机械制造工艺学期末考试复习资料
例1:有如图所示一批工件,铣侧面I 、水平面I 和侧面Ⅱ,水平面Ⅱ时,若加工过程分别为: 1)每个工件都先铣I ,然后回转180°铣Ⅱ,直至一批工件完工。
2)每个工件都先铣I ,直至一批工件都铣完I 后再铣Ⅱ。
3)每个工件都同时铣I 和Ⅱ,直至一批工件铣完。
以上三种加工情况各有几个工序?每个工序有几次安装和几个工位?
一、1 1 2 二、2 1 1 1 1 三、1 1 1
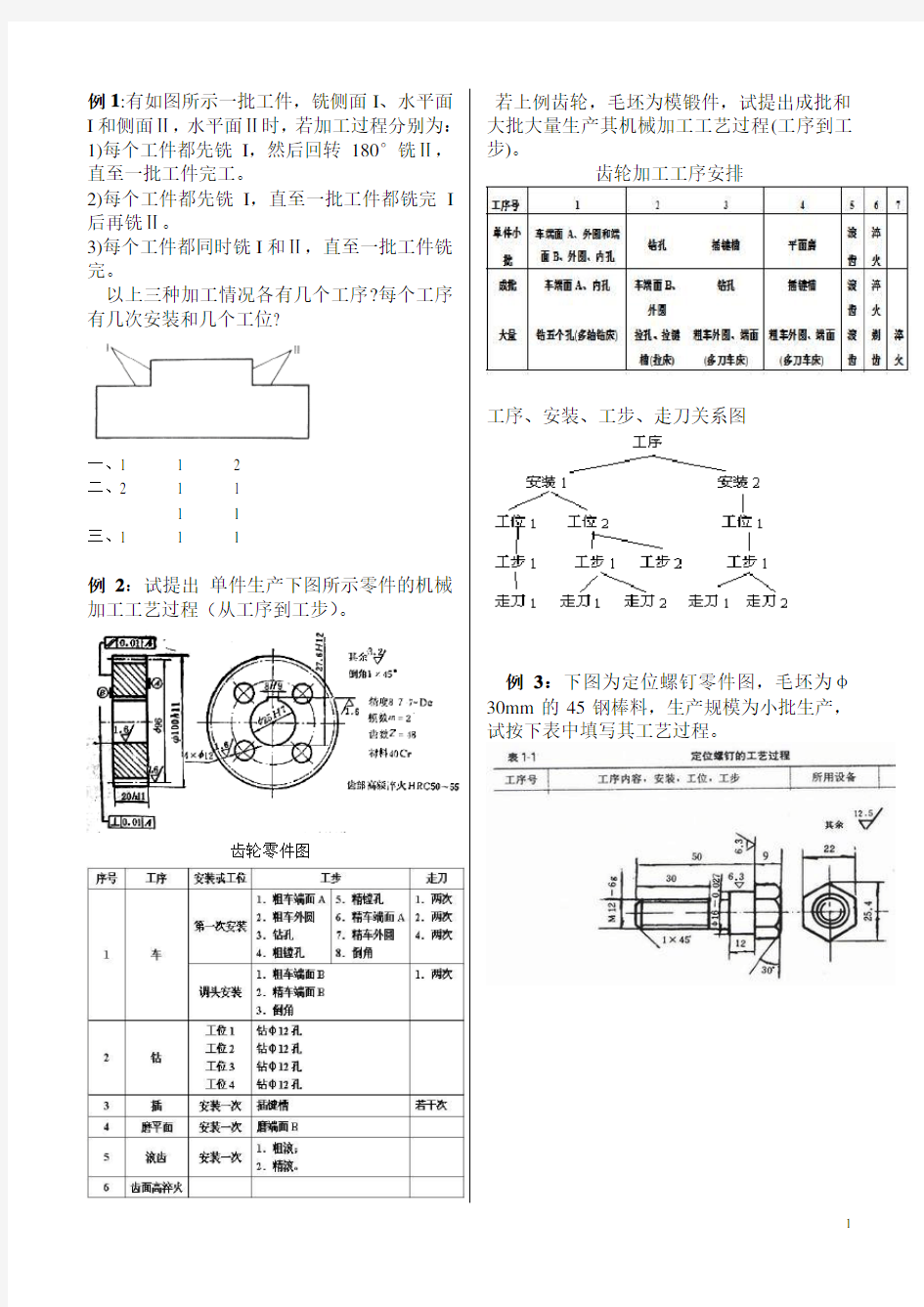
例2:试提出 单件生产下图所示零件的机械加工工艺过程(从工序到工步)。
齿轮零件图
若上例齿轮,毛坯为模锻件,试提出成批和
大批大量生产其机械加工工艺过程(工序到工步)。
齿轮加工工序安排
工序、安装、工步、走刀关系图
例3:下图为定位螺钉零件图,毛坯为φ30mm 的45钢棒料,生产规模为小批生产,试按下表中填写其工艺过程。
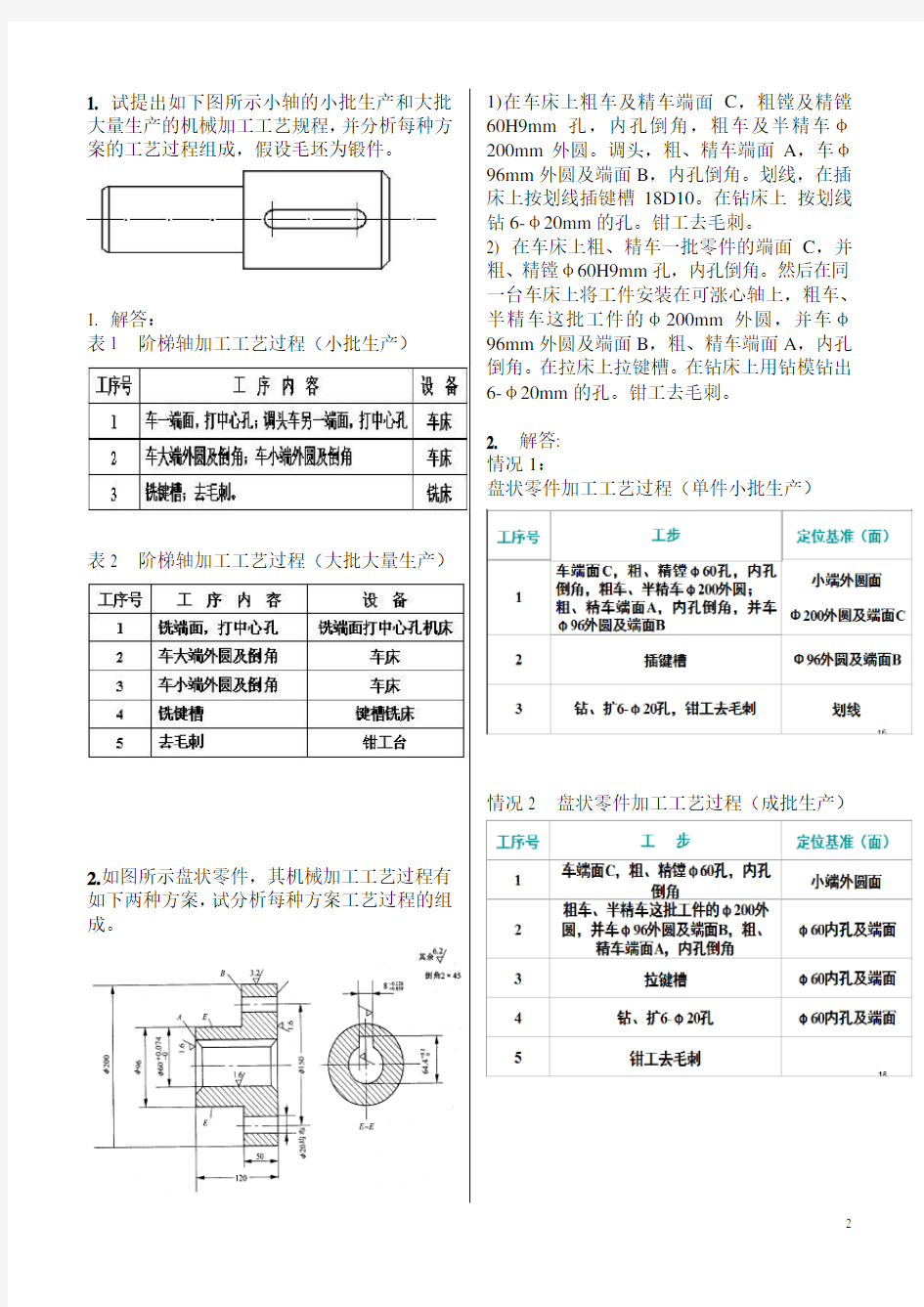
1. 试提出如下图所示小轴的小批生产和大批大量生产的机械加工工艺规程,并分析每种方案的工艺过程组成,假设毛坯为锻件。
1. 解答:
表1 阶梯轴加工工艺过程(小批生产)
表2 阶梯轴加工工艺过程(大批大量生产)
2.如图所示盘状零件,其机械加工工艺过程有如下两种方案,试分析每种方案工艺过程的组成。
1)在车床上粗车及精车端面C ,粗镗及精镗60H9mm 孔,内孔倒角,粗车及半精车φ200mm 外圆。调头,粗、精车端面A ,车φ96mm 外圆及端面B ,内孔倒角。划线,在插床上按划线插键槽18D10。在钻床上 按划线钻6-φ20mm 的孔。钳工去毛刺。
2) 在车床上粗、精车一批零件的端面C ,并粗、精镗φ60H9mm 孔,内孔倒角。然后在同一台车床上将工件安装在可涨心轴上,粗车、半精车这批工件的φ200mm 外圆,并车φ96mm 外圆及端面B ,粗、精车端面A ,内孔倒角。在拉床上拉键槽。在钻床上用钻模钻出6-φ20mm 的孔。钳工去毛刺。
2. 解答: 情况1:
盘状零件加工工艺过程(单件小批生产)
情况2 盘状零件加工工艺过程(成批生产)
3.试提出成批生产如下图所示零件的机械加工工艺过程的组成(从工序到工步),并指出各工序的定位基准。
3. 解答:
连接件零件加工工艺过程(成批生产)
六点定位原理
保证槽深A2:限制Z
保证槽底∥C面:限制X、Y
保证槽长A1:限制X
保证槽中心与长圆孔一致:限制Y、Z
定位元件
常用定位元件:支承钉,支承板,销,V形块,定位套,锥销。
定位元件所限制的自由度与其大小、长度、数量及其组合有关。
定位元件限制的自由度数归类
选择定位元件时应注意以下原则:
1)必须与工件定位基面相适应;
2)定位元件的数量和分布,应保证工件位置正确,定位稳定可靠;
3)不应损伤工件的定位基准面,特别是已加工表面;
4)定位元件应有较高的刚度;
5)定位元件应有较高的耐磨性
定位基本原理要点:
1)工件在夹具中的定位,可以转化成在空间直角坐标系中,用约束点限制工件自由度的方式来分析。
2)工件在定位时应该采取的约束点数目,或者说,工件在定位时应该被限制的运动自由度数目,完全由工件在该工序的加工技术要求所确定。
3)一个约束点只能限制工件一个自由度
4)每个约束点所限制的自由度,原则上不允许重复或互相矛盾。
问题:
1)不完全定位和过定位是否均不充许存在?为什么?
