PCB通孔焊接不良失效分析
PCB 通孔焊接不良失效分析
美信检测 失效分析实验室
摘要:
本文通过外观检查,可焊性测试,焊点表面分析,焊点剖面分析,剥金检查等分析手段,分析导致化镍浸金通孔润湿不良的原因为镍层质量较差,存在严重的镍腐蚀。 关键词:
通孔焊接不良 润湿不良 PCB 焊接不良 PCBA 焊接不良 化镍浸金 ENIG 镍层腐蚀
1. 案例背景
PCB 组装过程正发生通孔焊盘润湿不良,润湿不良位置主要集中在焊盘较窄部位。
2. 分析方法简述
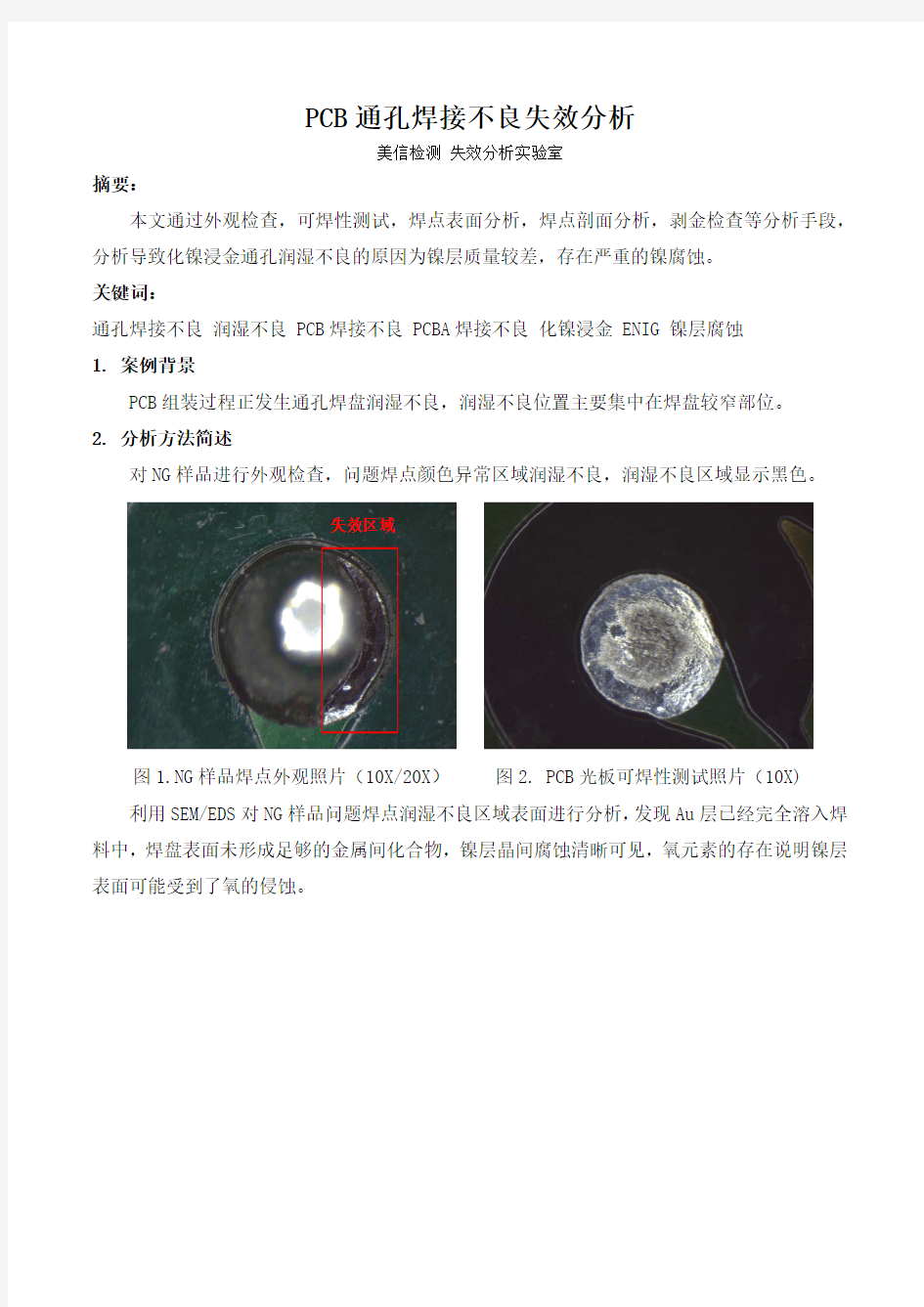
对NG 样品进行外观检查,问题焊点颜色异常区域润湿不良,润湿不良区域显示黑色。
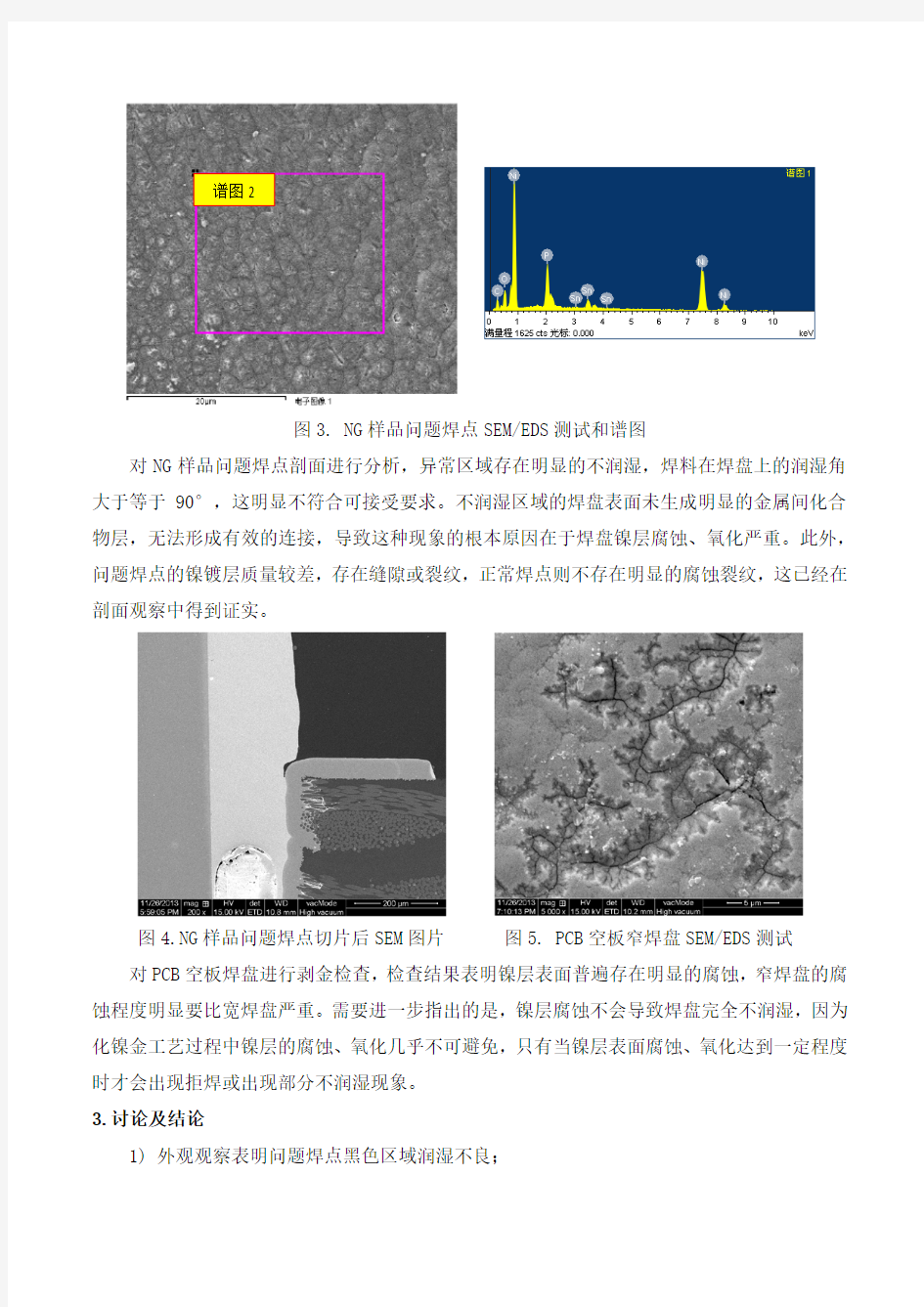
图1.NG 样品焊点外观照片(10X/20X ) 图2. PCB 光板可焊性测试照片(10X) 利用SEM/EDS 对NG 样品问题焊点润湿不良区域表面进行分析,发现Au 层已经完全溶入焊料中,焊盘表面未形成足够的金属间化合物,镍层晶间腐蚀清晰可见,氧元素的存在说明镍层表面可能受到了氧的侵蚀。
失效区域
图3. NG 样品问题焊点SEM/EDS 测试和谱图
对NG 样品问题焊点剖面进行分析,异常区域存在明显的不润湿,焊料在焊盘上的润湿角大于等于90°,这明显不符合可接受要求。不润湿区域的焊盘表面未生成明显的金属间化合物层,无法形成有效的连接,导致这种现象的根本原因在于焊盘镍层腐蚀、氧化严重。此外,问题焊点的镍镀层质量较差,存在缝隙或裂纹,正常焊点则不存在明显的腐蚀裂纹,这已经在剖面观察中得到证实。
图4.NG 样品问题焊点切片后SEM 图片 图5. PCB 空板窄焊盘SEM/EDS 测试
对PCB 空板焊盘进行剥金检查,检查结果表明镍层表面普遍存在明显的腐蚀,窄焊盘的腐蚀程度明显要比宽焊盘严重。需要进一步指出的是,镍层腐蚀不会导致焊盘完全不润湿,因为化镍金工艺过程中镍层的腐蚀、氧化几乎不可避免,只有当镍层表面腐蚀、氧化达到一定程度时才会出现拒焊或出现部分不润湿现象。
3.讨论及结论
1) 外观观察表明问题焊点黑色区域润湿不良;
谱图2
2)可焊性测试结果表明个别焊盘存在润湿不良现象;
3)通过切片和焊点表面分析可知,润湿不良区域焊盘表面的金层已经溶解,但镍层表面未形成明显的金属间化合物;镍层质量较差,存在严重的镍腐蚀。镍的腐蚀氧化可能产生于制板过程,也可能出现于组装过程中。
4)对PCB空板焊盘剥金检查,发现镍层表面普遍存在腐蚀和裂纹,窄焊盘的镍层质量明显低于宽焊盘。
4. 作者简介:
美信检测是一家材料及零部件品质检验、鉴定、认证及失效分析服务的第三方实验室。
药品不良反应分析结果汇报实例
药品不良反应分析报告 (20 年月--20 年月) 生产企业:(盖章) 地址: 联系人: 电话: 报告日期: 一、企业监测体系建设概况
我司于2006年已建立药品不良反应报告和监测体系,并有效实施。2012年按《药品不良反应报告和监测管理办法》(卫生部令第81号)》和《浙江省药品不良反应报告和监测管理实施细则》完善我司药品不良反应监测体系、组织机构,明确其职责。 我司监管网络为一线销售人员从医院收集药品不良反应报告,汇总至市场部相关人员。市场部相关人员将数据汇总至相应QA人员,QA人员将数据上报至国家药品不良反应监测系统中。 组织机构: 我司处理药品不良反应/事件的专职部门为质量保证部,监测部门为市场部。 组成人员: 质量负责人、质保部负责人、一名市场部人员、一名QA人员。 职责: (1)市场部人员和QA人员及时收集与公司生产的药品有关的安 全性信息,发现与公司有关的药品不良反应,及时通过药品不良反应监测信息网络报告。每年向所在地药品不良反应监测机构提交药品不良反应监测工作报告; (2)对严重药品不良反应或者药品群体不良事件进行调查,必要时对药品采取紧急控制措施,如召回; (3)配合各级食品药品监督管理局、卫生行政部门和药品不良反应监测机构对药品不良反应或者群体不良事件的调查,并提供调查所需的资料,并填写《药品不良反应/事件报告表》,填报内容应真实、完整、准确。 (4)开展药品不良反应报告数据与药品质量的关联性研究,必要时进行重点监测或再评价;
(5)按要求撰写和提交定期安全性更新报告; (6)正确介绍药品的使用要求和注意事项等,将说明书修改等安全性信息及时告知相关药品经营企业和医疗机构。 (7)经常查阅国家食品药品监督管理局定期通报国家药品不良反应报告和监测情况。 二、公司品种概况 我司现有1个品种:****(批准文号:国药准字*****)。20**年1月1日至9月30日,我司对该品种进行了生产......... 无监测期品种和重点监测品种。 三、产品基本信息和不良反应收集情况 (一)不良反应反馈数据核实情况: 无。 (二)反馈数据涉及产品的基本信息: 产品的批准文号、通用名称、剂型、统计周期内的销量、不良反应报告例数、严重的不良反应例数及其构成比、新的一般的不良反应例数及其构成比、死亡病例数见附表1。 我司无文号转入或转出情况。 (三)其他不良反应信息收集情况: 在此次报告时间段内,我司未收集到到涉及本企业药品的不良反应或可疑不良反应信息情况。
药品不良反应报告表的填写要求
