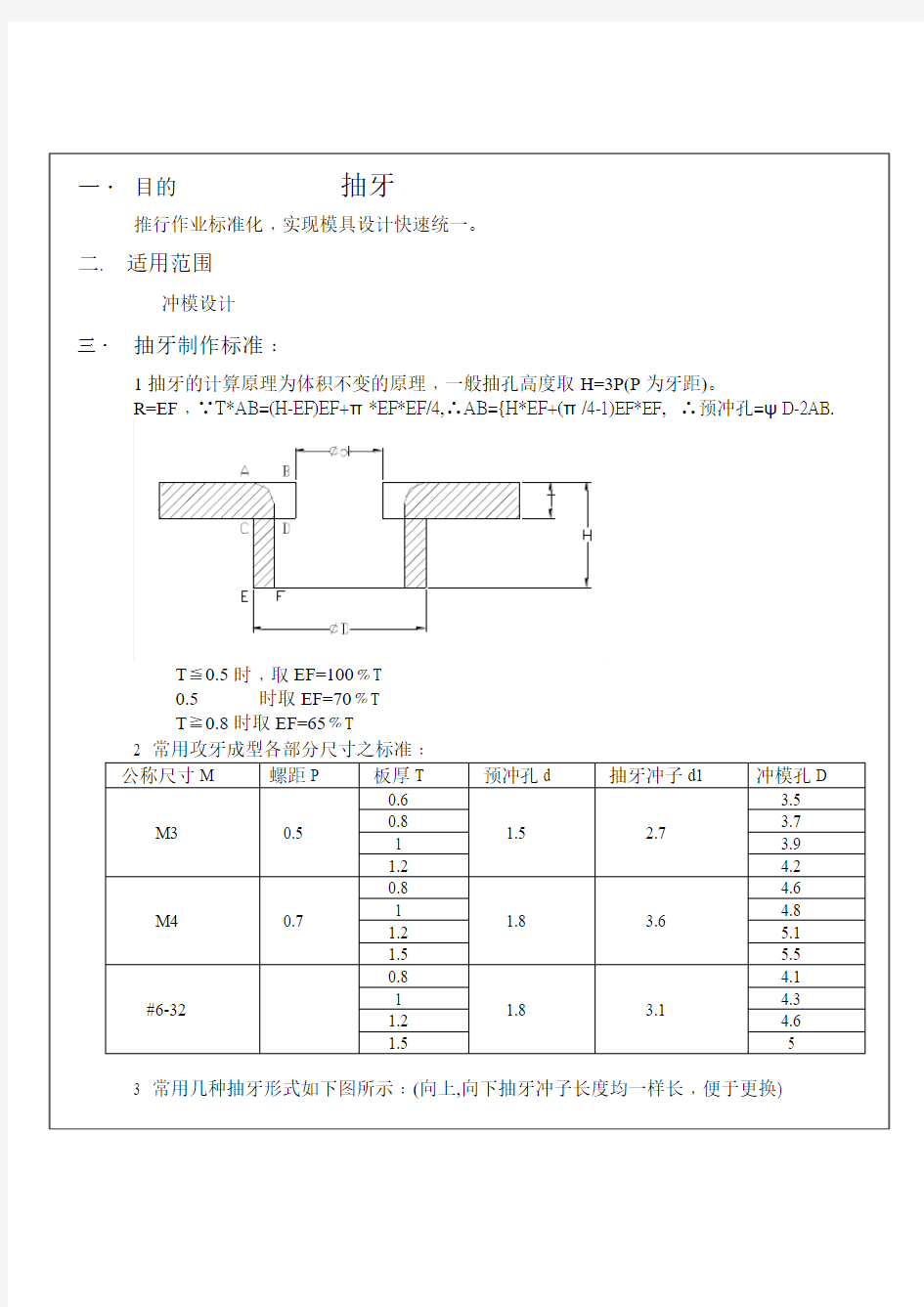
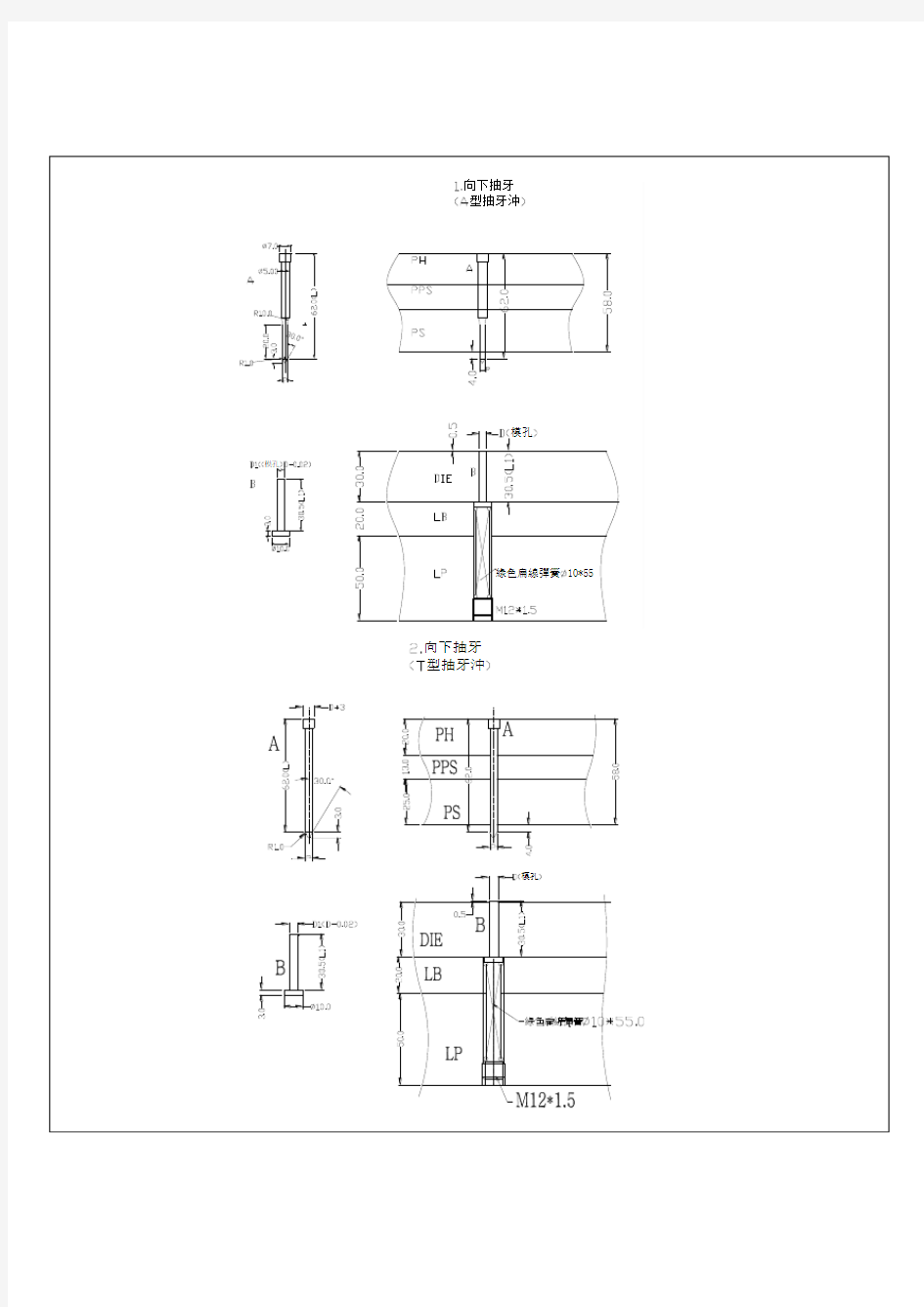
抽牙
牙科种植体(系统)注册技术审查指导原则(2016年修订版)
附件1 牙科种植体(系统)注册技术审查指导原则(2016年修订版) 一、前言 本指导原则旨在指导注册申请人对牙科种植体(系统)的产品注册申报资料的准备及撰写,同时也为技术审评部门审评注册申报资料提供参考。 本指导原则是对牙科种植体(系统)的一般要求,申请人应当依据具体产品特性确定其中内容是否适用,若不适用,需具体阐述理由及相应的科学依据,并依据产品的具体特性对注册申报资料的内容进行充实和细化。 本指导原则是对申请人和审查人员的指导性文件,不涉及注册审批等行政事项,亦不作为法规强制执行,如有能满足相关法规要求的其他方法,也可以采用,但应提供详细的研究资料和验证资料。应当在遵循相关法规的前提下使用本指导原则。 本指导原则是在现行法规和标准体系以及当前认知水平下制定的,随着法规、标准体系的不断完善和科学技术的不断发展,本指导原则相关内容也将适时进行调整。 本指导原则是原国家食品药品监督管理局2011年发布的《牙科种植体(系统)产品注册技术审查指导原则》的修订版。 本次修订按新法规的要求调整了原指导原则的顺序和条目,没有对技术要求部分进行实质性修改;在临床试验部分增加了临床评价要求路径;增加了产品注册单元划分原则等内容。 二、范围 本指导原则适用于经外科手术后保留于口腔内的牙科种植体(系统)(不适用于刃状穿骨植入体)。 三、注册申报资料要求 (一)综述资料
1.概述 (1)申报产品管理类别: Ⅲ类。 (2)分类编码:6863 (3)产品名称: 根据《医疗器械通用名称命名规则》命名,并详细说明确定依据。 2.产品描述 注册申报资料应当侧重阐述产品的设计原理、加工工艺、材料的特性、表面处理等关键问题。 产品描述应当包含器械性能参数及要求的完整讨论,并附该器械详细的、带标示的设计图纸。应当对器械性能参数、预期用途、竞争优势(和同类产品比较)进行讨论,应当有器械特性的详细描述。器械特性应当包括形状、几何尺寸及公差、抗旋转性能(如种植体外部/内部六角特性)、种植体轴向平面 特性(如种植体表面凸凹、螺距、螺纹、种植体轴向抗旋转沟槽)等。对这些特征的充分研究和讨论,有助于解决已确认的器械风险及其他附加风险。 3.注册单元及型号规格 (1)注册单元划分原则为: ①不同材质的种植体应划分为不同的注册单元。 ②不同结构的种植体应划分为不同的注册单元。 ③不同表面处理方式的种植体应划分为不同的注册单元。 ④种植体和基台应按不同注册申报单元申报。 (2)规格型号的划分
牙科种植体系统注册技术审查指导原则-医疗器械注册
牙科种植体(系统)注册技术审查指导原则 (2016年修订版) 一、前言 本指导原则旨在指导注册申请人对牙科种植体(系统)的产品注册申报资料的准备及撰写,同时也为技术审评部门审评注册申报资料提供参考。 本指导原则是对牙科种植体(系统)的一般要求,申请人应当依据具体产品特性确定其中内容是否适用,若不适用,需具体阐述理由及相应的科学依据,并依据产品的具体特性对注册申报资料的内容进行充实和细化。 本指导原则是对申请人和审查人员的指导性文件,不涉及注册审批等行政事项,亦不作为法规强制执行,如有能满足相关法规要求的其他方法,也可以采用,但应提供详细的研究资料和验证资料。应当在遵循相关法规的前提下使用本指导原则。 本指导原则是在现行法规和标准体系以及当前认知水平下制定的,随着法规、标准体系的不断完善和科学技术的不断发展,本指导原则相关内容也将适时进行调整。 本指导原则是原国家食品药品监督管理局2011年发布的《牙科种植体(系统)产品注册技术审查指导原则》的修订版。本次修订按新法规的要求调整了原指导原则的顺序和条目,没有对技术要求部分进行实质性修改;在临床试验部分增加了临
