公告流程图
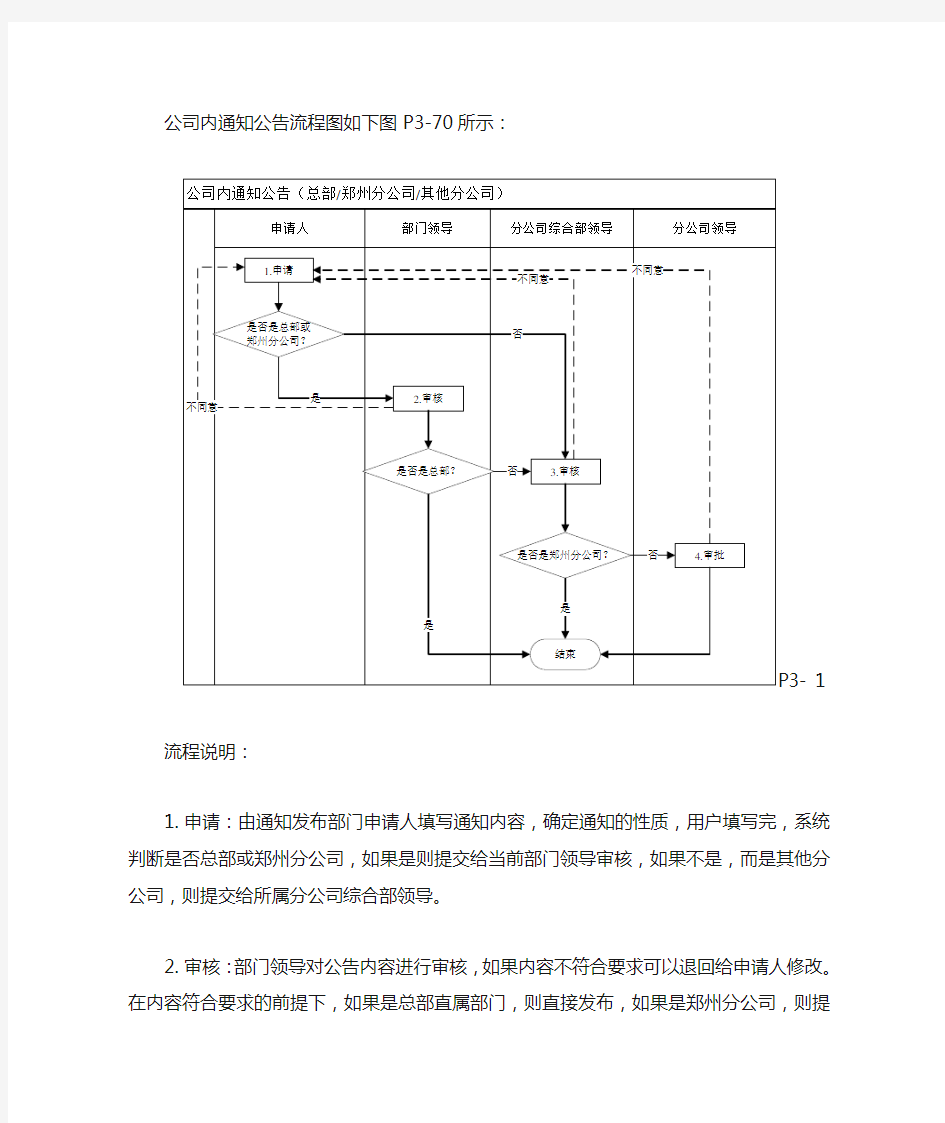
公司内通知公告流程图如下图P3-70所示:
P3- 1
流程说明:
1.申请:由通知发布部门申请人填写通知内容,确定通知的性质,用户填写
完,系统判断是否总部或郑州分公司,如果是则提交给当前部门领导审核,如果不是,而是其他分公司,则提交给所属分公司综合部领导。
2.审核:部门领导对公告内容进行审核,如果内容不符合要求可以退回给申
请人修改。在内容符合要求的前提下,如果是总部直属部门,则直接发布,如果是郑州分公司,则提交给所属分公司综合部领导。
3.审核:所属分公司综合部领导对提交的通知公告内容进行审核,如果内容
不符合要求可以退回给申请人,在内容符合要求的前提下,如果是郑州分公司,则审批后即可发布,如果是其他分公司,则提交给分公司领导审批。
4.审批:分公司领导审批自己所在分公司提交的通知公告,如果不同意发布,
可以退回给申请人,如果同意,则需要提交给公司综合部领导审批。
5.审批:公司综合部领导对分公司提交的通知公告进行审批,如果同意则直
接发布,如果不同意,则退回给申请人。
重要通知发布流程图如下图P3-71所示:
P3- 2
流程说明:
1.申请:由通知发布部门申请人填写通知内容,确定通知的性质,用户填写
完,系统判断是否总部或郑州分公司,如果是则提交给当前部门领导审核,如果不是,而是其他分公司,则提交给所属分公司综合部领导。
2.审核:部门领导对通知内容进行审核,如果内容不符合要求可以退回给申
请人修改。在符合要求的前提下,如果是总部通知,则提交给公司综合部领导审批,如果不是,则需要提交给分公司综合部领导批准。
3.审核:分公司综合部领导对分公司提交的通知公告内容进行审核,如果内
容不符合要求可以退回给申请人。在符合要求的前提下,如果是郑州分公
司,则提交给公司综合部领导审批,如果是其他分公司,则需要分公司领导批准。
4.审批:分公司领导对提交的通知公告内容进行审核,如果内容不符合要求
可以退回给申请人,如果符合要求,则提交给公司综合部领导审批。
5.审批:公司综合部领导对提交过来的通知进行审批,如果没有问题提发布。
如果不同意,则退回给申请人。
内部通知发布流程图如下图P3-72所示:
P3- 3
流程说明:
1.申请:由通知发布部门申请人填写通知内容,确定通知类型,用户填写完
后,系统判断是否是郑州分公司或总部,如果是提交给部门领导审核,如果不是,则提交给综合部领导审批。
2.审核:部门领导对公告内容进行审核,如果内容不符合要求可以退回给申
请人修改。如果符合要求,则发布。
3.审核:综合部领导对提交的通知公告内容进行审核,如果内容不符合要求
可以退回给申请人,如果符合要求,则发布通知公告。
典型超纯水工艺流程设计方案
典型超纯水工艺流程设 计方案 集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]
1纯化水工艺设计方案:(产水水质标准达到的标准:中国药典2005版纯化水标准) 自来水→预处理→一级反渗透→一级EDI→UV杀菌→超滤除热原设备→用水 自来水→预处理→一级反渗透→二级EDI→UV杀菌→超滤除热原设备→用水 2注射用水工艺设计方案:(产水水质标准达到的标准:中国药典2005版注射用水标准) 自来水→预处理→一级反渗透→一级EDI→微滤→多效蒸馏除热原设备→用水 自来水→预处理→一级反渗透→二级EDI→微滤→超滤除热源设备→用水 3电厂高压锅炉给水工艺设计方案(产水水质标准达到的标准:工业锅炉水质GB1576-2001) 自来水→预处理→一级反渗透→脱气装置→二级EDI→微滤→用水 自来水→预处理→一级反渗透→脱气装置→PH调节→二级反渗透→一级EDI→微滤→用水 4微电子/半导体级超纯水工艺设计方案(产水水质标准达到的标准:中国电子工业部高纯水水质试行标准) 自来水→预处理→一级反渗透→脱气装置→二级EDI→UV杀菌装置→超滤→用水 自来水→预处理→一级反渗透→脱气装置→PH调节→二级反渗透→一级EDI→抛光混床→UV杀菌装置→超滤→用水 5实验室用分析级纯水工艺设计方案(产水水质标准达到的标准:分析级实验室用水标准 GB6682-2000) 自来水→预处理→一级反渗透→二级EDI→UV杀菌装置→超滤→用水 自来水→预处理→二级反渗透→一级EDI→UV杀菌装置→超滤→用水 进水电导率在400~1000μs/cm的含EDI设备的典型超纯水工艺流程设计方案 1纯化水工艺设计方案:(产水水质标准达到的标准:中国药典2005版纯化水标准) 自来水→预处理→一级反渗透→二级EDI→UV杀菌→微滤→用水 自来水→预处理→一级反渗透→脱气装置→PH调节→二级反渗透→一级EDI→UV杀菌→微滤→用水 2注射用水工艺设计方案:(产水水质标准达到的标准:中国药典2005版注射用水标准) 自来水→预处理→二级反渗透→一级EDI→多效蒸馏除热源设备→用水 自来水→预处理→一级反渗透→二级EDI→UV杀菌装置→超滤除热源设备→用水 3电厂高压锅炉给水工艺设计方案(产水水质标准达到的标准:工业锅炉水质GB1576-2001) 自来水→预处理→一级反渗透→脱气装置→PH调节→二级反渗透→一级EDI→混床→微滤→用水自来水→预处理→一级反渗透→脱气装置→二级EDI→微滤→用水 4微电子/半导体级超纯水工艺设计方案(产水水质标准达到的标准:中国电子工业部高纯水水质试行标准) 自来水→预处理→一级反渗透→脱气装置→二级EDI→抛光混床→UV杀菌装置→超滤→用水
服装厂管理流程
服装厂管理流程 -标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
