司并入了Praxair公司。这两种设备在国外应用也最为广泛,代表了当今世界高速火焰喷涂技术的发展水平。 (1)Praxair JP-5000型。该设备以煤油作为燃料,其特点是燃烧室压力高(>10bar),功率大、焰流出口速度高(2100m/s);粉末由燃烧嘴低压区沿径向注入,使得粉末受热均匀、充分。相比其它工艺,其适宜喷涂的粉末粒度较粗,这有利于降低成本。目前为止,JP-5000喷制的WC-Co涂层性能略优于其它HVOF 方法,但其氧气和煤油的消耗量十分惊人。 (2)Sulzer Metco DJ-2700 。该设备由Sulzer Metco公司生产,以丙烷或丙烯作为燃气,国内大多用丙烷作燃气。该设备分手动控制型和自动控制型两种,手动型设备仅由喷枪、送粉器、流量控制器三部分构成,具有很好的机动性,可用于现场喷涂生产。同JP-5000相比,DJ-2700具有配置简单实用,操作方便、氧-燃气耗量低的特点。 3.涂层和工艺特点 高速火焰喷涂工艺因其鲜明的特点:超高的焰流速度和相对较低的温度,使其涂层性能和喷涂工艺具有许多特点: (1)火焰及喷涂粒子速度高。火焰速度达到1800m/s以上,粒子速度:300-650m/s。 (2)粉粒受热均匀。喷涂粉粒沿轴向或径向注入燃烧室,使粉末在火焰中停留时间相对较长,熔融充分,产生集中的喷射束流。 (3)粉粒与周围大气接触时间短,粉末粒子飞行速度高,和周围大气接触时间短,很少与大气发生反应,喷涂材料中活泼元素烧损少。这对碳化物材料尤为有利,可避免分解和脱碳。 (4)喷涂粉末细微,涂层光滑用于高速火焰喷涂的粉末粒度一般为:10-45μm,属于细粒度粉末,同时喷涂粒子速度高,熔融充分,形成涂层时变形充分,使得涂层表面粗糙度小。 (5)涂层致密,结合强度高一般高速火焰喷涂涂层的孔隙率<2%,结合强度>70MPa。 4.主要工艺参数 以DJ型高速火焰喷涂系统为例,介绍工艺参数对涂层性能的影响。 (1)粉末特性。目前粉末供应商提供了品种繁多的碳化物粉末,而粉末特性往往因其制粉工艺方法的不同
超音速火焰喷涂
超音速火焰喷涂 超音速火焰喷涂系统,工作原理: 超音速火焰喷涂又称作高速氧燃料喷涂(High Velocity Oxygen Fuel-HVOF)。超音速火焰喷涂是将气态或液态燃料与高压氧气混合后在特定的燃烧室或喷嘴中燃烧,产生的高温、高速的燃烧焰流被用来喷涂。由于燃烧火焰的速度是音速的数倍,目视可见焰流中明亮的“马赫节”,因而一般都称HVOF为超音速火焰喷涂。超音速火焰喷涂是在20世纪80年代研发成功的,与常规火焰喷涂不同的是超音速火焰喷涂采用特殊设计的燃烧室和喷嘴,驱动大流量的燃料并用高压氧气助燃,从而获得了极高速度的燃烧焰流。采用液态燃料的喷枪,又称作高压超音速火焰喷涂(HP-HVOF),其燃烧压力可达8.2巴,火焰速度7倍音速以上。这类产品的代表是以航空煤油为燃料的JP5000型超音速火焰喷涂系统。 该设备由美国TAFA公司出品,性能特点如下: 1、能量输入巨大,热焓输出相当于普通氧乙炔火焰的20余倍,火焰速度>7玛赫,温度约2600~3200℃,熔融粉末飞行速度>720米/秒,涂层性能卓越,适合喷涂碳化钨及部分合金。 2、涂层结合强度高,理论研究认为,涂层结合强度与喷涂速度成正比,JP-5000实现了这个热喷涂界多年的追求,且能与基体产生部分微区冶金结合相,克服了碳化钨涂层易脱落的固疾。 3、涂层呈压应力状态,熔融粉末高速撞击机件后,粉末颗粒形状改变,在JP-5000条件下近球形颗粒改变后,其长短轴比例可达>1/20,
