M8金属锁紧插头附图

M8金属锁紧插头—附图
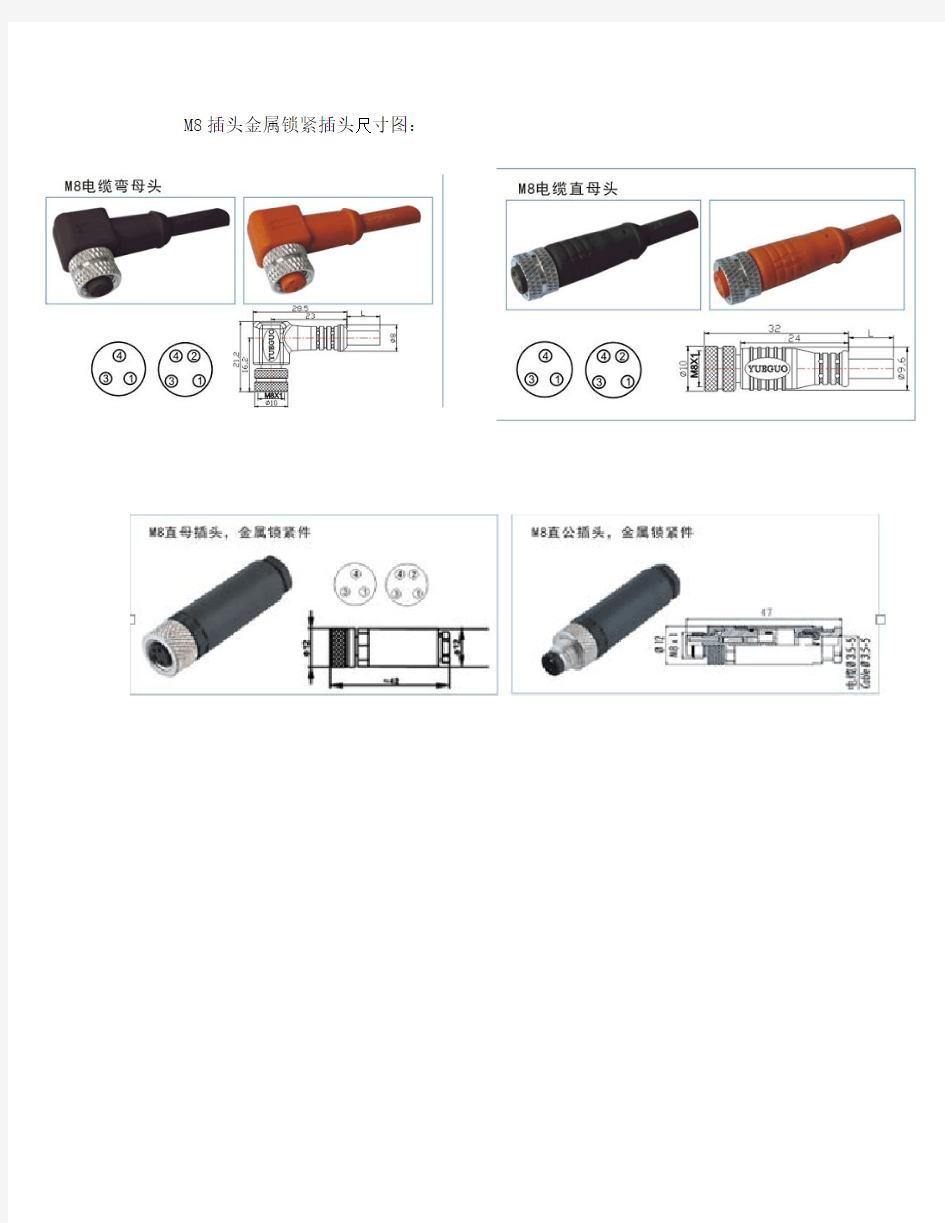
M8金属锁紧插头的螺纹是M8*1,连接方式为螺钉连接,防护等级IP67,针数有3针、4针,孔数有3孔、4孔,有直头、弯头有带电缆和不带电缆的,M8插头金属锁紧插头电缆可选PVC(普通)或PUR(耐油耐磨)材料,电缆长度可按用户要求定做,防水性能优越。
M8插头金属锁紧插头:
M8插头金属锁紧插头:
M8插头金属锁紧插头尺寸图:
德国螺母标准对照表
螺母 ?非金属嵌件六角法兰面锁紧螺母Prevailing torque type hexagon nuts with flange(with non-metallic insert) DIN EN 1663 | 代替DIN 6926 ?非金属嵌件六角锁紧薄螺母Prevailing torque type hexagon thin nuts (with non-metallic insert ) DIN EN ISO 10511 | 代替DIN 985 ?钢结构用—大六角螺母Steel hexagon nuts with large widths across flats for high - strength structural bolting DIN 6915 ?塑料六角螺母Plastic hexagon nuts DIN 34814 ?六角法兰面螺母Hexagon nuts with flange DIN EN 1661 | 代替DIN 6923 ?1型六角螺母—产品等级A和B级Hexagon nuts,style 1-Product grades A and B DIN EN ISO 4032 | 代替DIN 934 ?2型六角螺母—产品等级A和B级Hexagon nuts,style 2-Product grades A and B DIN EN ISO 4033 ?六角螺母—产品等级C级Hexagon nuts - Product grade C DIN EN ISO 4034 | 代替DIN 555 ?方螺母—产品等级C级Product grade C square nuts DIN 557 ?薄型方螺母—产品等级B级Square thin nuts - Product grade B DIN 562 ?六角薄螺母(倒角型)—产品等级A和B级Hexagon thin nuts(chamfered)-Product grade A and B DIN EN ISO 4035 | 代替DIN 439-2 ?六角薄螺母(无倒角型)—产品等级B级Hexagon thin nuts - Product grade B(unchamfered) DIN EN ISO 4036 | 代替DIN 439-1 ?1型六角螺母—细牙螺纹—产品等级A和B级Hexagon nuts,style 1,with metric fine pitch thread - Product grades A and B DIN EN ISO 8673 | 代替DIN 934|DIN 971-1 ?2型六角螺母—细牙螺纹—产品等级A和B级Hexagon nuts,style 2,with metric fine pitch thread - Product grades A and B DIN EN ISO 8674 | 代替DIN 971-2 ?六角薄螺母—细牙螺纹—产品等级A和B级Hexagon thin nuts with metric fine pitch thread - Product grades A and B DIN EN ISO 8675 | 代替DIN 439-2 ?六角开槽螺母—粗牙螺纹和细牙螺纹—产品等级A和B级Hexagon slotted nuts and caltle nuts with metric coarse and fine pitch thread - Product grades A and B DIN 935-1 ?六角开槽螺母—产品等级C级Hexagon slotted nuts with metric coarse pitch thread - Product grade C
常用仪器设备使用安全知识
常用仪器设备使用安全知识 一、切割机安全操作注意事项 1、使用切割机前,操作者应检查砂轮片是否紧固,有无破损,电源开关是否正常等。 2、当切割机各部位经检验正常后,操作者应先进行空载运行几圈,不得有抖动和异常响声,一切正常后方可使用。 3、切割机工作时务必全神贯注,不但要保持头脑清醒,更要理性地操作电动工具。严禁疲惫、酒后或服用药物后使用切割机。 4、切割样品时,应该将产品支撑稳固,再进行切割,以防产品被卷入切割机(特别是在切割管件产品时,决不允许对没有支撑的样品进行切割)。 5、切割时,操作者严禁站在砂轮片正对面,应偏离砂轮片正对面,一般站在砂轮片左边操作,防止锯片碎裂后飞溅造成伤害。 6、若样品卡住切割机锯片,应立即停机进行清理,决不允许在不停机的情况下进行清理。 7、严禁探身越过或绕过切割机,锯片未停止时不得从锯或工件上松开任何一只手或抬起手臂。操作时尽量不带手套。 8、严禁使用已有残缺的砂轮片,切割时防止火星四溅,并远离易燃易报爆品。 9、中途更换切割片或砂轮片时,不要将锁紧螺母过于用力,防止切割片或砂轮片崩裂发生意外。 10、必须稳握切割机手把均匀用力垂直下切,不得进行强力切割操作,不得试图切锯未夹紧的小工件及带棱边严重的型材。 11、出现抖动及其它异常现象应立即停止操作,待动力设备部维修确认好后方可再次使用。 12、使用完毕后及时关闭电源,并做好场地及设备周边的清洁。 二、液压机安全操作注意事项
