PROE折弯系数表

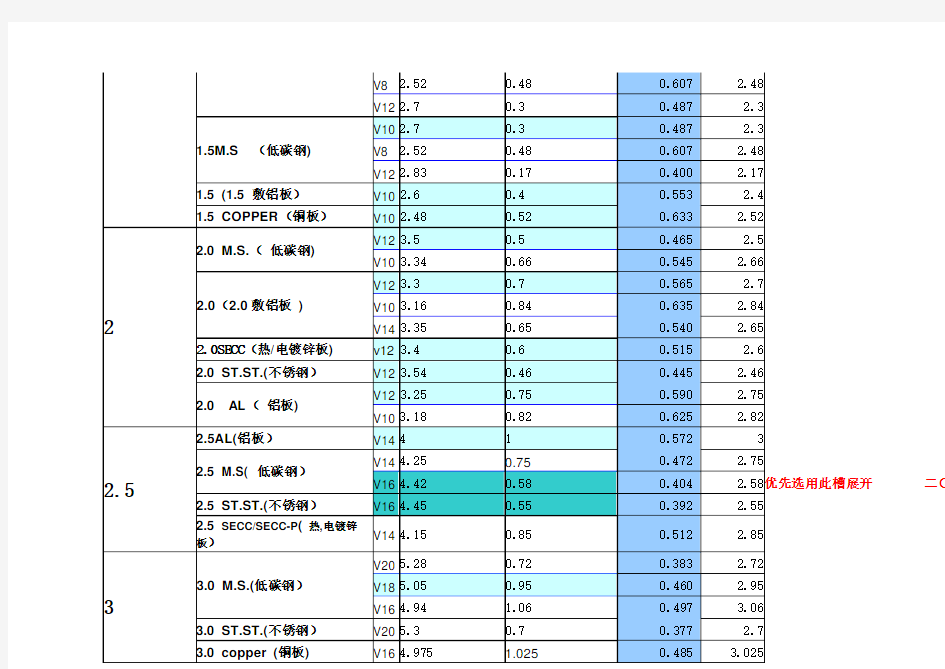
先选用此槽展开二○○
注:1>对于带有薄膜的板料,折弯时未去除薄膜,测量时去除薄膜2>表格中黑色填充色为该板厚常用V槽宽。即缺省使用系数。
折弯系数表
板厚 折弯系数 板厚 折弯系数 折弯展开计算(折弯角度为90°): L=L1+L2-2δ+Z L:展开长度 L1:边长1(见右图) L2:边长2(见右图) δ:板厚 Z :折弯系数(见下表)铁板: 1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z 无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯 (冷板) 2 2 2.5 * 3.25 4.2 5 刨槽折弯 (冷板) 1 1 1.5 * 2.0 2.5 3 无刨槽折弯 (热板) * * 3 * * 5 不锈钢板: 1.0 1.2 1.5 1.8 2.0 2.5 3.0 Z 无 0.4 0.5 0.6 0.75 0.8 1
Q/ZB J65—2010 1 钣金展开计算方法 1 范围 公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。 2 展开计算原理: 2.1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所 以中性层是计算弯曲件展开长度的基准。 2.2 中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增 大,中性层位置逐渐向弯曲中心的內侧移动。中性层到板料內侧的距离用λ表示(见图一)。 3 折弯模具: 我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。板厚与适用V型槽宽(见表1)。 表1 板厚与适用V型槽宽参数 板厚(t) 1.0, 1.2,1.5 1.5, 2.0 2.5, 3.0 3.0, 4.0, 5.0 适用V槽宽度 8 12 16 25 4 展开计算方法: 4.1 90°折弯(一般折弯)
非90度折弯系数表
$ ’% ) $ ) # )!(& )%) 压力加工 !"#$% &’()*+, 非 !"#折弯系数表的制订 中国电子科技集团第三十八研究所 (安徽合肥 $%""%&) 宋为民 钣金弯曲件是现代机器、仪器仪表中数量最多 的零件种类之一。结合我所产品的情况看,也是数 量最为繁多的零件种类之一。计算弯曲零件毛坯长 度是制定其工艺方案的前提。通常典型的简单弯 曲 件 如 图 & 所 示 ,其 展 开 长 ! ’ !& ( !$ ) "( 修 图 & 正系数),但在各种手册和资料中,一般只有 !"#折 弯系数表,按其选取误差较大。比如图 $ 所示零 件,!’ &*+,,, # ’ &*+,,,开口角" ’ &$"#,经 计算 修 正 系 数 " ’ &*$%,而 查 表(" ’ !"#,! ’ &*+,,,# ’ &*+,,)的修正系数则为 $*-+。因此 有必要根据 !"#折弯系数表的制订方式,制订出一 组非 !"#折弯系数表。 #" 计算过程 计算公式如下: " ’![(&0" )") 1 &0"] 2 ( # ( $!) ) $ 2 ( # (!)345[(&0" )") 1 $] 式中 $———中性层修正系数 #———折弯内角半径 !———料厚 "———开口角 $ 要根据 #、! 查表得知。如果每次都计算则 较烦琐,因此可以制订一组非 !"#折弯系数表,即 根据 生 产 实 践 的 需 要 制 成 了 开 口 角 分 别 为 %"#、 -"#、&$"#和 &+"#的修正系数表。 参见图 %,具体制订方法如下: 图 % 弯曲前的体积 % ’ !&! 图 $ 弯曲后的体积 % ’ ( ’$ ) #$)#&( ) $ 当". !"#时,尺寸界限标注在开口角角平分 线尖点上;当" / !"#时尺寸界限标注在开口角外 层切线上。下列计算均按这种标注方法进行。 一、计算方法 !" 计算原理分析 弯曲件毛坯的长度,是根据中性层在弯曲前后 长度不变的原则求得的。板料弯曲时,切向毛坯断 面的外层被拉伸,里层被压缩,端面上由拉伸向压 缩过渡时,必然有一层金属的应力和应变为零,即 所谓中性层。因此,计算弯曲件毛坯长度的关键就 在于确定中性层的位置,中性层的位置则是根据变 形前后弯曲毛坯体积相等的条件确定的。 其中, & 为弯曲宽度, &( 为弯曲后平均宽度, 根据体积不变原则有 !&!’ ( ’$ ) #$)#&( ) $ ! ’ ( ’$ ) #$)#&( ) $!& * ’ !, * ’#$ $’ ( # )!(%) $)!"% 一般 &!%!,则& ’ & $’ # ( $! $ 式中 %———变薄系数(见表 &),%’!)!( &———加宽系数,& ’ & ) &( $———中性层半径 #———弯曲角 !"
