MARK操作说明
Chapter 2: Icons and Tool Bars17
第一章图标和工具栏
工具
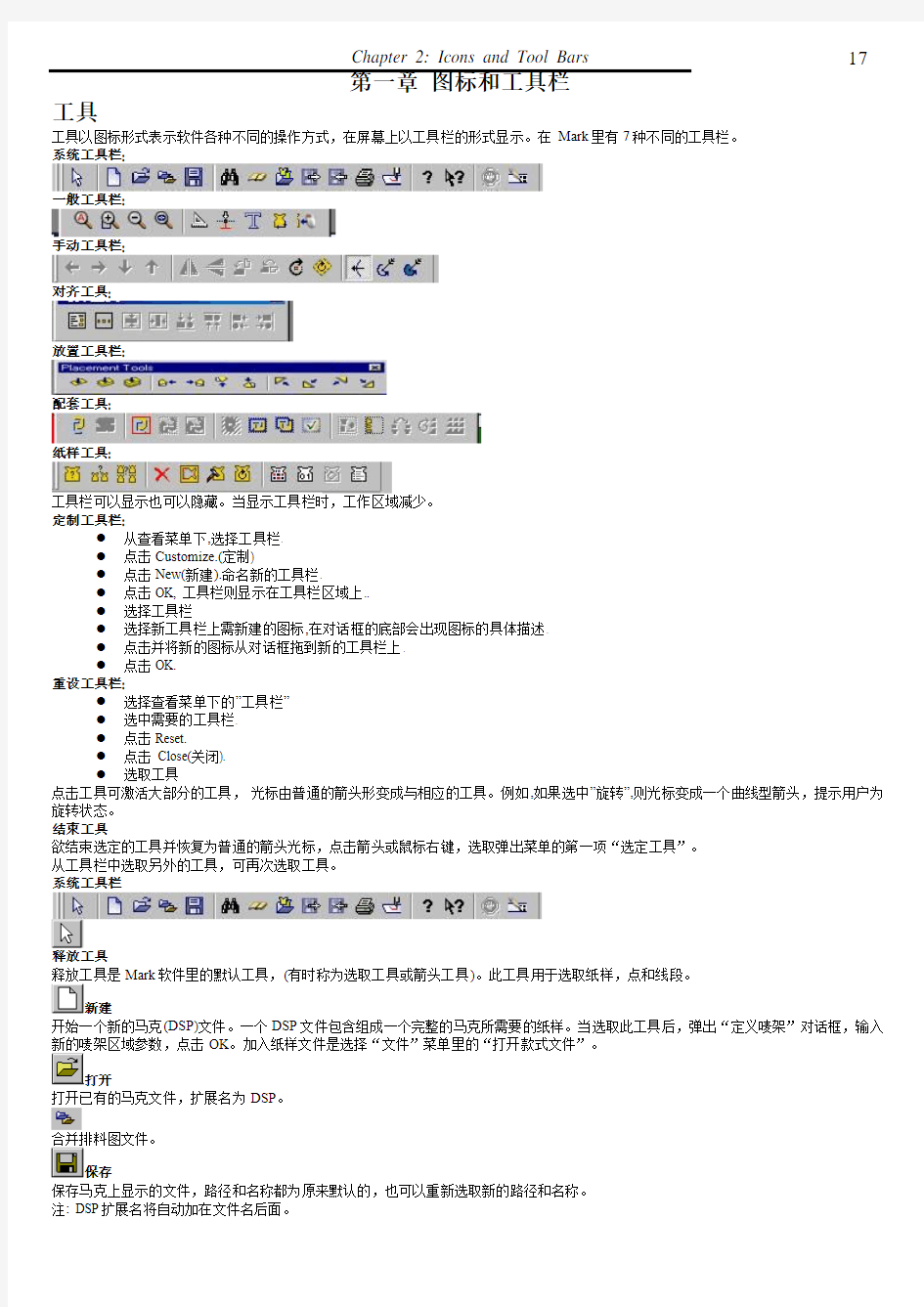
工具以图标形式表示软件各种不同的操作方式,在屏幕上以工具栏的形式显示。在Mark里有7种不同的工具栏。
系统工具栏:
一般工具栏:
手动工具栏:
对齐工具:
放置工具栏:
配套工具:
纸样工具:
工具栏可以显示也可以隐藏。当显示工具栏时,工作区域减少。
定制工具栏:
●从查看菜单下,选择工具栏.
●点击Customize.(定制)
●点击New(新建).命名新的工具栏.
●点击OK, 工具栏则显示在工具栏区域上..
●选择工具栏
●选择新工具栏上需新建的图标,在对话框的底部会出现图标的具体描述.
●点击并将新的图标从对话框拖到新的工具栏上.
●点击OK.
重设工具栏:
●选择查看菜单下的”工具栏”
●选中需要的工具栏.
●点击Reset.
●点击 Close(关闭).
●选取工具
点击工具可激活大部分的工具,光标由普通的箭头形变成与相应的工具。例如,如果选中”旋转”,则光标变成一个曲线型箭头,提示用户为旋转状态。
结束工具
欲结束选定的工具并恢复为普通的箭头光标,点击箭头或鼠标右键,选取弹出菜单的第一项“选定工具”。
从工具栏中选取另外的工具,可再次选取工具。
系统工具栏
释放工具
释放工具是Mark软件里的默认工具,(有时称为选取工具或箭头工具)。此工具用于选取纸样,点和线段。
新建
开始一个新的马克(DSP)文件。一个DSP文件包含组成一个完整的马克所需要的纸样。当选取此工具后,弹出“定义唛架”对话框,输入新的唛架区域参数,点击OK。加入纸样文件是选择“文件”菜单里的“打开款式文件”。
打开
打开已有的马克文件,扩展名为DSP。
合并排料图文件。
保存
保存马克上显示的文件,路径和名称都为原来默认的,也可以重新选取新的路径和名称。
Mark Manual
18
寻找及更新文件。
打开设计文件,即打开所需排料的文件。
输入CAD/CAM文件
输出CAD/CAM文件。
打印
激活打印对话框。
绘图
使用绘图工具激活绘图对话框。
关于
选择此工具可以获取软件版本的一些信息。
帮助工具
使用帮会工具可获取任何软件的帮助信息。
停止自动套排
当开始自动套排后,会显示一个时钟表明正在进行自动套排。要停止自动套排,点击此图标。此时,套排程序停止,剩下的纸样不显示在唛架上。
只有当当前纸样排好后,自动套排程序才会停止。如果当前纸样很复杂,或纸样很多,则要停止排料会花点时间。自动排料程序停止后,操作者可以改变纸样的性质,移动或放置新的纸样。继续自动排料后,新的纸样特性会开始生效。
从“套排”菜单中选择“继续”可重新开始排料。
重画唛架
刷新唛架区域。
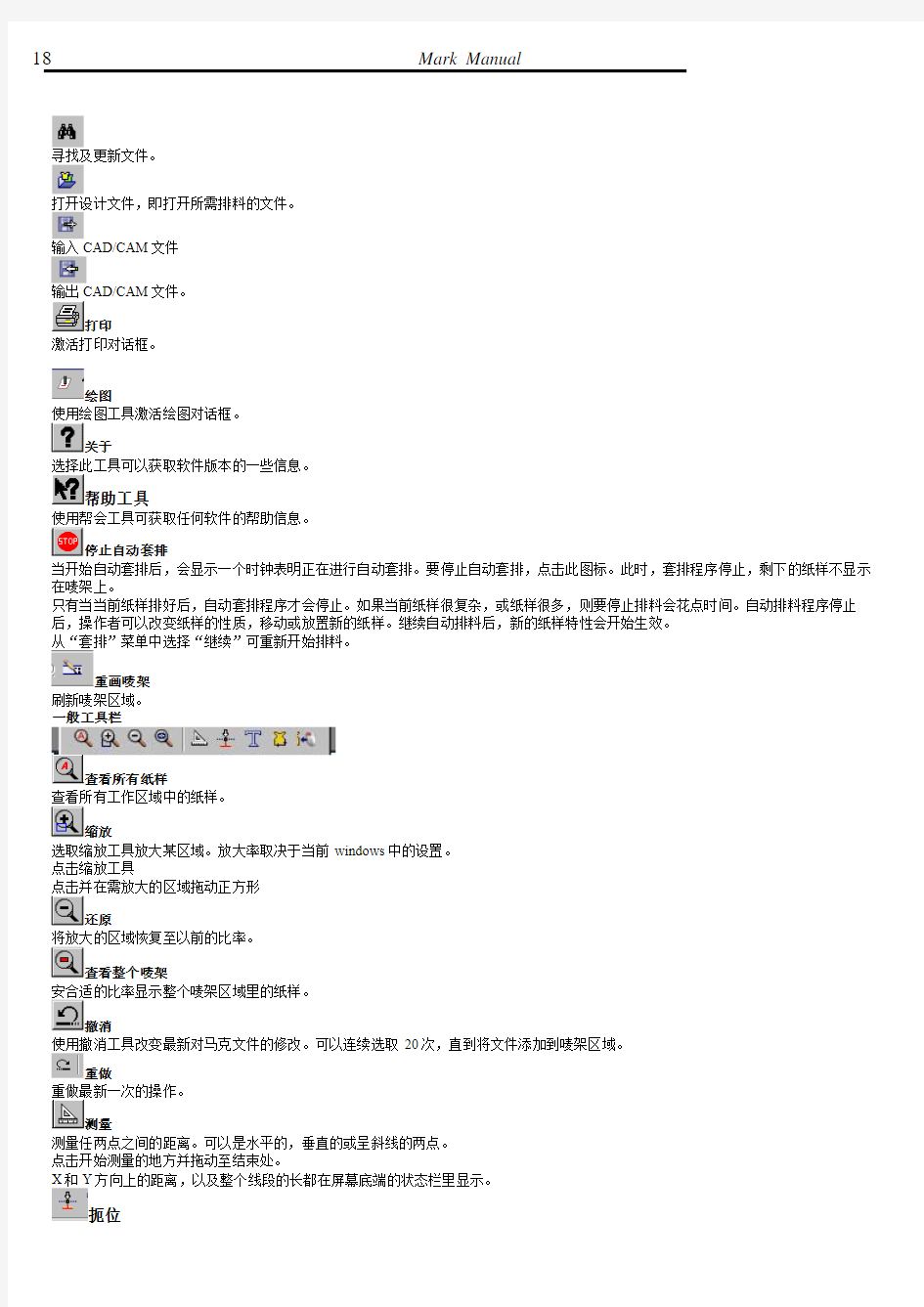
一般工具栏
查看所有纸样
查看所有工作区域中的纸样。
缩放
选取缩放工具放大某区域。放大率取决于当前windows中的设置。
点击缩放工具
点击并在需放大的区域拖动正方形
还原
将放大的区域恢复至以前的比率。
查看整个唛架
安合适的比率显示整个唛架区域里的纸样。
撤消
使用撤消工具改变最新对马克文件的修改。可以连续选取20次,直到将文件添加到唛架区域。
重做
重做最新一次的操作。
测量
测量任两点之间的距离。可以是水平的,垂直的或呈斜线的两点。
点击开始测量的地方并拖动至结束处。
X和Y方向上的距离,以及整个线段的长都在屏幕底端的状态栏里显示。
Chapter 2: Icons and Tool Bars19用于添加,删除,编辑钮位或扼位。
添加扼位:
●点击扼位工具
●点击纸样上需要添加扼位处,弹出“编辑扼位”对话框。
●选择扼位属性
●点击OK.