药品不良反应报告表的填写要求《药品不良反应/事件报告表》是药品安全性监测工作的重要档案资料,需要永久保存,务必要用钢笔填写。填写的内容和字迹要清楚、整洁;不用不规范的符号、代号,不用草体签名。报告表中选择项划√,叙述项应准确、简明。 1. 药品不良反应/事件报告表的填写 每一个患者填写一张报告表。个人报告建议由专业人员填写,可以是诊治医务人员、生产企业、经营企业专(兼)职人员及专业监测机构人员。尽可能详细填写所有项目。无法获得的项目,填写“不详”。空间不够时可附页,注明“附件”。所有附件应按顺序表明页码,并指出所描述的项目的名称。 如果报告的是补充报告请填写与原始报告相同的编号并在报告左上 方注明“补充报告”与原始报告重复的部分可不必再填写。补充报告也可不填写报告表只需要对补充部分附纸说明即可。 填写详细要求: (1)新的□严重□一般□ “一般”是指新的、严重的药品不良反应以外的所有药品不良反应。“新的”可与“严重”或“一般”复选,而“严重”与“一般”只能二选一。 (2)编码 编码为各级药品不良反应监测机构在网络报告时自动生成。 (3)单位名称 填写发现并报告药品不良反应的单位名称,要求填写全称,如不可填“人民医院”,应填写“﹡﹡省人民医院”,“﹡﹡省﹡﹡市人民医院”。 (4)部门 部门应填写标准全称或简称,如“普通外科二病房”或“普外二”,“质保部”。 (5)电话 电话号码应填写报告部门电话,注意填写区号,如:。 (6)报告日期 报告日期应为填写报告日期,如:2004年3月3日。 (7)患者姓名 填写患者真实全名。 当新生儿被发现有出生缺陷时,如果报告者认为这种缺陷可能与孕妇在怀孕期间服用药品有关,患者为新生儿。
禁止双面焊2011.10.9
再论实施军用PCBA“禁止双面焊”的必要性与可行性 陈正浩 一.引言 2009年4月,笔者应北京中际赛威文化有限公司的邀请作了关于“电子装联禁(限用工艺与装联缺陷分析”专题讲座以来,关注者甚多,也引发了一些争议。 二.什么是禁限用工艺? 对于严重影响产品质量和可靠性的设计和工艺、影响环境保护和职业健康安全的设计和工艺,包括:易造成产品质量常见病、多发病的工艺,导致产品合格率低的工艺,导致产品质量不稳定又难以控制、难以检测的工艺等;特别是严重影响产品可制造性的设计,我们用禁(限)用工艺来表示。 1.什么是禁用工艺? 禁用工艺规定为:“违反国家法律法规、严重污染环境、危害安全生产需要明令禁止的或明确淘汰的工艺,以及严重影响产品质量,易造成引起质量常见病、多发病的工艺;致使产品工艺质量不稳定又难以控制的工艺;技术要求不明确又难以检测的工艺;目前仍在使用但必须明令禁止的工艺;已有先进、成熟的工艺可以取代落后的老工艺”。 2.什么是限用工艺? 限用工艺“特指对于从保证产品质量、环境和技术安全的角度出发应予以禁止的,但近期实际使用情况而言,尚无成熟替代工艺,在一定期限内采取规定控制手段的前提下还可使用,但长远必须逐步淘汰的工艺”。 3.禁限用工艺并非航天专利 “禁、限用工艺”各行各业都有。建筑行业有建筑行业的“禁、限用工艺”,食品行业有食品行业的“禁、限用工艺”,机械行业有机械行业的“禁、限用工艺”,林林总总。 “禁、限用工艺”这个名词起因于国家有关部门对加快产品技术进步,淘汰落后的生产能力,促进生产工艺装备和产品的升级换代而发布的《淘汰落后生产能力、工艺和产品的目录》。“禁、限用工艺”这个名词不是航天的专利,也不是由航天部门首先提出来的。 在电子装联领域,对于实施“禁、限用工艺”的必要性和可行性,长期以来得不到应有的重视。虽然很多标准内都以“不”、“不能”、“不应”、“不允许”、“应按”等词表述,但或许认识不足,或者由于内容分散,或许由于宣贯不力,并未引起工艺师尤其是电路设计师的高度重视,航天部门给予强调,提出“禁、限用工艺”来规范设计和工艺,对于规范电子产
上锡不良原因分析报告
6A7A45001A上锡不良原因分析报告 背景: 2014年5月31日,型号6A7A45001A上锡不良,针对此问题协同徐春梅小姐,前往SMT加工厂分析不良原因。 目的: 为解决问题板的处理方式以及问题板的产生原因,防止再发。 目录: A、试验条件/流程: B、检验分析; C、现场排查; D、总结与建议。 A、试验条件: a.现场温湿度:NA; b.锡膏类别:同方A-P6337-D-900(Alloy:Sn63/Pb37)有铅; c.FUX PCB:E400163A2(无铅喷锡板); d.回流焊峰值:260℃/实际板面温度251℃; e.钢网厚度:0.12mm; f.丝印锡膏厚度:NA; g.丝印方式:手印/机印; B、检验分析: 依试验流程共试验4set E400163A2空板PCB结果如下: b-a、目检1set明显不上锡,相对不良比例25%; b-b、放大镜检验4set 焊盘周边严重锡珠,相对不良比例100%(图组1-1)。 图组1-1 试验方案2共试验5set已贴S/S面PCBA,试验结果如下: b-c目检5set未发现明显不良,相对不良比例0%。 分析:b-b图示锡珠形成机理: 回流焊中出现的锡珠(或称焊料球),常常藏与矩形片式元件两端之间的侧面或细间距引脚之间。在元件贴状过程中,焊膏被置于片式元件的引脚与焊盘之间,随着印制板穿过回流焊炉,焊膏熔化变成液体,如果与焊盘和器件引脚等润湿不良,液态焊料颗粒不能聚合成一个焊点。部分液态焊料会从焊缝流出,形成锡珠。因此,焊料与焊盘和器件引脚的润湿性差是导致锡珠形成的根本原因。 造成焊料润湿性差的原因: 1、回流温度曲线设置不当; 求证:加工厂回流焊温度曲线图(1)NG 标准回流焊温度曲线图(2)OK
药品不良反应分析报告报告材料
药品不良反应分析报告 药品不良反应(ADR)监测是合理用药的重要依据,是关系到广大患者用药安全,减少医患纠纷的一项重要工作。我院2019年第一季度共收集报告146例,现就2019年第一季度的ADR报告进行统计、分析,了解ADR发生的一般规律和特征,为临床合理用药提供参考。 一、ADR监测统计结果及分析 1、性别与年龄分布 我院2019年第一季度共收到146例ADR报告,其中男性66人,占比45.21 %,女性80人,占比54.79%。患者的年龄分布见表1: 表1 发生ADR患者的年龄分布 年龄/岁例数/n 构成比/% 0~10 32 21.92 11~20 4 2.74 21~30 8 5.48 31~40 14 9.59 41~50 24 16.44 51~60 19 13.01 > 60 45 30.82