2)工件装夹在夹具中,凡是有六个约束点,即为完全定位;凡是超过六个约束点,就是过定位;不超过六个约束点,就不会出现过定位,这种说法对吗?为什么?
基准
下图a)为某零件简图,图b)、c)为铣削平面2和镗孔Ⅱ时的工序图。试指出:
(1)平面2 的设计基准、定位基准和测量基准;
(2)孔Ⅱ的设计基准、定位基准和测量基准。
加工精度的获得方法
1、尺寸精度的获得方法
1)试切法:
通过试切—测量—调整—再试切,反复进行到被加工尺寸达到要求为止的加工方法。此法的生产率低,要求工人的技术水平较高,否则质量不易保证,因此多用于单件、小批生产。2)调整法:
先调整好刀具和工件在机床上的相对位置,并在一批零件的加工过程中保持这个位置不变,保证工件被加工尺寸的方法。这种方法在加工时不再进行试切,生产率大大提高,但精度低些,主要决定于机床、夹具的精度和调整误差。
3)定尺寸刀具法:
用刀具的相应尺寸来保证工件被加工部位尺寸的加工方法。如钻头、镗刀块、拉刀及铰刀等来加工孔。有些孔加工刀具可以获得非常高的精度,生产率也非常高。由于刀具有磨损,磨损后尺寸就不能保证,因此成本较高,多用于大批和大量生产
4)自动控制法:
采用自动控制系统对加工过程中的刀具进给、工件测量和切削运动等进行自动控制,而获得要求的工件尺寸。生产率高,能够加工形状复杂的表面,且适应性好。采用这种加工方法得到的工件尺寸精度取决于控制系统中各元件的灵敏度、系统的稳定性以及机械装置的
2、形状精度的获得方法
1)轨迹法:
利用刀具的运动轨迹形成所要求的表面几何形状。刀尖的运动轨迹取决于刀具与工件的相对运动(成形运动)。其形状精度取决于刀具与工件成形运动的精度。
2)成形法:
利用成形刀具代替普通刀具来获得要求的
几何形状表面。机床的某些成形运动被成形刀具的刀刃所取代,从面简化了机床的结构。其形状精度取决于刀刃的形状精度,又有赖于机床成形运动的精度。
3)展成法:
利用刀具与工件作展成切削运动来获得加工曲面。如在滚齿机上加工齿轮的齿面。其形状精度取决于刀刃的形状精度和啮合运动的准确精度。
3、位置精度的获得方法
1)一次装夹法:
当零件上有相互位置精度要求的各表面是在同一次装夹中加工出来的时候,表面相互位置精度是由机床有关部分的相互位置精度来保证的。
2)多次装夹法(找正装夹、夹具装夹):当零件上有相互位置精度要求的各表面被安排在不同的安装加工时,零件表面的相互位置精度主要取决于安装精度。
工艺系统原有误差对加工精度的影响
1. 影响尺寸精度的主要因素:
尺寸测量精度、微量进给精度、微薄切削层的极限厚度和工件的定位及刀具的调整精度。
2. 影响形状精度的主要因素:
主轴回转精度、工件回转精度和移动部件的直线运动精度;成形运动间位置关系精度、速度关系精度;成形刀具的制造和安装精度;加工表面形状的检测精度等。
3. 影响位置精度的主要因素:
采用一次装夹和直接装夹,工件加工的位置精度主要受机床几何精度的影响;采用找正装夹为工件安装的找正精度;采用夹具装夹为机床几何精度、夹具制造精度、夹具定位精度或找正精度;采用非成形运动法加工时为工件加
切削力作用点位置变化引起工件的形状误差 例题1
在车床上车削一根Φ80×2000长轴,工件材料45钢σb=(60~70)×107Pa ,已知Ktj=50000N /mm ,Kwz=40000N /mm ,Kdj=30000N /mm ,切削用量:ap=lmm ,f=0.25mm /r ,v=120m/min ,使用YT15硬质合金刀具,CFy=0.5,求算因车床和工件受力变形对工件轴向截面精度的影响。 解答:
先计算切削力Fy :
1 车床的弹性变形:
将工件分为八段,点距250mm ,按点计算车床在Fy 力作用下的变形为y 车床
2 工件的弹性变形:
工件在Fy 力作用下的变形为y 工件
式中 E ——钢弹性模量为
J ——圆截面的惯性矩为
3 工件轴向截面形状误差:
将车床和工件的变形叠加,以
件受切削力产生变形引起工件半径的变化量,如下表。
切削力作用点位置变化引起工件的形状误
差
工件
车床-
y )(mm D 4
05.0? )(Pa 11
102?()()()
()()m x x mm x x L x x L EI F y y μ16
22
4112
222104576.22000376.32000
8005.010*******.3373?-?=?????-?=-=
工件
)
(53
.11220004.842000200052.673000014000012000500001200020006.3371112
22
22
22
2m x x mm
x x K L x K L x L K F y y L x L y L x y dj wz tj y μ+??
?
??+??? ??-=??
?
?????+???
??+??? ??-=??
?
???
?
?+??? ??+???