删除扼位
●单击扼位工具
●点击欲删除的扼位,弹出“编辑扼位”对话框
●点击删除
编辑扼位
●单击扼位工具
●点击欲编辑的扼位,弹出“编辑扼位”对话框。
●选择需要的扼位属性
●点击OK
编辑扼位对话框
(图2-1)
扼位类型
总共有6种扼位类型。 T型和 I型扼位可以切割。
模式
当使用切割机时,操作者可以确定对于扼位的操作,如,描画,剪切等。
由输出设备所决定,各个属性有所不同。有的机器可以用不同的工具生成一个扼位:笔,刀或钻孔工具。不同的机器上,刀有所不同。每种机器都有其自身的优势和局限。
相关角
可在此设定扼位的角度。
深度
设定扼位的深度
宽度
改变扼位的宽度,通常是深度的两倍。
条纹调整方法
此命令用于使条格面料和扼位匹配。更多信息,参考“菜单”栏说明。
停止操作
如果系统和切割机连接,此选项可在其开始切割扼位前要求确认。
文本
文本工具可改变纸样描述信息的位置,尺寸和角度。纸样描述信息由“选项”菜单决定。也可以用文本工具在纸样上添加或编辑内部文本。
编辑文本信息
●点击文本工具
●点击文本编辑的纸样,弹出文本工具对话框。
内部文本对话框:
Mark Manual
20
(图2-2)
文本编辑
文本参数:
字符大小和选定文本的基本角可以在此改变。
默认的文本文字和纸样描述文字字体分别是1 cm和 1 mm。在“纸样”菜单下的整体信息里可以改变纸样描述文字。
应用到所有尺码:
选择此项,文本可以添加到所有尺码。反之,则只能添加到选定尺码。
显示切割/绘图顺序
在唛架空白区域双击鼠标右键可以激活或不激活此选项。.
(图2-3)
调整左边
此选项可将纸样放置在左边空白区域而不用手工拖动。此选项用在诸如旋转,镜像等命令前。点击此工具,再点击纸样,按住鼠标左键,使向左滑动。
手动工具栏
左移(Alt+4)
将选定纸样左移直至另一纸样轮廓。
注:选定纸样每次可移动10个象素。
右移(Alt+6)
将选定纸样右移直至另一纸样轮廓。
下移 (Alt+2)
将选定纸样下移直至另一纸样轮廓。
上移 (Alt+8)
将选定纸样上移直至另一纸样轮廓。
沿Y轴翻转
使纸样在唛架上沿Y轴翻转,如果在纸样信息里设定的是一个方向,则不能沿Y轴翻转。
沿X轴翻转
使纸样在唛架上沿X轴翻转
90度翻转
Chapter 2: Icons and Tool Bars21 180度翻转
选定纸样每次逆时针旋转180度。
绕中心旋转
选定纸样绕纸样中心旋转。如果选取了“选项”菜单里的“旋转后围绕”,纸样会与最近的90度角对齐。
●点击“绕中心旋转图标”
●鼠标单击欲旋转的纸样的中心,或其他中心。纸样即绕此点旋转。
旋转纸样
绕鼠标点击处的点旋转纸样。
●点击“旋转纸样”工具
●点击纸样上欲旋转的中点,纸样绕选定点旋转。
调整
将纸样放置在唛架上空白区域。
调整至临近纸样或唛架边缘:
●点击“调整”工具。(“调整”工具会一直处于激活状态,直至选取“调整旋转”或“插入到洞口”工具。)
贴士: To select multiple pieces, click and drag a box around the desired pieces, or click on the first piece and press and hold the Shift key to add additional pieces to the group.
●拖动鼠标至需要放置纸样处。
●纸样即移动到相应位置。
调整旋转
此工具与“调整”工具类似,都是使唛架排列更紧密。如果选中“选项”菜单里的“限制旋转”工具,则需要在纸样信息对话框中设定旋转限制。纸样的尺寸,位置和纸样数目都会影响纸样排列的时间。
点击“调整旋转”工具
在欲调整的纸样上点击并拖动鼠标
将鼠标拖动至需要放置纸样处。
(图2-4)
如图:袖片将从A点移动到B点。
插入到洞口
此命令与“调整旋转”工具类似,跳过其他纸样并旋转选定纸样使唛架排列更紧密。
点击“插入到洞口”工具
在欲移动的纸样上点击并拖动鼠标至放置纸样处。
如图:袖片将从A点移动到B点。
Mark Manual
22
第二章文件
文件菜单内包含了许多命令,可以打开,保存,输入,输出文件等。大部分的文件输出,输入工作可以在这里完成。
新建(Ctrl+N)
此命令重设屏幕,清空当前纸样,创建新的马克文件。
打开 (Ctrl + O)
打开保存过的马克问文件( DSP文件)。马克文件通常都是款式文件(DSN) , 来自PDS或放码程序。某些其他CAD/CAM 系统的文件也可以打开。
合并几个唛架
使两个马克文件排列在唛架上,每个唛架的侧边相临(这是默认的模式)。要选择合并唛架,选择“选项”菜单下的“参数”下的“垂直联合唛架。
注:如果两个马克文件的宽度和层数不一致,则软件按下述方式操作:
Mark将选取两者中最宽的。
Mark将选取当前文件层数 (而非当前加载马克文件层数)。
合并款式文件:
选择“合并款式文件”
打开一个款式文件
点击OK,选择的文件即添加到打开的款式文件后。
历史
历史命令让操作者保存一些马克文件信息,它可以按时间记录操作者对文件的改动。有两个选项,一个是使操作者在文件上添加文本描述,另一个是让操作者建立文件列表,以便日后可以查询设计中的某些步骤。
选择“历史”,并点击“在关闭时自动保存历史”。
点击“关闭”退出此对话框。
这样每次保存时,会弹出“保存历史”对话框。可以在此对话框里输入文字。
保存历史:
保存文件时弹出“保存历史”对话框。
自动显示日期和操作者名
输入文字
点击OK
任何时候都可以点击“历史”,查看记录。
打开款式文件
“打开款式文件”可用于创建一个新的排料文件(马克文件),也可以添加或合并几个款式文件。
选取“文件”菜单下的“打开款式文件”。
选取需要显示的纸样轮廓
点击“浏览”,打开款式文件
Chapter 2: Icons and Tool Bars23 注:只有当Windows 剪贴板上有款式文件时,“粘贴”命令才可用。
在“缝料”里输入面料类型
如必要,输入每个尺码的套数
点击“纸样信息”按钮,显示纸样参数
如果排料完成后,对衣片有新的修改,不需要重新打开文件进行排料,操作如下:
首先要在制版系统中修改衣片并保存,然后打开排料系统点击“浏览”,打开款式文件
弹出唛架顺序对话框
Mark Manual 24
选中新的文件,点击”更新设计文件”菜单就完成了.如图所示:
这是原先排好的排料图
这是修改好衣片的排料图:
这样修改的前片就被替换了,而排料的位置没有改变。
Chapter 2: Icons and Tool Bars25纸样信息栏:
面料
输入选定款式文件的面料类型。只有纸样本来就定义有面料类型,才可显示在马克中的纸样信息栏。如果面料类型中不输入任何值,则弹出对话框“顺序缝料类型缺损”,选择确定,则默认为0,所有面料都可以加在款式文件上。
纸样名
纸样信息中的所有信息都与PDS里的纸样信息一致。点击欲编辑的纸样名,下面的预览框则显示选中纸样。若在排料时改变某纸样属性,则只有排料文件发生改变。要保证纸样属性的一致,建议在PDS里改变纸样。
号码
用于定义一系列序列号,也可能是一个号码,让操作者了解纸样的类型。
描述
描述里包括纸样名,或纸样说明。
量
排料时每个款式文件的套数,在排料时,这里的数量会逐渐减少直到纸样排满工作区域。如果数量为零,则套排程序不能读取文件。
从Excel中输入
从Excel中输入相关纸样数据。
报告到Excel
将此对话框里的信息输入到Excel。
点击OK,打开此对话框中显示的款式文件。
寻找和更新
查找马克文件或纸样。如果找到文件,打开并根据款式文件进行更新。
查找
设置所有的查找参数后,点击“现在查找”。找到符合的文件将在底部对话框显示。只可找到–排料文件或纸样文件。
例如,如果查找文件名为“BA”的纸样文件,所有名字中含有BA的文件都会被查找出来。
查找&更新:
查找选项:
放码文件:
输入放码文件名,如:*.DSP
查看
确定欲查找的文件夹
仅仅显示文件名
如果选此项,则只查找DSP文件。
查看文件夹
查看子文件夹。
过滤器:
为缝合的纸样:
即纸样名称,输入查找的纸样名称范围。
纸样代码:
使用此选项作为纸样代码过滤器。
纸样说明:
输入欲查找纸样的说明。
面料:
查找纸样的面料类型。
款式名:
Mark Manual
26
如果选取此选项,则只查找纸样名的大小写完全匹配的。否这,将查找大小写都匹配的。
仅仅整体字匹配:
只查找与纸样名称,款式名,文件名完全相同的文件,没有一个多余的字符。
选项:
现在查找:
激活查找程序。
打开文件:
打开选定文件
自动更新唛架
自动更新纸样资料,可以更新一个或更多的选定文件。选择“确认保存”保存更新后的资料。
自动保存时,可选择“停止”命令自动停止操作。
为缝合的纸样更新参数
点击剪切、车缝、内部轮廓、外部轮廓、内部和外部轮廓以确认工作的缝份。通常只需选择剪切。
全选
选择当前文件列表里的所有文件。
停止
停止搜索操作。
最大化
扩大查找&更新对话框至最大尺寸
取消
结束查找程序。
选择:
选择并标注已选择或当前纸样,复制或取代其他纸样。单击“获得款式文件”可进入当前查找列表里的款式文件。纸样名和纸样都将显示在对话框中。“打开款式文件”可打开任何PDS文件。
更新:
“更新”栏与“选择”栏相联系。在文件里添加纸样,取代旧纸样,或更新文件里已有的纸样,都可以更新当前文件。
增加文件:
在文件列表中选择目标文件
在“选择”栏选择纸样
点击“增加纸样”
选取纸样即被添加到目标文件中
增加纸样
点击“增加纸样”将选定纸样添加到当前马克文件。
替换纸样
用当前马克文件里的纸样取代选定纸样。
删除纸样
删除选定纸样。
报告栏
报告栏可以用ASCII (.txt.)文件形式描述一个或更多的DSP文件。此报告可以输入到Word, Excel, Lotus and Access,可以编
Chapter 2: Icons and Tool Bars27增补文件
当选定增补文件,此报告可以被添加到现有文件的后面,而非创建一个新文件。
文件名
为新建的报告文件命名。
报告到数据库
从当前选定款式文件创建报告,然后保存。
报告到打印机
打印当前马克或款式文件的数据报告
保存 (Ctrl + S)
保存当前马克文件。
保存为
首次保存一个全新的文件
保存当前套排
当一个马克文件排满唛架时,使用“保存当前套排”使保存到文件,文件名与原文件名相似,只是在后面加一个“—”,然后加一个数字。
例如,如果原文件名是Marker.dsp, 保存的文件名应该是 Marker-1.dsp, Marker-2.dsp 等.