合计146 100.00 2、患者家族史、既往史情况 146例ADR报告中,患者既往有过敏史的26例,占17.81%;无过敏史的113例,占77.40%;不详的7例,占4.79%。146例患者中有家族药物过敏史的0例,占0%;无家族药物过敏史的51例,占34.93%;不详的95例,占65.07%。
3、患者转归情况 146例ADR中,其中痊愈77例,占52.74%;好转45例,占30.82%;不详24例,占16.44%。大多数患者经积极治疗均好转或痊愈(占83.56%),不详占16.44%,主要因为观察时间不够长,说明我院医务人员发现药品不良反应能够及时上报。 4、药品剂型及用药途径分布 药品剂型 146例病例报告涉及药品剂型17种,以注射剂为主。本季度涉及药品剂型分布及所占比例见表2。 表2 药物剂型分布 剂型例次/n 构成比/% 注射剂142 64.25 粉针剂21 9.50
光模块SMT工艺简介
光模块SMT工艺简介 陈军 海能达通信股份有限公司/SMT工艺团队 chenjun360501@https://www.360docs.net/doc/c217481829.html, jun.chen-smt@https://www.360docs.net/doc/c217481829.html, 摘 要:本文介绍了用于光模块产品的PCB’A在SMT过程中的工艺难点及其解决方案,希望给业界的同行提供一些借鉴。 关键词:SMT(Surface Mount Technology)表面贴装技术 PCB(Printed Circuit Board)印制电路板 PCB’A(Printed Circuit Board Assembly)成品线路板 THR(Through Hole Reflow)通孔回流焊 FPC(Flexible Printed Circuit)柔性印刷线路板 FoB(FPC on Board)软、硬板结合(俗称“软板”贴片) 前言 光模块(Optical Module)作为目前光纤通信行业中最重要部件,由光电子器件、功能电路和光接口等构成。其中、光电子器件包括发射和接收两部分。发射部分是:输入一定码率的电信号经内部的驱动芯片处理后驱动半导体激光器(LD)或发光二极管(LED)发射出相应速率的调制光信号,其内部带有光功率自动控制电路,使输出的光信号功率保持稳定。接收部分是:一定码率的光信号输入模块后由光探测二极管转换为电信号,经前置放大器后输出相应码率的电信号。图1表示的是光模块在光纤通信过程中是如何实现信号的发射、接收以及传递的。光模块用PCB’A又成为实现上述功能的载体,因此,在涉及光模块的组装工艺时,就不得不着重谈表面组装,即SMT。 本文详细介绍了目前光模块SMT本身特点、光模块多样化及工艺难点解析。 图1、光纤通信示意图 1、光模块PCB’A的SMT工艺难点解析 光模块本身体积非常小,其对应PCB’A上的元件密度大,尺寸小。一般片式元件(Chip)大都采用0402封装,且0201封装也开始逐步推广。另外,由于光模块需要通过金手指(Golder Finger)与系统基站进行连接,因此,金手指在SMT过程中的“污染”问题也成为工艺难点之一。另外,由于集成度非常高,有些光模块PCB’A需要采用一些工艺创新方法:通孔接插件(THC:Through Hole Component)采用通孔回流焊新工艺(THR:Through Hole Reflow);柔性线路板FPC(Flexible Printed Circuit)与硬制线路板PCB(Printed Circuit Board)之间采用软、硬板结合焊接新工艺(FoB:FPC on Board);0402片式(电)阻、(电)容之间的三维实装焊接新工艺(CoC:Chip on Chip)。 具体见图2所示:
ENEPIG表面处理技术应用研究
P r i n t ENEPIG表面处理技术应用研究 by 高峰、温怡芸 —华为技术有限公司工艺技术研究部 摘要: 为规避化学镍金黑盘(ENIG Black pad)造成的潜在失效风险,解决选择性 ENIG+OSP设计限制及工艺流程复杂、成本高限制,特选择行业五支主流ENEPIG药 水,对ENEPIG镀层综合性能进行全方位评估,包括:镍腐蚀(黑盘)、透锡率、 焊点强度、按键性等。从最终评估结果来看,ENEPIG镀层是一种比较完美的镀 层,完全无黑盘失效风险,可替代ENIG规避黑盘失效风险,替代ENIG+OSP实现成本的降低。 ENEPIG的英文全称是Electroless Nickel Electroless Palladium Immersion Gold。在传统ENIG生产线上 增加一个钯槽,即可实现ENEPIG工艺,工艺制作流 程时间相比ENIG无明显提高。采用氧化还原体系的钯,在 沉积过程中不会对镍层产生攻击,可以作为金沉积过程中 的阻挡层,规避镍腐蚀的产生。对于焊接来说,钯本身就 是就可以作为抗氧化层,ENEPIG金层的厚度相比ENIG来说 可以降低至 0.015um,由于金价远高于钯,所以ENEPIG综合成本相比ENIG并不会太高。 ENEPIG技术需求 ENEPIG完全无黑盘失效风险,可替代ENIG规避黑 盘失效风险,不存在ENIG+OSP设计限制条件,且可比成 本低8-10%,故从设计及加工综合考虑,ENEPIG可替代 ENIG+OSP,实现降低成本。 ENIG的黑盘风险 传统的ENIG表面处理,由于其存在的置换反应机理, 决定镍腐蚀(Nickel corrosion)不可避免,当镍腐蚀达到 一定程度时,会对焊点存在可靠性隐患,在IMC处发生脆性 断裂,出现黑色的断口,业界将此失效现象定义为“Blackpad"。