1、使用前,确保液压机各部件间电源线路连接正确,机身无积水或其他液体,防止设备漏电等。 2、进行液压试验前先检查试验所使用夹具是否能进行正常试验,并戴好防护手套。 3、装夹具过程中,特别是大夹具时,应两个人配合安装,防止手被夹具挤伤、砸伤、压伤等。 4、在液压试验中应防止试验样品碎裂飞溅造成砸伤,特别是在对大规格产品进行液压试验时。 5、试验完成后应立即卸压,并在排除试样中的残余压力后,再卸夹具。卸夹具时,应注意防止夹具挤伤、砸伤、压伤、撞伤。 6、使用小榔头敲击夹具时,应防止锤头滑脱,以防对周围其他人员造成伤害,同时,应注意防止夹具凸起部分造成擦伤(如液压接头)。 7、在利用行车吊运夹具或试样的过程中,人的身体任何部分不能直接处于夹具或行车正下方。移动时要缓慢、多次,其中一人操作控制仪,另一个人在旁扶住试样,防止试样来回晃动。 8、开启高温水箱盖1分钟内严禁进行任何相关操作,待热水蒸汽散去后才能进行下一部操作,防止水蒸气灼伤。 9、产品放进高温水箱时,速度要慢,防止高温水溅出烫伤。 10、高温液压实验完成后,需将产品吊出冷却一段时间后方可拆卸夹具。拆卸时需注意试样内高温水流出烫伤手,特别是D110以上夹具。 11、班组自行修理液压机相关部件时,应关闭电源,防止仪器漏电。 三、烘箱、熔体质量流动速率仪、PPR承插焊机安全操作注意事项 1、使用前应检查仪器运行是否正常,发现问题,应立即停机,并及时通知测试主管或直接请设备动力部技术人员进行检修。 2、操作时应先戴好防护手套,防止高温烫伤。 3、在清洗熔体质量流动速率仪时,应注意对口模的保护,并防止烫伤。
机构设计_锁紧与防松
机构设计——锁紧与防松 此处所讲的锁紧与防松仅适于可拆结构。对不不可拆结构,一般从配合上或用不可拆联接达到要求。锁紧机构主要工作原理相关是力学上的死点、压力角和摩擦角。其实际机构非常多,常用的有螺纹锁紧、偏心轮锁紧、斜面锁紧、四杆机构锁紧。 螺纹锁紧是最常用的,其产品已经标准化。在一般情况下推荐使用。使用螺纹锁紧时应注意配合的螺纹长度。一般说来,超过八个牙后多余的配合长度意义不大,少于三个牙则联接不可靠。螺纹锁紧的一个最大优点是行程长,全行程均可作为有效作用点,且各处增力均匀。其缺陷是当工作行程要求较长时,操作起来较麻烦。一般情况下均可采用,但在要求快换的情况下不宜单独使用。 偏心轮锁紧机构能快速锁紧,但其锁紧作用点较为固定且行程很小,对零件精度有一定的要求。对于塑胶件来说,因其容易产生蠕变而影响锁紧效果。对于锁紧点常作小范围变动的情况,可能偏心轮与螺纹锁紧配合使用。 斜面锁紧增力较小,行程较小,但行程有一定的调节能力,一般以斜锲的方式使用。在实际设计中,常利用塑胶的弹性在较小的锁紧力情况下使用。另外,也常用于调节零件间的间隙。一般不用于较大锁紧力的情况。 四杆机构锁紧行程可设计得很大,锁紧点较为固定。对于精度较高的机构可单独使用。除行程可以设计得较大外其它情况与偏心轮相似。一般与螺纹锁紧配合使用。其结构较为复杂,应用于经常使用的快换机构。 除以上常用的锁紧机构外,还有一类机构没有锁紧作用,但能在作用点附近自锁。
这类机构常与锁紧机构配合,扩展锁紧机构的功能。这类机构除棘轮外没有固定的方式,一般是临时设计。压力角是机构中不考虑构件的惯性力和不计运动副的摩擦力的情况下 机构运动时从动件所受到的驱动力的作用线与该力作用点处运动的绝对速度方向线之间所夹的锐角。压力角越大,驱动越困难。当压力角的余角小于接触面间的摩擦角时,机构就能自锁。在设计自锁机构时,对摩擦角的取值应是机构工作所有可能环境的最小值。除此之外,此类机构还要求能在一定情况下能方便的解锁。此类机构与锁紧机构配合使用时可先解除锁紧,在没有锁紧力时一般可过改变驱动力的作用点的方式轻松解锁。在做自锁与锁紧机构设计时,一定要注意零件的刚度问题。如机构零件在作用过程中产生较大的变形,则很可能会达不到设计效果。 防松不仅对锁紧机构重要,对较恶劣环境下工作的联接也很重要。对于一般情况下的螺纹防松在《机械设计手册》上有所介绍,此处只考虑复杂受力环境下的机构防松。 防松的重要原理一个是固定;一个是弹性;还有一个是隔离作用力。对于固定防松的方式较为极端,也最有较。比如,一些狙击手用盐水将瞄准器与枪上的固定座浸泡,使之生锈。这种方式可使联接在受枪强大的反冲力的情况下仍不松动。在设计上,有用胶水固定,甚至在机构锁紧后直接焊接固定的极端情况。在要求可拆的情况下,也有附加一固定机构将锁紧部分固定起来的情况。但对于要求有一定调节量的情况这些方案就不适用了,这时一般利用弹性来达到防松的目的。 机构(包括锁紧机构、联接机构、自锁机构)之所以在复杂受力情况下会松驰,主要原因是机构在复杂受力情况下产生少量的位移(这很正常,除用极端方式固定外不可避免)后,因其在锁紧方向的力要大于解锁方向的作用力,所以机构返回原位置较