有两个选项:
Mark Manual
28
B. 保存当前马克文件,不包括纸样列表中未排完的纸样。
选取“保存当前套排”,弹出对话框。 输入保存的文件名。 点击OK.
输出到 CAD/CAM 文件
将马克文件以其他的文件个数输出。“层表”是确定输出元素到哪一层。 选择“输出到 CAD/CAM 文件“弹出对话框。 键入输出文件名
点击“浏览”。选择输出文件的驱动器和路径 选择输出文件格式
注:Marker 软件能识别不同ASCII 文件的基本属性。
输出到CAD/CAM 文件对话框:
比例系数
确定输出文件的比例系数。默认的比例系数是1:1
层表…
输出层表对话框,确定输出时每个元素所在的层。
报告写入文件
每次保存马克文件或绘图时,添加唛架信息至日志文件。
常见套排文件
NST 是用于“cncKad” 系统的文件格式,选择此项,每次保存DSP 文件时,可以自动创建NST 文件。
仅仅保存套排部分 (0保存)
选择此项,原马克文件将不保存纸样列表栏中剩下的纸样,只有新的马克文件会保留这些纸样。
Chapter 2: Icons and Tool Bars29词典对话框:
款式名
键入输出文件的款式名。
纸样代码
确定输出文件的纸样代码
尺码名称
输出文件的尺码名称。
基样标志
输出文件的基本尺码标志。
缝料代码
输出文件的面料。
数量
输出文件的数量。
最佳质量
显示当前文件最佳质量的描述。
方向
显示输出文件的方向。
存储默认值
保存默认的词典名。
安装:
在输出文件中使用DXF块
选择此项,DXF块将出现在输出文件中。
在扼位上创建点
在所有扼位上添加点。
对扼位创建放码规则
为输出文件里所有的扼位创建放码规则。
弧
确定弧度大小
弧度的编号
Mark Manual
30
输出钮位类型
设置钮位输出到马克文件的类型,如果不特别设定,则钮位按圆形输出。
创建独特的纸样名称
选择此项,则软件会给所有输出纸样特别的名字,操作者也可以为纸样名称设置编号。
输入到 CAD/CAM 文件
当购买本软件时,“输出到CAD/CAM文件”是一个可供选项。本模块可识别并转化某些标准的纸样或马克文件。如果程序可以识别,新文件可直接显示在屏幕上。
注:如果纸样是按顺时针或逆时针旋转,则AutoCAD 文件也可以导入到本软件。
输入选项:
选择“输入到CAD/CAM文件”,弹出对话框。
选择输入的文件格式。
点击“浏览”,弹出第二个对话框
选择欲输入的文件
贴士: 要选择多个文件,按住shift键,点击多个文件。
点击OK.
选择其他选项。
点击安装。弹出“输入安装”对话框
选择其他选项,或输入相应值
点击OK
选定文件即被输入,并加上所有选择的值
CAD/CAM文件输入
此栏列出欲输入的文件。点击“浏览”选择欲输入的文件。
工作单元
选取合适的工作单元,毫米、厘米、米、英寸、英尺或码。当文件转换式,Marker会使用选取的工作单元。如果单位不正确,则输入的纸样的尺寸就不正确。
文件格式
选择输入文件的格式。
DXF - AutoDesk/AutoCADTM ASCII 文件格式
AAMA - The American Apparel Manufacturing Association format is
based on the AutoCAD DXF file format. It was confirmed and agreed by all large CAD/CAM manufacturers.
IGES - Initial Graphics Exchange Specification file format of NBSIR.
CADL - CADKEYTM ASCII file format.
Gerber - Gerber Cutter & Cutting Edge file format.
DFT - cncKad ASCII file format.
HP/GL - General output file format that can be sent to most HPGL-compatible plotters. Approved by the
American National Standard of the Electronic Industrial Association.
MICROJET- File format used with the Microdynamics plotters.
不建立尺码
当选择此项时,同一纸样的所有尺码将独立显示在纸样栏上。当不选择时,同一纸样的所有尺码在纸样栏上都显示一个码。输入AAMA文件时,这个一个自动的程序。
注: 输入文件后,需要标注在各尺码纸样上的信息,需要与其在输入对话框中的描述一致。
创建 DSN文件
输入马克文件时,创建DSN文件。
Chapter 2: Icons and Tool Bars31数量
纸样的数量。如果一个输入文件包含几个相同的纸样本软件只读入一个纸样信息,并在纸样信息栏里插入本纸样的数目。如果纸样的图案不同,则软件不能确认同一纸样的数量。
忽略内部
输入文件时,省略一些特殊的内部元件,如牙口,文本,弧线,圆,输入程序的速度。选择此选项,不意味着软件不读取这些元件,只是不将其分类。例如, V型牙口将认为是外部轮廓的一部分。
对话框
输入一个闭合的轮廓对话框。此选项用于当文件输入不正确时,导入更多的信息。当弹出如“Entities Out of Contour” 或“No Closed Contours Found”.对话框时,点击此项。
安装
点击安装,显示“输入安装”对话框。
输入安装对话框:
允许误差
允许误差值是指轮廓上两点间最远的距离。(本软件通常只处理闭合的轮廓曲线)但是,此误差值确保一些不是闭合的曲线也能读出。
突出部分
用于定义弧度的平滑度和弧度。此数值越小,纸样轮廓线和弧线上的点越多。
最小区域:
纸样
如果纸样轮廓小于此对话框中的值,输入命令忽略此纸样并不转化此纸样。
洞
洞是指纸样轮廓同一层上的封闭曲线。此数值确定洞的最小尺寸。洞的最小区域比最小的纸样小。
默认内部尺寸
输入另外的文件格式时,此对话框设定内部元件默认格式。
钮位
此数值为钮位的半径。
扼位深
设定扼位深度。
扼位宽
设定扼位宽度。
文本尺寸
设定文本默认尺寸。如果输入文件时,确定了文本尺寸,本软件保留其值。文本是直接输在纸样上的,纸样描述是在词典对话框中设定的。
V型牙口选项–最大内部角
V型扼位的最大角。
最小圆半径
输入文件的内部圆半径的最小尺寸。
最大扼位
按深度区分扼位时的差度。
最大扼位深
扼位最大深度。
夹角
曲线的最小角
Mark Manual
32
放码点的最大角
输入安装选项:
在代码中忽略 CR. / LF
主要是用于 CNC文件的输入。当选择此项时,忽略裁剪头回位。
忽略界限框
本软件忽略绘图文件的外部轮廓界限。
忽略DXF层
本软件记录下每个元件的层数。如果新的文件曾经被输出,那么这些元件保持其原来的层数。此选项只用于 DXF文件,因为本软件可识别不同层数上的元件和文本,一个内部的圆形在输入后的文件中的形状可能发生很大的变化。如果没有选取“分离DXF 层”,圆可能变成一个简单的内部元件。如果此圆被识别为洞,此圆一定是与外部参数相同的层上。
联合纸样
此新功能可让操作者手工联合纸样,软件可自动将其识别为一个纸样。此命令用在输入DXF文件或另外的CAD系统文件。
在纸样列表栏中选择第一个纸样
按住…Shift?键,选择第二个或其他相关纸样
选择“联合纸样”命令
如果这些纸样匹配,则会显示为一个纸样,即最先选定的纸样。.