梭织服装生产管理流程 在服装生产管理中,计划,实施,检查,处理是做好生产管理工作必须经过的四个阶段。 一、计划:经过分析研究,确定管理目标,项目,拟定相应措 施。 二、实施:根据拟定的计划和措施,分头贯彻执行。 三、检查:检查计划的执行情况和实施结果,考察取得的效 果,找出存在的问题。 四、处理:总结经验,并纳入相关标准,制度或规定,巩固成 绩,防止问题再度发生,同时对本次循环中遗留的问题,查明原因,转入下一循环来解决。 以上四个阶段我认为是提高产量质量,进行质量管理的有效手段,四个阶段周而复始的循环,问题不断产生,不断解决这是质量管理唯一的运转方式。 做好生产管理应遵循一定得指导方针或准则,讲究经济效益。以市场为中心组织生产,实施科学管理,组织均衡生产。我认为(生产管理)是有关生产活动方面一切工作的综合,是一个内部相互关联的体系。主要有质量,产量,进度,成本,生产计划,生产组织,调度与控制等系统组成。 1.生产过程的组织与劳动组织。将生产要素以最佳方式结合起 来,对生产的各个阶段,环节,工序进行合理安排,使其形
成一个协调的系统。使产品在生产过程中工艺流程最短,时间最省。人力,物力和财力及设备能充分发挥作用,经济效益最佳。 2.服装工艺管理。在客户提供订单或新产品投产前,对产品进 行试样,并制定详尽的工艺指导书,使产品在高效的工艺方案指导下进行生产,更好的保证生产质量,提高生产效率,降低生产成本。 3.全面质量管理。企业全体职工及有关部门同心协力,综合运 用管理技术,专业技术和科学方法,建立起从产品研究,设计,试制,成批生产到销售和售后服务等全过程的质量管理体系。从而用最经济的手段,生产消费者满意的产品。 4.物料管理。对工厂所需各种原材料,辅料,填充料,动力等 物料进行有计划的采购,供应,保管,节约,使用和综合利用。是工厂以尽可能少的资金占用和物资消耗,取得更大的经济效益。 5.认真贯彻,落实,做好7S现场管理。 6.生产管理达到的目标,保证生产管理的连续性,均衡性,有 效性,经济性和安全性。以期更好地完成预定的生产计划。生产厂长的工作: 一、组织,计划,指导,控制及协调生产过程中的各种环节和 资源。以达到工厂对生产进度,成本控制,质量控制等方面的要求,
产品标识和可追溯性控制程序范本
产品标识和可追溯性控 制程序范本 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
产品标识和可追溯性控制程序 产品标识和可追溯性控制程序 1.目的 本程序规定了公司对产品形成过程进行标识的方法和追溯的适宜性流程。 制定本程序的目的是为了给实施追溯提供指导性流程,包括在接收生产和交付等各个阶段对每批甚至每个产品有适当的唯一标识予以记录,确保在需要追溯时对产品质量的形成的过程实现追溯。 在此过程中,必须满足顾客的和外部的要求。 包括:
?顾客提供的可追溯性要求; ?法律法规要求的存档文件。 2.适用范围 适用于本公司原材料进货、产品生产及出厂过程中对产品的标识及记录。 适用于本公司实施追溯的活动,从追溯需求提出直到追溯结果确认及应用。 适用于本公司生产的所有产品。 本程序涉及的标准条款:IS0/TS16949:2002 7.5.3.1 3. 术语 产品标识 对原材料进货、产品生产及出厂过程中对产品的唯一标识并予以记录。 产品检验状态标识分为合格、不合格、待检,在仓库和生产现场以标牌、标签、合格证、容器、区域作为检验状态标识,也可填写在随行的检验记录上作为检验状态标识。 标识在流转过程和仓库内应妥善保管好,缺少标识的产品会导致混批、混料和错误供货,在弄清产品的状态之前,必须予以隔离。 可追溯性 可追溯性:追溯所考虑对象的历史、应用情况或所处场所的能力。 追溯时机:检验或审核时发现产品关键质量特性(含安全特性)不合格、产品批量质量事故、顾客重大投诉或顾客要求的其他情形下等。 可追溯性涉及到: 3.2.1.原材料的来源、批次。 3.2.2.生产过程的历史。 3.2.3.产品交付后的分布及场所。 当需要追溯时,根据产品的生产批号可查出该批产品的《产品跟踪卡》,从而可以追溯产品形成过程的历史,根据《产品跟踪卡》上记录的生产批号追溯到仓库的仓库发料记录从而得到材料的来源。 质管部每月抽查可追溯性。 4.流程 产品追溯流程:
反渗透设备原理,反渗透水处理系统工程工艺流程
奥凯〖反渗透设备〗概述; Okay reverse osmosis water treatment equipment(inverse)with high selectivity for reverse osmosis membrane element desalination rate can be high up to99.7%.So the choice of high salt rejection rate,low osmotic pressure,high flux membrane, can be the most salt ions removal from water. Ro(reverse osmosis)is a kind of pressure driven by a semipermeable membrane, the selection of interception function,the solution of the solute and solvent separation separation method.They are widely used in various liquid separation and concentration.Water treatment process,water,inorganic ion,bacteria,virus, organic matter and colloid and other impurities are removed,to obtain a high quality water. 