医院药品不良反应总结分析报告
医院药品不良反应总结分析报告 年药品不良反应分析、反馈报告2014监测是合理用药的重)药品不良反应(ADR减少医患是关系到广大患者用药安全,要依据,年共收集上报2014纠纷的一项重要工作。我院
。例增加了年的7190.14%135例ADR,较2013了解ADR报告进行统计、分析,现就2014年的的一般规律和特征,为临床合理用药提供ADR 依据。报告人包括医生报告人职业和科室分布;药份,占90.37%和药师,其中医生上报12218ADR报告来自全院份,占9.63%。13师上报例门诊患者。详见3个科室,132例住院患者,。表1上报科室排序1 2014年ADR表例数(例)构成比科室11.85% 16 外三病区
11.11% 15 内一病区 11.11% 15 内二病区 10.37% 14 内四病区 8.89% 12 内三病区 7.41% 临床药学室10 5.93% 8 外一病区 5.83% 8 儿科病区 5.19% (肛中医二病区7 肠)5.19% 7 中医一病区 3.70% 5 外四病区 3.70% (康中医二病区5 复)
2.96% 4 ICU综合组 1.48% 2 妇产科病区 1.48% 2 住院药房 1.48% 2 门诊急诊科 1.48% 2 外二病区0.74% 门诊西药房 1 100% 135 合计 发AD的患者性别及年龄分布情例,中,男81例,女54ADR在报告的135例 1-95
岁,情况详见表2。年龄分布区间为表2 患者年龄分布情况百分比年龄例数1.48% 2 1小于岁2.22% 1-4岁 3 2.96% 4 5-14岁22.96% 31 岁 15-4428.15% 岁38 45-6442.22% 6557 岁及其以上100% 总计135 用药情况分析用药途径包括静脉给药及 口服、皮下注射等。最常见仍为静脉滴注,占. 3:74.85%。详细统计见表表3:给药途 径统计排名 给药途径一般严重总计 例次百分例次百分比例次
化金板上锡不良改善报告(2011-12-23)
技术报告 文件编号: 收件 生产、品管、客服、副总办 制作 2011/12/23 抄送 王主管、叶经理、杨经理、席经理、刘副总 审核 FAX 批准 事件 主题: 化金板上锡不良跟进改善报告 责任对象 加工 现状 描述 从9月份开始客户端抱怨化金板上锡不良频繁,9-11三个月均有上锡不良投诉5-6起,现我部根据客户端提供实物板进行相应的测试分析,结合深昊的改善意见,提出了一系列改善措施并要求生产严格执行, 待跟进改善后化金板在客户端上线品质状况,从12月份客户投诉状况来看,上锡不良已有明显改善。 不良 案例 1、 上锡不良案例 1.1、8-12月份上锡不良统计 月份 8月 9月 10月 11月 12月(截止12月23日) 上锡不良(件) 1 6 5 5 1 9-11月上锡不良投诉明显增多 8-12月共投诉18件上锡不良分布图 1.2、客户投诉上锡不良典型案例如下 1.2.1不熔金、缩锡发黑案例 料号 不良描述 不良率 不良周期 相关图片 4513 BGA 处不上锡,且有轻微 的发黑 2% 3111 18901 PAD 吃锡不良,表现为部 分不熔金 6% 3711 4532 整PCS 不吃锡,金完全未 熔,轻拨零件就会脱落 2.5% 4111 上 24688月 9月 10月11月 12月 月 件数不 不65% 缩35% BGA 处不上锡且有发黑 明显有不熔金 整板不熔金且掉件
不良案例1.2.2案例分析 料号BGA处EDS图片EDS光谱图给客户端结论 4513 外界污染 18901 金面轻微污染 4532 金层有阻焊层,可 能有菌类污染 1.2.3小结 从上述三个案例分析来看,不熔金、缩锡发黑应为焊接过程中润湿性不够,导致无法熔掉金层或无法形成IMC层,继而产生上锡不良;影响润湿性原因很多,PCB表面污染、镍层腐蚀氧化等都会影响影响润湿效果,客户端炉温低、锡膏助焊剂差等也会影响润湿性。 上锡不良模拟分析2、原因分析(鱼骨图) 上 锡 不 良锡膏退洗 作业不规范 辅助工具不良 培训不到位 PCB不良 参数不当 保养不到位 酸碱恶劣环境 人 物 环 机 法 锡膏异常客户炉温异常
药品不良反应报告和监测体系运行(修订版)【新版】
目的:确保药品不良反应报告和监测工作的有效开展,有效控制药品风险,保障公众用药安全,建立药品不良反应组织机构及运行体系。 适用范围:适用于公司药品不良反应报告和监测工作。 责任人:药品不良反应办公室、质量保证部、后勤部、销售公司、科研中心 内容: 1.组织机构简图 2. 体系运行 2.1 信息采集途径 2.1.1 信息采集途径包括被动收集:销售人员、400热线投诉电话,和主动收集:上市前和上市后的临床研究、文献检索、国内外政府网站。 2.1.2 信息采集技巧:第一时间了解:判断事情的严重性。是否停药?是否上报?是否召回? 第一时间控制:控制医生态度,控制患者情绪; 第一时间反馈:及时反馈至ADR管理员或药品不良反应办公室主任; 长期应对准备:掌握我公司产品主要不良反应及质量特性等,并具有一定的ADR判断能力,若不能独立解答患者疑问,切忌给予医疗服务建议,药品不良反应办公室给予支持。 信息收集要全:因其他原因不能全面收集ADR信息,至少收集以上四要素及时反馈至ADR管理员处,协助做好相关沟通工作。 2.2 单个病例管理 2.2.1 单个病例处理流程:收集(多渠道)→报告公司关联性评价→随访→上报ADR监测系统→纳入公司不良反应病例数据库。 2.2.2 出现药品不良反应及出现其他情况均应报告,即使没有伴随具体的不良事件,如: ·说明书已知一般不良反应、严重不良反应和新的不良反应 ·因药品停用而发生的事件 ·超适应症用药 ·孕妇暴露