自动识别内部元素
将最长的线段转化为布纹线。此选项不适用于AAMA文件格式。核查AAMA文件格式上的 V型扼位选项会检查所有的V型扼位两次。
设置条纹调节点的编号
此命令相当于激活/不激活条格面料的激活。当选取时,所有同一类型的纸样都会调节至与相关条格相匹配。
从内部文字中自动识别纸样说明
4种显示方式供选取:
禁止:不能识别纸样描述
纸样名称:只识别纸样名称
纸样名称和代码:识别纸样名称和代码
纸样名称,代码,和说明:识别纸样名称,代码和内部文本的说明
从内部文字中自动识别尺码名称
本软件从纸样内部文本中自动识别尺寸名称,有两个选项:
是:激活此选项
仅仅数字化:只将数值识别为有效的尺码
最大符号的编码:设定尺码名称
层表对话框:
此对话框只适用于输入AAMA文件时。
格式
输入文件的格式,只有AAMA文件格式支持层表。
Chapter 2: Icons and Tool Bars33转到(放码点)
放置放码点的层。
曲线点
放置曲线点的层。
扼位
放置扼位的层。
基本(放码)线
放置布纹线的层。
内部线条(描画)
放置内部线条的层。如果裁剪内部线条时,内部线条会与外部轮廓显示在相同的层上。否这,否则内部线条就只具有描画属性。内部剪切
放置内部裁剪线的层。
钻孔
放置钻孔的层。
车缝
放置车缝的层。
质量线
放置质量线的层。
存储默认值
保存每个项目的值为默认值。
词典对话框:
词典对话框可添加输入纸样的性质和数据。
款式名
输入程序寻找的款式名。
纸样名
输入程序寻找的纸样名。如果没有输入纸样名,则输入文件中的最长的字符串成为纸样名称。
纸样代码
确定输入程序查找的纸样代码。
注解
输入文件的注解。
尺码名称
确定输入程序查找的纸样的尺码名称。
基本尺码标志
输入程序查找的基本码
缝料代码
查找面料的类型。
数量
确定输入文件的数量。
最佳质量
输入文件的最佳质量。
方向
输入文件的方向。
存储默认
保存每项的默认值。
Mark Manual
34
绘图
关于绘图
绘制或切割显示的纸样。纸样可以在与主机连接或联网的绘图机上绘出。新的“输出控制中心”管理所有的本地和网络的绘图文件。
输出管理器也是管理绘图文件的程序,可以添加8个不同串口的绘图机。
OutMan也可以应用在网络上。在不同的工作站上,网络文件可以送到不同的设备上,OutMan将其绘出,而不影响其他设备的正常输出过程。如果选择OutMan, 在绘图窗口中激活 OutMan。其他请参考本书“安装”章节里的“设定绘图机”。“绘图”和打印所有不同。使用OutMan 控制大型笔式绘图机(Gerbers and Iolines)和喷墨式绘图机(HP600, EnCad, AlgoTex, and the CalComp
InkJet)用“绘图”程序。如果用A4类的较小的纸输出,或用Windows程序控制小型打印机时(如HP, Canon等)用“打印”比较好。
注:如果只使用一个绘图机,不必每次都选择,设定。绘图机的设定会自动保存在OUTMAN.INI文件里。如果不止一个绘图
机,则需要选定PLTR#。
安装绘图机
请确保绘图机已经安装并打开。
注:要进入绘图程序,工作区域上必须有纸样文件。
要通过绘图命令传送文件至绘图机需要先在软件里设置正确的参数。
注:要选择OutMan或 OCC作为输出管理器,需选择“输出管理器”。
选择OutMan 作为输出管理器
在绘图对话框里选择 OutMan.
在文件菜单里选择“安装绘图机”,弹出“绘图仪选择/输出设置”对话框
选择“使用输出管理器”。
确定放置输出管理器的INI 文件,点击“浏览”查看INI 文件,弹出“输出管理器INI 文件”对话框。
选择 OptiTex 目录。 (Outman.ini自动在当前对话框中显示出来)。
点击Outman,然后OK
在“当前绘图”中选择当前绘图机
注:此列表中的绘图机数取决于安装Marker时绘图机的数量
点击OK.
使用 OutMan 打印管理器:
在文件菜单中,选择“打开”
选择某款式文件
贴士:双击文件名可快速打开款式文件
点击OK打开选择的文件.
选择“绘图”
选择其他的选项.
贴士:确认纸张尺寸、绘图页大小等。
点击OK,保存设置,开始绘图和切割。
贴士:将文件送至OutMan后,可以继续在电脑上工作。
本软件运用 WYSIWYG系统(在绘图时,所见即所绘),这表示在屏幕上看到的即可输出到外设。
选择OCC作为绘图管理
输出控制中心 (OCC)是一个32位的驱动器,支持串口和并口连接。
要准备OCC列队,使用“安装绘图机”对话框。
要运行“安装绘图机”对话框,请按照下列步骤操作:
在“绘图”对话框中选择“使用输出管理器”。
Chapter 2: Icons and Tool Bars35 注:如果“使用输出管理器”不能激活,需要在“绘图仪选择/输出设置”对话框中先设置outman.ini文件。.
在“绘图”对话框中选择“OCC”
注:如果OCC列队里(Queue)没有默认的绘图机,可以自行建立绘图机列队。
点击“安装”按钮,安装绘图机
弹出“Plotter Setup”对话框
点击Add(添加).
如果主机直接与绘图机联机,选择 "My Computer" ,如果是电脑是联网的,而不
是直接与绘图机连接,选择 "Network Computer".
弹出“Communication setting”对话框:
Communication Protocol (连接协议)– OCC支持不同的协议类型:
Standard Protocol (标准协议)-使用此协议驱动串连的(RS 232端口)绘图机。.
Gerber Protocol (Gerber协议)–此协议驱动 Gerber ACCUPLOT 机器: 300, 310, 320 and 750.
Lectra Protocol(Lectra协议)–此协议驱动Lectra E-32 和 E-33 (Lectra “Flypen” 使用不同的协议)
OptiJet Protocol –驱动OptiJet绘图机.
Communication Attribute(接口属性)和 Communication Parameters(接口参数)–如果驱动串连的绘图机,选择以下参数: Port, Baud Rate, Parity, Data Bits, Stop Bits, CTS/RTS, XON/XOFF, DTR Signal 和 RTA signal.如果驱动并联的机器,只需要选择合适的 LPT口。
如果是远程的联网的绘图列队,选择“Net Work Plotter”
可以键入远程计算机的名字 (与绘图机相连接的),点击 Connect, 或双击 Entire Network tree查找需要的主机。
找到计算机后,点击”+”号,查看主机内的文件
Mark Manual
36
Plotter Name(绘图机名)–键入新列队的名字。(此列队名将在绘图对话框和OCC树型列队中显示出来。)绘图机列队文件夹–这是OCC列队文件夹路径,在此文件夹下,可以查找到新的列队。强烈推荐不要更改文件夹的路径。
注:每个列队文件夹包括两个不同的文件类型:
*.job –这是一个 OCC文件,包含所有绘图工作的属性,如:绘图工作,状态等。
*.out –此种文件包含绘图数据(HG-GL, DM-PL, AP-GL 等).
共享绘图机–此选项可共享列队目录
注:如果操作系统为 Windows 95, 98 或 millennium, 需要手动设定共享列队目录。
击Finish建立一个新的绘图列队。
创建完一个新的绘图列队后,“Plotter Setup”对话框将显示新的列队
选择新列队,并双击设为默认的列队
点击“Close” 关闭“Plotter Setup”对话框.
在本地电脑上添加绘图机
选择绘图机连接的端口 (COME, LP,等),然后 Next. ,为列队命名. 默认的列队路径将在绘图机列队文件夹上显示出来。要改变列队的位置,点击浏览,然后选择希望的位置。
点击Shared Plotter使与其他电脑共享。
设置完毕后,点击 Finish添加选择的设备。
绘图对话框:
文件
文件名称包含欲绘图的文件或切割文件。
使用输出管理器
要使用 OutMan或OCC,需先选择“使用输出管理器”。输出管理器管理自动绘图机,如果不选择 OutMan 或 OCC,绘图文件将创建在显示的目录里。然后,绘图文件会复制到正确的接口。
网络绘图
当需要通过网络绘图时,选择此项。
输出管理器服务
选择 OCC 或 OutMan.