奥凯反(逆)渗透水处理设备采用选择性较高的反渗透膜元件除盐率可以高达99.7%。所以选择脱盐率高,低渗透压力,高通量的膜,可以将水中的大部分的盐离子去除。 反渗透(逆渗透)是一种在压力驱动下,借助半透膜的选择截留作用,将溶液中的溶质与溶剂分开的分离方法。目前被广泛的应用于各种液体的分离与浓缩。水处理工艺中,将水中无机离子、细菌、病毒、有机物及胶质等杂质去除,以获得高质量的水。 奥凯〖反渗透设备〗原理: Ro(reverse osmosis)technology:reverse osmosis is REVERSE OSMOSIS,it is the United States of America NASA set international scientists,in support of the government,to spend billions of dollars,after many years of research into.Reverse osmosis principle is applied in water on one side than the natural osmotic pressure greater pressure,so that the water molecules from the high concentrations of a reverse osmosis to the low concentration of a party.Due to the reverse osmosis membrane pore size is much smaller than a virus and bacterial hundreds of times or even thousands of times,so a variety of viruses,bacteria,heavy metal,solid solubles,organic pollution,such as calcium and magnesium ions cannot pass reverse osmosis membrane,so as to achieve the purpose of purifying water quality softening. Reverse osmosis membrane of the epidermis is covered with many very fine pores of the membrane,the membrane surface selective adsorption of a layer of water molecules, salt solute is membrane rejection,higher valence ion exclusion of more distant, film hole surrounding water molecules in reverse osmosis pressure role,through the membrane of the capillary effect of water and salt to reach out.RO membrane pore size< 1.0nm,thus can remove at least one bacterium Pseudomonas aeruginosa (specifically10-10m3000influenza virus(800),specifically for10-10m), meningitis,virus(10-10m200specifically for various viruses,can even remove pyrogen
服装生产工艺流程图汇总
服装生产工艺流程图 ┌——┐┌——┐┌———┐┌——┐┌——┐┌——┐┌——┐ │验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│ └——┘└——┘└———┘└——┘└——┘└——┘└——┘ 服装生产的工艺流程大全 (一)面辅料进厂检验 面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。 (二)面料检验的目的和要求 把好面料质量关是控制成品质量重要的一环。通过对进厂面料的检验和测定可有效地提高服装的正品率。 面料检验包括外观质量和内在质量两大方面。外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。 面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。 同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。 (三)技术准备的主要内容 在批量生产前,首先要由技术人员做好大生产前的技术准备工作。技术准备包括工艺单、样板的制定和样衣的制作三个内容。技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。 工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。服装加工中的各道工序都应严格参照工艺单的要求进行。 样板制作要求尺寸准确,规格齐全。相关部位轮廓线准确吻合。样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。 