??-=+??? ??-+??? ??=刀架尾架主轴箱
车床
175.01191====y y y F F F n y x HB ,,,查表得:N HB f a C F y
F y
F y
F y
n y x P F y 6.33710
19125.015.0)(75.0=????==)(
切削力大小变化引起的加工误差 例题2:
在车床上车削Φ50×200的锻钢轴,材料σb=75×107Pa ,刀具为YT15硬质合金,主偏角Kr=45o,前角γ=0o,直径上的余量为4士1mm ,切深ap=2mm ,进给f =0.3mm /r ;切速v=100m /min 。 1)若选走刀次数i=1,工件径向截面几何形状精度要求为0.008mm ,即考虑工件要求达到h6,尺寸公差为0.016mm ,取几何形状误差占尺寸公差的50%,求算这时工艺系统的刚度要多少 2)若已知工艺系统刚度为20000N /mm (主要指机床的刚度),问需要走刀几次才能达到0.008mm 的径向截面几何形状精度要求。
从切削用量手册中可以查出
车削工艺系统很难有这样高的刚度,固不能一次走刀就达到这样高的几何形状精度。
设进行两次走刀,第二次走刀进给f2=0.2mm /r ,用了另一把车刀,Cfy=0.5,实际为两工步。
切削力对加工精度的影响总结:
1、当工件毛坯有形状误差或相对位置误差时,加工后仍然有同类的加工误差出现。
2、在成批大量生产中用调整法加工时,如毛坯尺寸不一,那么加工后这批工件将会造成尺寸分散(尺寸不一现象)。
3、毛坯材料硬度不均匀造成切削力变化,引起工件误差。
4、工件轴向截面的精度也有误差复映现象。
5、短袖、盘类或短套类,切削力作用点位置变化对轴向截面的精度影响较小,主要考虑误差复映问题。
连接件夹紧力的影响
机床部件中有些零件是用螺钉等连接,当受载时,开始载荷小于螺钉所形成的夹紧力,这时变形较小,刚度较高;当载荷大于螺钉所形成的夹紧力,这时螺钉将变形、因此变形较大,刚度较差,所以有连接件的一些结构中,多出现凸形变形曲线。
减少由于工件热变形造成的加工误差,常用的措施有:
1、在切削区域内供给充分的冷却液;
2、提高切削速度或进给量,使传导到工件上的热量减少;
3、工件粗加工后停放一段时间再进行精加工,避免前工序的热变形对精加工的影响;
4、及时修磨刀具,减少切削热的生成;
5、使工件装夹后有一定的伸缩自由,如采用弹簧顶尖或气动顶尖等。
mm mm A m g 21,008.0)
(1=±=?=?由题意可得:175.0/3.019135.0=====y
y
y
F F F n y r mm f HB C ,,,,可得:
由公式系统系统K HB f C K C y
F y F y m g n y F )(1??==??=εmm N K K /5.66397008.08.93.019135.028
.9191)3.0(35.02008.075
.075.0=????=???=)(系统
系统004.0004.02008
.0)(于或等于总的误差复映系数应小
,可知
由==??=m gi B ε2
2
211121)()(2
1系统系统K HB f C K HB f C y
F y F y y
F y F y n y F F n y ?????=?=εεε002
.020000
8.91912.05.0200008.91913.035.0/2000075
.075.021=???????=∴==)()(,εmm N K K
例1:
粗车Φ140×Φ100×300的45#钢钢管,切速v =150m/min ,f =0.2mm/r ,切深t =3mm ,求粗车外圆后钢管在直径上及长度上的热变形。 解答:
查切削用量手册并计算可得
先求算切削时间tj :
求工件的体积V :
小结:
加工盘类和长度较短的销轴、套类零件,走刀行程很短,可忽略沿工件轴向位置上切削时间(即加热时间)先后影响,引起的工件纵向误差可忽略。
车削较长工件时,沿工件轴向位置上切削时间有先后,开始切削时工件温升近于零,随着切削的进行,温升逐渐增加,工件直径随之逐渐胀大,至走刀终了时工件直径胀大最多,因而车刀的背吃刀量将随走刀而逐渐增大,工件冷却收缩后外圆表面就会产生圆柱度误差。 杆件长度尺寸精度要求不高,热变形引起的伸长可不考虑。但当工件以两顶尖定位,工件受热伸长时,如果顶尖不能轴向位移,则工件受顶尖的压力将产生弯曲变形。因此,当加工精度较高的轴类零件时,如磨外圆、丝杠等,宜采用弹性或液压顶尖。 例2
精刨铸铁床身导轨,L=2000mm ,h=600mm ,刨削时床面温度和床脚部温度相差Δt=2.4?C ,试求其导轨处的热变形。 例2解答
查表可得,铸铁的热膨胀系数为:
导轨的弯曲为0.011mm/1000mm ,这相当于导轨平直度的全部公差。 N
P z 2000=()。14%K ,7890kg/m =ρ密度]℃)kg (460.548[J/c ,℃101.1α查表得,对于钢件,a 31
51=?=?=--min
4.42.01000150140300=????=???=?=?=πππf v D L f D
v L f n L t j 3
3922221026.2103004
)100140(4)(m L d D V --?=??-=?-=ππ可得,
由公式传入V
c K t v P V c Q
t a j z ?????=??=?ρρ℃t 221026.27890548.46014.04.415020003=??????=?-m t L L μα7322300101.151=???=?=?-m t D D μα3422140101.15
1=???=?=?-()1511011--?=℃.α得由公式s tL L x 8821?=≈αφmm
x 022.0600820004.2101.12
5=????=-
正态分布曲线性质:
1)曲线相对于μ是对称的,中间高,两边低。表示零件尺寸靠近分散中心(平均尺寸μ)出现的机会多,远离μ是极少数
2)参数σ影响正态分布曲线的形态,σ值愈小则y值愈大,表示零件尺寸集中在μ附近,加工误差小;反之,σ值愈大,曲线愈平坦,尺寸分散大,加工精度低。
3)理论上分布曲线与x轴相交于无穷远,但从生产角度看,误差很大的可能性极小,实际误差大小有一定的范围。
4)零件平均尺寸的变动仅能使整个曲线在横坐标上移动,对曲线的形状没有影响
随机误差引起尺寸分散,常值系统误差决定分散中心位置,而变值系统误差则使中心位置随着时间按一定规律移动。
在车床的三爪自定心卡盘上精镗一批薄壁铜套的内孔(如下图所示),工件以φ50h6定位,用调整法加工,试分析影响镗孔的尺寸、几何形状及孔对已加工外圆φ46h6的同轴度误差的主要因素有哪些?并分别指出由这些因素引起的加工误差属于哪一类性质的误差?
答案
影响孔径尺寸精度的因素:
(1)镗刀的尺寸调整误差——常值系统误差;
(2)镗刀的磨损--—变值规律性误差:
(3)铜套的均匀热变形(加工后孔缩小)——常值系统误差。
影响孔几何形状精度的因素:
圆度误差:
(1)薄壁铜套的夹紧变形----随机误差;
(2)车床主轴的径向跳动----常值系统误差。
圆柱度误差:
(1)机床导轨的几何误差(纵导轨在水平面不直;前后导轨扭曲;纵导轨与机床主轴不平行)----常值系统误差;
(2)机床主轴的摆动--—常值系统误差。
(3)工艺系统受力变形——常值系统误差。
影响孔φ40H7对外圆φ46h6的同轴度误差的因素:
(1)基准不符误差(φ46h6与φ50h6的同轴度误差)----随机误差;
(2)工件外圆φ50h6的形状误差引起工件安装误差--—随机误差
工序卡
工艺规程根据下列因素选择
1)生产纲领是决定生产类型(大批、大量、中批、单件小批)的主要因素,亦即是设备、用具、机械化与自动化程度等的选择依据;
2) 制造零件所用的坯料或型材的形状、尺寸和精度是选择加工总余量和加工过程中首道工序的决定因素;
3)零件材料的性质(硬度、可加工性、热处理在工艺路线中排列的先后等)是决定热处理工序和选用设备及切削用量的依据;
4)零件制造的精度,包括尺寸公差、形位公差及零件图上所指定或技术条件中所补充指定的要求;
5)零件的表面粗糙度是决定表面上光整加工工序的类别和次数的主要因素;
6)特殊的限制条件,例如工厂的设备和用具的条件等;
7)编制的加工规程要在既定生产规模与生产条件下达到多、快、好、省的生产效果。例1
如图所示为一锻造或铸造的轴套,通常是孔的加工余量较大,外圆的加工余量较小。试选择粗、精基准。
解答:
以外圆为粗基准加工孔,然后以孔为精基准加工外圆,保证工件表面不会在加工过程中留下毛坯表面而造成废品。
例2
如图所示零件的A、B、C面,Φ10H7及Φ30H7孔均已加工。试分析加工Φ12H7孔,选用哪些表面定位最合理?为什么?
解答
选A面(定位元件为支承板)、Φ30H7孔(定位元件为圆柱销)、Φ10H7孔(定位元件为菱形销)作为定位基准。选A面和Φ30H7孔可以符合基准重合原则。
例3
图所示各零件加工时的粗、精基准应如何选择?并简要地说明理由。(a)中要求外毂壁厚较均匀;(b)中要求壳壁较均匀。
标有▽符号的为加工面,其余为非加工面.
解答
(a)以外毂内壁为粗基准加工内孔和一端面,再以该内孔和端面加工外毂面和另一端面。(b)以壳体外圆为粗基准加工内孔和端面以及法兰外圆,再以端面和大孔为精基准加工6-Φ10孔。
课堂作业:3-1
如图所示零件若孔及底面B已加工完毕,在加工上平面A时,应选择哪个面作为定位基准较合理?试列出两种可能的定位方案并进行比较。思考题 1
下图所示两模板零件,欲钻孔O1及O2,要求距A面和O孔尺寸分别为a1和a2,且其轴心线与A面平行。l为自由尺寸,孔O及其他表面均已加工。试选择加工这两个零件的孔O1及O2时的定位基准,指出所限制的自由度数。
解答
思考题2
试拟定右图所示零件的机械加工工艺路线.已知该零件的毛坯为铸件,孔未铸出.生产类型为成批生产.