远大于普通火焰喷涂,这些形状改变后的颗粒的叠加所形成的涂层,具备了涂层应力状态由张应力向压应力转化的先决条件—理论研究认为—颗粒长短轴之比大于1/20时将出现压应力效果。 4、综合性能优异,涂层孔隙率更低,硬度更高,耐磨性能更强,使用寿命显著提高。 喷涂材料:为了克服WC高温性能欠佳缺点,美国研制了一种改良型WC,即在WC中加入一定量的CrC+Ni熔炼再结晶改性,使之在保持WC典型的耐磨粒磨损和硬面磨损性能的基础上,同时具备CrC高温性能优异和耐蚀性强的特点,所以,它比其它碳化钨基材料抗氧化和腐蚀性能优越,耐化学腐蚀性能好,耐磨性能优良,涂层更致密光滑,使用温度高达1400oF(760oC)。尤其是这种粉末材料制造工艺十分讲究,近球形的颗粒和粒度分布特别针对JP5000。我公司依此所喷涂球阀类产品最多开合次数超过5000次。 Plazjet高能等离子喷涂系统(目前在烟台) 该设备由美国TAFA公司出品,性能特点如下: 1、能量巨大,最大输入功率320KW,最大输出功率270KW,相当于7把普通等离子枪的能量总和,火焰速度>2900米/秒,温度约13000~15000℃,熔融粉末飞行速度>700米/秒,涂层性能卓越,适合喷涂氧化物陶瓷和部分合金。 2、涂层结合强度高,原理与JP-5000近似,所获得的陶瓷涂层非常值得信赖。 3、涂层呈压应力状态,原理与JP-5000近似。
超音速火焰喷涂
超音速火焰喷涂 超音速火焰喷涂工艺流程:施工前的准备工作、表面预处理、喷涂、喷涂后处理四个主要步骤: 一)准备工作: 在编制工艺前首先应该了解被喷涂工件的实际状况和技术要求半进行分析 1、确定涂层的厚度。一般来讲,喷涂后必须进行机械加工,因此涂层厚度就要预留加工余量,同时还要考虑到喷涂时的热胀冷缩等。 2、涂层材料的确定。选择依据是涂层材料应该满足被喷涂工件的材料,配合要求,技术要求及工作条件等,分别选择结合层与工作层材料 3、确定参数:压力,粉末粒度,喷枪与工件的相对运动速度 二)工件表面的预处理 表面制备,是保证涂层与基体结合强度的重要工序 1、凹切处理,表面存在疲劳层和局部严重拉伤的沟痕时,在强度允许的前提下可以进行车削处理,为热喷涂提供容纳的空间。 2、表面清理,清除油污,铁锈,漆层等,使工件表面洁净,油污油漆可以用溶剂清洗剂除去。如果油渍已经渗入基体材料,可以用火焰加热除去,对锈层可以进行酸浸,机械打磨或喷砂除去。 3、表面粗化,目的是为了增强涂层与基体的结合力,消除应力效应,常用的有喷砂、开槽、车螺纹、拉毛。 A:喷砂是最常用的,砂料可以选择石英砂、氧化铝砂、冷硬铁砂等。砂料以锋利坚硬为好,必须清洁干燥,有尖锐棱角。其尺寸,空气压力的大小,喷砂角度、距离和时间应该根据具体情况确定。
B:开槽、车螺纹、辊花。对轴、套类零件表面的粗化处理,可采用开槽、车螺蚊处理,槽与螺纹表面粗糙度以Ra6.3—12.5为宜,加工过程中不加冷却液与滋润剂,也可以在表面滚花纹,但避免出现尖角。 C:硬度较高的工件可以进行电火花拉毛进行粗化处理,但薄涂层工件应慎用。电火花拉毛法是将细的镍丝或铝丝作为电极,在电弧的作用下,电极材料与基体表面局部熔合,产生粗糙的表面。 表面粗化后呈现的新鲜表面,应该防止污染,严禁用手触摸,保存在清洁,干燥的环境中,粗化后尽快喷涂,一般喷涂时间不超过二个小时。 