在完成工艺单和样板制定工作后,可进行小批量样衣的生产,针对客户和工艺的要求及时修正不符点,并对工艺难点进行攻关,以便大批量流水作业顺利进行。样衣经过客户确认签字后成为重要的检验依据之一。 (四)裁剪工艺要求 裁剪前要先根据样板绘制出排料图,“完整、合理、节约”是排料的基本原则。在裁剪工序中主要工艺要求如下:(1)拖料时点清数量,注意避开疵点。(2)对于不同批染色或砂洗的面料要分批裁剪,防止同件服装上出现色差现象。对于一匹面料中存在色差现象的要进行色差排料。(3)排料时注意面料的丝绺顺直以及衣片的丝缕方向是否符合工艺要求,对于起绒面料(例如丝绒、天鹅绒、灯芯绒等)不可倒顺排料,否则会影响服装颜色的深浅。(4)对于条格纹的面料,拖料时要注意各层中条格对准并定位,以保证服装上条格的连贯和对称。(5)裁剪要求下刀准确,线条顺直流畅。铺型不得过厚,面料上下层不偏刀。(6)根据样板对位记号剪切刀口。(7)采用锥孔标记时应注意不要影响成衣的外观。裁剪后要进行清点
服装生产工艺流程图
服装生产工艺流程图 验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│ (一)面辅料进厂检验 面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。 (二)面料检验的目的和要求 把好面料质量关是控制成品质量重要的一环。通过对进厂面料的检验和测定可有效地提高服装的正品率。 面料检验包括外观质量和内在质量两大方面。外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。 面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。 同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。 (三)技术准备的主要内容 在批量生产前,首先要由技术人员做好大生产前的技术准备工作。技术准备包括工艺单、样板的制定和样衣的制作三个内容。技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。 工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。服装加工中的各道工序都应严格参照工艺单的要求进行。 样板制作要求尺寸准确,规格齐全。相关部位轮廓线准确吻合。样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。 在完成工艺单和样板制定工作后,可进行小批量样衣的生产,针对客户和工艺的要求及时修正不符点,并对工艺难点进行攻关,以便大批量流水作业顺利进行。样衣经过客户确认签字后成为重要的检验依据之一。 (四)裁剪工艺要求 裁剪前要先根据样板绘制出排料图,“完整、合理、节约”是排料的基本原则。在裁剪工序中主要工艺要求如下:(1)拖料时点清数量,注意避开疵点。(2)对于不同批染色或
二级反渗透使用说明书
二级反渗透 ( R O ) 使用说明书 杭州安泰环保工程有限公司
目录 一.工作原理 --------------------------------------------------------------------------------------------------------2二.反渗透(R O)的常用术语 ---------------------------------------------------------------------------------3三.反渗透进水水质要求 ---------------------------------------------------------------------------------------3四.反渗透的标准操作规程 SOP-----------------------------------------------------------------------------4五.P L C控制原理 -----------------------------------------------------------------------------------------------6六.加药的药剂调配及加药泵的调节 ---------------------------------------------------------------------7七.反渗透的调试操作规程(S O P) ----------------------------------------------------------------------8附:典型开机顺序-------------------------------------------------------------------------------------- 9 八.反渗透的清洗操作规程(S O P) ------------------------------------------------------------------10九.反渗透系统停机及保存注意事项 --------------------------------------------------------------------14附表:反渗透系统常见故障的分析
服装厂生产流程与检验标准