带密封和锁紧装置的垃圾车车厢体后门设计方案
带密封和锁紧装置的垃圾车车厢体后门设计-汽车 带密封和锁紧装置的垃圾车车厢体后门设计 刘同举1耿其东2 1.江苏悦达专用车有限公司江苏盐城 2240512.盐城工学院江苏盐城 224051 摘要:针对传统的垃圾车厢体后门机构存在着锁紧和密封工作不可靠,锁轴和锁钩配合不到位等问题,设计了一种带密封和锁紧装置的新型机构(包括后门和厢体框架两部分)。利用双出杆定位油缸带动顶部的楔形块运动,保证后门旋转中心的位置;利用腰形孔、锁紧油缸、锁钩三平行线结构保证配合可靠,密封条开关牢靠;利用NX三维设计软件,对产品进行设计和验证,以降低手工计算的难度,提高其准确性。通过实验,该装置使用效果良好,易于推广。 关键词:垃圾车厢体后门密封锁紧装置 NX分析 中图分类号:U469.6+5.03 文献标识码:A文章编号:1004-0226(2015)10-0102-04 第一作者:刘同举,男,1981年生,工程师,现从事环卫车辆等设计工作。 1 前言 垃圾车用于收集、装载和运输生活垃圾,并可将装入的垃圾压碎、压缩,使其密度增大,体积缩小,由此极大地提高了垃圾收集和运输的效率。运输过程中需保持后门关闭,防止垃圾泄漏,在车辆到达垃圾处理场后,将后门打开,使垃圾卸下。因此,后门既要能够打开足够角度,又要保证关闭时的密封
性。 2现有的后门机构 现有的后门设计通常包括手动方式和自动方式两种,自动方式中大多采用开门油缸、导向孔、锁钩等,锁紧装置多是对锁钩处的改进,对后门下滑的问题没有解决。 2.1手动方式 较为成熟的手动后门锁紧机构为棘轮机构,广泛运用于移动垃圾箱后门锁紧,如图1所示。转动棘轮机构,正反向螺纹杆将锁钩与车厢之间的联接拉杆伸长,使锁钩顺时针旋转,后门按导向条孔向下滑行,锁钩与锁轴松开,倾翻车厢,后门将自动打开。该方式可将污水完全密封在车厢内,密封效果好,但操作麻烦。 另一种手动方式为门闩式,其操作不便、密封性差,已逐步被市场淘汰。 2.2自动方式 自动后门锁紧机构因车型不同,其外观也不大一样,但其原理是大致相同的。以后装压缩式垃圾车为例(如图2),开门油缸伸出将后门(填塞器)先按导向条孔向上滑行,使锁钩与锁轴脱开,开门油缸继续伸出,后门将随之打开。
螺母GB规格
螺母GB规格 规格标准——GB标准 方螺母 C级 GB 39-88 六角螺母 C级 GB /T41-2000 六角厚螺母 GB 56-88 蝶形螺母 GB 62-88 环形螺母 GB 63-88 组合式盖形螺母 GB 802-88 球面六角螺母 GB 804-88 扣紧螺母 GB 805-88 滚花高螺母 GB 806-88 滚花薄螺母 GB 807-88 小六角特扁细牙螺母 GB 808-88 嵌装圆螺母 GB 809-88 小圆螺母 GB 810-88 圆螺母 GB 812-88 端面带孔圆螺母 GB 815-88 侧面带孔圆螺母 GB 816-88 带槽圆螺母 GB 817-88 GB /T 889.1-2000 1型非金属嵌件六角锁紧螺母 1型非金属嵌件六角锁紧螺母细牙 GB /T 889.2-2000 盖形螺母 GB 923-88 1型六角螺母 GB /T 6170-2000 1型六角螺母细牙 GB /T 6171-2000 六角薄螺母 GB /T 6172.1-2000
非金属嵌件六角锁紧薄螺母 GB /T 6072.2-2000 六角薄螺母细牙 GB /T 6173-2000 六角薄螺母无倒角 GB /T 6174-2000 2型六角螺母 GB /T 6175-2000 2型六角螺母细牙 GB /T 6176-2000 六角法兰面螺母 GB /T 6177.1-2000 六角法兰面螺母细牙 GB /T 6177.2-2000 1型六角开槽螺母-A和B级 GB 6178-86 1型六角开槽螺母-C级 GB 6179-86 2型六角开槽螺母-A和B级 GB 6180-86 六角开槽薄螺母-A和B级 GB 6181-86 2型非金属嵌件六角锁紧螺母 GB /T 6182-2000 非金属嵌件六角法兰面锁紧螺母 GB /T 6183.1-2000 非金属嵌件六角法兰面锁紧螺母细牙 GB /T 6183.2-2000 1型全金属六角锁紧螺母 GB /T 6184-2000 2型全金属六角锁紧螺母 GB /T 6185.1-2000 2型全金属六角锁紧螺母细牙 GB /T 6185.2-2000 2型全金属六角锁紧螺母 9级 GB /T 6186-2000 全金属六角法兰面锁紧螺母 GB /T 6187.1-2000 全金属六角法兰面锁紧螺母细牙 GB /T 6187.2-2000 1型六角开槽螺母细牙 A和B级 GB 9457-88 2型六角开槽螺母细牙 A和B级 GB 9458-88 六角开槽薄螺母细牙 A 和B级 GB 9459-88 焊接方螺母 GB /T 13680-92 焊接六角螺母 GB /T 13681-92 平头铆螺母 GB /T 17880.1-1999 沉头铆螺母 GB /T 17880.2-1999 小沉头铆螺母 GB /T 17880.3-1999 120?小沉头铆螺母 GB /T 17880.4-1999 平头六角铆螺母 GB /T 17880.5-1999 精密机械用六角螺母 GB /T 18195-2000