4、非喷涂部位的保护 喷涂表面附近的非喷涂需要加以保护,可以用耐热的玻璃布或石棉而屏蔽起来。必要时按零件开关制作相应的夹具保护,但是要注意夹具材料要有一定的强度,且不能使用低熔点的合金,以免污染涂层。对于基体表面上的键槽、油孔等不允许喷涂的部位,可以用石墨块或粉笔堵平或略高于表面。 喷后清除时,注意要要碰伤涂层,棱角要倒钝。 三)喷涂工艺及参数 (1)粉末特性: 目前粉末供应商提供了品种繁多的碳化物粉末,而粉末特性往往因其制粉工艺方法的不同而表现出较大的差异。粉末特性包括:粉末粒度分布、颗粒形状、表面粗糙度等。 对ZB-2700设备来说,适宜的粉末粒度为:15μm-40μm。 (2)氧-燃气流量和比例 喷涂的焰流温度及特性取决于氧-燃气流量和混合比例。喷涂时,首先应按照设备的规定要求确定氧气和燃气的流量,以保证喷枪焰流达到设计的功率水平。实际生产过程中有多种因素可导致氧-燃气比例的波动,而氧-燃气比例对确定最终
电弧喷涂技术处理方案
水冷壁防磨喷涂技术方案 1喷涂材料及主要技术指标: 水冷壁防磨喷涂采用打底材料和耐磨合金材料分别为CL-302 和CP-302A,再用高温耐磨CCS专用封孔剂进行封孔。 1、CP-302A涂层主要技术指标: 结合强度:70Mpa 硬度:≥HRC55(500~1000HV0.1)内聚强度:≥260Mpa 喷涂距离:200-300mm 喷涂粒子速度:≥400m/s 孔隙率:≤1% 使用温度:1500℃导热系数:60W/M*K 抗冲蚀性:1.09×10 ̄4cm3/h (900~400℃、1000g200目Al2O3、600s) 抗高温氧化性:1.63×10-4 mg/(mm2.h) (800℃、100h) 热膨胀系数:12×10-6 ℃-1(0~800℃) 耐介质性(H2SO4、HCl、NaOH、NaCl):优 喷涂工件温度:≤100℃ 涂层总厚度:0.5~0.6mm 使用寿命:≥4年 喷涂工作层丝材CP-302A化学成分 喷涂打底丝材CL-302化学成分
3、所用材料主要性能介绍: 1)、打底材料CL-302: 本公司采取增加结合强度的方法是用本公司自行生产的CL-302作为打底材料,该材料的特点是:a、CL-302为放热性材料,喷涂时其到达管子表面时仍为熔融状态(因打底层仅喷0.1mm,所以不会造成明显温升),这可保证其与管子之间的微冶金结合和机械咬合,结合强度可达70Mpa;b、CL-302具 很高的抗高温氧化腐蚀能力,所以在使用时不会因结合面氧化腐蚀而造成涂层脱落。 2)、CP-302A:本公司研发生产的CP-302A粉芯材料由Cr、B、Si、Ni、Mn、Ti组成,该材料是专门设计用于锅炉管道的防磨涂层材料,具有优异的抗高温冲蚀磨损性能,与炉管材料的匹配性好,膨胀系数相近,结合力大,硬度高,可以起到非常突出的防护效果,经多台锅炉使用效果显著。图(1)为CP-302A涂层截面金相组织照片,图(2)为CP-302A丝材,图(3)为水冷壁管经过喷砂处理后的表面形貌,图(4)为水冷壁管表面喷涂CP-302A后的形貌,图(5)为水冷壁管表面涂层经过一个周期使用后的表面形貌,图(6)为涂层与基体的结合面金相照片。
等离子和超音速火焰喷涂涂层的制备与观测_20