开始时提醒
选择此项,绘图开始时,弹出相关确认信息。点击OK可继续。
结束时提醒
选择此项,绘图结束时,弹出相关确认信息。点击OK可继续
[计算机]软件安装及使用说明
光盘内包含及说明: 河北德恒光电科技DH系列舞动卡软件 NTE环境新:控制卡软件所需要的计算机运行环境,必备。动画库:通用的动画库,含部分行业GIF动画。 文字动画:第三方软件,用于制作简单的文字GIF动画用。软件安装及使用说明:软件安装及控制卡应用说明。 第一步、软件安装说明 1、了解自己使用控制卡型号,安装控制卡程序; 2、安装后桌面控制卡软件对应图标; 3、双击桌面软件图标。
①出现,或者无反应,请安装光盘内“NTE环境新”后启动软件; ②软件正常启动后及安装完成; 4、软件启动正常后即可按以下步骤操作。 第二步、控制卡与显示屏连接检测 1、将显示屏连接后,与控制卡连接,注意电源线的正负,切勿接反; 2显示屏上电后,按控制卡上测试按键: ①显示屏会出现测试状态,如斜扫、全红等,此时控制卡与显示屏连接成功; ②显示屏出现黑屏或者全亮,将和控制卡连接的排线全部拔掉,从最上面一排开始插排线,全黑排线则是插反,检查控制卡和单元板上面排线的红线是否朝向一致,一次类推其他排线。 3、显示屏测试正常后,按照以下步骤继续。
第三步、计算机软件设置及与控制卡连接1、打开软件,界面如下。(串口卡步骤1-10,U盘卡步骤11-)
2、点击菜单栏“文件”,“新建”,写好项目名称后,保存即可。 3、点击菜单栏里“设置”按钮,在下拉的菜单里选择“屏设置”,打开屏参设置对话框,如下图所示:
4、在控制卡选项中,选择对应控制卡DH-F01; 显示屏列表区可增加,便于多屏调试
5、使用串口时请将串口线连接好(勿带电插拔串口)请首先设置串口号(串口号在计算机设备管理器中查找),点击通讯检测。 在硬件连接正常,并且确保硬件没有问题的情况下,会出现“连接成功”,连接不通会出现“连接失败”。 6、在屏参设置下面选择单元板,设置显示屏的宽、高,此处为单元板的块数(非点数),然后点击“确定”。 7、点击“字幕”或者“文本”“图片”“动画”,添加节目元素。(字幕为单行显示,文本为多行显示) 通过屏显示框下部的按钮对节目元素进行预览、大小、位置的编辑,或手动拉送黄色边框进行编辑。 8、双击绿色的区域;
金蝶KIS标准版的安装及操作手册
金蝶KIS标准版的操作手册 ?标准版的安装、注册及启动 ?账套建立和系统初始化 ?KIS标准版功能介绍 一、标准版程序的安装及加密狗注册 1.单击安装程序里的安装文件“KISSetup.exe".图1.1 2.选择“金蝶KIS标准版”安装 图1.2 3.单击“下一步”继续 图1.3
4.选择“是” 图1.4 5.单击“下一步”继续 图1.5 6.用户名、公司名称和序列号可以保留默认,单击“下一步”继续 图1.6
7.软件默认安装在“C:盘”(图1.7),单击“浏览”修改软件安装目录(见图1.8) 图1.7 8.把“路径”里的C改成D,“确定” 图1.8 9.“下一步” 图1.9
10.安装程序进入自动安装阶段,图1.10 11.安装完成后,如提示需要重启电脑,建议重启电脑。选择“是,立即重新启动计算机”--“完成”。 图1.11 网上注册: 产品包装盒内用户机密函件上有注册需要用到软件序列号和CDKEY。详细的注册步骤如下: 1.首先请您进入金蝶KIS注册网站,地址为https://www.360docs.net/doc/da393617.html, 。
2.在金蝶产品注册页面的【产品序列号】栏中输入产品包中金蝶用户机密函件里的软件序 列号,【CDKEY】栏中输入CDKEY,然后输入验证码。勾选“我需要在正式生产环境上进行产品注册”选项后点击【我要注册】按钮,进入金蝶用户注册表。 3.在金蝶用户注册表中输入您的资料信息:公司名称、通讯地址、客户类型、行业、企业性质、企业规模、国家、省份、市/地区、电话、传真、电子邮件、企业网址、邮政编码、联系人、手机、经销商、购买时间。 ?要完整、正确的输入正确的企业信息。 ?客户类型、行业、企业性质、企业规模、国家、省份可用下拉框进行选择。 ?带有(*)号的信息为必须输入的信息。
pcb之设计规范(DFM要求)
DFX讲义 DFX是并行工程关键技术的重要组成部分,其思想已贯穿企业开发过程的始终。它涵盖的内容很多,涉及产品开发的各个阶段,如DFA(Design for Assembly,面向装配的设计)、DFM(Design for Manufacture,面向制造的设计)、DFT(Design for Test,面向测试的设计)、DFE(Design for Electro-Magnetic Interference,面向EMI的设计)、DFC(Design for Cost,面向成本的设计) 、DFc(Design for Component,面向零件的设计) 等。目前应用较多的是机械领域的DFA和DFM,使机械产品在设计的早期阶段就解决了可装配性和可制造性问题,为企业带来了显著效益。 DFA指在产品设计早期阶段考虑并解决装配过程中可能存在的问题,以确保零件快速、高效、低成本地进行装配。DFA是一种针对装配环节的统筹兼顾的设计思想和方法,就是在产品设计过程中利用各种技术手段如分析、评价、规划、仿真等充分考虑产品的装配环节以及与其相关的各种因素的影响,在满足产品性能与功能的条件下改进产品的装配结构,使设计出的产品是可以装配的,并尽可能降低装配成本和产品总成本。 DFT是指在产品开发的早期阶段考虑测试的有关需求,在Layout设计时就根据规则做好测试方案,以保证测试的顺利进行,从而减少改版次数,减少设计成本。DFM则指在产品设计的早期阶段考虑所有与制造有关的约束,指导设计师进行同一零件的不同材料和工艺的选择,对不同制造方案进行制造时间和成本的快速定量估计,全面比较与评价各种设计与工艺方案,设计小组根据这些定量的反馈信息,在早期设计阶段就能够及时改进设计,确定一种最满意的设计和工艺方案。 从以上的定义可以知道DFM 涵盖DFA和DFT的内容,以下是DFM rule ,其中包含DFA,DFT规则。
TZID(v30)安装及操作说明书
ABB TZID-C智能定位器安装及操作说明书(V3.0) (仅供调试维修人员使用参考) 探气动连接 -使用与定位器气源端口处标识的标准接口连接气源 气源的要求:仪表气体(无油、无尘、无水,符合DIN/ISO8573-1污染及含油三级标准,最大颗粒直径v 5um,且含量v 5mg/m3,油滴v 1mg/m3。露点温度低于工作温度10k。 -连接定位器的输出与气动执行器的气缸 根据下列接线端子图以及设计要求进行相应的配线(一般只需+11, -12 , +31 , -32) 1. 接通气源前,先将气源管放空30分钟左右,可以排除管路中可能存在的灰尘、杂质、水、 油等,然后检查减压阀后压力是否符合执行器的铭牌参数要求(定位器的最大供气压力为7Bar,但实际供气压力必须参考执行器所容许的最大气源压力); 2. 接通4---20mA输入信号。(定位器的工作电源取自输入信号,由DCS二线制供电, 端电压为DC8.7V左右,不能将DC24V直接加至定位器,否则有可能损坏定位器电
路); 3. 检查位置反馈杆的安装角度(如定位器与执行器整体供货,则已经由执行器供货商安 装调试完毕,只需作检查确认,该步并非必须): ?按住MODE键 ?同时点击或雁,直到操作模式代码1.3显示出来 ?松开MODE键 ?使用或艇操作,使执行器分别运行到两个终端位置,记录两终端角度 ?两个角度应符合下列推荐角度范围(最小角位移20度,无需严格对称) 直行程(小角度)应用范围在—28°-- + 28°之内。 角行程(大角度)应用范围在—57 °- + 57之内。 全行程角度应不小于25 ° 若角度未符合上述要求,则需通过调节反馈杆、联轴器或者定位器的安装位置使得角度值满足要求。 若气动执行机构更换定位器,重新安装时必须注意新更换定位器输出轴的角度,正 确连接方法如下:先将执行机构输出轴调到全行程的50%,然后再将定位器带有指针的输出轴调到中间位置,(或将定位器运行操作菜单设到1.3,通过调整输出轴,使面板显示为0°,最后再将定位器输出轴与执行机构连接紧固。 4. 启动自动调整程序:(执行器或阀门安装完毕后,系统最好通过此程序重新整定) ★方法一:在1.1模式下自整定 ?按住MODE键 ?同时点击或雁,直到操作模式代码1.1显示出来 根据变换角度不同,分别选择MODE键或ENTER键进行自动整定; 直行程(小角度): ?按住MODE键直到显示ADJ-LIN,然后松开该键,
PCB板的命名及拼版方式规范
PCB板的命名及拼版方式规范 目的:为了文件名称能够更加规范的编写,为了文件名称对外时的统一,为了不让其他部门或供应商对文件名称的疑惑。满足SMT 或AI等自动化生产机台的合理生产效率及PCB厂商开模最高性价比方式。 原则:PCB板上的丝印、K3系统内的规格描述、日期、PCB板的文件名,三者命名必须要求一致。拼版尺寸符合规范基本要求。 要求: 如果客人没有明确要求情况下,芯阳公司自行设计的PCB板命名规则是:客户名、产品名、规格、版本+日期 如:客户名(ES)、产品名(292)、类别(以为准)、-、规格(GS)、空格、版本() 另外一行写明日期格式为:yy/mm/dd。如12/01/10代表2012年1月10日。 上述各个命名之间不要增加任何符号。日期命名年月日之间用“/”隔开。“ES292PWR-GS V1.0” 首样命名为,第二版样品命名为(.1~.9)。如果有重大修改如尺寸完全变化的话命名为,以此类推。 如果预知共用UL、GS规格基板或预知LED灯颜色不同等等信息的话,命名方式第一选择在丝印好客户名和产品名称之后增加□然后写可能更改的内容,以备后续使用油性笔点点区分。第二选择命名不要描述规格,量产第一版本依K3系统,后续如果要有共用用贴纸区分。 如果客人有要求自己的命名规则按照客人命名要求。
如量产后的机种需要更改PCB图纸,但是不想让客人知晓的话,如ES292-GS.如客人要求更高不能有任何体现的话可以在图纸其他不起眼位置“。”体现!如果更改版本更多的在同心圆上增加圈数;K3新建料号,规格描述进行修改增加备注! 基板类别区分规则:电源板PWR(依据电源电路);显示板DIS;按键板KEY;控制板(主板)CTL(依据是IC),其他特殊功能板以物料命名。无特殊要求以上述优先级命名。如果只有一个板的话不做区分。 所有拼板的命名规则是:客户名、产品名、类别、规格、版本、拼、PCB板 如:客户名(ES)、产品名(292)、-、规格(GS)、版本()、拼(PIN).PCB板ES292PWR-GS 命名规则是丝印内容完全保留的情况下+ 开发部外发确认或打样的图纸原则上一定要求是拼好板的图纸。 如果是发给采购或厂商的拼版图纸上的丝印内容、文件命名、日期、K3系统三者一定要一致。 外发图纸上需要丝印上ROHS字样。如果是灿坤的机种需要额外丝印上V00126字样,这是芯阳在灿坤的供应商号码,客户的特殊要求。原则上外发图纸上面丝印好必要的安规证书号码及厂商标示和板材信息。第一顺位安规选择磐安标示! 双面板