机构设计锁紧与防松
在一个论坛上看到的 ,忘了作者是谁 , 向作者致谢 . 机构设计——锁紧与防松 此处所讲的锁紧与防松仅适于可拆结构。 对不不可拆结构, 一般从配合上或用不可拆联接达到要 求。锁紧 机构主要工作原理相关是力学上的死点、 压力角和摩擦角。其实际机构非常多,常用的 有螺纹锁紧、偏心 轮锁紧、斜面锁紧、四杆机构锁紧。 除以上常用的锁紧机构外, 还有一类机构没有锁紧作用, 但能在作用点附近自锁。 这类机构常与 锁紧机 构配合,扩展锁紧机构的功能。 这类机构除棘轮外没有固定的方式,一般是临时设计。 压 力角是机构中不 考虑构件的惯性力和不计运动副的摩擦力的情况下 ,机构运动时从动件所受到的 驱动力的作用线与该力作用 点处运动的绝对速度方向线之间所夹的锐角。 压力角越大, 驱动越困 难。当压力角的余角小于接触面间的 摩擦角时,机构就能自锁。 在设计自锁机构时, 对摩擦角的 取值应是机构工作所有可能环境的最小值。 除此之外, 此类机构还要求能在一定情况下能方便的 解锁。 此类机构与锁紧机构配合使用时可先解除锁 紧, 在没有锁紧力时一般可过改变驱动力的作 用点的方式轻松解锁。 在做自锁与锁紧机构设计时, 一定 要注意零件的刚度问题。 如机构零件在 作用过程中产生较大的变形,则很可能会达不到设计效果。 防松不仅对锁紧机构重要, 对较恶劣环境下工作的联接也很重要。 对于一般情况下的螺纹防松在 《机械设 计手册》上有所介绍,此处只考虑复杂受力环境下的机构防松。 防松的重要原理一个是固定; 一个是弹性; 还有一个是隔离作用力。 对于固定防松的方式较为极 端,也 最有较。比如,一些狙击手用盐水将瞄准器与枪上的固定座浸泡,使之生锈。这种方式可 使联接在受枪强大 的反冲力的情况下仍不松动。 在设计上, 有用胶水固定, 甚至在机构锁紧后直 接焊接固定的极端情况。 在要求可拆的情况下, 也有附加一固定机构将锁紧部分固定起来的情况。 但对于要求有一定调节量的情况 这些方案就不适用了,这时一般利用弹性来达到防松的目的。 机构(包括锁紧机构、联接机构、自锁机构) 之所以在复杂受力情况下会松驰,主要原因是机构 在复杂受力情况下产生少量的位移(这很正常,除用极端 方式固定外不可避免) 后, 因其在锁紧 方向的力要大于解锁方向的作用力, 所以机构返回原位置较偏移 原位置困难。 在多次作用积累下, 就会产生较大的位移,从而产使机构松驰,达不到预定设计效果。 而在 锁紧机构中加处弹性元 件,则可起到两个作用。 一是弹性元件可起到复位的作用, 将产生的位移以弹性形 变的方式出现。 当外力情况变化时, 弹性元件则以相应的弹性形变应对。 在这种情况下, 机构中的元件 并无实质 使用螺纹锁紧时应注意配合 少于三个牙则联接不可靠。 螺 且各处增力均匀。 其缺陷是当工 但在要求快换 的情况下不宜单独使 螺纹锁紧是最常用的, 其产品已经标准化。 在一般情况下推荐使用。 的螺纹长度。一般说来,超过八个牙 后多余的配合长度意义不大, 纹锁紧的一个最大优点是行程长, 全行程均可作为有效作用点, 作行程要求 较长时, 操作起来较麻烦。 一般情况下均可采用, 用。 偏心轮锁紧机构能快速锁紧,但其锁紧作用点较为固定且行程很小, 对于锁紧点常作小范围变动的情况, 可能 对零件精度有一定的要求。 对于塑胶件来说, 因其容易产生蠕变而影响锁紧效果。 偏 心轮与螺纹锁紧配合使用。 斜面锁紧增力较小,行程较 小,但行程有一定的调节能力, 中,常利用塑胶的弹性在 较小的锁紧力情况下使用。另外, 用于较大锁紧力的情 况。 四杆机构锁紧行程可设计得很大, 锁紧点较为固定。 一般以斜锲的方式使用。 也常用于调节零件间的间隙 在实际设计 一般不 以设计得较大外其它情况与偏心轮相似。 一般与螺纹锁紧配合使用。 常 使用的快换机构。 对于精度较高的机构可单独使用。 其结构较为复杂, 除行程可 应用于经
螺母规格标准——g标准
如果是标准螺母,只要写以下内容即可:螺纹类型,材质,标准号比如你要几个标准地M8地不锈钢材质螺母,只要写出以下内容: M8(螺母大小),A2(材质),GB6172-1986(国家标准) 螺母规格标准——GB标准 【大中小发布时间:2006-08-24 08:49:18 浏览次数:1506 】 规格标准——GB标准 方螺母 C级 GB 39-88 六角螺母 C级 GB /T41-2000 六角厚螺母 GB 56-88 蝶形螺母 GB 62-88 环形螺母 GB 63-88 组合式盖形螺母 GB 802-88 球面六角螺母 GB 804-88 扣紧螺母 GB 805-88 滚花高螺母 GB 806-88 滚花薄螺母 GB 807-88 小六角特扁细牙螺母 GB 808-88 嵌装圆螺母 GB 809-88 小圆螺母 GB 810-88 圆螺母 GB 812-88 端面带孔圆螺母 GB 815-88 侧面带孔圆螺母 GB 816-88 带槽圆螺母 GB 817-88 1型非金属嵌件六角锁紧螺母 GB /T 889.1-2000 1型非金属嵌件六角锁紧螺母细牙 GB /T 889.2-2000 盖形螺母 GB 923-88 1型六角螺母 GB /T 6170-2000 1型六角螺母细牙 GB /T 6171-2000 六角薄螺母 GB /T 6172.1-2000 非金属嵌件六角锁紧薄螺母 GB /T 6072.2-2000 六角薄螺母细牙 GB /T 6173-2000 六角薄螺母无倒角 GB /T 6174-2000 2型六角螺母 GB /T 6175-2000 2型六角螺母细牙 GB /T 6176-2000 六角法兰面螺母 GB /T 6177.1-2000 六角法兰面螺母细牙 GB /T 6177.2-2000