实验29 等离子和超音速火焰喷涂涂层的制备与观测 一、实验目的 1.了解等离子和超音速火焰喷涂的基本原理; 2.初步掌握等离子和超音速火焰喷涂设备的操作方法; 3.对等离子氧化铝涂层和超音速火焰硬质合金涂层进行显微观测; 4.对等离子氧化铝涂层和超音速火焰硬质合金涂层进行显微硬度测试; 5.了解等离子和超音速火焰喷涂各项工艺参数对喷涂涂层性能的影响; 二、实验内容 采用WC/Co 88/12粉末进行超音速火焰喷涂,Al2O3/TiO2 97/3粉末进行等离子喷涂,软钢为基本材料,喷砂工艺进行实验前的准备工作,选择合适的等离子喷涂成行工艺参数,进行喷涂实验,然后将喷涂试样分割成小块金相试样。针对WC/Co 88/12粉末,采用不同的喷嘴,了解喷嘴对喷涂质量的影响;针对等离子喷涂Al2O3/TiO2 97/3粉末,改变氢气的流速,了解氢气含量对喷涂质量的影响。 三、实验原理 超音速火焰喷涂是将大量燃料和氧气在高压下供给喷枪,使燃烧的火焰经拉瓦尔喷嘴,成超音速射流喷出,粉末被送入流动的火焰中,在运动中被加热、加速,高速喷射到金属基体上,形成涂层。等离子喷涂是利用等离子射流将喷镀材料加热到熔化或接近熔化状态,喷附在制品表面上形成保护层的方法。 热喷涂设备包括电气控制柜、气体控制柜、操作台、热交换器、送粉器、逆变电流、水电过渡箱、煤油泵、燃烧室压力感应装置、点火器和空气压缩机。 四、实验数据
试样形貌 样品一 100×200× 500×
样品二 100×200× 500× 样品三 100×200× 500× 工艺四:
100×200× 500× 五、实验分析 显微硬度与宏观硬度的区别在于试验时负荷大小不同。显微硬度试验可以测定宏观硬度试验无法测定的表面层硬度,比如喷涂层。通过实验数据可以看出不同的喷涂参数导致显微硬度有所变化,但宏观硬度基本无变化,说明用显微硬度测试涂层质量较好。在超音速火焰喷涂组中,不同的喷嘴导致显微硬度基本无变化;在等离子喷涂组中,氢气的流速对显微硬度造成影响,说明氢气的含量会影响涂层的质量,需要确定最优的工艺参数。 通过观察试样的显微形貌,可以看出超音速火焰喷涂的涂层与等离子喷涂的涂层有一定的区别,即超音速喷涂的涂层分为两层,而等离子喷涂的涂层分为三层,比超音速喷涂多一层熔化层,原因是超音速喷涂喷出的粉末是粒状的,而等离子喷涂喷出的粉末是熔化状态的,因此在涂层和基体之间就多了一层熔化层。在超音速火焰喷涂组中,可以看出采用不同的喷嘴,涂层的均匀性不同,在一定程度上解释了在显微硬度测试中第二组的数据变化幅度要大,说明涂层的均匀性不太好,说明采用新式的喷涂提高了涂层质量,尤其在提高均匀性方面。新式喷嘴主要采用了模拟仿真的结果,改变了喷嘴的结构,提高了气流的稳定性,故提高了涂层的均匀性。在等离子喷涂中,可以看出氢气流速的不同,导致涂层缺陷的不同,第四组的缺陷明显多于第三组,验证了显微硬度测试的结果,即第三组的显微硬度要高于第四组。氢气在等离子喷涂中提供离子,氢气流量的减少会减
超音速火焰喷涂工艺流程
工艺流程 超音速火焰喷涂工艺流程: 施工前的准备工作、表面预处理、喷涂、喷涂后处理四个主要步骤: 一)准备工作: 在编制工艺前首先应该了解被喷涂工件的实际状况和技术要求半进行分析 1、确定涂层的厚度。一般来讲,喷涂后必须进行机械加工,因此涂层厚度就要预留加工余量,同时还要考虑到喷涂时的热胀冷缩等。 2、涂层材料的确定。