服装(制衣)厂基本生产流程与检验标准 1.梭织服装制作基本工作程序 1.1 定单用规格表(款式样、批办样、产前样) 梭织服装在制作前要先填写好定单规格表,按照制作服装的不同样办,定单规格表可分为以下几种类别: 1.1.1 报价用规格表------款式样 款式样此规格表主要用于设计师看款式效果及生产的用料计算。一般情况下用同类布料打样,允许辅料代用。对生产工厂来讲,此规格表仅仅是供报价用,以便争取得到真正的定单,在运用这个表格时应注意每个项目内容与规格,因为这些内容与规格往往同成本直接相关联,任何有利于降低成本而又不改变原有服装的基本要求的方法和建议都可以采讷。所有在此规格表中变化的内容,都必须做出注释,以便下一步工作开展的时候前后对应。 1.1.2样品规格表------批办样 批办样此规格表主要用于打批办样。批办样制作前,根据提供的款式样和样品规格表中具体要求逐项进行操作,检查样品的织物组织、结构规格、测量所有的尺寸,确信各个点的尺寸在允许误差范围内。把款式样和规格表给相关的技术人员,审查各疑点难点,以便全面了解样衣的情况。原则上,打批办样用正式主料和辅料。 1.1.3大货生产规格表------产前样 产前表此规格表主要是批办样被客户批准后客户才提供的表格。只有这个产品规格表才是供工厂大货生产用。如果用以前的规格表代替,经常会发生差错,因为经过打样后,客户常更改原有的尺寸,而这个尺寸的更改又往往是不起眼的,在大批生产经营之前,还须打一次样,叫做产前样,在制作这个样衣中,所有的主料和辅料都必须用以后生产中要用的料,客户完全认可后方可大批开裁。 1.2服装生产基本工艺流程 服装生产基本工艺流程包括布料物料进厂检验、裁剪、缝制、锁眼钉扣、整烫、成衣检验、包装入库等八个工序。 1.2.1布料物料进厂检验 布料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。把好面料质量关是控制成品质量重要的一环。通过对进厂面料的检验和测定可有效地提高服装的正品率。 物料检验包括松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等。对不能符合要求的物料不予投产使用。 1.2.2技术准备 技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。 在批量生产前,首先要由技术人员做好生产前的技术准备工作。技术准备包括工艺单、样板的制定和样衣的制作三个内容。 工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。服装加工中的各道工序都应严格参照工艺单的要求进行。 样板制作要求尺寸准确,规格齐全。相关部位轮廓线准确吻合。样板上应标明服装款号、部位、规格及质量要求,并在有关拼接处加盖样板复合章。在完成工艺单和样板制定工作后,可进行小批量样衣的生产,针对客户和工艺的要求及时修正不符合点,并对工艺难点进行攻关,以便大批量流水作业顺利进行。
可追溯性控制程序
可追溯系统手册 第一章、可追踪性控制程序 1.目的 可追溯性有利于鉴别产品、追溯其历史和产品来源,即能将原料和最终成品匹配起来,并能够此与加工历史纪录进行连结。有助于保障成品安全,并在发现产品不安全时有助于采取必要的行动。 2.适用范围 适用于主副料、半成品、成品的标识与追溯。 3.可追溯性的权利和责任 ?布仓管理员负责布料接收入库后布料的标识 ?辅料管理员负责辅料接收入库后辅料的标识 ?裁床负责裁床范围在制品质量状况的标示 ?车缝部负责半成品的标识 ?后整部负责半成品、成品的标识 4.工作程序 4.1鉴定和追溯接受的主料 ?主料的标识,应适当标示款号、缸号、批次、颜色、匹数、幅宽、接收日期?布仓管理员收料时,应依据采购订单内容仔细核对 ?检验后,应即刻填写“进料检验报告”,于被检布料瑕疵红 箭头标签加以标识。 ?仓库中布料存放处应有能表示物料增减状态的“存货卡” ?布料合格品放置于合格品区,不合格品放置于不合格品区 4.2鉴定和追溯接受的副料 ?辅料仓管理员收料时,应依据采购订单内容仔细核对。 ?验完成后,应即刻填写“进料检验报告” ,不合格品处理流程按《进料检验规范》作业,将不合格品隔离,合格品放置于合格区,不合格品放置于不合格区。?辅料也应建立表明物料增减状态的“存货卡”。 4.3 鉴定和追溯半成品 建立半成品与所使用的原料批次/缸号等的关系 4.3.1 裁片的标识与追溯 布料经开裁进入分包工序,在包布上打上款号、床次、扎号、码数、件数以此作出标识 4.3.2 车间半成品的标识与追溯 ?在车间内每扎裁片均以包布上的款号、床次、扎号、码数、件数作为标识。
?红箭头标 签,合格在半成品、品则无须贴标签。 ?各车缝组检员检验时,应将待检品存放于检验桌上,合格品放于“合格品栏 “ ”红箭头标签后,放于“不合格品”栏内。 ? 核对清楚后生产,工序完成后,凭包号数量上报产量,同时便于返工时查找返工人员 4.4 鉴定和追溯成品 ?成品检验合格品与不合格品按摆放在合格区和不合格区加以区分。 ?原材料每批进厂由 QA记录品质状况,当工序检验或成品检验发现由材料所引起的质量问题,可以追溯到该批/缸原料的影响范围,能及时加以控制。 如果检验员发现质量问题时,可以通过材料的领用记录以及产量结算表可以追查责任者,将质量问题影响的损失控制在最小范围。 第二章、验证可追溯性的有效性 1.目的:建立一套程序来检验可追溯性系统的有效性,包含是否符合可追溯性设计、测试可追溯性及复审可追溯性系统 2.是否符合可追溯性测试 各负责单位可以按照预设的频率审计可追溯系统是否都到位且符合需要,所以可追溯性审计应具备如下特征: ?建立在持续进行的基础上 ?追踪发生不符合现象之处 ?在产品/工厂/人员发生异动时进行审计 ?能够应对投诉或其它系统失败的证据 3. 测试可追溯性系统 确保从原料到成品的发送都能可追溯,反之亦然。而且能够在确定的期限内对必要的纪录进行检索。可追溯性检测包含: ?对系统进行年度检验 ?按日期或客人别选择一个批/缸号 ?追溯与该产品批/缸号相关的所有记录 ?标注起始时间和找到所有相关纪录的时间 ?复审测试情况并采取必要行动来修正缺陷 4. 复审可追溯性系统 确保可追溯性系统能够持续更新,符合商业需求,现行可追溯性系统各组成部分的状况应符合制度要求、消费者需求、产品特征、加工操作以及实际生产状况。 第三章、可追溯性流程图/表格 图一、可追溯系统流程图