加工工艺过程
主要工序的工序图
平面的加工路线
1)较粗糙平面的加工方案:对表面质量要求不高的未淬火钢件,经粗铣、粗刨、粗车等可达到要求。表面粗糙度Ra 值为50~12.5μm 。 2)较光洁平面的加工方案:对表面质量要求较高的未淬火钢件,特别是有色金属件,一般采用粗铣—精铣—高速精铣、粗刨—精刨—宽刃细刨等方案可达到要求。表面粗糙度Ra 值为0.8~0. 2μm 。
3)回转体端平面的加工方案:对于表面质量要求中等的未淬火钢件,通常采用粗车—精车方案可达到要求。表面粗糙度Ra 值为6.3~3.2μm 。
4)宽平面的加工方案:对于表面质量要求中等的未淬火钢件,通常采用粗铣—精铣方案可达到要求。表面粗糙度Ra 值为6.3~1.6μm 。 5)窄长平面的加工方案 对于表面质量要
求中等的未淬火钢件,通常采用粗刨—精刨方案可达到要求。表面粗糙度Ra 值为6.3~1.6μm 。
成形面的加工路线 成形面常采用车削、铣削、刨削等方法加工。较大尺寸的成形面常采用靠模加工和数控加工。
基本类型零件加工工艺的要点(上课没讲) 1.轴杆类零件的加工工艺要点
1)功能与结构:主要用于传递运动和转矩,其主要组成表面有外圆面、轴肩、螺纹和沟槽等
2)选材与选毛坯:45钢或40Cr钢;圆钢和锻件
3)主要技术要求与主要工艺问题:轴杆类零件的轴颈、安装传动件的外圆、装配定位用的轴肩等的尺寸精度、形位精度、表面粗糙度。4)定位基准与装夹方法:轴杆类零件加工时常以两端中心孔或外圆面定位,以顶尖或卡盘装夹。
5)工艺过程特点:加工轴杆类零件以车削、磨削为主要加工方法;使用中心孔定位,在加工过程中定位基准与设计基准重合,各主要工序的定位基准统一;采用通用设备和通用工装。2.饼块盘套类零件的加工工艺要点
1)功能与结构:主要用于配合轴杆类零件传递运动和转矩;主要组成表面有内圆面、外圆面、端面和沟槽等
2)选材与选毛坯:45钢或40Cr钢锻件毛坯,并进行调质处理
3)主要技术要求与主要工艺问题:齿轮内孔、端面的尺寸精度、形位精度、表面粗糙度及齿形精度
4)定位基准与装夹方法:齿轮加工时通常以内孔、端面定位或外圆、端面定位,使用专用心轴(一种带孔工件的夹具)或卡盘装夹工件。
5)工艺过程特点:齿轮加工分为齿坯加工和齿形加工两个阶段。通常以内孔、端面定位,插入心轴装夹工件,符合基准重合、基准统一原则。齿坯加工采用通用设备和通用工装;齿形加工多采用专用设备和专用工装。
3.机架箱体类零件的加工工艺要点
1)功能与结构:机器(或部件)的基础零件。尺寸较大,形状复杂,壁薄而不均匀,内部呈腔形,箱体上常有许多轴线互相平行或垂直的轴承孔。其底面、侧面或顶面通常是装配基准面。箱体上还常有许多小孔,如平滑的螺钉穿孔、螺孔、检查孔、油孔等。
2)选材与选毛坯:承载一般不大,多选用灰铸铁件毛坯;承载较大的,可以选用球墨铸铁件或铸钢件毛坯。在单件小批量生产中,也可以采用钢板焊接结构毛坯。
3)主要技术要求与主要工艺问题:零件的轴承孔和基准平面的形状精度、平行孔之间的平行度、同轴孔之间的同轴度、主要加工表面的表面粗糙度等
4)定位基准与装夹方法:
单件小批量生产中要安排划线工序,以划的线条作为粗基准。精基准选择:一是以一个平面和该平面上的两个孔定位,称为一面两孔定位;二是以装配基准定位,即以机架箱体的底面和导向面定位。
在单件小批量生产中常用螺钉、压板等直接装夹在机床工作台上;在大批量生产中则多采用专用夹具装夹。
5)工艺过程特点:
采用先面后孔的加工原则。加工过程中常需要安排时效处理,以消除工件的内应力;常采用通用的设备工装。平面在铣床、刨床上加工,轴承孔在镗床或铣床上加工。即使在大批大量生产中,也只采用部分的专用设备和工装。
定位误差又包括设计基准与定位基准不重合误差εcb、由于定位元件不准确而造成的基准位移误差εrb和由于工件定位面不准确而造成的基准位移误差εwb。
夹紧误差是由于夹具的夹紧元件或夹紧装置在夹紧工件时对工件定位位置的偏移,或工件的夹紧变形。
例题
某阶梯轴,长度为300,其中一段直径为Φ50,要求IT5级精度,表面粗糙度Ra0.04μm,并要高频淬火,毛坯为锻件,计算该加工表面的工序间尺寸及公差。
解答:
1. 拟订工艺路线
退火一粗车一半精车一淬火一粗磨一精磨一研磨
2. 计算各工序的加工余量
查阅《机械制造工艺设计手册》加工余量:研磨余量:0.01mm,精磨余量:0.lmm,粗磨余量:0.3mm,半精车余量:l.lmm,粗车余量:4.5mm,可知总余量:6.01lmm,可圆整为6mm,这样将粗车余量定为4.49mm。
3.确定各工序的经济精度及表面粗糙度
查阅《机械制造工艺设计手册》经济加工精度部分及有关公差表:
研磨后为h5(-00.011),Ra0.04μm,零件的要求。
精磨后为h6(-00.016),Ra0.16μm;
粗磨后h8(-00.039),Ra1.25μm;
半精车后为h11(-00.16),Ra2.5μm;
粗车后为h13(-00.39),Ra16μm。
毛坯的经济精度,查机械加工工艺设计手册为±2mm。
4.确定各工序尺寸、公差、表面粗糙度及毛坯尺寸。
尺寸链图及其各环性质的确定方法:
1)确定加工过程中被间接保证的尺寸,并定为封闭环;
2)从封闭环起,按照零件上各表面间的联系,依次画出有关的直接获得的尺寸作为组成环,直到尺寸的终端回到封闭环的起始端,形成一个封闭图形。
3)按照增环及减环定义,依次确定每个组成环的性质。
尺寸链的极值解法
(1)封闭环的基本尺寸
n 为总环数,m 为增环数
(2)封闭环的极限尺寸
例题1
如图所示尺寸链,若A1=A2=A3=30+0.1mm ,A4=10±0.05mm ,A5=A7=40-00.1mm ,A6=15±0.05mm ,求封闭环A0的基本尺寸、上下偏差及其公差值。
例题1解答:
根据增环及减环的定义,可得出尺寸链中的A1、A2、A3、A4为增环,A5、A6、A7为减环,所以
(1)封闭环的基本尺寸
(2)封闭环的上偏差 ES0=
ES1+ES2+ES3+ES4-(EI5+EI6+EI7)=0.1+0.1+0.1+0.05-(-0.1-0.05-0.1)=0.6mm
(3)封闭环的下偏差 EI0=
EI1+EI2+EI3+EI4-(ES5+ES6 +ES7)=0+0+0-0.05-(0+0.05+0) =-0.1mm mm
A A A A A A A A 5)401540(10303030)(76543210=++-+++=++-+++=
∑∑-+==-
=1
1
max
1
min
min
0n m j j m
i i A
A
A
∑∑-+==-=1
1
min
1
max
max
0n m j j m i i A
A
A
∑∑-+==-=1
1
1
n m j j
m
i i
A
A A )
(765432100
7654321A A A A A A A A A A A A A A A A
++-+++=?+++=++
+mm T mm 7.0506.01.0=,其公差值为本尺寸链封闭环的尺寸-+
在车床上加工一阶梯轴,如图所示,先加工小头至尺寸C=20+0.14mm ,然后加工大头至尺寸B=20+0.14mm ,求零件总长尺寸A 及其上、下偏差。
例题2 解答:
尺寸链图如右图所示。
根据定义,可知尺寸链中的A 是封闭环,B 、C 是增环 1)封闭环A 的基本尺寸 A=B+C=20+20=40mm 2)封闭环的上偏差 ES0=ES1+ES2=0.14+0.14=0.28 3)封闭环的下偏差 EI0=EI1+EI2=0+0=0 本尺寸链封闭环的尺寸为40+0.28 mm ,其公差值T0=0.28mm 如图所示尺寸链,若A1=A2=A3=30+0.1mm ,A4=10±0.05mm ,A5=A7=40-00.1mm ,A6=15±0.05mm ,用概率解法求封闭环的基本尺寸A0、上下偏差和公差值T0。
例题3解答:
(1)将各尺寸换算成双向公差
(2)计算封闭环的基本尺寸
(3)计算封闭环公差T0
∴用概率解法的封闭环尺寸: A0=5.25±0.13,公差T0= 0.26 用极值解法的封闭环尺寸:
05
.005.30301.0321±====+A A A
05.01505.095.394005.01061.0754±=±===±=-A A A A
,mm
A A A A A A A A 25.5)95.391595.39(1005.3005.3005.30)(76543210=++-+++=++-+++=
26.007.0)1.0()1.0()1.0()1.0()1.0()1.0()1.0(2
2222221120==++++++==∑-=n i i T T mm T mm 7.0506
.01.0=,其公差值为本尺寸链封闭环的尺寸-+
如图所示套筒成批加工时,若两端面已加工好,在本工序以表面A 为定位基准,加工表面B 。试进行尺寸换算,求尺寸C 及其上、下偏差。
例题4解答:
(1)尺寸链图右如图
40+0.2mm 是封闭环,50+0.1mm 为增环,尺寸C 为减环。
(2)用极值解法计算尺寸C 的基本尺寸
(3)尺寸C 的上偏差
(4)尺寸C 的下偏差
所以C=10-0.1mm 若上例中套简(图7a )的加工过程是先加工B 、D 面,得尺寸40+0.2,然后再以B 面为定位基准加工A 面,要求保证总长尺寸为50+0.1,试进行尺寸换算。
例题5解答:
(1)尺寸链如图所示
按加工顺序,总长50+0.1是最后自然得到的,故为封闭环。