折弯系数表
板厚 折弯系数 板厚 折弯系数 折弯展开计算(折弯角度为90°): L=L1+L2-2δ+Z L:展开长度 L1:边长1(见右图) L2:边长2(见右图) δ:板厚 Z :折弯系数(见下表)铁板: 1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z 无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯 (冷板) 2 2 * 5 刨槽折弯 (冷板) 1 1 * 3 无刨槽折弯 (热板) * * 3 * * 5 不锈钢板: 1.0 1.2 1.5 1.8 2.0 2.5 3.0 Z 无 0.4 0.5 0.6 0.75 0.8 1
Q/ZB J65—2010 1 钣金展开计算方法 1 范围 公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。 2 展开计算原理: 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以 中性层是计算弯曲件展开长度的基准。 中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。中性层到板料內侧的距离用λ表示(见图一)。 3 折弯模具: 我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。板厚与适用V型槽宽(见表1)。 表1 板厚与适用V型槽宽参数 板厚(t),, ,,,, 适用V槽宽度 8 12 16 25 4 展开计算方法: 90°折弯(一般折弯)
90度折弯系数表
t k r 0.10.20.30.40.50.81 1.2 1.52 2.53456810 0.30.1250.10.070.0350-0.125-0.21-0.3-0.42-0.61-0.85-1.05-1.5-1.9-2.34-3.2-4.07 0.40.180.150.120.090.05-0.06-0.14-0.22-0.35-0.56-0.78-1-1.4-1.84-2.25-3-4 0.50.220.20.180.150.120-0.07-0.16-0.28-0.48-0.7-0.9-1.34-1.75-2.2-3-3.9 0.60.18 0.80.360.350.330.310.280.180.110.04-0.07-0.3-0.5-0.7-1.12-1.57-1.98-2.8-3.66 10.430.430.430.410.380.30.220.150.05-0.14-0.35-0.67-0.98-1.36-1.82-2.68-3.5 1.20.520.530.530.510.480.40.350.250.15-0.01-0.23-0.45-0.82-1.25-1.67-2.52-3.38 1.50.650.650.630.580.530.50.450.350.15-0.02-0.21-0.62-1.02-1.47-2.3-3.18 1.60.680.680.650.60.550.520.480.380.180-0.18-0.57-0.95-1.4-2.22-3.1 20.850.880.870.780.80.760.70.630.460.280.09-0.27-0.88-1.1-1.93-2.78 2.30.93 2.5 1.07 1.08 1.08 1.07 1.010.960.880.760.570.390.05-0.35-0.75-1.6-2.45 3 1.28 1.3 1.31 1.32 1.25 1.2 1.1810.870.690.35-0.02-0.4-1.25-2.2 4 1.72 1.73 1.74 1.77 1.71 1.64 1.51 1.39 1.250.920.670.220.54-1.38 5 2.11 2.15 2.1 6 2.12 2.22 2.13 2.0 7 1.91 1.77 1.55 1.180.80.1-0.7 90°折弯系数表