MARK点的小知识点整理(也就是光学定位孔)
MARK点的小知识(也就是光学定位孔) MARK点分类: 1)Mark点用于锡膏印刷和元件贴片时的光学定位。根据Mark点在PCB上的作用,可分为拼板Mark点、单板Mark点、局部Mark点(也称器件级MARK点),2)拼板的工艺边上和不需拼板的单板上应至少有三个Mark点,呈L形分布,且对角Mark点关于中心不对称。EDA365论坛网* `9 T4 K/ G! `! r6 C w0 3)如果双面都有贴装元器件,则每一面都应该有Mark点。 4)需要拼板的单板上尽量有Mark点,如果没有放置Mark点的位置,在单板上可不放置Mark点。EDA3654 T0 h2 M0 {+ T 5)引线中心距≤0.5 mm的QFP以及中心距≤0.8 mm的BGA等器件,应在通过该元件中心点对角线附近的对角设置局部Mark点,以便对其精确定位。 6)如果几个SOP器件比较靠近(≤100mm)形成阵列,可以把它们看作一个整体,在其对角位置设计两个局部Mark点。EDA365论坛网" P# h4 t0 e2 V* c 设计说明和尺寸要求: 1)Mark点的形状是直径为1mm的实心圆,材料为铜,表面喷锡,需注意平整度,边缘光滑、齐整,颜色与周围的背景色有明显区别;阻焊开窗与Mark点同心,对于拼板和单板直径为3mm,对于局部的Mark点直径为1mm, 2)单板上的Mark点,中心距板边不小于5mm;工艺边上的Mark点,中心距板边不小于3mm。https://www.360docs.net/doc/da393617.html,, D( u6 z; h8 w# f, F; j 3)为了保证印刷和贴片的识别效果,Mark点范围内应无焊盘、过孔、测试点、走线及丝印标识等,不能被V-CUT槽所切造成机器无法辨识。EDA365论坛网站4)为了增加Mark点和基板之间的对比度,可以在Mark点下面敷设铜箔。同一板上的Mark点其内层背景要相同,即Mark点下有无铜箔应一致。 5)对于单板和拼板的Mark点应当作元件来设计,对于局部的Mark点应作为元件封装的一部分设计。便于赋予准确的坐标值进行定位。
仪表板设计规范
. 商密×级▲ 仪表板总成开发规范 2006-03-10发布200×-××-××实施长安汽车(集团)有限责任公司发布
—200× 前言 本规范按照长安汽车(集团)有限责任公司技术规范的标准格式的规定进行编写。 本规范由长安汽车(集团)有限责任公司提出。 本规范由长安汽车(集团)有限责任公司科技委管理。 本规范起草单位:长安汽车工程研究院 本规范主要起草人:苏忠、王晓、苏童 本规范批准人: (五号宋体)Ⅰ —200×
引言 汽车的自主开发是中国汽车业健康发展的必经之路。也是长安车的生存之本。在汽车内外饰开发设计中,仪表板总成设计是最难的,它代表着内外饰件自主开发设计的水平和标准。在此,特编写此规范——《仪表板总成设计规范》,希望将自己多年来对仪表板设计的理解及经验与大家共同分享,更希望对对那些刚刚接触到仪表板开发的人员和对长安公司的自主开发有一些帮助。本规范尚有许多不足之处,希望大家能给予指正。
—200× 仪表板总成开发规范 1 范围 本规范规定了汽车仪表板总成在开发设计过程中应遵守一些要求和标准,规定了仪表板总成开发的一般过程、材料的选择、结构及生产工艺等。 本规范适用于注塑成型为主、搪塑、吸塑软化生产工艺的M1、N1类车辆。 2 规范性引用文件 下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本规范。 GB 4094-1999 汽车操纵件、指示器及信号装置的标志 GB 11552-1999 轿车内部凸出物 GB 11555-1994 汽车风窗玻璃除霜系统的性能要求及试验方 GB 11556-1994 汽车风窗玻璃除霜系统的性能要求及试验方法 GB 11562-1994 汽车驾驶员前方视野要求及测量方法 CM VR A01-01 车辆识别代号(VIN)管理规则 QC/T 29089-92 汽车软化仪表板表皮 GB8410 汽车内饰材料燃烧特性试验方法 GBT1040 塑料拉伸试验方法 HG 2-167 塑料撕裂强度试验方法 GB7141 塑料热空气老化试验方法(热老化箱法)通则 GB 9344 塑料氙灯光源曝露试验方法 GB 2410 透明塑料透光率和雾度试验方法 CM VR A01-01 车辆识别代号(VIN)管理规则 GB/T 15585-1995 热塑性塑料成型收缩率的测定 GB1634.1-2004 塑料变形温度的测定(通用试验方法) GB/T1843-1996 塑料悬臂梁冲击试验方法 GB9342-1988 塑料弯曲性能试验方法
软件安装部署说明书
西京学院校园信息化平台安装部署说明书 (过渡版本)
文件修订历史 模板修订历史
目录 1 安装规划 (5) 2 系统概述 (5) 2.1 硬件 (5) 2.2 软件 (5) 2.3 安装顺序 (5) 3 数据库服务器安装设置(1台) (6) 3.1 操作系统注意事项 (6) 3.2 安装及设置Oracle(企业版) (7) 3.3 拷贝数据 (7) 3.4 创建数据库及数据库用户 (7) 3.5 数据库用户授权及创建作业任务 (8) 4 应用服务器安装设置(4台) (8) 4.1操作系统注意事项 (8) 4.2 安装及设置IIS6.0 (9) 4.3 安装.net framework 2.0 (11) 4.4 安装Oracle客户端 (11) 5 数据库接收(同步)程序安装设置................................................... 错误!未定义书签。 5.1 拷贝程序文件 .............................................................................. 错误!未定义书签。 5.2 配置运行参数 .............................................................................. 错误!未定义书签。 5.3 重新启动程序 .............................................................................. 错误!未定义书签。 6 信息化平台系统安装设置 ............................................................ 错误!未定义书签。 6.1 拷贝程序文件 .............................................................................. 错误!未定义书签。 6.2 配置运行参数 .............................................................................. 错误!未定义书签。 6.3 重新启动程序 .............................................................................. 错误!未定义书签。 6.4 用户管理系统 (12) 7 信息化系统安装设置 (19) 7.1 拷贝文件 (19) 7.2创建IIS服务 (19) 7.3 IIS权限设置 (19)
PCB一般制作规范2011-4
PCB 制作规范 Purchasing Specification for PWB Page 1.0 範圍(Scope) (2) 2.0 基本要求(General Requirements) (2) 3.0 線路完整性(Pattern Integrity) (5) 4.0 孔穴規範( Hole Integrity) (13) 5.0 鍍層規範(Plating) (19) 6.0 防焊(Solder Mask) (24) 7.0 文字印刷要求 (Legend ) (28) 8.0標示( Marking) (29) 9.0 V 型切槽( V-CUT ) & PUSH BACK (30) 10.0 光學點 (Fiducial Mark) (31) 11.0 包裝(Packing) (32) 12.0 信賴性試驗規範(Reliability test Specification) (33) 13.0 外型尺寸及誤差 (Dimensions and Tolerances) (34) 14.0 板面清潔度(Cleanliness) (37)
1.0 範圍(Scope) 1.1 本規範適用於所有硬性樹脂基材之單面,雙面及多層PWBs 之基本要求, 凡本公司所用之上述PWBs 板均須符合此規範要求。 This specification shall be applied to all single-sided, double-sided and multi-layer of rigid printed circuit boards. 1.2 本規範未列舉項目概以IPC-6012, IPC-A-600 最新版class2 等級及MIL-P-55110 2.0 基本要求(General Requirements) 2.1 所用之等級,型號,依本公司工程規格指定。 The ANSI class style of laminate should follow DELTA’s individual engineering specification. 2.2 須有UL 認可,防火等級在94V-0 且附有證明者。 PWB shall be UL approved, flame retardant conform to 94V-0 and register in UL license. 2.3 UL 認可耐溫等級(M.O.T)須為130℃或更好的。 The maximum operating temperature shall be 130℃or more than better. 2.4 UL 認可耐熱漂錫性必須符合溫度≧260℃且時間≧5 秒以上. Solder Resist limits shall be UL approved and meet the temperature≧ 260℃for 5secs min. 2.5 介質(絕緣材料)起碼厚度若無明確規定其隔離尺度時,至少要≧0.09mm( 3.5mil) 以上,介質厚度計算以牙底至牙底(如Fig.1). If not specified, the minimum dielectric thickness shall be 0.09mm. 2.6 介質層除特別規定外,疊層最少為2 張P.P。 If not otherwise specification the Dielectric shall be 2 ply . 2.7 PWB 應為原色,不得有焦黑,異色之現象。 PWB shall not discolors, any burn and weird color are not acceptable. 2.8 PWB 出現空泡,分層,白圈之現象須符合如下要求: In the event of Blistering, Delamination and Haloing in PWB, it must conform it as following:
Firefly安装及操作简易手册
Firefly安装及操作简易手册 1.firefly访问方式 1.1.用户名及密码 总公司及黑分同事,用户名为ig_邮箱名,口令123456,例如张芳,为ig_zhangfang5。山分同事,用户名同sdcncsi前缀名,例如裴宏祥为peihx,初始口令为123456,如在公司修改过口令,则为修改后的口令。 1.2.配置库分支结构 北六BSS项目配置库共分为四个分支: 1.2.1.BSS4.2源代码管理分支 存放BSS4.2源代码,初始文件自亚联CVS工具中下载。 1.2.2.Firefly安装文件 存放firefly安装文件及相应配置文件。 1.2.3.文档管理分支 工具中下载。SAW所有培训文档,初始文件自淮安BSS存放北六1.2.4.项目管理分支 存放项目管理计划、配置管理计划、项目周报、考勤等文档。 1.3.访问方式 1.3.1.Web访问 适用:只需要查看配置项,或者单独下载少量文件,不进行配置项变更工作。不需要安装客户端。
web访问地址: 1.3. 2.客户端访问 适用:下载大量文件,或进行配置项增删改工作。客户端访问方式,将所有文件下载到本地。 需安装firefly client,登录后选择北六BSS项目。 2.firefly安装步骤 1.顺次安装.net1.1目录下dotnetfx、vjredist。 2.执行firefly4.1\win下setup文件,安装fireflyclient。 3.根据提示,默认安装即可。(修改安装目录等不赘述) 4.安装后,打开firefly client setting,进行license设置。 点击语言,可设置为中文。. 3.firefly操作基本步骤 3.1.web方式 3.1.1.web登录 使用浏览器,输入,输入用户名及口令,登录,进入后界面如下: 点击“北六BSS项目”,查看分支结构。点击左侧,则在左侧展开分支树,点击右侧,则在右侧罗列分支。 3.1.2.目录及文件列表查看 如点击左侧分支树中要访问的分支,则可以看到分支情况,点击最右侧工具栏---“目录”,可以查看分支下的文件目录。 如,点击右侧分支列表中药访问的分支,则可以直接看到分支的文件目录情况。
PCB基准点mark点设计规范
个人收集整理勿做商业用途 PCB基准点mark点设计规范 MARK点是使用机器焊接时用于定位的点。表贴元件的pcb更需要设置mark点,因为在大批量生产时,贴片机都是操作人员手动或者机器自动寻找Mark点进行校准。不设置mark点也可以,就是贴片的时候稍微麻烦一些,需要使用几个焊盘作为mark点,这些点不能挂焊锡,所以效率相应的就降低啦。 mark点的制作 1、先在顶层或底层(Top Layer or Bottom Layer)放置一个40mil(1mm)的焊盘 2、然后再加一个大于焊盘半径2倍或3倍Top Solder层叠加在焊盘上,即可,中心对中心叠加。 1)Mark点通常由绘制电路板的人加。如果自己不想加,可以让做电路板的工厂加工艺边,并在工艺边上加Mark 点 2)自己加的话,建议采用以下的参数,都很重要: a. Mark点中心用直径1mm的焊盘(无过孔) b. 在Mark点整体直径3mm的范围内不能有丝印、布线等穿过。 c. 在Top Mask层以Mark点为中心,画一个3mm圆,目的是挖掉绿油,否则机器视觉识别的时候绿油容易反光。这个不做也行,大部分机器能够识别。 d. Mark点的外周距板子边沿>=5mm,否则部分机器识别不到 mark点。是电路板设计中PCB应用于自动贴片机上的位置识别点。mark点的选用直接影响到自动贴片机的贴片效率。 一般mark点的选用与自动贴片机的机型有关。 三星SMT机选用适合的mark点为1*1mm露铜圆形,为增加对比度可以选用镀锡等方法。在周围再围绕∮3*2.5圆环,以增强与隔绝外围线路。 ==================================================================================== ●PCB板MARK点:也叫基准点,为表面贴装工艺中的所有步骤提供共同的可测量点,保证了SMT设备能精确的定位PCB板元件,因此,MARK点对SMT生产至关重要。 一个完整的MARK点包括:MARK点(也叫标记点或特征点)和空旷区。 ●MARK点形状:Mark点的优选形状为直径为1mm(±0.2mm)的实心圆,材料为裸铜(可以由清澈的防氧化涂层保护)、镀锡或镀镍,需注意平整度,边缘光滑、齐整,颜色与周围的背景色有明显区别。为了保证印刷设备和贴片设备的识别效果,MARK点空旷区应无其它走线、丝印、焊盘或Wait-Cut等。 ●空旷区圆半径r≥2R(R为MARK点半径),当r =3R时,设备识别效果更好。 ●Mark位置:PCB板每个表贴面至少有一对MARK点位于PCB板的对角线方向上,相对距离尽可能远,且关于中心不对称(以防呆)。Mark点边缘与PCB板边距离至少3.5mm(圆心距板边至少4mm)。 即:以两MARK点为对角线顶点的矩形,所包含的元件越多越好。 ●MARK点若做在覆铜箔上,与铜箔要进行隔离。 ●MARK点与其它同类型的金属圆点(如测试点等),距离不低于5mm。 1 / 1
TZID(v30)安装及操作说明书
ABB TZID-C智能定位器安装及操作说明书(V3.0) (仅供调试维修人员使用参考) ※气动连接 ·使用与定位器气源端口处标识的标准接口连接气源 气源的要求:仪表气体(无油、无尘、无水,符合DIN/ISO8573-1污染及含油三级标准,最大颗粒直径<5um,且含量<5mg/m3,油滴<1mg/m3。露点温度低于工作温度10k。 ·连接定位器的输出与气动执行器的气缸 ※电气连接 根据下列接线端子图以及设计要求进行相应的配线(一般只需+11,-12,+31,-32) ※调试步骤 1. 接通气源前,先将气源管放空30分钟左右,可以排除管路中可能存在的灰尘、杂质、 水、油等,然后检查减压阀后压力是否符合执行器的铭牌参数要求(定位器的最大供气压力为7Bar,但实际供气压力必须参考执行器所容许的最大气源压力); 2. 接通4---20mA输入信号。(定位器的工作电源取自输入信号,由DCS二线制供电,
端电压为DC8.7V左右,不能将DC24V直接加至定位器,否则有可能损坏定位器电路); 3. 检查位置反馈杆的安装角度(如定位器与执行器整体供货,则已经由执行器供货商安 装调试完毕,只需作检查确认,该步并非必须): ·按住MODE键 ·同时点击↑或↓键,直到操作模式代码1.3显示出来 ·松开MODE键 ·使用↑或↓键操作,使执行器分别运行到两个终端位置,记录两终端角度 ·两个角度应符合下列推荐角度范围(最小角位移20度,无需严格对称)直行程(小角度)应用范围在-28°---+28°之内。 角行程(大角度)应用范围在-57°---+57°之内。 全行程角度应不小于25° 若角度未符合上述要求,则需通过调节反馈杆、联轴器或者定位器的安装位置使得角度值满足要求。 若气动执行机构更换定位器,重新安装时必须注意新更换定位器输出轴的角度,正确连接方法如下:先将执行机构输出轴调到全行程的50%,然后再将定位器带有指针的输出轴调到中间位置,(或将定位器运行操作菜单设到1.3,通过调整输出轴,使面板显示为0°),最后再将定位器输出轴与执行机构连接紧固。 4. 启动自动调整程序:(执行器或阀门安装完毕后,系统最好通过此程序重新整定) ★方法一:在1.1模式下自整定 ·按住MODE键 ·同时点击↑或↓键,直到操作模式代码1.1显示出来 根据变换角度不同,分别选择MODE键或ENTER键进行自动整定;
PCB的MARK点
MMARK点的分类 1)Mark点用于锡膏印刷和元件贴片时的光学定位。根据Mark点在PCB上的作用,可分为拼板Mark点、单板Mark点、局部Mark点(也称器件级MARK点) 2)拼板的工艺边上和不需拼板的单板上应至少有三个Mark点,呈L 形分布,且对角Mark 点关于中心不对称 3)如果双面都有贴装元器件,则每一面都应该有Mark点。 4)需要拼板的单板上尽量有Mark点,如果没有放置Mark点的位置,在单板上可不放置Ma rk点。 5)引线中心距≤0.5 mm的QFP以及中心距≤0.8 mm的BGA等器件,应在通过该元件中心点对角线附近的对角设置局部Mark点,以便对其精确定位。 6)如果几个SOP器件比较靠近(≤100mm)形成阵列,可以把它们看作一个整体,在其对角位置设计两个局部Mark点。 设计说明和尺寸要求: 1)Mark点的形状是直径为1mm的实心圆,材料为铜,表面喷锡,需注意平整度,边缘光滑、齐整,颜色与周围的背景色有明显区别;阻焊开窗与Mark点同心,对于拼板和单板直径为3mm,对于局部的Mark点直径为1mm. 2)单板上的Mark点,中心距板边不小于5mm;工艺边上的Mark点,中心距板边不小于3 mm。 3)为了保证印刷和贴片的识别效果,Mark点范围内应无焊盘、过孔、测试点、走线及丝印标识等,不能被V-CUT槽所切造成机器无法辨识。 4)为了增加Mark点和基板之间的对比度,可以在Mark点下面敷设铜箔。同一板上的Mark 点其内层背景要相同,即Mark点下有无铜箔应一致。 5)对于单板和拼板的Mark点应当作元件来设计,对于局部的Mark点应作为元件封装的一部分设计。便于赋予准确的坐标值进行定位。
PCBMARK点和工艺边设计
PCB工艺边也叫工作边,是为了SMT时留出轨道传输位置、放置拼版Mark点而设置的长条形空白板边。工艺边一般宽5-8mm。有人为了节省一点pcb成本,取消工艺边或者把工艺边设置为3mm,是不可取的。 在什么情况下可以取消工艺边呢?当你的pcb外形是规整的矩形,便于轨道传输,而且离板边最近的贴片元件的外形,离板边距离5mm以上,就可以取消工艺边。或者你的pcb是类似手机板(单片板上有好几百个贴片元件,且pcb是昂贵的多层板,且产品量持续很大),也可以取消,而让smt厂一次性花几千元做治具,取代工艺边持续的成本支出。 PCB工艺边一般由PCB工厂设置,设计者可按以下要点对其检查: 1、宽度5-8mm; 2、其上放置的mark点规范合理; 3、对PCB的支撑连接稳固可靠,能使pcb在轨道上稳定传输; 二、MARK点 Mark点也叫光学基准点,是为了补偿PCB制作误差及设备定位时的误差,而设定的各个装配步骤共同的可测量基准点。PCB板的生产工艺决定了线路图形的精确度比外形和钻孔的精确度要高一到两个数量级,Mark点本质上属于线路图形的一部分,以Mark点作为贴片设备的识别定位基准,就能对多种偏差自动补正,消除误差,因此,Mark对SMT生产至关重要。 Mark点形状一般是实心圆。设置方法为:设置一个元件(把Mark点当一种元件的好处是,导出元件坐标时,Mark点坐标也同时导出了,Mark点坐标非常重要),元件为一个实心圆的焊盘,焊盘直径为1mm,焊盘的阻焊窗口直径为3mm。实心圆要求表面洁净、平整,边缘光滑、齐整,颜色与周围的背景有明显区别,表面以沉金处理为佳,3mm阻焊窗口范围内要保持空白,不允许有任何焊盘、孔、布线、阻焊油墨或丝印标识等,以使Mark点与PCB板的基材之间出现高对比度。 Mark点位于电路板或拼板工艺边上的四个对角,但板子四周设置的Mark点不能对称,以免造成机器不能识别板子放反的情况(不能防呆)。如下图,只要把4个Mark点当中的一个,错位1CM左右放置就可以了。 Mark点的实心圆的外缘,一定要保持离最外板边2.5mm以上的距离,如果工艺边宽5mm,实心圆中心要放在离最外板边3-3.5mm的位置上,而不能居中放在2.5mm的位置上,如果居中放置,实心圆的外