选择依据是涂层材料应该满足被喷涂工件的材料,配合要求,技术要求及工作条件等,分别选择结合层与工作层材料 3、确定参数:压力,粉末粒度,喷枪与工件的相对运动速度 二)工件表面的预处理 表面制备,是保证涂层与基体结合强度的重要工序 1、凹切处理,表面存在疲劳层和局部严重拉伤的沟痕时,在强度允许的前提下可以进行车削处理,为热喷涂提供容纳的空间。 2、表面清理,清除油污,铁锈,漆层等,使工件表面洁净,油污油漆可以用溶剂清洗剂除去。如果油渍已经渗入基体材料,可以用火焰加热除去,对锈层可以进行酸浸,机械打磨或喷砂除去。 3、表面粗化,目的是为了增强涂层与基体的结合力,消除应力效应,常用的有喷砂、开槽、车螺纹、拉毛。 A:喷砂是最常用的,砂料可以选择石英砂、氧化铝砂、冷硬铁砂等。砂料以锋利坚硬为好,必须清洁干燥,有尖锐棱角。其尺寸,空气压力的大小,喷砂角度、距离和时间应该根据具体情况确定。 B:开槽、车螺纹、辊花。对轴、套类零件表面的粗化处理,可采用开槽、车螺蚊处理,槽与螺纹表面粗糙度以RA6.3—12.5为宜,加工过程中不加冷却液与滋润剂,也可以在表面滚花纹,但避免出现尖角。 C:硬度较高的工件可以进行电火花拉毛进行粗化处理,但薄涂层工件应慎用。电火花拉毛法是将细的镍丝或铝丝作为电极,在电弧的作用下,电极材料与基体表面局部熔合,产生粗糙的表面。 表面粗化后呈现的新鲜表面,应该防止污染,严禁用手触摸,保存在清洁,干燥的环境中,粗化后尽快喷
电弧喷涂涂层缺陷分析
电弧喷涂涂层缺陷分析 电弧喷涂技术是目前热喷涂技术中最受重视的技术之一。电弧喷涂设备简单、操作方便,电厂锅炉喷涂分为新锅炉和老锅炉的喷涂.新锅炉在表面没有喷过涂层.老锅炉上面存在原始涂层。老锅炉对喷涂工艺要求比较高,若喷涂工艺不当,易产生一些缺陷。 一、涂层缺陷 1、喷涂前基本表面的预处理不符合要求 在热喷涂前,对基本表面进行清理、粗化、预热、喷涂结合底层等工艺方法统称为表面预处理。这种预处理是提高涂层与基本物体结合的重要工序。基本表面清理不彻底是降低涂层与基体间结合强度的重要因素之一。热喷涂层与基体的结合强度又与基体的表面粗糙度有关,粗糙度低,表面光滑同样会降低涂层与基体的结合强度,所以在喷涂前表面预处理中,对喷涂基体表面的喷砂处理通常都要有一定的要求。喷砂压力越大,获得的粗糙值越大,在设备允许的情况下,应尽量提高压力的设置,但并不是压力越大越好,过大的压力设置会导致基体表面损坏,同时不易于砂粒的弹出;喷砂角度对粗糙度也有一定的影响,但当喷砂角度为90度时,偶有砂粒嵌入,过多的砂粒嵌入工件会降低喷涂的喷涂效果,同时影响涂层与基体的结合强度,因此在喷砂时应尽量避免直喷,喷砂角度宜取75度至85度;采用喷砂方法制备表面时,压缩空气中含有过多的油分及水蒸气会降低影响喷涂效果,所以,喷砂用空气压缩机应装有油水分离器和空气过滤器,以保证压缩空气的清洁;对处理好的基体表面,应及时喷涂,一般不要超过2小时. 2、涂层龟裂 涂层龟裂是指涂层表面或内部出现局部的小面积或封闭型的裂纹。引起涂层裂纹的原因有:喷涂层过热。在喷涂过程中,喷涂距离太小或喷枪移动的速度相对工件太慢,引起涂层局部过热,当涂层冷却后,由于应力作用在涂层表面产生裂纹。为避免过热而产生裂纹,在喷涂操作时要调整喷涂距离和喷枪的移动速度,避免喷枪过长时间停留在喷涂表面的局部位置。涂层内裂纹与飞行中熔融粒子的状态有密切关系,当被加热到过热状态的粒子中含有气泡时,它撞击到基体表面时发生飞散现象,形成薄层状粒子,在热应力作用下,薄层状粒子会产生裂纹,为此,要确保喷涂材料基体表面无油、水、锈、漆等污物,严防有害气体产生。