·药品无效 ·用药错误 ·死亡结局 ·出现未预期的治疗/临床益处 2.2.3 临床试验安全性信息报告 临床试验定义:任何在人体(病人或健康志愿者)进行的药物系统性研究,以证实或揭示试验药物的作用、不良反应或试验药物吸收、分布、代谢和排泄,其目的是确定试验药物的疗效与安全性。 临床试验类别:I、Ⅱ、Ⅲ、IV期临床试验、生物等效性试验、重点监测、一致性评价、临床有效性试验及其他安全与疗效对比研究等。 上报流程: 研究者上报所有不良事件;申办方上报严重不良事件(时限:死亡和危及生命为7天,其他情况15天),以电话、传真或EMS邮寄的形式向CFDA注册司、BFDA注册处及卫计委提交首次报告,及时提交随访报告,并将收集的所有不良事件报告1个工作日内反馈至公司不良反应办公室;不良反应办公室按法规时限要求上报上市后临床研究不良反应,上市前不良反应长期保存,待产品上市后纳入不良反应数据库并带入PSUR中。 2.2.4 个例不良反应/事件评价、上报 2.2.4.1 不良反应/事件类型: 依据《药品不良反应和监测管理办法》对一般的、新的和严重的不良反应的定义,对比说明书中不良反应描述,确定不良反应/事件的类型。 2.2.4.2 不良反应/事件关联性评价: 从时间相关性、药理作用/同类药物反应、去激发、再激发、剂量等方面对不良事件与药品之间关系进行评定。同时考虑的其他因素:原患疾病、相互作用、伴随药物、伴发疾病。时间相关性:用药前、用药过程中或延迟发生不良反应的可能。 2.2.4.3 药理作用/同类药物反应:不良事件发生时间是否与药理/毒理反应一致,同类药物的不良反应。 去激发:停药观察,去激发是否为阳性 再激发:去激发后再次给药观察,再激发是否为阳性。 给药剂量:规定给药剂量与实际给药剂量是否一致。 原患疾病:分析不良事件是否为原患疾病的症状,或治疗适应症的自然进程。 药物相互作用:协同作用、拮抗作用、配伍禁忌。 伴随药物/伴发疾病:是否导致不良事件的发生。 其他因素:是否存在其他风险因素,如吸烟史、饮酒史、过敏史、家族病史及不良反应病史等。
药物不良反应报告的判断
药物不良反应报告的判断、评价及 药物不良反应(Adverse Drug Reactions,ADRs)监测,在欧洲国家也习惯称为“上市后药物监测(Postmarketing Drug Surveillance,PMDS)”,以1964年英国黄卡制度(Yellow card system)的问世而宣告诞生。ADRs监测有志愿报告体系(SPontaneous Reporting system,SRS)、集中(或强化)监测体系(intensivereporting system)等多种方式。由于SRS一直是ADRs监测的主要方式,近年来,似乎已约定俗成,ADRs监测一般指的即是SRS。SRS主要目标是尽早获得药物安生性问题的信号,为药政管理提供依据以及向卫生专业人员传递信息。 药品不良反应常成为医疗、科学、道德、商业与诉讼的焦点。法律判决依据的事实。而药品不良反应监测报告的不确切性,常使得问题的讨论难以为继。 ADR报告的获得过程可分析如下:(1) 不良反应事件的发生和发现;(2) 把事件的发生归因于药物,这一判断很多源于经验,通常考虑的是时间上有联系,以及没有混杂因素等; (3) 把归咎于药物的不良事件以可疑的ADR的名义向卫生行政部门或制药公司报告。而报告的只占实际发生的不良反应事件的极少部分。 为了减少漏报,提高检测的灵敏性,一般都提倡“有疑即报”,即不必在肯定了药物与不良事件的因果关系后再报告。 监测方法的优劣,不但要看其灵敏性,还要看其特异性。70年代后期以来,为了提高药品不良反应监测的特异性,许多专家探讨、研究了各种因果判断方法,有的国家将其作为对厂方报告ADR时的一种要求。这一倾向曾使人们以为应用这些方法能测定具体病人或个例报告的因果关系,能解决不确定性问题。现在已逐渐认识到这是一种偏向,但“因果”方法也并非一无是处,它们可以告诉初报者如何考虑这是一起ADR,该收集哪些资料,该从哪些方面描述。 为了更准确、更有质量地报告ADR,系统地了解药物不良反应判断的思路十分必要。而为了高屋建瓴,从战略角度全面地了解药品不良反应监测的作用与地位,探讨药物警戒中的信号问题就十分必需。 1 药物不良反应报告归因判断 1.1 因果性质的标准——ADR判断时的考虑因素 ①与现有资料要有一致性(或生物学合理性) 即从已有的文献资料中其他类型信息的观点看因果联系的合理性。其他类型信息是指其他人体研究的数据,其他有关问题研究的数据,动物实验的数据以及科学的病理生理学理论。如果某项发现能为已有的资料和理论所解释,一般就会更令人信服。 ②以往的经验,即是否已有该药反应的报道、评述等——联系的一贯性
PCBA透锡不良分析
PCBA透锡不良分析 一、PCBA透锡要求 根据IPC标准,通孔焊点的PCBA透锡要求一般在75%以上就可以了,也就是说焊接的对面板面外观检验透锡标准是不低于孔径高度(板厚)的75%,PCBA透锡在75%-100%都是合适。而镀通孔连接到散热层或起散热作用的导热层,PCBA透锡则要求50%以上。 二、影响PCBA透锡的因素 PCBA透锡不良主要受材料、波峰焊工艺、助焊剂、手工焊接等因素的影响。 关于影响PCBA透锡的因素的具体分析: 1、材料 高温融化的锡具有很强的渗透性,但并不是所有的被焊接金属(PCB板、元器件)都能渗透进去,比如铝金属,其表面一般都会自动形成致密的保护层,而且内部的分子结构的不同也使得其他分子很难渗透进入。其二,如果被焊金属表面有氧化层,也会阻止分子的渗透,我们一般用助焊剂处理,或纱布刷干净。