①提高上道工序的加工精度,使本工序的定位误差位变小,即缩小尺寸40的公差; ②提高本工序的加工精度,即限制尺寸C 的加工误差;
③改变全部公差,即同时缩小尺寸40及尺寸C 的公差。
按等公差法分配尺寸40和C 的公差 (2)设尺寸40的上、下偏差为 尺寸C 的基本尺寸
尺寸C 的下偏差
尺寸C 的上偏差
所以C=10+0.05mm ,即上工序按40+0.05mm 加工,本工序按10+0.05mm 加工,就能保持总长符合图纸要求50+0.1mm 。 05
.0005.01.01
1
0=?-++=?-
=∑∑+==C C n
m q q
m
p p ES ES EI
ES ES 0
0001
1
1
=?-+=?-
=∑∑-+==C C n m q q
m
p p EI EI ES
EI EI
mm
C C n m j j
m
i i A
A A 1040501
1
1
0=?+=?-
=∑∑-+==
1.01.0
2.01
1
1
-=?-+=?-=∑∑-+==C C n m q q
m
p p
EI EI EI
ES
ES 0
001
1
1
=?-=?-
=∑∑-+==C C n m q q
m
p p ES ES ES
EI EI
mm
C C n m j j
m
i i
A
A A 1050401
1
1
=?-=?-=∑∑-+==
C δδδ+=)40()50(05
.02
1.0)40(===C
δδmm
05
.0040+
右图为套筒零件,内孔及外圆均已加工,现欲加工键槽,用P 点定位来进行加工是不可能的,因此可选M 点或N 点为定位基准来进行加工,这就产生了基准不重合。请分析比较用何处定位易于保证键槽的深度16+0.18mm 。
例题6 解答:
(1)以M 点定位加工键槽
以M 点定位加工键槽的尺寸链如图所示
由于键槽深度为16+0.18 mm 是由A1和A2来决定的,故A0为封闭环,计算时若用极值解法,设A2的尺寸公差为: 尺寸A2的基本尺寸
尺寸A2 的下偏差
所以
(2)以N 点定位加工键槽
由于键槽深度为16+0.18 mm 是由B1、B2和B3来决定的,故B0为封闭环,计算时若用极值解法,设B3的尺寸公差为:
尺寸B2的基本尺寸
尺寸B3的下偏差
尺寸B3的上偏差
所以
0865
.002.0023.00435.00331
1
1
-=?----=?-=∑∑-+==B B n m q q
m
p p
ES ES ES
EI
EI 016
.0)02.0(0018.0331
1
1
-=?----=?-=∑∑-+==B B n m q q
m p p
EI EI EI
ES ES mm
n m j j
m
i i
A A A 9
B B B B B B
343210
1
1
1
=?---=?-=∑∑-+==
093
01042087
01802.,..==--T mm A 18
00180221
1
1
..-=?-=?-
=∑∑-+==EI EI n m q q
m
p p
EI
ES
ES 087
008700221
1
1
..-=?-=?-=∑∑-+==ES ES n m q q
m
p p
ES
EI
EI mm
A A A n m j j
m
i i
A
A A 104162211
1
1
=?-=?-=∑∑-+==
机械制造工艺学课后习题及参考答案.docx
机械制造工艺学复习题及参考答案 第一章 1.1什么叫生产过程、工艺过程、工艺规程? 答案: 生产过程是指从原材料变为成品的劳动过程的总和。 在生产过程中凡属直接改变生产对象的形状、尺寸、性能及相对位置关系的过程,称为工艺过程。 在具体生产条件下,将最合理的或较合理的工艺过程,用文字按规定的表格形式写成的工艺文件,称为机械加工工艺规程,简称工艺规程。 1.3结合具体实例,说明什么是基准、设计基准、工艺基准、工序基准、定位基准、测量基准、装配基准。 答案: 基准是指用以确定生产对象几何要素间的几何关系所依据的点、线、面。 设计基准是指在零件图上标注设计尺寸所采用的基准。 工艺基准是指在零件的工艺过程中所采用的基准。 在工序图中,用以确定本工序被加工表面加工后的尺寸、形状、位置所采用的基准,称为工序基准。 在加工时,用以确定工件在机床上或夹具中正确位置所采用的基准,称为定位基准。 在加工中或加工后,用以测量工件形状、位置和尺寸误差所采用的基准,称为测量基准。 在装配时,用以确定零件或部件在产品上相对位置所采用的基准,称为装
感谢你的观看配基准。 1.6什么是六点定位原理?什么是完全定位与不完全定位?什么是欠定位与过定位?各举例说明。 答案: 六点定位原理:在夹具中采用合理布置的6个定位支承点与工件的定位基准相接触,来限制工件的6个自由度,就称为六点定位原理。 完全定位:工件的6个自由度全部被限制而在夹具中占有完全确定的唯一位置,称为完全定位。 不完全定位:没有全部限制工件的6个自由度,但也能满足加工要求的定位,称为不完全定位。 欠定位:根据加工要求,工件必须限制的自由度没有达到全部限制的定位,称为欠定位。 过定位:工件在夹具中定位时,若几个定位支承重复限制同一个或几个自由度,称为过定位。 (举例在课本page12、13)。 1.10何谓零件、套件、组件和部件?何谓套装、组装、部装、总装和装配? 答案: 零件是组成机器的最小单元,它是由整块金属或其它材料构成的。 套件是在一个零件上,装上一个或若干个零件构成的。它是最小的装配单元。 组件是在一个基准零件上,装上若干套件而构成的。 部件是在一个基准零件上,装上若干组件、套件和零件构成的。部件在机感谢你的观看
英语期末考试复习资料
英语期末考试----12月26日 (一)题型: 1.听力(10个短对话&2个短篇文章--10个问题) 2.阅读(3篇,其中一篇从第二册快速阅读的1--5单元中出) 3.单词(3,4,6单元A课文课后练习中vocabulary&word-building) 4.完型 5.翻译(3,4,6单元A课文课后练习中汉译英部分;以及3,4,6A课文中一段的段落进行英译汉) (二)单词&短语 1. I firmly believe that this agreement will be for our mutual benefit. 我坚决相信这份协议有利于我们的共同利益。 1.People have bought these houses under the illusion that their value would just keep on rise. 人们买房子是基于它们会增值这种幻象。 2.The project has been canceled by the local government for lack of public resources. 由于缺乏公共资源,当地政府取消了这个项目。 3.The clerk must have overlooked your name, because he said you were not here. 书记员一定是漏掉了你的名字,因为他说你不在这。 4.The speaker said something about the actors and then proceeded to talk
about the film. 发言人说了一些演员的事情,然后继续介绍电影。 5.Differences of opinion are often the most difficult problem to resolve. 如何处理各种不同的意见是最难解决的问题。 6.When he looked for a job, John strongly felt that there was a widespread prejudice against men over forty. 在找工作的过程中,约翰强烈的感觉到针对年过四十的男性的那种歧视。 7.Children should be encouraged to reach a compromise between what they want and what others want. 应该鼓励孩子们在他们自己和他人的所想所愿中找到折中点。 8.The discovery seems to confirm that people lived here over 100 years ago. 这个发现印证了此处一百多年前有人居住。 9.The book was first published in 1994 and was subsequently translated into fifteen languages. 这本书首次出版于1994年,而后被译成15种语言。 10.Mind your own business. My affairs have nothing to do with you. 管好你自己吧。我的事与你无关。 11.Having worked in the company for two years, Mr. Smith is now taking care for marketing and public relations. 在公司工作两年后,史密斯先生如今负责市场营销和公共关系。
《机械制造工艺学》期末考试题参考答案