床评价要求路径;增加了产品注册单元划分原则等内容。 二、范围 本指导原则适用于经外科手术后保留于口腔内的牙科种植体(系统)(不适用于刃状穿骨植入体)。 三、注册申报资料要求 (一)综述资料 1.概述 (1)申报产品管理类别:Ⅲ类。 (2)分类编码:6863 (3)产品名称:根据《医疗器械通用名称命名规则》命名,并详细说明确定依据。 2.产品描述 注册申报资料应当侧重阐述产品的设计原理、加工工艺、材料的特性、表面处理等关键问题。 产品描述应当包含器械性能参数及要求的完整讨论,并附该器械详细的、带标示的设计图纸。应当对器械性能参数、预期用途、竞争优势(和同类产品比较)进行讨论,应当有器械特性的详细描述。器械特性应当包括形状、几何尺寸及公差、抗旋转性能(如种植体外部/内部六角特性)、种植体轴向平面特性(如种植体表面凸凹、螺距、螺纹、种植体轴向抗旋转沟槽)等。对这些特征的充分研究和讨论,有助于解决已确认的器械风险及其他附加风险。
钣金展开计算及底孔定义
一般折弯1 (R=0, θ=90°): 1. 当0
钣金件展开计算方法
(工艺设计部) 页次:1 OF 9 工程展开计算方法 一. 目的: 统一展开计算方法, 做到展开的快速准确. 二. 适用范围: 君雄钣金部 三. 展开计算原理: 1. 板料在弯曲过程中外层受到拉应力, 内层受到压应力, 从拉到压之间有一既不受拉力又不受 压力的过渡层称为中性层; 中性层在弯曲过程中的长度和弯曲前一样, 保持不变, 所以中性层是计算弯曲件展开长度的基准. 2. 中性层位置与变形程度有关, 当弯曲半径较大, 折弯角度较小时, 变形程度较小, 中性层位 置靠近板料厚度的中心处; 当弯曲半径变小, 折弯角度增大时, 变形程度随之增大, 中性层位置逐渐向弯曲中心的内侧移动. 中性层到板料内侧的距离用λ表示. 四. 展开计算方法: 展开计算的基本公式: 展开长度= 料内+ 料内+ 补偿量 一般折弯1 (R=0, θ=90°): L=A+B+K 1. 当0 (工艺设计部) 页次:2 OF 9 工程展开计算方法 一般折弯2 (R≠0, θ=90°): L=A+B+K (K值取中性层弧长) 1. 当T<1.5时, λ=0.5T 2. 当T≧1.5时, λ=0.4T 注: 当用折刀加工时: 1. 当R≦ 2.0时, 按R=0处理. 2. 当2.0 牙种植体材料的研究进展 牙种植体是指利用人工材料制成的牙根,通过口腔内黏骨膜上的切口将其植入到上颌骨或下颜骨内,用来替代天然牙根。目前常用的牙种植体材料有钛、钛合金和陶瓷等。 一、牙种植体材料的基本要求与种类 理想的牙种植材料与其他颅颌面植入材料一样,需要满足以下几个方面的要求: (一)基本要求 1.生物相容性和力学相容性 (1)生物相容性:牙种植体在植入牙槽骨后,材料既对机体的局部或全身不产生有害的作用,又能引起周围组织产生生理性的反应(骨、结缔组织和上皮)。 (2)力学相容性:牙种植体材料的力学性能与植入区组织相近,即材料的强度、硬度、弹性模量、泊松比以及耐磨性能等能与周围牙槽骨组织相匹配,材料对骨组织应有较好的生物力学适应性,不会在植入后由于植入材料力学性能与周围生物组织的差异在受力时出现应力集中或出现较大的应力梯度而对周围组织造成伤,导致种植失败。 2.化学稳定性 牙种植体材料在机体正常代谢环境中不发生腐蚀、变质、变性和老化口腔组织对材料有较好的耐受性。 3.生物活性和诱导再生 牙种植体材料应能与周围组织直接发生化学性结合,并具有诱导组织再生的能力。1990年美国种植牙科学会将骨结合定义为:正常的改建骨和种植体直接接触,光镜下未见软组织长入,能使种植体的负荷持续传导并分散在骨组织中。4.功能性和实用性:牙种植体材料必须是X线阻射,外科操作不应该过于复杂,必要时支应易于去除,容易消毒,并且价格合理。 (二)种类 牙种植体按其材料不同,大体上可分为五种类型:金属与合金材料类、陶瓷材料类、碳素材料类、高分子材料类、复合材料类。下面主要介绍钛及钛合金和陶瓷类材料。 1.钛及钛合金钛及钛合金是目前最常用的材料。 (1)钛的化学与生物特性 1957年,Downs博士首先在矫形外科领域中应用钛。不久,钛被用于口腔种植体,并已成为牙种植体的首选材料。钛具有很强的抗腐蚀性能,这主要是因为钛形成氧化膜的速度相当快,在富氧的情况下,被破坏的氧化层也会立即得到修补。据Branemark的理论,正是由于钛表面坚固的氧化层,使钛具备了一些非金属的特性。钛-组织界面的结合是钛表面氧化层与细胞和体液间所形成的化学性结合。此种结合使钛种植体与骨组织之间没有任何纤维结缔组织间隔,这是一种骨性结合,这种骨性结合是种植修复成功的基础。由于起保护作用的氧化层的存在,钛离子的溶出很微弱,因此,钛具有良好的生物相容性。然而,也有研究证明钛离子可存在于种植体周围的骨质中、黏膜内和局部淋巴结内,同样也出现在一些器官中,例如肝脏、肾和脾等。 (2)钛种植体的力学特性:钛具有许多其他金属不具备的优良特性,特别是钛的弹性模量和拉伸强度较低,对震动的减幅力大,与颌骨部位皮质骨的相关力学性能参数相近。其拉伸强度约为颌骨部位皮质骨的10~15倍,完全可以满足牙种植体的设计强度要求。疲劳强度比拉伸强度小50%,弹性模量比皮质骨大6~7倍。在设计中,这种特性对实现机械应力的转移和分布非常重要。 2.陶瓷类材料 目前,陶瓷材料制成的牙种植体已经应用于临床,如单晶或多晶氧化铝陶瓷、羟基磷灰石陶瓷及生物玻璃陶瓷制成的牙种植体等。由于陶瓷材料具有脆性大、机械强度差等缺点,目前多采取将陶瓷材料与金属核(或钛合金)结合,采用烧结、喷涂等方式制成陶瓷涂层金属复合种植体。生物陶瓷材料的结构与骨组织相似,具有良好的生物相容性、多数具有引导成骨的作用,可使种植体与骨组织产生骨性界面结合。通过涂层加工后,种植体表面形成孔隙,能够促进骨组织长入孔隙内,增强骨结合。但是,金属与陶瓷的结合性能目前还不够理想,仍需要进一步研究。 二、钛与钛合金种植体表面性状及其与骨结合的关系 (一)骨结合理论 骨结合(ossecointegration)是指异体材料植入骨组织后不引起临床症状, 统一展开计算方法,做到展开的快速准确. 适用范围 NWE 冲件样品中心. 三.展开计算原理 板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既 不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一 样保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度 有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚 度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置 逐渐向弯曲中心的内侧移动?中性层到板料内侧的距离用λ表示. 四.计算方法 展开的基本公式: 展开长度=料内+料内+补偿量 一般折弯:(R=0, θ =90 ° ) L=A+B+K 1. 当 0T≤0.3 时,K=O 2. 对于铁材:(如 GI,SGCC,SECC,CRS,SPTE, 3. 对于其它有色金属材料如AL,CU: 当 TE0.3 时, K=0.4T 注:R 兰2.0时,按R=0处理. 一般折弯(R ≠ 0 θ =90 ° ) L=A+B+K K 值取中性层弧长 1. 当「1.5 时 λ =0.5T 2. 当 T 1.5 时 λ =0.4T SUS 等) a.当 0.3 T 1.5 时,K=0.4T b.当 1.5 汀 2.5 时,K=0.35T c.当 T 2.5 时,K=0.3T — 丿 B _i I * / L ------ A ------ 中性層 一般折弯 (R=O L=A+B+K 1. 当 T≤0.3 时 2. 当T 三0.3时 注:K 为90 ° 一般折弯(R ≠ 0 θ ≠ 90 ° ) L=A+B+K 1. 当 T H 1.5 时 λ =0.5T 2. 当 T 1.5 时 λ =0.4T K 值取中性层弧长 注:当R 20,且用折刀加工时,则按R=0来 计算,A 、B 依倒 零角后的直边长度取值 Z 折1(直边段差). 1. 当H.5T 时,分两次成型时,按两个90°折弯计算 2. 当 H "5T 时,一次成型,L=A+B+K K 值依附件中参数取值 Z 折2(斜边段差). 1. 当HNT 时,按直边段差的方式计算,即:展开长 度=展 开前总长度+K K=0.2 2. 当H 2T 时,按两段折弯展开(R=0 θ ≠ 90 ° ). θ ≠ 90 ° ) K ' =0 K ' =( ∕90)*K 时的补偿量 口腔种植体的种类口腔种植体又称为牙种植体,还称为人工牙根。是通过外科手术的方式将其植入人体缺牙部位的上下颌骨内,待其手术伤口愈合后,在其上部安装修复假牙的装置。 种植体作为种植牙手术不可或缺的关键元素,发挥着不可替代的作用。那么口腔有哪些种植体呢今天厦门登特口腔小编为大家整理如下: 一、Nobel Active即瑞典诺贝尔种植。 整个过程完全透明化:电脑自动化处理患者的口腔三维CT数据,经计算机模拟确定种植体的精确位置,制作出引导手术的可视化的电脑模板,医生和患者均可以预先看到的精确的手术模型和种植效果,方便医患双方进行有效的术前沟通。 