2、波峰焊工艺 PCBA透锡不良自然直接与波峰焊接的工艺有着直接的关系,重新优化透锡不好的焊接参数,如波高、温度、焊接时间或移动速度等。首先,轨道角度适当的降一点,并增加波峰的高度,提高液态锡与焊端的接触量;然后,增加波峰焊接的温度,一般来说,温度越高锡的渗透性越强,但这要考虑元器件的可承受温度;最后,可以降低传送带的速度,增加预热、焊接时间,使助焊剂能充分去除氧化物,浸润焊端,提高吃锡量。 3、助焊剂 助焊剂也是影响PCBA透锡不良的重要因素,助焊剂主要起到去除PCB和元器件的表面氧化物以及焊接过程防止再氧 化的作用,助焊剂选型不好、涂敷不均匀、量过少都将导致透锡不良。可选用知名品牌的助焊剂,活化性和浸润效果会更高,可有效的清除难以清除的氧化物;检查助焊剂喷头,损坏的喷头需及时更换,确保PCB板表面涂敷适量的助焊剂,发挥助焊剂的助焊效果。 4、手工焊接 在实际插件焊接质量检验中,有相当一部分焊件仅表面焊锡形成锥形后,而过孔内没有锡透入,功能测试中确认这部分有许多是虚焊,这种情况多出在手工插件焊接中,原因是烙
最新药品不良反应调查报告模板
最新药品不良反应调查报告模板 有资料显示,在全球每年患者死亡病例中,约1/3是由药品不良反应所致;在我国每年5000多万住院病人中,有250多万人与药物不良反应有关,其中大量相同或相近的反应重复发生,可见用药过程中药物不良反应的发生是相当频繁的。今年,鱼腥草、亮菌甲素、克林霉素注射液等不良反应事件的相继发生,特别是“齐二药”、“欣弗”事件,是当初作为药品不良反应案件及时报告才避免了事态的进一步恶化,使众多患者逃过一劫。因此,强化安全合理用药意识,健全药品不良反应报告制度,规范药品不良反应监测管理,确保人民群众用药安全有效的工作刻不容缓。 一、基本情况 我市是从XX年开始启动药品不良反应监测工作的,在建立的33家adr监测单位中有18家乡镇级以上医疗机构、6家药品生产企业、9家药品经营企业,这些adr监测机构都配备的专职或兼职人员从事药品不良反应上报工作,同时建立了药品不良反应监测管理机构。各监测单位在明确职责和加强组织建设的同时,逐步确定并完善了药品不良反应的报告程序,建立健全了adr报告制度,初步形成了我市药品不良反应报告与监测工作的组织构架,为adr监测工作的开展奠定了坚实的基础。特别是充分发挥了医疗机构在药品不良反应监测工作中的突出作用,保证了全市药品不良反应监
测网络的良性运行,使我市的药品不良反应报告在完成计划指标的同时,数量逐年提高。其中:XX年上报药品不良反应10例,XX年36例,XX年87例,XX年204例。 二、存在的问题 1、医疗机构报告adr数量和质量有待于提高。目前,我市大多患者处方用药是经医师处方得到的,adr报告也都来源于医疗机构。由此可见,医疗机构不仅是诊断、治疗疾病的主要场所,同时也是adr产生和防治的主要场所,还是adr监测与报告的主要场所。医疗机构报告的adr病例显然与实际上发生的adr数量相差很远。一方面医疗机构考虑自身利益,担心报告adr带来负面影响,让患者误会是医院的治疗水平有问题。另一方面医生把adr混同于医疗事故,以为adr就是医疗事故或者用药失误,害怕卷入医疗诉讼而在报告时顾虑重重,怕惹火上身,或者错误地认为出现了adr 就表示医师的医疗水平差,因此,发生了adr也不愿报告。我市只有**市第一人民医院1家医疗机构通过电子报表报告adr,其它医疗机构不是没有微机,就是没有连接网络,目前各医疗机构的不良反应报告都是由各县局、分局、**区由市局安监科负责将医疗机构纸报adr用电子报表上报。在医疗机构adr纸报表中,不使用规范性语言,填写不全、字迹不清等问题,给电子报表和adr关联性评价带来难度。 2、认识不到位。许多医疗机构、药品生产、经营企业
上锡不良类型及原因分析
上锡不良类型及原因分析 一、焊后PCB板面残留多板子脏: 1.FLUX固含量高,不挥发物太多。 2.焊接前未预热或预热温度过低(浸焊时,时间太短)。 3.走板速度太快(FLUX 未能充分挥发)。 4.锡炉温度不够。 5.锡炉中杂质太多或锡的度数低。 6.加了防氧化剂或防氧化油造成的。 7.助焊剂涂布太多。 8.PCB上扦座或开放性元件太多,没有上预热。 9.元件脚和板孔不成比例(孔太大)使助焊剂上升。 10.PCB本身有预涂松香。 11.在搪锡工艺中,FLUX润湿性过强。 12.PCB工艺问题,过孔太少,造成FLUX挥发不畅。 13.手浸时PCB入锡液角度不对。 14.FLUX使用过程中,较长时间未添加稀释剂。二、着火: 1.助焊剂闪点太低未加阻燃剂。 2.没有风刀,造成助焊剂涂布量过多,预热时滴到加热管上。 3.风刀的角度不对(使助焊剂在PCB上涂布不均匀)。 4.PCB上胶条太多,把胶条引燃了。 5.PCB 上助焊剂太多,往下滴到加热管上。 6.走板速度太快(FLUX未完全挥发,FLUX滴下)或太慢(造成板面热温度太高)。 7.预热温度太高。 8.工艺问题(PCB板材不好,发热管与PCB距离太近)。三、腐蚀(元器件发绿,焊点发黑) 1. 铜与FLUX起化学反应,形成绿色的铜的化合物。 2. 铅锡与FLUX起化学反应,形成黑色的铅锡的化合物。 3. 预热不充分(预热温度低,走板速度快)造成FLUX残留多,有害物残留太多)。 4.残留物发生吸水现象,(水溶物电导率未达标) 5.用了需要清洗的FLUX,焊完后未清洗或未及时清洗。 6.FLUX活性太强。 7.电子元器件与FLUX中活性物质反应。四、连电,漏电(绝缘性不好) 1. FLUX在板上成离子残留;或FLUX残留吸水,吸水导电。 2. PCB设计不合理,布线太近等。 3. PCB阻焊膜质量不好,容易导电。五、漏焊,虚焊,连焊 1. FLUX活性不够。 2. FLUX的润湿性不够。 wk_ad_begin({pid : 21});wk_ad_after(21, function(){$('.ad-hidden').hide();},