机构设计——锁紧与防松
在一个论坛上看到的,忘了作者是谁,向作者致谢. 机构设计——锁紧与防松 此处所讲的锁紧与防松仅适于可拆结构。对不不可拆结构,一般从配合上或用不可拆联接达到要求。锁紧机构主要工作原理相关是力学上的死点、压力角和摩擦角。其实际机构非常多,常用的有螺纹锁紧、偏心轮锁紧、斜面锁紧、四杆机构锁紧。 螺纹锁紧是最常用的,其产品已经标准化。在一般情况下推荐使用。使用螺纹锁紧时应注意配合的螺纹长度。一般说来,超过八个牙后多余的配合长度意义不大,少于三个牙则联接不可靠。螺纹锁紧的一个最大优点是行程长,全行程均可作为有效作用点,且各处增力均匀。其缺陷是当工作行程要求较长时,操作起来较麻烦。一般情况下均可采用,但在要求快换的情况下不宜单独使用。 偏心轮锁紧机构能快速锁紧,但其锁紧作用点较为固定且行程很小,对零件精度有一定的要求。对于塑胶件来说,因其容易产生蠕变而影响锁紧效果。对于锁紧点常作小范围变动的情况,可能偏心轮与螺纹锁紧配合使用。 斜面锁紧增力较小,行程较小,但行程有一定的调节能力,一般以斜锲的方式使用。在实际设计中,常利用塑胶的弹性在较小的锁紧力情况下使用。另外,也常用于调节零件间的间隙。一般不用于较大锁紧力的情况。 四杆机构锁紧行程可设计得很大,锁紧点较为固定。对于精度较高的机构可单独使用。除行程可以设计得较大外其它情况与偏心轮相似。一般与螺纹锁紧配合使用。其结构较为复杂,应用于经常使用的快换机构。 除以上常用的锁紧机构外,还有一类机构没有锁紧作用,但能在作用点附近自锁。这类机构常与锁紧机构配合,扩展锁紧机构的功能。这类机构除棘轮外没有固定的方式,一般是临时设计。压力角是机构中不考虑构件的惯性力和不计运动副的摩擦力的情况下,机构运动时从动件所受到的驱动力的作用线与该力作用点处运动的绝对速度方向线之间所夹的锐角。压力角越大,驱动越困难。当压力角的余角小于接触面间的摩擦角时,机构就能自锁。在设计自锁机构时,对摩擦角的取值应是机构工作所有可能环境的最小值。除此之外,此类机构还要求能在一定情况下能方便的解锁。此类机构与锁紧机构配合使用时可先解除锁紧,在没有锁紧力时一般可过改变驱动力的作用点的方式轻松解锁。在做自锁与锁紧机构设计时,一定要注意零件的刚度问题。如机构零件在作用过程中产生较大的变形,则很可能会达不到设计效果。 防松不仅对锁紧机构重要,对较恶劣环境下工作的联接也很重要。对于一般情况下的螺纹防松在《机械设计手册》上有所介绍,此处只考虑复杂受力环境下的机构防松。 防松的重要原理一个是固定;一个是弹性;还有一个是隔离作用力。对于固定防松的方式较为极端,也最有较。比如,一些狙击手用盐水将瞄准器与枪上的固定座浸泡,使之生锈。这种方式可使联接在受枪强大的反冲力的情况下仍不松动。在设计上,有用胶水固定,甚至在机构锁紧后直接焊接固定的极端情况。在要求可拆的情况下,也有附加一固定机构将锁紧部分固定起来的情况。但对于要求有一定调节量的情况这些方案就不适用了,这时一般利用弹性来达到防松的目的。机构(包括锁紧机构、联接机构、自锁机构)之所以在复杂受力情况下会松驰,主要原因是机构在复杂受力情况下产生少量的位移(这很正常,除用极端方式固定外不可避免)后,因其在锁紧方向的力要大于解锁方向的作用力,所以机构返回原位置较偏移原位置困难。在多次作用积累下,就会产生较大的位移,从而产使机构松驰,达不到预定设计效果。而在锁紧机构中加处弹性元件,则可起到两个作用。一是弹性元件可起到复位的作用,将产生的位移以弹性形变的方式出现。当外力情况变化时,弹性元件则以相应的弹性形变应对。在这种情况下,机构中的元件并无实质
螺母标准
六角螺母C级GB /T41-2000 六角厚螺母GB 56-88 2型全金属六角锁紧螺母9级GB /T 6186-2000 全金属六角法兰面锁紧螺母GB /T 6187.1-2000 全金属六角法兰面锁紧螺母细牙GB /T 6187.2-2000 1型六角开槽螺母细牙A和B级GB 9457-88 2型六角开槽螺母细牙A和B级GB 9458-88 六角开槽薄螺母细牙A和B级GB 9459-88 焊接方螺母GB /T 13680-92 焊接六角螺母GB /T 13681-92 2型六角开槽螺母-A和B级GB 6180-86 六角开槽薄螺母-A和B级GB 6181-86 蝶形螺母GB 62-88 六角薄螺母GB /T 6172.1-2000 非金属嵌件六角锁紧薄螺母GB /T 6072.2-2000 六角薄螺母细牙GB /T 6173-2000 六角薄螺母无倒角GB /T 6174-2000 2型六角螺母GB /T 6175-2000 2型六角螺母细牙GB /T 6176-2000 六角法兰面螺母GB /T 6177.1-2000 六角法兰面螺母细牙GB /T 6177.2-2000 2型非金属嵌件六角锁紧螺母GB /T 6182-2000 非金属嵌件六角法兰面锁紧螺母GB /T 6183.1-2000 非金属嵌件六角法兰面锁紧螺母细牙GB /T 6183.2-2000 1型全金属六角锁紧螺母GB /T 6184-2000 2型全金属六角锁紧螺母GB /T 6185.1-2000 2型全金属六角锁紧螺母细牙GB /T 6185.2-2000 小沉头铆螺母GB /T 17880.3-1999 环形螺母GB 63-88 组合式盖形螺母GB 802-88 球面六角螺母GB 804-88 扣紧螺母GB 805-88 1型六角螺母GB /T 6170-2000 1型六角螺母细牙GB /T 6171-2000 120°小沉头铆螺母GB /T 17880.4-1999 平头六角铆螺母GB /T 17880.5-1999 精密机械用六角螺母GB /T 18195-2000
轴向锁紧装置设计报告
轴向锁紧装置设计报告
1、设计概述 轴向锁紧装置在光、电缆生产设备及其他多种行业的生产设备中广泛应用。 传统的轴向锁紧装置以螺母锁紧装置、紧定螺钉套锁紧装置和销套锁紧装置最为常见: 1、螺母锁紧装置:轴端螺纹往往设计得比较长,而螺距又比较小,已造成装拆效率低或造成裸露过长而强度不高的细螺纹的局部损伤。 2、紧定螺钉套锁紧装置:为了确保锁紧的可靠性,只有增加螺钉的旋紧力,这样,既增加了拆卸难度,又增加了轴面损伤、螺钉及套螺孔螺纹损坏的可能。 3、销套锁紧装置:靠套内弹性定位锁销入轴上锁孔而定位的轴向锁紧装置;特点是可靠性高,但轴向调整连续性差。 综上所述,传统的轴向锁紧装置不太适于频繁拆装或轴向调整,且有的锁紧可靠性不高。为此我们要探究制造一种适于频繁拆装或轴向调整,且锁紧可靠性颇高的轴向锁紧装置,更好地服务应用于各行各业中的生产设备。 2、设计思路和方案 力学中有一类现象称为“自锁现象”,当自锁条件满足时,外力越大,物体保持静止的能力越强.人们利用自锁现象的力学原理开发出了各种各样的机械工具,这些工具广泛应用于工农业生产中;在日常生活中利用这一原理的现象也随处可见。 依此现象我们设计了一种光杆轴向快速锁紧装置,它的核心部件是内锥形套,其内锥面斜度角的合理选择是该装置可靠性(即反向自锁性)的首要保障,图1为内锥形套结构图。 当轴向外力作用在该装置外套及内锥形套外端面时,内锥形套通过锥面与淬火钢珠接触点作用的法向力使钢珠产生沿轴滚动及滑动的趋势。为了实现该装置的反向自锁,内锥形套锥面斜度角必须满足以下两个条件: (1)淬火钢珠相对轴滚动自锁; (2)淬火钢珠相对轴滑动自锁。 下面以淬火钢珠为研究对象,分别就这两方面进行受力分析。 图二淬火钢珠的临界自锁状态受力图。 图中:N——轴对淬火钢珠的法向反作用力; P——外力导致内锥形套通过B点作用于淬火钢珠的法向力; Ta——轴面作用于淬火钢珠的最大静摩擦力; Tb ——内锥形套作用于淬火钢珠的最大静摩擦力; f1——轴面与淬火钢珠间的静摩擦系数; f2——内锥形套锥面与淬火钢珠问的静摩擦系数; R——淬火钢珠的半径。
轴向锁紧装置最终版
总 专业班级
18 页
第
1 页
编号:
机制 0901 班
设计方案报告
学生姓名
产品名称
轴向锁紧装置
生产纲领
件/年
零件名称
生产批量
件/月
1、设计概述 为克服传统锁紧装置操作复杂,可靠性差等缺点,该装置结构简单,便捷,降低操作强度低,提高劳动效率。 本产品利用双偏心轮相对轴的快速压紧,在光轴上加紧零件欲轴向移动时,通过卡紧光轴,实现轴向锁紧,轴向锁紧 的可靠度取决于偏心轮对光轴的压紧力。本装置的一大亮点为沿轴向锁紧物件时,在轴上任意位置反向拉动外套均不能产 生反向移动,内外套筒利用螺纹自锁功能对轴向运动时产生的力传递给凸轮,实现凸轮的反向运动来压紧轴,在拆卸装置 时,利用螺纹微调功能,内套筒轴向移动,轴端顶开凸轮,自锁消除。该方案制作简单,操作方便,便于拆卸。 设计过程中,我们也考虑了传统的轴向锁紧方案。螺母锁紧,利用螺纹自锁原理,实现轴向锁紧。但由于被加持零件 厚度不定,轴端螺纹设计较长,螺距较小,夹持厚度较小的材料时会造成装拆效率的降低,而且容易造成裸露过长而强度 不高的细螺纹的局部扭伤。紧定螺钉套锁紧装置,在轴套与轴间旋入紧定螺钉,进行轴向锁紧,锁紧的可靠性取决于螺钉 的旋紧力,但这样会增加了拆装难度,又增加了轴面损伤螺钉及套螺孔螺纹损伤的可能。 综合以上三种方案,我们选择安全可靠的偏心轮轴向快速锁紧装置。
2、设计思路和方案 本产品使用方法如下:轴向锁紧物件时,在光轴轴向移动时,将该装置直接套在轴上,直至压紧物件为止。压紧过程 中,在轴上任意位置反向拉动外套均不能产生反向移动,拆卸时,左手握住外套筒,右手旋转内套筒法兰,利用螺纹微调 功能,内套筒轴向移动,轴端顶开凸轮,自锁解除,可实现装置反向移动。 基于圆偏心结构简单,容易制造,应用广泛,我们采用圆偏心轮。 圆偏心的特性 下图为偏心轮直径 D,偏心距 e。 偏心夹紧圆周上各接触点的升角а 不是一个常数。 由下图知,从任意接触点 P 分别作与回转中心 O,O1 的连线, ? OPO 1 就是 P 点的升角 ? P
? P ? arctan
OM MP ? arctan es in ? D 2 ? e cos ?