植体特点: 1)螺纹尖锐宽大,切割力强,自攻能力强、稳定性强 2)ISQ高,BIC高,最早的种植体已有57年使用史,并且仍然在使用 3)最大生物扭矩75牛米,扭距比较高,和汽车的发动最大扭矩原理一样,俗称发动机的“转劲”,是发动机性能的一个重要参数,扭矩越大,发动机输出的“劲”越大,曲轴转速的变化也越快,汽车的爬坡能力、起步速度和加速性也越好。 4)国内北京大学口腔医院的用量最大5000颗/年。 优势适应症:1、骨质疏松患者2、初期稳定性高,适合即刻负重 优势适应人群:1、老年人(骨质开始疏松) 2、45岁以上女性,50岁以上男性3、孕后(女性最好的钙质给予孩子) Groovy沟槽-提高骨结合速度30% 优点:适合pick-up技术即刻负重 全球高端品牌\终身质保\临床植体应用时间最长,至今还活着, 每一天都在刷新 终身质保不仅是保障,更对Nobel品牌对自己品牌下的产品有信心,敢于承诺。 二、Nobel CC 1)根形种植体,初期稳定性高 2)适用近远中(领牙)距离窄的位置 3)具有平台转移,有一个肩台方便骨头可以附着上来(生物宽度),使骨头就会往那里长,骨到哪里软组织到哪里。 4)适合后牙,备洞转头较短 5)全球高端品牌\终身质保\临床植体应用时间最长,至今还活着,每一天都在刷新。 三、Astra 植体特点 1)颈部微螺纹设计 牙种植体表面处理技术要求 一,概述 牙种植体作为人造牙根将被植入到人的牙槽骨中,充当上部牙冠部件的支持根基。因此,牙种植体必须具有良好的生物兼容性、强度和工艺性,以便于与人的骨组织结合在一些,及持久地使用负重与实现在工业界批量加工制造。 牙种植体通常以医用纯钛来制造,钛金属具有良好的生物兼容性,被称为生物金属,可以与人的骨骼牢固地结合在一起。钛的这一特性被称为“骨结合”,是由瑞典的科学家布罗内马克教授在上世纪50年发现的。随后,钛即被应用于牙种植体,并扩展到了其他领域,例如骨科领域等。 要让钛更好、更快地与人骨结合,人们做了大量的研究和实践,至今已经有60多年的历史。早期的牙种植体没有特别做表面处理,保持了机械加工表面。之后,为了达到加速骨结合的目的,开始应用表面涂层处理技术,将具有生物活性特性的物质附着于其上。此外,还发展了表面粗化技术,以便获得某种粗糙的表面,以增大表面积,这可使骨与种植体间的结合面积大大增加。 根据国内外的研究和长期的临床实践,证明目前一种表面粗化工艺的效果最好,就是瑞士施特劳曼公司创造的SLA?表面。这是一种喷砂酸蚀表面,即通过两次粗化加工来获得某种粗糙的表面形貌,第 一次是机械粗化,使用喷砂加工工艺;第二次是酸液腐蚀,使用化学加工工艺。因此,威高洁丽康公司将采用SLA?表面或类似的表面。 二,SLA?工艺过程简述 SLA?表面粗化处理工艺过程的描述比较简单,基本过程如下: ①清洗-> ②喷砂-> ③清洗-> ④酸腐蚀-> ⑤清洗 这其中,多次的清洗过程各自为了不同的目的。①喷砂前清洗除污,③喷砂后除残留杂质,⑤包括了除酸液残留。 由于国内现在尚没有能批量生产的同类生产线,且这方面的工艺研究资料也非常有限,因此,在这里,我们不能给出精确的工艺参数,和详细的工艺方案。仅根据国内外的很有限的情报和资料,简要地解释如下: 对于①,喷砂前清洗除污; 对于②,喷砂加工,喷砂介质为氧化铝砂,粒度要根据表面粗化特性来定义(见后面的技术规格/技术要求); 对于③,喷砂后清洗,除残留物和附着杂质等; 对于④,酸腐蚀加工,酸溶液的选择比较灵活,一般可使用强酸溶液(例如硝酸)、强酸混合溶液(例如硫酸和盐酸混合溶液)、强酸和中强酸混合溶液(例如硝酸和氢氟酸混合溶液),等等。原则是,能够有效地达到粗化目的,又不会在表面上产生有害物质。酸腐蚀后的表面特性见后面技术规格/技术要求章节里的描述; 对于⑤,酸腐蚀加工后的清洗,除酸液残留及其他杂质。 浅谈口腔种植体选择 目前国内口腔种植市场十分热门,大到公立医院,小到口腔诊所,已经非常普遍。市面上口腔种植体琳琅满目、品种繁多,品牌多达上百种。如何挑选一款合适的种植体,对我们提出了考验,我们该如何选择呢? 我们首先来谈一谈一款种植体系统,主要包含哪些组成部分以及产品要点:组成包括1.种植体 2.成品基台 3.愈合基台(牙龈成形器) 4.取模杆 5.替代体 6.相关配件。产品特点包括1.