药品不良反应分析报告表格
药品不良反应分析报告 表格 文件编码(GHTU-UITID-GGBKT-POIU-WUUI-8968)
药品不良反应/事件报告表 报告类型:新的□严重□一般□首次报告□跟踪报告□报告来源:医疗机构□药品经
除非得到允许,报告表中的个人信息将予以保密。
严重药品不良反应/事件是指因使用药品引起以下损害情形之一的反应/事件: 1)导致死亡; 2)危及生命; 3)致癌、致畸、致出生缺陷; 4)导致显着的或永久的人体伤残或器官功能的损伤; 5)导致住院或住院时间延长 6)其他有意义的重要医学事件。如,尽管事件不会立即危及生命或导致死亡和/或需住院,但为了预防出现任一上述所列情况可能需要进行治疗,通常也被认为是严重的。 关联性评价说明: 肯定:用药及反应发生时间顺序合理;停药以后反应停止,或迅速减轻或好转;再次使用,反应再现,并可能加重(即激发试验阳性),同时有文献资料佐证,并已排除原患疾病等其他混杂因素影响。 很可能:无重复用药史,余同“肯定”,或虽然有合并用药,但基本可排除合并用药导致反应发生的可能性。 可能:用药与反应发生时间关系密切,同时有文献资料佐证;但引发ADR/ADE的药品不止一种,或原患疾病病情进展因素不能排除。 可能无关:ADR/ADE与用药时间相关性不密切,反应表现与已知该药的ADR/ADE不吻合,原患疾病发展同样可能有类似的临床表现。 待评价:报表内容填写不齐全,等待补充后再评价,或因果关系难以定论,缺乏文献佐证。 无法评价:报表缺项太多,因果关系难以定论,资料又无法补充。 其他说明 合并用药:指发生此药品不良反应/事件时患者除怀疑药品外得其他用药情况,其中也包括患者自行购买的药品或中草药等。 报告的处理 所有的报告将会录入数据库,专业人员会分析药品和不良反应之间的关系。我们会考虑风险是否普遍或严重,然后决定我们是否需要采取行动,例如在药品说明书中加入警示信息,更新药
选择性波峰焊技术选型
摘要 选择性波峰焊技术不是一项新工艺,它已经在汽车和 医疗产品行业通孔元件的应用上有30年的历史了。如 今,越来越多的制造业正努力使SMD技术微型化以便 降低PCB板的复杂性及平衡电路板元件密度,从而保 证良好的组装工艺。说到这里,有人要问,为什么选 择性波峰焊技术一直沿用至今?难道是因为元件可靠 性,独特性和复杂性才不得不用此技术么?先记住这 个疑问,下一个问题就讨论哪种平台最适合此产品。 本文介绍选择性波峰焊技术的评估过程。本文将低成 本平台和高成本平台分别归为平台A和平台B。通过对 比分析和模拟,本文目的是放大两种平台的本质差异。 两种平台建立的原理相同,但不同的性能会对生产率 有所影响。了解选择性波峰焊技术非常重要,能够在 生产过程中,避免质量成本的花费及产量缺陷。 研究表明,在焊接工艺中,零件和其功能会影响焊接 的可焊性。本文将对助焊剂喷涂,预热,锡槽和喷嘴 材料间分析进行实际模拟操作,做出评估。另外,每 种平台的投资成本也将考虑在内。 本文旨在为选择焊接平台提供信息,同时也可为有相 同工艺和应用需求的制造商提供参考。 关键词:选择性焊接,混合技术,平台,制造,指南简介 选择性波峰焊技术不是一项新工艺,自1980年以来, 在有限规模的生产中,已经使用此技术进行通孔元件 的应用。 客户总是要求在不损害产品质量的情况下降低产品价 格,因此,对制造商来说,为特定的产品选择合适的 平台是一个不小的挑战。根据我们的经验,需要考虑 三个主要的因素:产量,周期时间和质量。 最好是有一个良好的周期时间,但是许多因素会影响 这个周期时间,比如传送带设计,参数设置和焊接焊 点的数量。 最后也相当重要的是质量方面的影响。有几个方面影 响着产品质量,如材料,设计,工艺参数,处理方式 和设备本身引起的错误。 实验材料 I. 助焊剂,Alpha Metal SLS65 II. 焊锡条,通过无铅认证的SAC 305 III.PCB板,280×200mm×1.6mm+/-0.2mm包括焊 料标签,4层铜,2层墨 IV. PCB夹具(金属) 焊接概念 本文将工艺平台概念分为如下几类:
2016年药品不良反应分析报告
2016年药品不良反应分析报告 一、药品不良反应类型统计: 2016年我院共上报药品不良反应/事件报告179例,其中严重报告3例,占1.68%;新的严重报告2例,占1.12%;一般报告120例,占67.04%;新的一般报告54例,占30.16%。 二、按药品种类统计 化学药品不良反应上报166例,占92.7%;中成药品不良反应上报13例,占7.3%。详见见表1: 表1 按药品种类上报情况表
三、按药理作用统计 抗感染药品不良反应上报112例,占62.57%;非抗感染药品不良反应上报67例,占37.43%。见表2: 表2 按药理作用上报情况表 四、抗感染药品不良反应报告: 硝基咪唑类上报6例,占5.36%;头孢菌素类上报36例,占32.14%;青霉素类上报1例,占0.89%;其他B-内酰胺类上报5例,占4.46%;喹诺酮类上报54例,占48.12%;大环内酯类上报3例,占2.68%;其他抗生素上报6例,占5.36%;抗病毒药品上报1例,占0.89%。见表3: 表3 抗感染药品ADR上报情况表
五、报告科室分布 药品不良反应报告来自全院18科室,其中住院患者162例,门急诊患者17例。详见表4: 表4 ADR科室上报情况表
六、药品不良反应报告性别和年龄分布 在报告的179例ADR中,男性75例,女性104例。年龄分布区间为1-90岁,具体情况见表5: 表5 患者年龄分布情况 七、用药途径情况分析: 用药途径包括静脉给药及口服、皮下注射等。最常见仍为静脉滴注,占%。详见表6 表6 给药途径情况表
八、药物不良反应涉及的系统、器官及表现情况分析 上报的ADR涉及的系统损害多为皮肤及其附件损害,常见症状为皮疹、瘙痒等,具体内容见表7: 表7 药物不良反应所涉及的系统、器官及临床表现情况