服装制作工艺流程图25614
服装制作工艺流程 1,原材料检查工艺 2,裁剪工艺 3,缝纫制作工艺 4,锁钉工艺 5,后整理工艺 以文字表达方式阐述制作过程可能会遇到的难点,疑点进行解剖,指出重点制作要领,以前后顺序逐一进行编写,归纳。 原材料检查工艺: (1)验色差——检查原辅料色泽级差归类。 (2)查疵点,查污渍——检查辅料的疵点,污渍等。 (3)分幅宽——原辅料门幅按宽窄归类。 (4)查纬斜——检查原料纬纱斜度。 (5)复米——复查每匹原辅料的长度。 (6)理化实验——测定原辅材料的伸缩率,耐热度,色牢度等。 裁剪工艺: (1)首先检查是否要熨烫原辅料褶皱印,因为褶皱容易放大缩小裁片。 (2)自然回缩,俗称醒料,把原辅料打开放松,自然通风收缩24小时。 (3)排料时必须按丝道线排版,排出用料定额。 (4)铺料——至关重要的是铺料人手法一致,松紧度适中,注意纱向,不要一次铺得太厚,容易出现上下层不准等现象,需挂针定位铺料的挂针尖要锋利,挂针 不宜过粗,对格对条的务必挂针,针定位时要在裁片线外0.2cm,针织面料铺 料时更应注重松紧度,最容易使裁片出现大小片,裁片变形等。
(5)划样,复查划样,在没推刀之前,检查是否正确,做最后确认。 (6)裁剪推刀,要勤磨刀片,手法要稳,刀口要准,上下层误差不允许超0.2cm,立式推刀更应勤换刀片,发现刀口有凹凸现象及时更换,会导致跑刀,刀口不准等。 (7)钻眼定位和打线钉定位,撒粉定位三种方法,首先要测试钻眼是否有断纱,走纱等,通常 用打线钉解决这一块,打线钉时也要注意针不能太粗,针尖要锋利,另外就是撒粉定位虽 费时不容易造成残次。 (8)打号——打号要清晰,不要漏号,错号,丢号等。 (9)验片——裁片规格准确,上下皮大小一致,瑕疵片,有无错号,漏打刀口,可提前把残此片更换,注意按原匹料进行更换,注意整洁,无色差,然后分包打捆待发生产线。 缝纫制作工艺 A.上衣类按前后序制作 所有缝分1cm,机针用DB75/11# 针距3cm12针用顺色细棉线明线按样衣规格做0.6cm,特殊要求另示 1.修边—修剪毛坯裁片,去除画粉等毛边,参照样板的大小修边,注意净板和毛版的区分。 2.打线丁—用白棉纱线在裁片上做出缝制标记.用撞色线为宜。 3.剪省缝—把省缝剪开,线丁里0.5cm为止,也不能过长和偏短。 4.环缝—剪开的省缝用环形针法绕缝,用纤边机嵌缝也可以,不透针透线为宜。 5.缉省缝—根据省的大小,将衣片的正面相对,按照省中缝线对折,省根部位上下层眼刀对准,由省根缉至省尖,在省尖处留线头4cm左右,打结后剪短,或空踏机一段,使上下线自然交织成线圈,收省后省量的大小不变,缉线要顺,直,尖。另还应注意省根处出现亏欠变形6.烫省缝——省缝坐倒熨烫或分开熨烫,烫省时要把缝合片放在布馒头上,烫出立体感,在衣片的正面不可出现皱褶,酒窝的现象。 7.推门——将平面前衣片推烫成立体衣片,最好用版划样推烫。 8 烫衬——熨烫缉好的胸衬。,袖口,下摆衬。 9.压衬——用粘合机将衣片和粘合衬进行热压粘合,一般按照衬布和面料的耐热度粘合度去操作。 10.纳驳头——手工或机扎驳头,驳头按照净样版去做。 11 敷止口牵条——牵条布敷上驳口部位。 12.敷驳口牵条——牵条布敷上驳口部位。 13.拼袋盖里——袋盖里拼接,一般通用1cm做缝。 14.做袋盖——袋盖面和里机缉缝合。 15.翻袋盖——袋盖正面翻出。 16.滚袋口——毛边袋口用滚条包光。
二级反渗透EDI纯水处理
广东南方营养保健品有限公司(5.0 m3/h 二级反渗透+EDI纯化水设备)方案报价书
目录 (一)公司简介 (2) (二)设计总导则 (3) (三)设计原始资料 (4) (四)系统对外界的要求 (4) (五)系统流程图 (5) (六)系统流程说明 (5) (七)系统配置及报价 (27) (八)交货期及付款方式 (29) (九)验收标准 (29) (十)设备技术服务内容 (29) (十一)安装、调试、售后服务 (31) (十二)施工现场管理 (32)
一、公司简介 二、设计总导则 2.1技术设计导则 本套水处理设备为5.0m3/h二级反渗透+EDI的纯化水系统,整套设备工艺的设计是基于充分考虑下列因素的基础上制定的: 2.1.1原水水质; 2.1.2用户对产品水的水质和产水量的要求; 2.1.3工艺设计的可靠性; 2.1.4设备对原水水质改变的适应能力; 2.1.5操作的简便性与运行的智能化; 2.1.6废液的处理与排放符合环保要求; 2.1.7投资和运行费用; 2.1.8设备的物理及化学清洗功能; 2.1.9产水质量的稳定性。 2.2 本技术总则用于本工程的水处理脱盐系统。它提出了该系统的功能设 计、结果、性能、安装和调试方面的技术要求。 2.3 需方即使未规定所有的技术要求和适用的标准,供方应提供一套满足 本技术方案和所列标准要求的高质量产品及其相应服务。对国家安全、环境保护高强制性标准,必须满足其要求。 2.4 设备采用的专利涉及到的全部费用均包含在设备报价中,供方应保证 需方不承担有关的设备专利的一切责任。 2.5 供方应提供高质量的设备。这些设备应是技术先进、经济上科学合理、 质量成熟可靠的产品,能满足需方的各项要求。所有设备的设计、制造和安装应保证工作的可靠性,并保证尽可能少的维修量。所有设备的设计结构及配置,必须保证运行中操作者的安全,防护设施及噪音,