机械制造工艺学》期末考试题参考答案 一、名词解释(本大题共 5 小题,每小题 2 分,共 1 0 分) 1 .工序:一个或一组工人,在一台机床或一个工作地点对同一或同时对 几个工件所连续完成的那部分工艺过程。 2.尺寸链:相互联系,按一定顺序首尾相接和尺寸封闭图形。 3.基准:确定生产对象上几何要素的几何关系所依据的那些点,线,面。 4.过定位:几个定位支撑点重复限制同一个或几个自由度。 5.形状精度:加工后零件各表面的实际形状与表面理想形状之间的附和精度。 二、填空题(本大题共7 小题,每空1 分,共 2 0 分) 6.牛头刨床的主运动是(刨刀)的直线往复移动,进给运动是(工件)的 间歇移动。 7.工时定额是完成某一(零件)或(工序)所规定的时间。 8 .刨削和插削都是(间断)切削,刀具易受到(冲击),因此(切削速度)不宜太高。 9.电火花加工是在一定的(介质)中,通过(工具)电极和(工件)电极之间的(脉冲放电)的电蚀作用,对工作进行加工的方法。
I 0 .切削用量是在切削加工过程中(V )(F )和(ap )的总称。 II .装夹是工件在加工前,使其在机床上或夹具中获得(正确而固定位置) 的过程,它包括(定位)和(夹紧)两部分内容。 12 .零件的加工精度包括(尺寸精度)(形状精度)和(相互位置)三个方面。 三、不定项选择(本大题共 1 0 小题,每小题 1 分,共 1 0 分) 1 3 . 车床主轴的纯轴向窜动对(B 、C )加工有影响。 A 、车销内外圆 B 、车销端面 C 车销螺纹 1 4 . 制定零件工艺过程时,首先研究和确定的基准是(C ) A 、设计基准 B 、工序基准 C 、定位基准 D 、测量基准 1 5 . 零件在加工过程中使用的基准叫做( B 、D ) A 、设计基准 B 、工艺基准 C 、装配基准 D 、定位基准 E 、测量基准 16 .车床主轴轴颈和锥孔的同轴度要求很高,常采用( B )来保证 A 、基准重合 B 、互为基准 C 、自为基础 D 、基准统一 17 .机械加工中直接改变工件的形状、尺寸和表面性能使之变成所需零件 的过程为( C ) A 、生产过程 B 、工艺过程C、机械加工工艺过程
机械制造工艺学复习题含参考答案
机械制造工艺学复习题 含参考答案 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
机械制造工艺学 一、填空题: 1.对那些精度要求很高的零件,其加工阶段可以划分为:粗加工阶段,半精加工阶 段, , 。 2.根据工序的定义,只要 、 、工作对象(工件)之一发生变化或对工 件加工不是连续完成,则应成为另一个工序。 3.采用转位夹具或转位工作台,可以实现在加工的同时装卸工件,使 时间与 时间重叠,从而提高生产率。 4.尺寸链的特征是关联性和 。 5.拉孔,推孔,珩磨孔, 等都是自为基准加工的典型例子。 6.根据工厂生产专业化程度的不同,生产类型划分为 、 和 单件生产三类。 7.某轴尺寸为043.0018.050+ -φmm ,该尺寸按“入体原则”标注为 mm 。 8.工艺基准分为 、 、测量基准和装配基准。 9.机械加工工艺过程由若干个工序组成,每个工序又依次分为安装、 、 和走刀。 10. 传统的流水线、自动线生产多采用 的组织形式,可以实现高生产率生产。
11. 选择粗基准时一般应遵循、、粗基准一般不得重复使用原则和便于工件装夹原则。 12. 如图1所示一批工件,钻4—φ15孔时,若先钻1个孔,然后使工件回转90度钻下一个孔,如此循环操作,直至把4个孔钻完。则该工序中有个工步,个工位。 图1 工件 13. 全年工艺成本中,与年产量同步增长的费用称为,如材料费、通用机床折旧费等。 14. 精加工阶段的主要任务是。 15. 为了改善切削性能而进行的热处理工序如、、调质等,应安排在切削加工之前。 16.自位支承在定位过程中限制个自由度。 17.工件装夹中由于基准和基准不重合而产生的加工误差,称为基准不重合误差。 18.在简单夹紧机构中,夹紧机构实现工件定位作用的同时,并将工件夹紧; 夹紧机构动作迅速,操作简便。 19.锥度心轴限制个自由度,小锥度心轴限制个自由度。 20.回转式钻模的结构特点是夹具具有;盖板式钻模的结构特点是没有。
【模式识别】期末考试复习资料
题型: 1.填空题5题 填空题 2.名词解释4题 3.问答题4题 4.计算作图题3题 5.综合计算题1题 备注1:没有整理第一章和第六章,老师说不考的 备注2:非线性判别函数相关概念P69 概率相关定义、性质、公式P83以后 最小错误率贝叶斯决策公式P85 最小风险贝叶斯P86 正态贝叶斯P90 综合计算有可能是第六次作业 一、填空题 物以类聚人以群分体现的是聚类分析的基本思想。 模式识别分类:1.从实现方法来分模式识别分为监督分类和非监督分类;2.从理论上来分,有统计模式识别,统计模式识别,模糊模式识别,神经网络模式识别法 聚类分析是按照不同对象之间的差异,根据距离函数的规律做模式分类的。 模式的特性:可观察性、可区分性、相似性 模式识别的任务:一是研究生物体(包括人)是如何感知对象的,二是如何用计算机实现模式识别的理论和方法。 计算机的发展方向:1.神经网络计算机--模拟人的大脑思维;2.生物计算机--运用生物工程技术、蛋白分子作芯片; 3.光计算机--用光作为信息载体,通过对光的处理来完成对信息的处理。 训练学习方法:监督学习、无监督学习(无先验知识,甚至类别数也未知)。 统计模式识别有:1.聚类分析法(非监督);2.判决函数法/几何分类法(监督);3.基于统计决策的概率分类法 - 以模式集在特征空间中分布的类概率密度函数为基础,对总体特征进行研究,以取得分类的方法 数据的标准化目的:消除各个分量之间数值范围大小对算法的影响 模式识别系统的基本构成:书P7 聚类过程遵循的基本步骤:特征选择;近邻测度;聚类准则;聚类算法;结果验证;结果判定。 相似测度基础:以两矢量的方向是否相近作为考虑的基础,矢量长度并不重要。 确定聚类准则的两种方式:阈值准则,函数准则 基于距离阈值的聚类算法——分解聚类:近邻聚类法;最大最小距离聚类法 类间距离计算准则:1)最短距离法2)最长距离法3)中间距离法4)重心法5)类平均距离法6)离差平方和法P24 系统聚类法——合并的思想 用于随机模式分类识别的方法,通常称为贝叶斯判决。 BAYES 决策常用的准则:最小错误率;最小风险 错误率的计算或估计方法:①按理论公式计算;②计算错误率上界;③实验估计。
江苏科技大学机械制造工艺学期末考试卷及答案
机械加工中,不完全定位是允许的,而欠定位则不允许。(√) 机床的热变形造成的零件加工误差属于随机性误差。(×) 毛坯误差造成的工件加工误差属于变值系统性误差。(×) 磨削淬火钢时,影响工件金相组织变化的主要因素是磨削热。(×) 加工长轴外圆时,因刀具磨损产生的工件形状误差属于常值系统性误差。(×) 采用合适的切削液是消除积屑瘤、鳞刺和减小表面粗糙度值的有效方法。(√) 喷丸加工,工件表面产生拉应力。 ( ×) 所有金属表面的精加工均可采用磨削加工方法得到。(×) 误差复映系数ε的大小主要取决于加工次数的多少。(×) 常值系统性误差不会影响工件加工后的分布曲线形状,只会影响它的位置。(√) 工件的六个自由度全部被限制的定位称为(完全定位) 定位元件所限制的自由度预期(大小)(长短)(数量)(组合)有关 零件的加工质量包括(机械加工精度)(加工表面质量) 工艺系统是由(机床)、(夹具)、(刀具)、(工件)构成的完整系统。 加工原理误差是指采用了(近似的成型运动)或(近似的切削刃轮廓)的进行加工而产生的误差 机床主轴回转轴线的运动误差分解(径向圆跳动)、(端面圆跳动)、(倾角摆动)。 机械产品的生产过程是有(直接生产过程)和(辅助生产过程)所组成 产品的装配精度,一般包括(相互位置精度)(相对运动精度)(相互配合精度) 在机械加工中直接改变工件的形状,尺寸和表面性能使之变成所需零件的过程称为(D)。 A生产过程;B工艺过程;C工艺规程;D机械加工工艺过程 编制零件机械加工工艺规程,编制生产计划和进行成本核算最基本的单元是(C)。 A工步;B工位;C工序;D安装 零件在加工过程中使用的基准叫做(B) A设计基准;B工艺基准;C装配基准;D定位测量基准 零件的生产纲领是指( C )。 A.一批投入生产的零件数量B.生产一个零件所花费的劳动时间C.零件的全年计划生产量D.一个零件从投料到产出所花费的时间 在生产中批量愈大,准备与终结时间摊到每个工件上的时间就愈( A ) A、少; B、多; C、无关 在车床上用三爪卡盘夹持套筒外圆镗孔时,若三爪卡盘与机床主轴回转中心有偏心则镗孔时影响:( D) A、孔的尺寸变大 B、孔的尺寸变小 C、孔的不圆度误差 D、孔与外圆的不同轴度误差工艺系统刚度等于工艺系统各组成环节刚度( D ) A.之和 B.之和的倒数 C.倒数之和 D.倒数之和的倒数 机床部件的实际刚度( D )按实体所估算的刚度。 A 大于B等于 C 小于 D 远小于 误差复映系数与工艺系统刚度成( B ) A正比B反比C指数关系D对数关系
电工电子技术2_期末考试复习资料