SMT上锡不良的解决办法
SMT上锡不良的解决办法 波峰面:波的表面均被一层氧化皮覆盖﹐它在沿焊料波的整个长度方向上几乎都保持静态﹐在波峰焊接过程中﹐PCB接触到锡波的前沿表面﹐氧化皮破裂﹐PCB前面的锡波无皲褶地被推向前进﹐这说明整个氧化皮与PCB以同样的速度移动波峰焊机。 焊点成型:当PCB进入波峰面前端(A)时﹐基板与引脚被加热﹐并在未离开波峰面(B)之前﹐整个PCB浸在焊料中﹐即被焊料所桥联﹐但在离开波峰尾端的瞬间﹐少量的焊料由于润湿力的作用﹐粘附在焊盘上﹐并由于表面张力的原因﹐会出现以引线为中心收缩至最小状态﹐此时焊料与焊盘之间的润湿力大于两焊盘之间的焊料的内聚力。因此会形成饱满﹐圆整的焊点﹐离开波峰尾部的多余焊料﹐由于重力的原因﹐回落到锡锅中。 防止桥联的发生 1、使用可焊性好的元器件/PCB 2、提高助焊剞的活性 3、提高PCB的预热温度﹐增加焊盘的湿润性能 4、提高焊料的温度 5、去除有害杂质﹐减低焊料的内聚力﹐以利于两焊点之间的焊料分开。 波峰焊机中常见的预热方法 1、空气对流加热 2、红外加热器加热 3、热空气和辐射相结合的方法加热 波峰焊工艺曲线解析 1、润湿时间:指焊点与焊料相接触后润湿开始的时间 2、停留时间:PCB上某一个焊点从接触波峰面到离开波峰面的时间,停留/焊接时间的计算方式是﹕停留/焊接时间=波峰宽/速度 3、预热温度:预热温度是指PCB与波峰面接触前达到的温度(见右表) 4、焊接温度 焊接温度是非常重要的焊接参数﹐通常高于焊料熔点(183°C )50°C ~60°C大多数情况是指焊锡炉的温度实际运行时﹐所焊接的PCB 焊点温度要低于炉温﹐这是因为PCB吸热的结果 SMA类型元器件预热温度 单面板组件通孔器件与溷装90~100 双面板组件通孔器件100~110 双面板组件溷装100~110 多层板通孔器件15~125 多层板溷装115~125 波峰焊工艺参数调节 1、波峰高度:波峰高度是指波峰焊接中的PCB吃锡高度。其数值通常控制在PCB板厚度的1/2~2/3,过大会导致熔融的焊料流到PCB 的表面﹐形成“桥连” 2、传送倾角:波峰焊机在安装时除了使机器水平外﹐还应调节传送装置的倾角﹐通过倾角的调节﹐可以调控PCB与波峰面的焊接时间﹐适当的倾角﹐会有助于焊料液与PCB更快的剥离﹐使之返回锡锅内 3、热风刀:所谓热风刀﹐是SMA刚离开焊接波峰后﹐在SMA的下方放置一个窄长的带开口的“腔体”﹐窄长的腔体能吹出热气流﹐
药品不良反应培训总结
《药品不良反应培训和专业知识》总结 药品定义: 1----是用于预防、诊断、治疗疾病的特殊商品,是人们防病治病、调节生理功能、提高健康水平的重要武器,它与人们的生活水平、生命质量以及社会发展密切相关。 2药品是一把双刃剑! 药品不良反应 1我国在《药品不良反应报告及监测管理办法》中将药品不良反应(ADR)定义为: 2合格药品在正常用法用量下出现的与用药目的无关的或意外的有害反应。 3消除了报告人的顾虑,排除了ADR引起的责任性或刑事性事件。便于ADR监测工作的开展。 药品不良反应监测的背景 1对药品不良反应的认识是随着对药品的广泛使用,深入研究而不断逐步加强的。2历史上国内外发生的药害事件的分析。 3列举了国外十件比较大的、有影响的由于药品的使用的事件。 4我国近几年的药品不良事件。 (1)含汞化学药物的危害: 含汞化学药物的危害:国外应用汞和汞化合物作为药物已有1000多年的历史。在阿拉伯国家许多人用含汞的软膏治疗慢性皮肤病、麻风、斑疹伤寒等。哥伦布远航归来后欧洲流行梅毒,水银又成为了治疗梅毒的唯一有效药物。在英联邦,不仅婴儿用的牙粉、尿布漂洗粉中含有汞和汞化合物,而且也广泛应用甘汞(氯化亚汞)作为幼儿的轻泻药和驱虫剂。1890年以后有许多人特别是儿童患肢端疼痛病,约20个病人中有1个人死亡。后来经过长期调查才证实汞和汞化合物是引起这些病人患肢端
疼痛病的原因。在1939-1948年间,仅英格兰和威尔士地区就有585名儿童死亡。 (2)非那西丁引起严重的肾脏损害: 在国外,非那西丁曾是一种广泛使用的解热镇痛药。1953年以后欧洲许多国家,特别是瑞士、当时的西德和捷克、纳维亚国家忽然发现肾脏病人大量增加。经过亢进证实这种增加主要是由于服用非那西丁所致。这种病例欧洲报告了2000例,美国报告了100例,加拿大报告了45例,有几百人死于慢性肾功能衰竭。自从有关国家政府采取紧急措施,限制含非那西丁的药物出售以后,这类肾脏病人的数目就明显下降。但是也有证据表明,有的病人即使停用非那西丁长达8年以后,还可因肾功能衰竭而死亡。 (3)二硝基酚、三苯乙醇引起白内障: 上世纪30年代,欧洲一些国家、美国、巴西等国许多人用二硝基酚作为一种口服药。到1935年春季,这些国家发现白内障病人大量增加,调查证明这种增加是由于广泛应用二硝基酚所致。这些国家服用此药的人数超过100万人,白内障的发生率约为1%。有些人是停药1年以后才发生白内障的。三苯乙醇是美国默利尔公司的一种降胆固醇药物,50年代后期上市后不久,就发现它能引起脱发、皮肤干燥、男性乳房增大、阳萎,有的有视力下降、白内障。在美国有几十万人曾服用此药,引起白内障的约有1000人 . 上世纪30年代,欧洲一些国家、美国、巴西等国许多人用二硝基酚作为一种口服药。到1935年春季,这些国家发现白内障病人大量增加,调查证明这种增加是由于广泛应用二硝基酚所致。这些国家服用此药的人数超过100万人,白内障的发生率约为1%。有些人是停药1年以后才发生白内障的。三苯乙醇是美国默利尔公司的一种降胆固醇药物,50年代后期上市后不久,就发现它能引起脱发、皮肤干燥、男性乳房增大、阳萎,有的有视力下降、白内障。在美国有几十万人曾服用此药,引起白内