标识和可追溯性控制程序
文件分发号:__________ Distribution No. 审批过程 分发表 更改履历
1.0目的 Purpose 对产品及其状态以适当的方式进行标识,防止从原材料进入公司至成品交付的全过程产品混淆和误用。通过适当的控制和记录实现产品的可追溯性。 The purpose of this procedure is to prevent product mixups and wrong using in all stages from material receiving to product distribution, using appropriate method to identify the product and its status so as to achieve the traceability of product.. 2.0范围 Scope 本程序适用于从原材料入库、生产过程、检验和试验过程到成品交付各阶段产品的标识控制和可追溯性控制。 This procedure is applicable for identification and traceability control of all product realization stages from material receiving, in process production, inspection and test until product distribution. 3.0责任 Responsibility 3.1质量部负责本程序的起草修订。 QA is responsible for draft and revising of this procedure. 3.2各相关部门负责按程序实施。 The related department is responsible for its implementation. 4.0产品标识 Identification 4.1.产品标识的范围 The scope of product identification 4.1.1.原材料 Material 4.1.2.过程产品(包括半成品) Process product (include semi-finished product) 4.1.3.成品 Finished product
服装产品开发制作流程图最新版本
**品牌服装新产品开发制作流程图 单位设计团队总监设计师面辅料面辅料仓库制版样衣市场开发样衣展厅节点 A B C D E F G
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 编制单位 ****服装设计有限公司 流程所有者 开始 结束 市场考察 申请面辅材料 面辅料采购 面辅料入库 面辅料配发 图稿发布 制作工艺单 根据款式风格确定母版 电脑入账、陈列 确定开发方向 制作产品规划 制定时间表 审核 面辅料开发 新版型开发 款式开发 设计稿论证 纸版制作 及分割 审核 样衣裁剪制作 样衣筛选、版型和工艺论证 审核 筛选订货款式 参 与 参 与 样衣复色、定价 定货会
任务 名称 任务程序、重点及标准相关资料/表格 确定研发方向程序 1、产品企划案 2、产品开发任务 表 ◇设计师收集国内外相关新产品信息、**品牌服装的产品销售信息、客户 需求信息、竞争对手信息及行业流行信息等,并进行分析整理,掌握同类 产品最新流行趋势,确定新产品研发方向; ◇讨论并制作新产品企划方案(包括:款式、色彩、面料、辅料、版型、 工艺、价格等)及新产品开发任务及时间表,报设计师团队总监审核后实 施; ◇同时与采购部、制版样衣沟通进行面辅料及新版型的开发。 重点 ◇制定准确的新产品企划 标准 ◇符合公司品牌定位,适合当季流行趋势 图稿论证和材料配发程序 1、面辅料申请单 2、设计图稿 3、材料配发一览 表 ◇根据开发任务及不同系列风格进行图稿设计; ◇对设计图稿进行论证、修改,审核面辅料与设计风格协调统一; ◇申请采购面辅料并与图稿一同发放。 重点 ◇设计图稿论证 标准 ◇达到系列开发要求 产品制作程序 1、工艺单 2、母版 3、样衣◇制版样衣工艺研发组根据新产品风格制作工艺单; ◇制版样衣版型组根据新产品风格制作母版并进行纸版分割后交设计部 审核; ◇制版样衣样衣组裁剪和样衣的制作; ◇制版样衣进行样衣筛选、版型和工艺论证,交研发中心总监审核。 重点 ◇产品制作 标准 ◇产品与设计意图相吻合 样衣筛选与复色◇样衣展厅管理员对制版样衣交接样衣进行电脑入账,并按系列风格进行 分类、陈列; 1、样衣出入库单◇市场开发组织设计师和制版样衣共同对订货款式进行筛选与修正; ◇技术支持组对样衣进行核价并报批; ◇样衣小组对所选款式进行样衣复色,参加订货会。
服装厂管理流程83109
服装生产管理流程
服装生产管理流程 在服装生产管理中,计划,实施,检查,处理是做好生产管理工 作必须经过的四个阶段。 一、计划:经过分析研究,确定管理目标,项目,拟定相应措 施。 二、实施:根据拟定的计划和措施,分头贯彻执行。 三、检查:检查计划的执行情况和实施结果,考察取得的效果, 找出存在的问题。 四、处理:总结经验,并纳入相关标准,制度或规定,巩固成 绩,防止问题再度发生,同时对本次循环中遗留的问题, 查明原因,转入下一循环来解决。 以上四个阶段我认为是提高产量质量,进行质量管理的有 效手段,四个阶段周而复始的循环,问题不断产生,不断解决这 是质量管理唯一的运转方式。 做好生产管理应遵循一定得指导方针或准则,讲究经济效益。以市场为中心组织生产,实施科学管理,组织均衡生产。我 认为(生产管理)是有关生产活动方面一切工作的综合,是一个