一、选择题。 1、由555集成定时器构成的多谐振荡器的功能是( )。 (a )输出一定频率的矩形波 (b )将变化缓慢的信号变为矩形波 (c )输出一定频率的正弦波 2、自激正弦振荡器是用来产生一定频率和幅度的正弦信号的装置,此装置之所 以能输出信号是因为( )。 (a )有外加输入信号 (b )满足了自激振荡条件 (c )先施加输入信号激励振荡起来,后去掉输入信号 3、整流电路中,设整流电流平均值为I o ,则流过每只二极管的电流平均值I D =I o 的电路是( )。 (a )单相桥式整流电路 (b )单相半波整流电路 (c )单相全波整流电路 4、在二极管桥式整流电容滤波电路中,若有一个二极管接反,将造成( )。 (a )半波整流 (b )短路、损坏元件 (c )断路、不能工作 5、时序逻辑电路与组合逻辑电路的主要区别是( )。 (a )时序电路只能计数,而组合电路只能寄存 (b )时序电路没有记忆功能,组合电路则有 (c )时序电路具有记忆功能,组合电路则没有 6、振荡器之所以能获得单一频率的正弦波输出电压,是依靠了振荡器中的 ( )。 (a )选频环节 (b )正反馈环节 (c )基本放大电路环节 7、N 型半导体的多数载流子是电子,因此它应( )。 (a )带负电 (b )带正电 (c )不带电 8、仅具有置“0”和置“1”功能的触发器是( )。 (a )基本RS 触发器 (b )可控RS 触发器 (c )D 触发器 (d )JK 触发 器 9、已知逻辑状态表如下,则输出Y 的逻辑式为( )。 (a )BC A Y += (b )BC A Y += (c )C B A Y += 10(a )集电极 (b )发射极 (c )基极 11、一个正弦波振荡器的开环电压放大倍数为A u ,反馈系数为F ,能够稳定振荡 的幅值条件是( )。 (a )1u >F A (b )1u 机械制造工艺学复习题 1.设计工艺过程的基本要求是在具体生产条件下工艺过程必须满足 优质、高产、低消耗要求。 2.一个或一组工人,在同一工作地对一个或同时对几个工件所连续完成的那一部分工艺过程,称为工序。 3.为保证加工表面和非加工表面的位置关系,应选择非加工表面作为粗基准。 4.铸件、锻件、焊接件毛坯须进行时效处理。 5.生产过程是指将原材料转变为产品的全过程。 6.由机床、刀具、工件和夹具组成的系统称为工艺系统。 7.生产类型一般分为单件小批生产、中批生产、大批大量生产。 8.确定加工余量的方法有查表法、估计法和分析计算法。 9.机械零件常用毛坯有铸件、锻件、焊接件、型材等。 10.工艺基准是在工艺过程中所采用的基准。 11.选择精基准时,采用基准重合原则,可以较容易地获得加工表面与 设计基准的相对位置精度,采用基准统一原则,可以较容易地 保证各加工面之间的相互位置精度,采用自为基准原则,可以使加工面加工余量小而均匀。 12.生产纲领是指企业在计划期内应当生产的产品产量和进度计划。 13.零件的生产纲领是包括备品和废品在内的零件的年产量。 14.用几把刀具同时加工几个表面的工步,称为复合工步。 15.以工件的重要表面作为粗基准,目的是为了__保证重要加工面均匀___。 16.常采用的三种定位方法是直接找正法、划线找正法和夹具定位的方法。 17.工件加工顺序安排的原则是先粗后精、先主后次、先基面后其它、先面后孔。 18.工件在机床上(或夹具中)定位和夹紧的过程算为装夹。 19.在工件上特意加工出专供定位用的表面叫辅助精基准。 20.工件经一次装夹后所完成的那一部分工艺内容称为安装。 21.工艺过程中的热处理按应用目的可大致分为预备热处理和最终热处理。 22.调质处理常安排在粗加工之后之后,半精加工之前。 23.渗氮常安排在粗磨之后,精磨之前之前。 24.加工轴类、套类零件上的深孔时、其装夹方式常常是一夹一托。 25.加工轴类、套类零件上的深孔时,单件、小批生产常在卧式车床上加工、大批量生产则在专用深孔加工机床上加工。 26.磨削轴类零件时、中心磨削的定位基准中心孔,无心磨削的定位基 准外圆表面。 27.与纵磨法相比,横磨的生产率高,表面质量低。 28.单件、小批生产花键常在卧式铣床上加工、批量生产在花键铣床上加工。 29.定位销元件适用于工件以内孔面定位。 30.夹具尺寸公差一般取相应尺寸公差的 1/2—1/4 。 31.定位误差包含基准不重合误差和基准位移误差。 32.菱形销安装时,削边方向应时垂直(垂直或平行?)于两销的连心线 33.偏心夹紧机构一般用于被夹压表面的尺寸变化小和切削过程 中振动不大的场合。 34.定心夹紧机构是一种工件在安装过程中,同时实现定心和夹紧作用的机构。 35.V型块定位元件适用于工件以外圆表面定位。V形块定位的最大优点是对中性好。V形块以两斜面与工件的外圆接触起定位作用,工件的定位基面是外圆柱面,但其定位基准是外圆轴线。 36.根据力的三要素,工件夹紧力的确定就是确定夹紧力的大小、方向和作用点。 37.主轴箱常用的定位粗基准是重要孔(主轴孔)。 38.加工精度包括尺寸精度、表面精度和相互位置精度三个方面 39.丝杠加工过程中为了消除内应力而安排多次时效处理。 40.轴类零件最常用的定位精基准是两中心孔,粗车时常用 一夹一顶的定位方式。 41.中心孔的修研方法有铸铁顶尖、油石或橡胶砂轮加少量润滑油、 用硬质合金顶尖修研及用中心孔磨床磨削中心孔。 42.同轴孔系的加工方法有镗摸法、导向法、找正法。调头镗法为保证同轴度,要求:①镗床工作台精确回转180度,②调头后镗杆轴线与已加工孔轴线位置重合。 43.平行孔系的加工方法有:镗模法、找正法、坐标法 44.中心孔的技术要求:足够大的尺寸和准确的锥角、 轴两端中心孔应在同一轴线上、中心孔应有圆度要求及同批工件中心孔的深度尺寸和两端中心孔间的距离应保持一致。 45.有色金属件的精加工应采用金刚镗或高速细车的方法。 46.滚压使表面粗糙度变细,强硬度较高,表面留下残余压应力,但仅宜于加工塑性金属材料的零件表面。 浙江科技大学 2019-2020 学年第二学期考试试卷 A 卷 考试科目 机械制造工艺学 考试方式 闭 完成时限 120分钟 拟题人 吴瑞明 审核人 批准人 2020年 1月 5 日 机械与汽车工程学院 2019 年级 机制、材料成型 专业 题序 一 二 三 四 五 六 七 八 九 十 总分 加分人 复核人 得分 签名 命题: 一、单选题。正确答案填入表格,填表格外无效。(15×2分,共30分) 序号 1 2 3 4 5 6 7 8 9 10 答案 C D B D C D D C A C 序号 11 12 13 14 15 答案 C D D B A 1.装夹工件时应考虑 。 A 专用夹具 B 组合夹具 C 夹紧力靠近支撑点 D 夹紧力不变 2.基准是 。 A 在工件上特意设计的测量点 B 工件上与机床接触的点 C 又称为机床原点 D 用来确定生产对象上几何要素关系的点,线,面 3.在下面孔的加工方法中,加工精度最高的方法是 。 A 钻孔 B 铰孔 C 扩孔 D 锪钻 得分 专业班级 学号 姓名 4.在下面几种车床导轨误差中,对加工精度影响最小的是。 A 导轨在垂直平面内的误差 B 导轨在水平面内的误差 C 两导轨之间的平行度误差 D 主轴回转精度 5.对于相互位置精度要求高的大孔孔系的精加工(例如车床主轴箱箱体孔系的精加工),应该采用加工工艺。 A. 扩孔 B. 钻孔 C. 镗孔 D. 铰孔 6.分组装配法适用于的机器结构。 A 大量生产,装配精度要求高,组成环多 B 小批生产,装配精度要求高,组成环多 C 大量生产,装配精度要求不高,组成环少 D. 大量生产,装配精度要求高,组成环少 7.在下列夹具元件中,不限制自由度的是。 A 可调支承 B 自位支承 C 辅助支承D气动支承 8. 磨削薄板时,由于工件的热变形,工件的,加工误差就越大。 A 材料热膨胀系数小 B 长度和厚度小 C 长度大并且厚度小 D 长度和厚度都大 9. 工件装夹时,决不允许的情况发生。 A 欠定位 B 过定位 C 产生夹紧变形D不完全定位 10.减少工艺系统受力变形对加工精度的影响主要措施。 A 减少误差复映和合理选择切削用量 B 消除残余应力和工艺系统热变形 C提高系统刚度,减少载荷及其变化 移动电子商务期末考试 复习题 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N] 一、单选题(每题2分,共30分) 1、微店开店最基本的硬件条件包括。( B ) A、电脑一台(可以上网) B、手机一部 C、数码相机一台 D、在当地工商部门注册 2、买家拿到货物后,感到不称心或者不合适,提出退货,该怎么办呢( A ) A、商家应该主动向买家及时了解情况,查清买家不满意的原因,争取在考虑双方利益的前提下,最大限度地满足顾家的要求。 B、无条件答应客户退货要求。 C、交易完成后,货款付清,不能退货。 D、在商家了解确实是货的原因,只能换货,不能退货。 3、作为网上商店,最应该把握的也是人情因素,营销的真谛在于营造销售的氛围,运用沟通技巧中的( C )技巧,也许给你带来意想不到的商机。 A、发布产品 B、报价 C、语言 D、对话4、在确定具体地物流方式时,( A )是第三方物流公司是跨国公司管理物流的通告作法。 A、物流外包 B、邮政系统 C、物流半包 D、配送业务 5、下列哪个不属于快递公司( D ) A、申通快递 B、圆通快递 C、汇通快递 D、EMS业务 6、物流配送流程的一般步骤是( D ) A、订单处理->进货->储存->流通加工->分发->配装出货->送货 B、订单处理->进货->储存->流通加工->分拣->配装出货->送货 C、订单处理->进货->流通加工->分发->储存->配装出货->送货 D、订单处理->进货->储存->分拣->流通加工->配装出货->送货 7、贪婪型买家的特点是( C ) A、跟着别人买 B、老实人好商量 C、砍价狠、挑剔 D、不问就买 8、在装修微店铺时,店招的最小高度为( C )个像素。 A、80 B、100 C、300 D、640 9、微店平台是哪种电子商务模式( D ) 2. 对零件上加工Φ25,Ra0.4μm的调质孔,在钻孔后还应进行_调质-半精镗-精镗或磨削__ 。 