表面处理 2.形态 3.螺纹 4.连接方式 5.修复方式 一、种植体 ①种植体表面处理方式:直接影响到种植体与牙槽骨之间的骨结合效果,前沿的表面处理技术包括:SLA+钙离子、SLA(喷砂酸蚀)、RBM、阳极处理、羟基磷灰石涂层等。目前世界公认的表面处理方式时SLA技术。 ②种植体形态:种植体形态经历了很长一段时间沉淀,最终留下来的、临床最常用的有锥状、柱状以及锥状与柱状相结合三种形态,临床表现都比较稳定,很难说清到底哪种好,国内专家也各执一词。但是目前更倾向于锥形。另外,种植体形态还分细长型、短粗型、加长型等。 ③种植体螺纹形态:如果说,好的表面处理方式可以加速骨结合效率,那么好的螺纹形态可以提供稳定的生长空间。在直径相同的情况下,螺纹的深浅会影响接触面积,螺纹越深则接触面积越大。真对 不同骨类型,选择相应的深度的种植体,医生临床经验很重要,骨质松就选深螺纹,骨质硬就选常规螺纹。此外,植体底部的锥形自攻性螺纹设计便于植入。 ④种植体与基台连接方式:分为内连接和外连接。外连接技术在 国内基本被淘汰。优质的种植体连接方式会结合平台转移技术,植体颈部会向内缩窄并设计有约0.5mm高度的光滑颈圈,防止微生物堆积及骨头附着。 ⑤种植体修复方式:主要分为单冠、桥体、铸造、LOCATOR、CAD/CAM 等。 一款好的种植体会满足市面上大众的各种需求,挑选时需要询问厂家是否可以满足上述产品特点以及修复要求,配件是否能及时供应。 二、愈合基台、取模杆、替代体(各系统大同小异) 举例: 美格真EZ PLUS种植系统 1.愈合基台规格,直径有4(紫色)、5、6(银白色)三种,穿龈高度有3、5、7三种。可以通过颜色来区分。 ①直径3.3植体:选择紫色,直径4,穿龈高度根据实际牙龈高度而定,安装后确保愈合基台高于牙龈,一般选择穿龈5,前牙选小直径,后牙选大直径。 ②直径4.0-4.5-5.0植体:选择银白色,直径5、6,穿龈高度根据实际牙龈高度而定,安装后确保愈合基台高于牙龈,一般选择高度5 钣金折弯计算公式 1.生产车间经验值 计算公式 PROE钣金展开经验公式 经验公式(车间老师傅的算法,在实际中略有不同,需要调整) 前提条件:内r<2 壁厚< 折弯角度90° 展开长度L=L1+L2-2T+ (1)L1 L2为外径T为板厚 也即L=L1'+L2'+ (2) L1' L2'为内径T为板厚 还即L=L1"+L2"+2r+ (3) L1" L2"为直段长度r为折弯内径我这里是用的,大多数人有用的 如果内r/T>2,就直接用中性层K=计算好了再看PROE中的展开 PROE中的展开长度就是: L=L1"+L2"+DL L1" L2"为直段长DL为弧段展开长 请记住这个DL,这个DL就是我们要制作的折弯表内的值! 再回过来看看上贴的第三个公式 L=L1"+L2"+2r+ 很容易导出: DL=2r+ DL为弧段展开长r为折弯内径现在要制作折弯表了 折弯系数DL弧长=2(R+KT)**(折弯角/360) K为K因子 T为厚 R为内侧半径 折弯系数DL弧长=2R+ =K=因子折弯扣除L= 折弯系数DL弧长=2R+ =K=因子折弯扣除L= 折弯系数DL弧长=2R+ =K=因子折弯扣除L= 钣金展开经验计算方法 声明:本计算方法为本人经验算法,只在本人现工作之处适用,照搬可能会有偏差。先说一个名词:折弯余量 折弯余量这个名词我在论坛别的贴子已经说过,这里再重复一下: 一个已成形的钣金折弯,它有三个尺寸:两个轮廓尺寸和一个厚度尺寸,定义两个轮廓尺寸为L1、L2,厚度尺寸为T,我们都已知道,L1+L2是要大于展开长度L的,它们的差值就是折弯余量,我定义为K,那么一个弯的展开尺寸L=L1+L2-K。一般冷轧钢板的K值(条件:90度弯,标准折弯刀具) T= K= T= K= T= K= T= K= T= K= T= K= 牙种植体表面处理技术 【摘要】目的探讨喷砂-酸蚀表面处理种植体的表面形貌、表面化学成分、骨植入组织反应,探讨其用于临床的可行性。方法采用Yole Medical公司的表面处理工艺处理47枚Φ3.3×10mm种植体,分别采用扫描电子显微镜(SEM)、X-射线光电子能谱仪(XPS)分析种植体的表面形貌、表面化学成分;以Straumann的SLA(Sand-blasted, Large grit, Acid-etched)同种规格的植体为参照组,采用骨植入的方式对比Yole Medical和Straumann 种植体植入2、4、8、12周骨再生情况,两种植体各观察期分别植入12、9、12、9枚。