另外,要调整好喷涂角度,尽可能减少熔融粒子的飞散。喷涂角度宜取90度; 喷涂材料硬度过高,抗裂性能差,易产生裂纹,所以,在满足涂层性能要求下,尽可能选用抗裂性能好的喷涂材料。我公司生产的材料中就存在抗裂性能较好的喷涂材料,如SAM和GY。市场上的一些材料涂层硬度宣称超过70HRC,例如廊桥,过高硬度的涂层,在喷涂结束后都会产生龟裂是正常现象。这是由于,在过热的喷涂工艺完成后,随着冷却的过程,硬度较高的涂层表面会由于热应力的释放而极易产生裂纹。合理的涂层硬度在60HRC左右.但不大于65HRC. 老锅炉的原始涂层没有打掉,在上面直接喷涂称为复喷.复喷产生的问题比较多。涂层龟裂是比较常见的问题。关键是粗糙度达不到要求。喷砂的硬度比旧有涂层的硬度低。粗糙度值太小,表面太光滑降低结合强度。关键在于旧有涂层有的地方脱落;有的地方没有脱落。喷涂层厚度不均匀,涂层收缩率不均匀,易产生裂纹。还有一个原因在于,电弧喷涂用喷涂材料通常经过研究测试后,其性能多适用于铁基的喷涂基体表面,而复喷的喷涂表面大都不是铁基表面而保留原有涂层性质,因而复喷成功率较小。通常的解决方法可以在复喷前先用镍铝丝打底,然后喷上0.2~0.3毫米。不能超过0.3毫米。但这样喷涂的效果仍然不能与在原始铁基涂层上喷涂效果更好。
热喷涂技术原理及其应用[1]
热喷涂技术原理及其应用 摘要:对于一些超薄零件,在其表面喷涂具有高强度、硬度较高耐磨性的陶瓷涂层,增加零件的耐磨性。热喷入技术是制备涂层的主要方法,目前正迅速应用到民用工业领域。本文主要介绍了热喷涂工艺的特点、喷涂方法的种类及其技术以及热喷涂技术的应用概况,并对热喷涂技术的发展方向给予了展望。关键字:表面工程热喷涂涂层火焰喷涂 1绪论 磨蚀和磨损是造成材料和零部件失效的主要原因。据有关资料介绍,发达国家每年由腐蚀和磨损所造成的损失约占国民经济总产值的4%~5%,而全世界每年生产的钢材约有1/10变成铁锈。我国每年由腐蚀和磨损造成的经济损失已达数亿人民币。 随着现代科学技术和现代工业发展,对各种设备零件的表面性能提出了更高的要求,特别是在一些特殊条件下工作的零件表面的耐磨性、耐蚀性及高温氧化性等。因此改善材料表面性能,不仅可以有效地延长零件的使用寿命、节约资源,更有利于社会的发展[1]。 表面工程是21世纪工业发展的关键技术之一,表面技术分为表面改性技术、薄膜技术和涂层技术三大类,而热喷涂技术是表面工程领域中十分重要的技术,约占表面工程技术的1/3,是国外50年代发展起来的一项机械零件修复和预保护的新技术。它可以使各种机械设备车辆的零部件使用寿命延长。使报废的零部件“起死回生”。从学科上讲,热喷涂技术是一个涉及金属学、高分子学、表面物理、表面化学、流体力学、传热学、等离子物理及计算机等学科的交叉边缘科学[2]。 热喷涂技术有两大突出特征:一是喷涂粉末的成分不受限制,可根据特殊要求予以选择;二是热喷涂过程中工件温度可保持在100-260℃,从而减少了变形氧化和相变等,使材料本身的性能不被破坏或损失,这些特征以及热喷涂涂层所具
超音速火焰喷涂制备WC-12Co涂层实验