内部相互关联的体系。主要有质量,产量,进度,成本,生产计划,生产组织,调度与控制等系统组成。 1. 生产过程的组织与劳动组织。将生产要素以最佳方式结合起 来,对生产的各个阶段,环节,工序进行合理安排,使其形成一个协调的系统。使产品在生产过程中工艺流程最短,时间最省。人力,物力和财力及设备能充分发挥作用,经济效益最佳。 2. 服装工艺管理。在客户提供订单或新产品投产前,对产品进 行试样,并制定详尽的工艺指导书,使产品在高效的工艺方案指导下进行生产,更好的保证生产质量,提高生产效率,降低生产成本。 3. 全面质量管理。企业全体职工及有关部门同心协力,综合运 用管理技术,专业技术和科学方法,建立起从产品研究,设计,试制,成批生产到销售和售后服务等全过程的质量管理体系。从而用最经济的手段,生产消费者满意的产品。 4. 物料管理。对工厂所需各种原材料,辅料,填充料,动力等 物料进行有计划的采购,供应,保管,节约,使用和综合利用。是工厂以尽可能少的资金占用和物资消耗,取得更大的经济效益。 5. 认真贯彻,落实,做好7S 现场管理。 6. 生产管理达到的目标,保证生产管理的连续性,均衡性,有 效性,经济性和安全性。以期更好地完成预定的生产计划。
标识和可追溯性流程图
标识和可追溯性工作流程
采购/质技 部其他部 门
采购下单
储运部
生产车间
质技部
相关标识
作 业 内 容
外来料(外协半成品/外加工成品)由储运部仓库 来料摆放 区域划分 管理员按批次、 品种分开放置于待检区, 以示标示。 储运部对于具有存储时效性要求的物料还需在外 包装上写上来料日期。 质检员检验 标识 领料生产 不合格证/让 步接收 质技部应对外来料(外协半成品)进行检验,并对 检验不合格的物料作 “不合格”标识,并进行相 关处理(退货、返工、挑选使用) 。让步接收的物 料作“让步接收”标识,并写明让步接收的缺陷原 因,以便追溯。 质技部负责指定物料来料检验的标 识。 加工完成后的半成品由各生产车间在产品容器上放 半成品标识 产品标识卡 置相应的《产品标识卡》 ,在上面标明客户名称,产 品名称,物料编码,生产日期等 质技部应对检验合格的物料在《产品标识卡》加盖 半成品检验 状态标识 领料生产 产品标识卡/ 不合格证/让 步接收 检验章表示合格,对不合格的物料作 “不合格”标 识, 放置不合格证。 让步接收的物料作 “让步接收” 标识,并写明让步接收的缺陷原因,以便追溯。 对客户订做的产品,生产车间应按商务部门明示的 要求作业,不可擅自作其它标示。如本司产品有追 溯性的需要,须在包装上标示,必须征得商务部门 成品标识 / 同意,方可采用适当的方式进行标示。如国内订做 客户没有明示要求,且采用本司常规包装,则在外 包装上贴上订做客户名称的标签,其余按本司常规 要求运作。最终产品由各生产车间在产品或包装上 注明产品名称、规格型号、生产日期、数量等。 入库摆放 成品检验状 态 识 合格证/不 合格证 样品/样品确 新样品准备 认表 样品/样品确 认表 质技部应对检验合格的成品作 “合格”标识, 对不 合格的物料作 “不合格”标识。 新产品留样由质技部负责保存,并组织评审. 质技部组织各部门评审后,评审无问题后在新品封 样单上签字确认. 当发生下列任何一种情况时,执行可追溯性要求:
质技部新样 品确认
新样品留样
可追溯性 实行
可追溯性 实行
可追溯性 实行
可追溯性 实行
公司相关部 门执行可追 溯性
紧急放行;让步接收; 客户要求;出现重大质量问题(包括客户投诉) ; 公司内部要求。通过查阅标示、生产记录、检验记 录等方式实现对产品的追溯。
《服装产品工艺流程图及详解》整理
服装类产品工艺流程图 ┌——┐┌——┐┌———┐┌——┐┌——┐┌——┐┌——┐ │验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│ └——┘└——┘└———┘└——┘└——┘└——┘└——┘ 服装生产的工艺流程大全 (一)面辅料进厂检验 面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。 (二)面料检验的目的和要求 把好面料质量关是控制成品质量重要的一环。通过对进厂面料的检验和测定可有效地提高服装的正品率。 面料检验包括外观质量和内在质量两大方面。外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。 面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。 同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。 (三)技术准备的主要内容 在批量生产前,首先要由技术人员做好大生产前的技术准备工作。技术准备包括工艺单、样板的制定和样衣的制作三个内容。技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。 工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。服装加工中的各道工序都应严格参照工艺单的要求进行。 样板制作要求尺寸准确,规格齐全。相关部位轮廓线准确吻合。样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。 在完成工艺单和样板制定工作后,可进行小批量样衣的生产,针对客户和工艺的要求及时修正不符点,并对工艺难点进行攻关,以便大批量流水作业顺利进行。样衣经过客户确认签字后成为重要的检验依据之一。 (四)裁剪工艺要求 裁剪前要先根据样板绘制出排料图,“完整、合理、节约”是排料的基本原则。在裁剪工序中主要工艺要求如下:(1)拖料时点清数量,注意避开疵点。(2)对于不同批染色