式中 Θ ——偏心轮回转角,即 mn 与 O1P 的夹角。 随着回转角的增大,升角也随之增大,Θ =90 度时升角最大,此时 OO1 连线处于水平位置。
? max ? arctan
2e D
回转角大于 90 度以后,升角随回转角的增大而减小,Θ =180 度时,升角为 0 度。圆偏心轮升角变化的特性与自锁条 件,工件段选择及结构设计等关系重大。
2、圆偏心轮的自锁条件
? max ? ? 1 ? ? 2
轴向快速锁紧装置
专业班级机设03班第五组 设计方案报告总 5 页第页编号: 产品名称 光轴快速锁 紧装置 生产纲领件/年 学生姓名魏文才程亚茹丁莉莉赵梦坡 张扬扬邢亚南王新伟零件名称生产批量件/月 1、设计概述 轴向锁紧装置在光、电缆生产设备及其他多种行业的生产设备中广泛应用。 传统的轴向锁紧装置以螺母锁紧装置、紧定螺钉套锁紧装置和销套锁紧装置最为常见: 螺母锁紧装置:轴端螺纹往往设计得比较长,而螺距又比较小,已造成装拆效率低或造成裸露过 长而强度不高的细螺纹的局部损伤。 。紧定螺钉套锁紧装置:为了确保锁紧的可靠性,只有增加螺钉的旋紧力,这样,既增 加了拆卸难度,又增加了轴面损伤、螺钉及套螺孔螺纹损坏的可能。 销套锁紧装置:靠套内弹性定位锁销入轴上锁孔而定位的轴向锁紧装置;特点是可靠性高,但轴向 调整连续性差。 综上所述,传统的轴向锁紧装置不太适于频繁拆装或轴向调整,且有的锁紧可靠性不高。 为此我们要探究制造一种适于频繁拆装或轴向调整,且锁紧可靠性颇高的轴向锁紧装置,更好地服务应用于各行各业中的生产设备。
2、设计思路和方案 力学中有一类现象称为“自锁现象”,当自锁条件满足时,外力越大,物体保持静止的能力越强.人们利用自锁现象的力学原理开发出了各种各样的机械工具,这些工具广泛应用于工农业生产中;在日常生活中利用这一原理的现象也随处可见。 依此现象我们设计了一种光杆轴向快速锁紧装置,它的核心部件是内锥形套,其内锥面斜度角的合理选择是该装置可靠性(即反向自锁性)的首要保障,下图为内锥形套结构图。 当轴向外力作用在该装置外套及内锥形套外端面时,内锥形套通过锥面与淬火钢珠 接触点作用的法向力使钢珠产生沿轴滚动及滑动的趋势。为了实现该装置的反向自 锁,内锥形套锥面斜度角必须满足以下两个条件: (1)淬火钢珠相对轴滚动自锁; (2)淬火钢珠相对轴滑动自锁。 下面以淬火钢珠为研究对象,分别就这两方面进行受力分析。 右图淬火钢珠的临界自锁状态受力图。 图中: N——轴对淬火钢珠的法向反作用力; P——外力导致内锥形套通过B点作用于淬火钢珠的法向力;
轴向锁紧装置设计报告
22
22 Ta ——轴面作用于淬火钢珠的最大静摩擦力; Tb ——内锥形套作用于淬火钢珠的最大静摩擦力; f1—— 轴面与淬火钢珠间的静摩擦系数; f2—— 内锥形套锥面与淬火钢珠问的静摩擦系数; R —— 淬火钢珠的半径。 淬火钢珠相对轴临界滚动自锁状态时,必有: 0=∑A M () ''cos 1sin φφ+??-??=∑ R T R P M B A 故: 0)cos 1(sin ' '=+??-??φφR T R P B 图1内锥套结构图 将P f T B ?=2代入上式,整理得: 2 '2f tg =??? ??φ 整理上式,可得滚动自锁角为: 2'2arctgf =φ 可知,淬火钢珠相对轴滚动自锁条件为: 'φφ≤ 即 22arctgf ≤φ 又有0=∑x F A B x T T P F -?-?=∑' 'cos sin φφ 所以()10cos sin ''---=-?-?A B T T P φφ 因为() ()() 4sin cos 32''21---?+?=-----------?=-----------?=φφB B A T P N P f T N f T 将式(2)、(3),(4)代人式(1),整理可得()()0cos sin 1'21'21=?+-??-φφf f f f 图2淬火钢珠的临界自锁状态受力图 则由以上可知,淬火钢珠相对轴滑动自锁条件为:'φφ≤ 即()()[]2121'1/f f f f arctg ?-+≤φ
22 综合上述受力分析的结果,可得反向自锁式轴向锁紧装置实现反向自锁的条件为: {()()[]}()51/,2m in 21212----?-+≤f f f f arctg arctgf φ 材料45钢 查得:15.015.021==f f ,得 06.17≤φ故 15=φ (实际应中,为保证装置反向自锁的可靠性及结构的紧凑性,φ值的选择应比式(5)所求得的值小2~3°为宜。) 有一点需说明,上述受力分析过程中,不需要考虑弹簧反力对钢珠的作用,其值亦与自锁角大小无关。 3、设计结果 1)外套与内锥形套间,内套与拉帽间均为过盈配合、压力装配; 2)外套与内锥形套端面比内套端面略微突出; 3)内套孔径D2比锁紧轴直径略大,均布钢珠(3—4颗)的最小公共内切圆直径D1 比锁紧轴直径略小; 4) 4)内锥形套圆柱面内孔直径比均布钢珠的最小公共外切圆直径略小,并与其内套配合面呈间隙配合; 5)圆柱螺旋压缩弹簧保证淬火钢珠与内锥形套内锥面有效接触,且操作灵活。 图三光轴快速锁紧装置三维剖分图 1-拉帽;2-内套;3-外套;4-内锥形套;5-钢珠;6-弹簧
轴向锁紧装置设计报告
专业班级 团队成员
总 4 页 第 页 编号:
设计方案报告 光轴快速锁
产品名称
生产纲领
紧装置
件/年
零件名称
生产批量
件/月
1、设计概述
轴向锁紧装置在光、电缆生产设备及其他多种行业的生产设备中广泛应用。 传统的轴向锁紧装置以螺母锁紧装置、紧定螺钉套锁紧装置和销套锁紧装置最为常见: 1、螺母锁紧装置:轴端螺纹往往设计得比较长,而螺距又比较小,已造成装拆效率低或造成裸露过长而强度不高的细螺纹的局 部损伤。 2、紧定螺钉套锁紧装置:为了确保锁紧的可靠性,只有增加螺钉的旋紧力,这样,既增加了拆卸难度,又增加了轴面损伤、螺 钉及套螺孔螺纹损坏的可能。 3、销套锁紧装置:靠套内弹性定位锁销入轴上锁孔而定位的轴向锁紧装置;特点是可靠性高,但轴向调整连续性差。 综上所述,传统的轴向锁紧装置不太适于频繁拆装或轴向调整,且有的锁紧可靠性不高。为此我们要探究制造一种适于频繁拆装 或轴向调整,且锁紧可靠性颇高的轴向锁紧装置,更好地服务应用于各行各业中的生产设备。