UED设计流程及原则
UED设计流程在各个公司之间可能存在不同,国内的设计师在知乎社区上讨论了各自公司(包括腾讯、百度等)的UED设计原则、流程等,其中的经验值得读者借鉴。 来自腾讯的交互设计师eviliu强调设计流程主要考虑两方面的问题:一是设计原则从何而来,二是如何配合设计的上下游团队。就设计原则来说,从四个方面进行了阐述: >始终将用户体验放在第一位——在设计流程中将用户体验融入其中,将其贯穿于设计的始末,使用户体验的结论能够直接影响到设计的方向。同时设计过程中通过展开脑暴、竞品分析、焦点小组等方式对设计需求进行深入的挖掘,需求从何而来,为什么会有这样的需求,准确把握设计的方向。 >细化分工——在设计流程中,将设计任务分解为用研、交互、视觉,各个角色职责明确并相互配合,在各领域有专业的表现。 >引入专家设计师和项目PM——专家设计师通过设计评审,将自己的设计理念传达给设计师,引导设计方向,把控整体项目的质量。项目PM对项目进度、需求任务、设计人力的把控,保证设计工作有条不紊的展开,并最终完成项目目标。 >设计规范的建立——设计项目完成后,设计师对设计内容进行规范文件的梳理,保证设计理念的沉淀以及风格的统一。 就“如何配合设计的上下游团队”,eviliu认为应该从以下几个方面来采取措施: >参与产品的前期规划——把握产品的规划与目标是后期设计工作展开的重要依据。
>产品与项目PM接洽,需求排期——通过对设计需求进行排期配合产品开发的节奏,保证项目的顺畅。 >体验走查和可用性测试——设计完成,跟进开发实现,实现输出中,进行体验走查和可用性测试,保证设计实现的质量和是否否和用户的预期。 除此之外,流程的实施也是必须要重点关注的: >有效的管理工具——好的管理工具能够帮助团队规范化管理。我们为自己量身打造了一系列工具来提高设计管理效率,如Prowork工具,能提供项目流程、工作任务、文档等一系列线上管理。还有TAPD、UID等一系列工具。 >敏捷式项目管理——通过关注设计效率,改进工作方式,修正设计流程促使团队高效、快捷的响应任务。 >提炼式操作——针对不同的产品预期与目标,灵活操作,设定不同的流程路径。 >持续改进——定期对项目流程回归、探讨,调整是非常重要的。 百度的李书福则谈了细节上两点很深的体会: >用户研究——每完成一次对用户的深访,回来当天需要在组内做一次简报。相互述说今天调研的情况,让参加的极大的追溯调研中的一些洞察,让没有参加的也能感受到调研中信息探索的过程。 >产品设计——不论是视觉设计,还是交互,完成的第一稿都需要讨论,完善及迭代优化。同时提升设计师对产品思考深度与广度。
PCB基准点mark点设计规范
PCB基准点mark点设计规范 MARK点是使用机器焊接时用于定位的点。表贴元件的pcb更需要设置mark点,因为在大批量生产时,贴片机都是操作人员手动或者机器自动寻找Mark点进行校准。不设置mark点也可以,就是贴片的时候稍微麻烦一些,需要使用几个焊盘作为mark点,这些点不能挂焊锡,所以效率相应的就降低啦。 mark点的制作 1、先在顶层或底层(Top Layer or Bottom Layer)放置一个40mil(1mm)的焊盘 2、然后再加一个大于焊盘半径2倍或3倍Top Solder层叠加在焊盘上,即可,中心对中心叠加。 1)Mark点通常由绘制电路板的人加。如果自己不想加,可以让做电路板的工厂加工艺边,并在工艺边上加Mark 点 2)自己加的话,建议采用以下的参数,都很重要: a. Mark点中心用直径1mm的焊盘(无过孔) b. 在Mark点整体直径3mm的范围内不能有丝印、布线等穿过。 c. 在Top Mask层以Mark点为中心,画一个3mm圆,目的是挖掉绿油,否则机器视觉识别的时候绿油容易反光。这个不做也行,大部分机器能够识别。 d. Mark点的外周距板子边沿>=5mm,否则部分机器识别不到 mark点。是电路板设计中PCB应用于自动贴片机上的位置识别点。mark点的选用直接影响到自动贴片机的贴片效率。 一般mark点的选用与自动贴片机的机型有关。 三星SMT机选用适合的mark点为1*1mm露铜圆形,为增加对比度可以选用镀锡等方法。在周围再围绕∮3*2.5圆环,以增强与隔绝外围线路。 ==================================================================================== ●PCB板MARK点:也叫基准点,为表面贴装工艺中的所有步骤提供共同的可测量点,保证了SMT设备能精确的定位PCB板元件,因此,MARK点对SMT生产至关重要。 一个完整的MARK点包括:MARK点(也叫标记点或特征点)和空旷区。 ●MARK点形状:Mark点的优选形状为直径为1mm(±0.2mm)的实心圆,材料为裸铜(可以由清澈的防氧化涂层保护)、镀锡或镀镍,需注意平整度,边缘光滑、齐整,颜色与周围的背景色有明显区别。为了保证印刷设备和贴片设备的识别效果,MARK点空旷区应无其它走线、丝印、焊盘或Wait-Cut等。 ●空旷区圆半径r≥2R(R为MARK点半径),当r =3R时,设备识别效果更好。 ●Mark位置:PCB板每个表贴面至少有一对MARK点位于PCB板的对角线方向上,相对距离尽可能远,且关于中心不对称(以防呆)。Mark点边缘与PCB板边距离至少3.5mm(圆心距板边至少4mm)。 即:以两MARK点为对角线顶点的矩形,所包含的元件越多越好。 ●MARK点若做在覆铜箔上,与铜箔要进行隔离。 ●MARK点与其它同类型的金属圆点(如测试点等),距离不低于5mm。
PCB生产中Mark点设计
PCB生产中Mark点设计 1.pcb必须在板长边对角线上有一对应整板定位的Mark点,板上集成电路引脚中心距小于0.65mm的芯片需在集成电路长边对角线上有一对对应芯片定位的Mark点;pcb双面都有贴片件时,则pcb的两面都按此条加Mark点。 2.pcb边需留5mm工艺边(机器夹持PCB最小间距要求),同时应保证集成电路引脚中心距小于0.65mm的芯片要距离板边大于13mm(含工艺边);板四角用Ф5圆弧倒角。pcb应采用拼板方式,从目前pcb翅曲程度考虑,最佳拼接长度约为200mm,(设备加工尺寸:长度最大为330mm;宽度最大为250mm),在宽度方向尽量不拼以防止在生产过程中弯曲。如下图: 3.MARK点作用及类别 Mark点也叫基准点,为装配工艺中的所有步骤提供共同的可测量点,保证了装配使用的每个设备能精确地定位电路图案。因此,Mark点对SMT 生产至关重要
4.我部推荐的MARK点设计规范 1)形状:建议Mark点标记为直径:R=1.0mm实心圆; 2)组成一个完整的MARK点包括:标记点(或特征点)和空旷区域。 标记空旷区 3)位置:Mark点位于单板或拼板上的对角线相对位置且尽可能地距离分开;最好分布在最长对角线位置(如MARK点位置图)。 4)为保证贴装精度的要求,SMT要求:每块PCB内必须至少有一对符合设计要求的可供SMT机器识别的MARK点,同时必须有单板MARK(拼板时),拼板MARK或组合MARK只起辅助定位的作用。 5)拼板时,每一单板的MARK点相对位置必须一样。不能因为任何原因而挪动拼板中任一单板上MARK点的位置,而导致各单板MARK点位置不对称; 6)PCB上所有MARK点只有满足:在同一对角线上且成对出现的两个MARK,方才有效。因此MARK点都必须成对出现,才能使用(MARK点位置图)。7)MARK点(空旷区边缘)距离PCB边缘必须≥5.0mm(机器夹持PCB最小间距要求)(如MARK点位置图)。
MARK定位点设计规范及要求
一、MARK点作用及类别 MARK点也叫基准点,为装配工艺中的所有步骤提供共同的可测量点,保证了装配使用的每个设备能精确地定位电路图案。因此,MARK点对SMT生产至关重要. MARK点组成特点 二、MARK点设计规范 所有SMT来板必须有MARK点,且Mark点的相关SPEC如下:(参照:IPC-SMT-782 关于MARK点设计的相关SPEC) 1,要求 Mark点标记为实心圆; 2,组成 一个完整的MARK点包括:标记点(或特征点)和空旷区域。
3,位置 1)Mark点位于电路板或组合板上的对角线相对位置且尽可能地距离分开。最好分布在最长对角线位置,建议非对称防呆; 2)为保证贴装精度的要求,SMT要求:Jan-01-15 起在SMT试跑的所有机种(包括衍生机种),每1pcsPCB板内必须至少有一对符合设计要求的可供SMT机器识别的MARK点,即必须有单板MARK(单板和拼板时,板内MARK位置)。拼板MARK或组合MARK只起辅助定位的作用; Mark点位于电路板的位置 3)拼板时,每一单板的MARK点相对位置必须一样。不能因为任何原因而挪动拼板中任一单板上MARK点的位置,而导致各单板MARK点位置不对称;
4)PCB板上所有MARK点只有满足:在同一对角线上且成对出现的两个MARK,方才有效。因此MARK点都必须成对出现,才能使用。 4,尺寸 1)Mark点标记最小的直径为1.0mm [0.040″],最大直径是3.0mm [0.120″]。Mark点标记在同一块印制板上尺寸变化不能超过25 微米[0.001″]; 2)特别强调:同一板号PCB上所有MARK点的大小必须一致(包括不同厂家生产的同一板号的PCB); 3)建议RD-layout将所有图档的Mark点标记直径统一为1.0mm; 5,边缘距离 MARK点(边缘)距离印制板边缘必须≥5.0mm [0.200″](机器夹持PCB最小间距要求),且必须在PCB板内而非在板边,并满足最小的MARK点空旷度要求。 强调:所指为MARK点边缘距板边距离≥5.0mm[0.200″],而非MARK点中心。 6、空旷度要求 在Mark点标记周围,必须有一块没有其它电路特征或标记的空旷面积。空旷区圆半径r≥2R , R为MARK点半径,r达到3R时,机器识别效果更好。 常有发现MARK点空旷区为字符层所遮挡或为V-CUT所切割,造成SMT机器无法识别。