采用Image-Pro Plus 6.0软件分析种植体周围骨-种植体结合率。结果YOLE MEDICAL处理的种植体表面形成了多级的窝洞,直径为10-40μm的一级微坑中叠加2-4μm直径的二级微坑;种植体表面仅含有Ti、O、C、N、Si元素,未发现喷砂介质Al2O3;Yole Medical和Straumann 的SLA处理种植体在不同植入时间具有相似的骨结合率,(P<0.05),2、4、8、12周的骨结合率分别如下,永乐康健植体:44.91%、62.74%、71.82%、60.74%,Straumann植体:44.83%、64.24%、73.06%、60.91%,并且在8周时二者都具有最大的骨结合率。结论永乐康健表面处理工艺能够在种植体表面形成良好的多级窝坑,适宜的表面粗糙度,表面清洁无杂质;Yole Medical 种植体和Straumann种植体有相似的骨结合能力。 关键词种植体喷砂-酸蚀骨-种植体结合率 Characterization and in vivo study of Sand-blasted and Acid-etched Dental Implant 【Abstract】Objectives To investigate the surface morphology, chemical compositions, and bone regeneration of YOLE MEDICAL dental implant, developed by Yole Medical. Methods 47 dental implants (Φ3.3×10mm) were treated with YOLE MEDICAL technical. The surface morphology was observed with Scanning Electron Microscopy (SEM), chemical compositions were analyzed with X-ray Photoelectron Spectrometer (XPS), respectively. Bone regeneration at 2w, 4w, 8w and 12w of Yole Medical and Straumann’s SLA dental implant was studied through bone implantation in dog. 12pcs, 9pcs, 12 pcs, 9pcs, Yole Medical implants and Straumann implants were observed in different observation week. Image-Pro Plus 6.0 software was used to calculate bone-implant contact(BIC﹪). Results The SEM pictures show that hierarchical structure of cavities on the surface was produced by Yole Medical. The cavities with diameters 10–50μm completely are superposed by micro pores of about 2 to 4μm diameter. Only Ti、O、C、N、Si were detected, and Al2O3 particle is free on the surface. Yole Medical implants have similar BIC%(P< 车螺纹深度如何计算 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 攻螺纹前钻底孔直径和深度的确定以及孔口的倒角 (1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔的直径可查手册或按下面的经验公式计算: 脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距) (2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度, 盲孔的深度可按下面的公式计算: 孔的深度=所需螺纹的深度+0.7d 普通螺纹底孔直径简单计算可按下式 要攻丝的尺寸乘上0.85 如:M3--2.4mm M4--3.1mm M5--4.2m M6--5.1mm M8--6.8mm 公制螺纹的计算方法: 底径=大径-1.0825*螺距 英制螺纹的计算方法: 底径=大径-1.28*螺距 脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距) 除了以上的经验公式外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。 公制螺纹(MM牙) 牙深=0.6495*牙距P (牙角60度) 内牙孔径= 公称直径-1.0825*P M20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙) (公称直径20mm) (牙距2.5mm) (内螺纹配合等级6H) (外螺纹配合等级7g) 左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙) (公称直径20mm) (牙距1.5mm) 牙种植系统的基本类型、结构特点及发展 广东省口腔医院 周磊 牙种植技术被称为是20世纪牙科史上最令人 瞩目的一大进展,也是近年口腔医学里发展最快的 一个专业,在西方发达国家,牙种植技术已经获得 大范围的普及和应用;在国内,牙种植技术也已逐 步在大中城市推广和应用。开展牙种植技术之前, 选择什么样的种植系统是临床医师首先需要考虑的问题,因为每个种植系统都有一整套相应的种植手术的植体植入工具及修复用配套工具,这些工具在国内目前的消费水平来说,是一笔不菲的投入,一旦选择了某种系统后,就较难再改变系统或较难同时开展两种以上系统的牙种植修复。所以选择一种能满足临床多种需要的种植系统对于刚开始进行种植临床的医师来说尤为重要。在选择一个有发展前景的主流种植系统之前,了解种植系统的基本类型、结构特点及发展趋势,有助于临床医师做出正确的选择。以下就我们的学习体会及临床应用的经验,談談我们的体会及认识: 一、牙种植系统分类 牙种植体系指植入牙槽骨内或置入牙槽骨表面用以支持或固定义齿的装置。目前临床上常见的种植系统大致可有以下几类: 1.骨内种植体 目前国际上多数作者在不同场合下所提到的骨内种植体实际指柱形种植 体及根形种植体。确切的定义应为植入到颌骨内,形状为轴对称的圆柱状(柱形)或圆锥状(根形)种植体,其表面可有螺纹或无螺纹。虽然这种类型种植体在有的文章中也被称为根形种植体(root form implant),但实际上模拟天然牙根的圆锥状根形种植体仅为骨内种植体中的一种类型。这类种植体从广义上说,应包含以下的骨内叶片状种植体,但由于目前在临床上后者的临床应用已不是一种主流的方式,所以本文后面所提骨内种植体皆不包含叶片状种植体。 2.叶片状种植体 1967年,Leonard Linkow ; Ralph和 Harold Roberts引入了骨内叶状 种植体并证实有较好的临床效果。叶片状种植体尤其适用于牙槽嵴吸收、宽度不足时的牙种植修复。但由于种植一期手术能否成功的一个最重要的因素就是能否使植入体受区(种植窝)与植入体外形一致,保证种植体植入后与骨创面最大限度地紧密贴合。这一点骨内种植体由于其形状为轴对称的圆柱状或圆锥状,较易通过相同形状的骨钻形成与其外形相一致的种植窝。而叶片状种植体则由于其不对称的外形结构,目前尚无合适的工具来制备与其外形相一致的种植窝,这导致了该类型种植系统的高失败率,目前已经不是一种主流的种植系统。 3.骨膜下种植体 在过去的50多年,骨膜下种植体一直是一种成功的种植方式。Gustav Dahl1948年作了第一例骨膜下种植,从那以后,骨膜下种植体一直在不断地改进。这种种植体一般无预成品,需根据每个病员单独制做,可以通过直接制取骨印模或计算机辅助设计制作(CAD-CAM)技术来制作骨膜下种植体。多数情况下骨膜下种植体主要用于支持覆盖义齿,但亦可充当很多种修复设计的基牙,可植在上颌或下颌骨的任何部位。虽然这种种植体的临床应用是成功的,但由于其需个别制作,制作过程复杂,影响了其推广应用,目前未成为主流的种植系统。 