2、设计思路和方案
力学中有一类现象称为“自锁现象”,当自锁条件满足时,外力越大,物体保持静止的能力越强.人们利用自锁现象的力学原理 开发出了各种各样的机械工具,这些工具广泛应用于工农业生产中;在日常生活中利用这一原理的现象也随处可见。
依此现象我们设计了一种光杆轴向快速锁紧装置,它的核心部件是内锥形套,其内锥面斜度角的合理选择是该装置可靠性(即反 向自锁性)的首要保障,图 1 为内锥形套结构图。
当轴向外力作用在该装置外套及内锥形套外端面时,内锥形套通过锥面与淬火钢珠接触点作用的法向力使钢珠产生沿轴滚动及滑 动的趋势。为了实现该装置的反向自锁,内锥形套锥面斜度角必须满足以下两个条件:
(1)淬火钢珠相对轴滚动自锁; (2)淬火钢珠相对轴滑动自锁。 下面以淬火钢珠为研究对象,分别就这两方面进行受力分析。
图二淬火钢珠的临界自锁状态受力图。 图中:N——轴对淬火钢珠的法向反作用力;
P——外力导致内锥形套通过 B 点作用于淬火钢珠的法向力; Ta——轴面作用于淬火钢珠的最大静摩擦力;
楔形锁紧装置的研制_曹义信
楔形锁紧装置的研制 曹义信 宋立存 (南京电子技术研究所 210013) 【摘要】 本文介绍了应用于L RM(现场可更换模块)的楔形锁紧装置的研制背景、原理、结构组成及在工程中的应用。 关键词 楔形锁紧装置 LRM 热阻 The Design on Wedge Lock 【Abstract】 T his paper introduces the background of desig ning of the wedge lock that used in L RM(Line Re-placeable M odular),and also discusses its principle and structure types and applications in projects. Key Words Wedge lock LRM(Line Replaceable Modular) Therm al resistance 1 前 言 随着科学技术的不断进步,超大规模集成电路的发展和集成电路的普及,使得过去功能单一、体积庞大、独立应用的模拟电路和分立元件被高集成度、体积小而功能众多、资源共享的模块化结构所代替。在电子设备设计中,传统的自下而上的设计方法被现在自上而下的顶层设计思想所代替,即用标准化、模块化的思想,提出了现场可更换模块(LRM)的概念,并得到普及。每一模块具有独立的功能,外形尺寸统一,减少了尺寸的复杂多样性。在维护上,可以在现场将模块取出,换上另一标准模块,系统可立即恢复工作,换下的模块送到指定地点进行维修。电子设备处于恶劣的振动、冲击环境下,尤其是军用电子设备所处的环境条件更为苛刻。所以模块必须用一定的机械装置固定在机箱插槽中,不得晃动、窜动,同时尽量减小模块与机箱壁间的接触热阻。我们决定采用楔形锁紧装置来实现上述功能,并开展研制。图1为装有LRU的机箱及装有楔形锁紧装置的印制板插件。 2 原 理 根据实际应用,研制了两种类型的楔形锁紧装置(三节式锁紧装置和五节式锁紧装置),如图2和图3所示。每种形式根据模块的外形不同, 有不同 图1 装有LRU的机箱及装有楔形锁紧装置的印制板插件 的尺寸系列。三节式和五节式的原理相同,以三节式为例:顺时针旋动螺杆,由于滑座固定在模块(插件或印制板)上,使得滑块沿滑座的斜面移动,直至贴紧另一侧的插槽壁,这样便实现了锁紧的作用;反之,两滑块在簧片的作用下,恢复到原来位置。 3 机构分析 (1) 滑座为锁紧装置与模块的连接体,螺杆与后滑块的螺纹啮合是引起滑块位移的机械形式。若不采用锁紧螺母,则会发生因振动或逆时针旋动螺杆松开楔形锁紧装置时,螺杆逆时针旋动过大的位移导致后滑块掉入机箱中。采用锁紧螺母则是为了防止这一故障的发生并可控制楔形锁紧装置的最大位移。 总第90期 第2期 2001年4月 电子机械工程 Electro-Mechanical Engineering To tal N o.90 N o.2 Apr.2001 收稿日期 2000-07-15
【标准】螺母gb规格
规格标准——GB标准 方螺母C级GB 39-88 六角螺母C级GB /T41-2000 六角厚螺母GB 56-88 蝶形螺母GB 62-88 环形螺母GB 63-88 组合式盖形螺母GB 802-88 球面六角螺母GB 804-88 扣紧螺母GB 805-88 滚花高螺母GB 806-88 滚花薄螺母GB 807-88 小六角特扁细牙螺母GB 808-88 嵌装圆螺母GB 809-88 小圆螺母GB 810-88 圆螺母GB 812-88 端面带孔圆螺母GB 815-88 侧面带孔圆螺母GB 816-88 带槽圆螺母GB 817-88 1型非金属嵌件六角锁紧螺母GB /T 889.1-2000 1型非金属嵌件六角锁紧螺母细牙GB /T 889.2-2000 盖形螺母GB 923-88
1型六角螺母GB /T 6170-2000 1型六角螺母细牙GB /T 6171-2000 六角薄螺母GB /T 6172.1-2000 非金属嵌件六角锁紧薄螺母GB /T 6072.2-2000 六角薄螺母细牙GB /T 6173-2000 六角薄螺母无倒角GB /T 6174-2000 2型六角螺母GB /T 6175-2000 2型六角螺母细牙GB /T 6176-2000 六角法兰面螺母GB /T 6177.1-2000 六角法兰面螺母细牙GB /T 6177.2-2000 1型六角开槽螺母-A和B级GB 6178-86 1型六角开槽螺母-C级GB 6179-86 2型六角开槽螺母-A和B级GB 6180-86 六角开槽薄螺母-A和B级GB 6181-86 2型非金属嵌件六角锁紧螺母GB /T 6182-2000 非金属嵌件六角法兰面锁紧螺母GB /T 6183.1-2000 非金属嵌件六角法兰面锁紧螺母细牙GB /T 6183.2-2000 1型全金属六角锁紧螺母GB /T 6184-2000 2型全金属六角锁紧螺母GB /T 6185.1-2000 2型全金属六角锁紧螺母细牙GB /T 6185.2-2000 2型全金属六角锁紧螺母9级GB /T 6186-2000 全金属六角法兰面锁紧螺母GB /T 6187.1-2000