HV-80超音速火焰喷涂制备WC-12Co涂层实验 1.实验材料及方法 1.1实验材料 喷涂材料我们选择章源钨业生产的WC-12Co粉末,其中WC颗粒分布呈多峰分布(颗粒平均尺寸为0.2μm占30wt.%,颗粒平均尺寸为2.4μm占70wt.%),粉末的颗粒尺寸为15~45μm。粉末的表面和截面形貌如图1所示,可以看出,粉末的球形度较好,单个喷涂粉粒子内的孔隙较均匀。喷涂试样的基体材料为16Mn钢,磨粒磨损对比试样的材料也是16Mn钢。 图1 多峰WC-12Co粉末的形貌 1.2涂层制备 采用郑州立佳的HV-80型HVOF设备进行喷涂,使用航空煤油作为燃料,氧气作为助燃气,送粉载气采用氮气。结合以往喷涂经验,选择四因素三水平L9(34)喷涂工艺参数如表1所示。 表1 HVOF制备WC-12co涂层的工艺参数 Level 2 24.6 55.22 75 353 Level 3 26.5 59.47 90 380 喷涂前,对试样进行除锈、除油、然后采用240μm(60目)白刚玉砂进行粗化处理,将待喷涂的试样在特制的风冷夹具上装夹、喷涂,为了使基体温度低于200°C,没喷涂8道次停枪一次,直至涂层厚度达到300~350μm。 1.3相结构测试 用线切割加工出尺寸为10mm×10mm×5mm的带有涂层的试样,在SIEMENSD 5000型X射线衍射仪上对涂层进行相结构测试,阳极靶为Cu 靶,扫描角度从10~90°(本文中取30~85°,),管压35KV,管流30mA,积分时间0.2秒,采样间隔0.02秒。
超音速电弧喷涂FeCrAl涂层组织结构
超音速电弧喷涂FeCrAl涂层组织结构 与抗氧化性能研究 刘杰1,胡兰青1, 2,许并社1, 2 1 太原理工大学材料科学与工程学院,太原(030024) 2 教育部新材料界面与工程重点实验室,太原(030024) E-mail:pmsl6@https://www.360docs.net/doc/b04940146.html, 摘要:利用超音速电弧喷涂技术, 在20钢表面制成FeCrAl涂层。借助扫描电子显微镜、能谱仪和X-射线衍射仪分析了涂层氧化前后的形貌、成分及组织结构,测试了涂层在680℃的抗氧化性能。结果表明FeCrAl涂层主要由体心立方晶格Fe-Cr固溶体和α- Fe相组成,含少量CrO2。FeCrAl涂层的优良的抗氧化性能主要是得益于涂层中的合金元素Cr,在氧化试验中形成了以Cr2O3为主的致密保护层。 关键词:超音速电弧喷涂;抗氧化性;FeCrAl涂层 中图分类号:TG174.442 0. 引言 火电厂锅炉管一直处在高温、高压及受热烟气腐蚀、冲蚀的恶劣环境中,极易产生高温腐蚀及冲蚀,致使管壁减薄,每年减薄量约1mm,更有甚者可达5~6mm[1]。材料表面早期失效是造成发电厂非计划停机的主要原因,在锅炉事故中锅炉管的暴漏事故又占据一大半。所以,锅炉管的高温腐蚀和烟气冲刷磨损已成为一亟待解决的关键问题,解决这一问题的经济可行的途径是使用具有良好导热性的防磨损、防氧化的薄涂层。铁铝金属间化合物具有优良的高温耐磨损、抗氧化性能, 但因为低的塑性而难于加工。超音速电弧喷涂具有熔滴喷射速度高、雾化效果好、涂层的结合强度高和涂层的孔隙率低等优点[2]。采用FeCrAl粉芯丝材,利用超音速电弧喷涂技术制成FeCrAl涂层,可以解决铁铝金属间化合物加工成形困难的缺点。本文对超音速电弧喷涂FeCrAl涂层和20钢在680℃温度下100h的空气中氧化前后的组织结构和抗氧化性进行了研究,分析了20钢和FeCrAl涂层试样的氧化动力学曲线,讨论了FeCrAl涂层氧化前后的物相变化,以期为FeCrAl涂层的设计和抗氧化性的改善提供理论依据1。 1本课题得到山西省青年科技研究基金资助项目(20011019)资助。