4.穿骨种植体 穿骨种植体为一体式,穿下颌骨的复合种植体,也有单一基台形式。如选择 折弯刀决定折弯半径 折弯件的最小弯曲半径材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。公司常用材料的最小弯曲半径见下表。 ●弯曲半径是指弯曲件的内侧半径,t是材料的壁厚。 ●t为材料壁厚,M为退火状态,Y为硬状态,Y2为1/2硬状态。 表1公司常用金属材料最小折弯半径列表 折弯补偿 K-因子的来源如钣金材料供应商,试验数据,经验和手册等。如果我们要用K-因子的方法建立我们的钣金模型,我们就必须找到满足工程需求的K-因子值的正确来源,从而得到完全满足所期望精度的物理零件结果。 D1 = L1 – (R +T)TAN(A/2) D2 = L2 – (R+ T)TAN(A/2) 当弯曲角度为90度时,由于TAN(90/2)=1,此方程可以得到进一步简化:BA = 2(R+ T)-BD BA = Pi(R +K*T)A/180 了获得更为准确的结果,应该对整个零件的单个折弯直接使用BA值,或者使用折弯表描述整个范围内不同的A、R、T的所对应的不同BA、BD或K-因子值等 、折弯扣除法 折弯扣除,通常是指回退量,也是一种不同的简单算法来描述钣金折弯的过程。还是参照图1和图2,折弯扣除法是指零件的展平长度LT等于理论上的两段平坦部分延伸至“尖点”(两平坦部分的虚拟交点)的长度之和减去折弯扣除(BD)。因此,零件的总长度可以表示为方程(2): LT = L1 L2 - BD (2) 折弯扣除同样也是通过以下各种途径确定或提供的:钣金材料供应商、试验数据、经验、带方程或表格的针对不同材料的手册等。 钣金折弯计算公式和方法1.生产车间经验值 2.PROE计算公式 PROE钣金展开经验公式 经验公式(车间老师傅的算法,在实际中略有不同,需要调整) 前提条件:内r<2 壁厚<2.5 折弯角度90° 展开长度L=L1+L2-2T+0.5T (1)L1 L2为外径T为板厚 也即L=L1'+L2'+0.5T (2) L1' L2'为内径T为板厚 还即L=L1"+L2"+2r+0.5T (3) L1" L2"为直段长度r为折弯内径我这里是用的0.5T,大多数人有用0.3T的 如果内r/T>2,就直接用中性层K=0.5计算好了再看PROE中的展开 PROE中的展开长度就是: L=L1"+L2"+DL L1" L2"为直段长DL为弧段展开长 请记住这个DL,这个DL就是我们要制作的折弯表内的值! 再回过来看看上贴的第三个公式 L=L1"+L2"+2r+0.5T 很容易导出: DL=2r+0.5T DL为弧段展开长r为折弯内径现在要制作折弯表了 折弯系数DL弧长=2(R+KT)*3.14*(折弯角/360) K为K因子 T为厚 R为内侧半径 折弯系数DL弧长=2R+0.2T =K=0.41因子折弯扣除L=2R-0.2T 折弯系数DL弧长=2R+0.3T =K=0.46因子折弯扣除L=2R-0.3T 折弯系数DL弧长=2R+0.35T =K=0.5因子折弯扣除L=2R-0.35T 钣金展开经验计算方法 声明:本计算方法为本人经验算法,只在本人现工作之处适用,照搬可能会有偏差。先说一个名词:折弯余量 折弯余量这个名词我在论坛别的贴子已经说过,这里再重复一下: 一个已成形的钣金折弯,它有三个尺寸:两个轮廓尺寸和一个厚度尺寸,定义两个轮廓尺寸为L1、L2,厚度尺寸为T,我们都已知道,L1+L2是要大于展开长度L的,它们的差值就是折弯余量,我定义为K,那么一个弯的展开尺寸L=L1+L2-K。一般冷轧钢板的K值(条件:90度弯,标准折弯刀具) T=1.0 K=1.8 T=1.2 K=2.1 T=1.5 K=2.5 T=2.0 K=3.5 T=2.5 K=4.3 T=3.0 K=5.0 3. 3 展开计算原理 板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示. 4 计算方法 展开的基本公式: 展开长度=料内+料内+补偿量牙种植体材料的研究进展
钣金折弯展开系数计算
口腔种植体有几种
牙种植体表面处理技术要求
口腔种植体选择原则
钣金加工计算公式集合
牙种植体表面处理技术
车螺纹深度如何计算【干货技巧】
牙种植系统的基本类型...
折弯计算
钣金加工计算公式和方法、集合