4. 车床钻孔与钻床钻孔产生的“引偏”,_车床钻孔_ 易纠正。 8. 淬火后的孔可用_内圆磨削_方法加工。 10. 你认为缩短基本工艺时间可采用的工艺措施(一个):__提高毛坯质量___。 三、判断题:(每题1分,计 5 分) 17. 误差复映系数与工艺系统刚度成反比。( ) 19. 粗加工所用的定位基准称粗基准,精加工所用的定位基准为精基准。( ) 四、名词解释:(每题5分,计 15 分) 21. 原始误差:是由于制造、安装、调整不完善和制造、使用中的磨损、变形等,使得仪器构件、部件的形状、尺寸、相互位置、工作参数偏离理想位置而产生的误差。 22. 误差敏感方向:通过刀刃的加工表面法线方向,在此方向上原始误差对加工误差影响最大。 23. 布置工作地时间:指工作班内工人用于照管工作地,使之保持正常的工作状态和良好作业环境所消耗的时间。 七、计算题:(每题10分,计 20 分) 30. 如图所示零件,有关轴向尺寸加工过程如下: 1)精车A面(车平)。 2)精车B面,保证 A、B面距离尺寸A1。 3)自D处切断,保证 B、D面距离尺寸A2。 4)掉头装夹,精车C面,保证 B、C面距离尺寸A3=24±0.05mm。 5)精车D面, 保证 C、D面距离尺寸A4=20mm(下偏差为-0.1)。 若已知切断时经济加工公差为 0.5mm,精车时最小余量为 0.2mm。试用尺寸链极值法确定各工序尺寸及偏差。 31. 工件定位如图所示,欲加工C面,要求保证20及其精度。试计算该定位方案能否保证精度要求?若不能满足要求时,应如何改进? 大学语文》期末考试复习资 料 、单项选择题 1. 先秦时期最能代表儒家思想的语录体散文集是( 2. 在《诗经》中,保存民歌最多的部分是( 3. 下列作品中,通过标题点明主题思想的是( 4. “既来之,则安之”这句古语出自( 5. 《红楼梦》的体裁是( 6. 《西厢记》是一部 7. 我国诗歌史上被称为”诗仙”的是( 8. 在《史记》中,用来记叙帝王事迹的是( 9. 《李将军列传》中,李广和李蔡的对比描写,主要是为了表现李广的( 10. 在思想和艺术上都堪称中国古代长篇小说高峰的作品是( 11. “红装素裹,分外妖娆”二句运用的修辞手法是 A. 象征 B. 比喻 C. 比拟 D. 用典 12. 李白《登金陵凤凰台》 ,在“凤凰台上凤凰游,凤去台空江自流”之后感叹人事变迁的 诗句是( A. 旧时王谢堂前燕,飞入寻常百姓家 B. 南朝四百八十寺,多少楼台烟雨中 C. 吴宫花草埋幽径,晋代衣冠成古丘 A. 《庄子》 B. 《论 语》 C. 孟子》 D. 战国 策》 A. 风 B. 大雅 C. 颂 D. 小雅 A .郭沫若的《炉中煤》 B .高尔基的《鹰之歌》 C .屠格涅夫的《门槛》 D .契诃夫的《苦恼》 A. 《庄子》 B. 孟子》 C 《论语》 D. 史记》 A. 长篇章回白话小说 B. 长篇文言小说 C. 诗体韵文小说 D. 小说集 A. 元杂剧 B. 明杂剧 C. 说唱文学 D. 传奇 A. 屈原 B. 李白 C. 杜甫 D. 陶渊明 A. 列传 B. 世家 C. 表 D. 本纪 A. 骁勇善战 B. 爱护士卒 C. 负能使气 D. 不幸遭遇 A. 《三国演义》 B. 《红楼梦》 C. 《水浒传》 D. 儒林外史》 华南农业大学期末考试试卷(A卷) 2009学年第二学期考试科目:机械制造工艺学 考试类型:(闭卷)考试时间:120分钟 学号姓名年级专业07机制()班题号一二三四总分得分 评阅人 一、选择题(在每小题的四个备选答案中选出一个正确的答案,并将正确答案的标号填在下面表格中,每小题1分,共20分) 题号 1 2 3 4 5 6 7 8 9 10 答案 题号11 12 13 14 15 16 17 18 19 20 答案 1、在每一工序中确定加工表面的尺寸、形状和位置所依据的基准,称为() A.设计基准B.装配基准C.定位基准D.测量基准 2、工件材料的塑性越大,冷作硬化倾向(),冷作硬化程度() A.越小,越轻微B.越小,越严重C.越大,越轻微D.越大,越严重 3、分组选配法是将组成环的公差放大到经济可行的程度,通过分组进行装配,以保证装配精度 的一种装配方法,因此它适用于组成环不多,而装配精度要求高的()场合。 A.单件生产B.小批生产C.中批生产D.大批大量生产 4、下列孔加工方法中,属于定尺寸刀具法的是()。 A.钻孔B.车孔C.镗孔D.磨孔 5、基准是()。 A.用来确定生产对象上几何要素关系的点、线、面 B.在工件上特意设计的测量点 C.工件上与机床接触的点 D.工件的运动中心 6、零件配合性质的稳定性与()的关系较大。 A.零件材料B.加工表面质量C.载荷大小D.接触刚度 7、大批量生产强度要求较高的形状复杂的轴,其毛坯一般选用()。 A.砂型铸造的毛坯B.自由锻的毛坯 C.模锻的毛坯D.轧制棒料 8、如果使扁形镗杆能够产生消振作用,需要()。 A.选择合适的削扁值和刀头相对削扁方向的位置B.选择合适的镗杆长度 C.选择合适的削扁值D.选择合适的刀头相对削扁方向的位置 9、冷态下塑性变形经常在表层产生()。 A.拉应力B.不定C.压应力D.金相组织变化 10、机床夹具中需要考虑静平衡要求的是哪一类夹具()。 A.车床夹具B.钻床夹具C.镗床夹具D.铣床夹具 11、常用的夹紧机构中,自锁性能最可靠的是()。 A.斜楔B.螺旋C.偏心D.铰链 12、工件在车床三爪卡盘上一次装夹车削外圆及端面,加工后检验发现端面与外圆不垂直,其 可能原因是()。 A.车床主轴径向跳动B.车床主轴回转轴线与纵导轨不平行 C.车床主轴轴向窜动D.三爪卡盘装夹面与车削主轴回转轴线不同轴 13、薄壁套筒零件安装在车床三爪卡盘上,以外圆定位车内孔,加工后发现孔有较大圆度误差, 其主要原因是()。 A.刀具受力变形B.刀具热变形C.工件热变形D.工件夹紧变形14、车削细长轴时,由于工件刚度不足造成在工件轴向截面上的形状是()。 A.矩形B.鼓形C.梯形D.鞍形 15、机械加工时,工件表面产生波纹的原因有()。 A.塑性变形B.切削过程中的振动C.残余应力D.工件表面有裂纹16、在切削加工时,下列哪个因素对表面粗糙度没有影响?() A.刀具几何形状B.切削用量C.工件材料D.检测方法 17、装配尺寸链的封闭环是()。 A.要保证的装配精度B.精度要求最高的环 C.尺寸最小的环D.基本尺寸为零的环 “汽车文化概论”期末考试复习资料3 一、填空题:(每空1分,共15分) 1、汽车文化包括技术文化、造型文化、车史文化、名人文化、名车文化、 车标文化、赛车文化等多个方面。 2、1949年至1965年,我国建成了中国第一汽车制造厂,实现了中国汽车工业零的突破;接着建立了南京汽车制造厂、上海汽车制造厂、济南汽车制造厂、北京汽车制造厂,形成了五个汽车生产基地。 3、确定汽车外形有三个因素,即机械工程学、人体工程学和空气动力学。汽车外形的演变就是三者协调的发展。 4、汽车诞生一百多年来,汽车外形经历了马车形、箱形、甲壳虫形、船形、 鱼形、楔形和子弹头形等演变。 二、选择题:(每题1分,共20分,将正确答案所对应的字母填于题中的括号内) 1 、汽车行驶阻力通常包括:轮胎滚动阻力、迎风阻力、加速阻力、以及( D )。 A 后退阻力 B 发动机制动阻力 C 前进阻力 D上坡阻力 2、2006年,世界汽车年产量最大的国家是( C )。 A 中国 B 日本 C 美国 D 德国 3、中国人拥有的第一辆汽车,是袁世凯于1902年从国外进口了一辆汽车,作为送给(B )的生日礼物。 A 光绪皇帝 B慈禧太后 C 袁世凯的夫人 D 袁世凯的父亲 4、汽车在全社会运输量中所占的比重越来越大,已占据主导地位。美国、德国、法国、英国等国家中,汽车在客运总量中所占的比重已达到( D )左右。 A 30% B 50% C 70% D 90% 5、1901年,一个叫李恩思的匈牙利人将两辆美国生产的奥兹莫比尔汽车从香港运到( B ),从此中国开始出现汽车。 A 广州 B 上海 C 北京 D 承德 6、(D )年7月15日,在长春举行了第一汽车厂奠基典礼大会。 A 1950 B 1951 C 1952 D 1953 7、著名的F1赛车手舒马赫是( B )人。 A 法国 B 德国 C 英国 D 巴西 8、马路起源于(C )。 A 中国 B 英国 C 法国D美国 9、国产中华骏捷轿车是由( D )集团生产的。 A 一汽B上汽C东风 D 华晨 《机械制造工艺学》期末复习资料 一、填空题 1.获得形状精度的方法有_轨迹法_、成形法、_展成法_。 2.主轴回转作纯径向跳动及漂移时,所镗出的孔是_椭圆__形。 3.零件的加工质量包括_加工精度_和_加工表面质量__。 4.表面残余_拉_(拉或压)应力会加剧疲劳裂纹的扩展。 5.车削加工时,进给量增加会使表面粗糙度_变大_。 6.切削液的作用有冷却、_润滑__、清洗及防锈等作用。 7.在受迫振动中,当外激励频率近似等于系统频率时,会发生_共振_现象 8.刀具静止参考系的建立是以切削运动为依据,其假定的工作条件包括假定运动条件和假定安装条件。 9.磨削加工的实质是磨粒对工件进行_刻划_、__滑擦(摩擦抛光)和切削三种作用的综合过程。 10.产品装配工艺中对“三化”程度要求是指结构的标准化、通用化和系列化。 11.尺寸链的特征是_关联性和_封闭性_。 12.零件光整加工的通常方法有_珩磨_、研磨、超精加工及_抛光_等方法。 13.机械加工工艺规程实际上就是指规定零件机械加工工艺过程和操作方法等的_工艺文件 14.工艺过程是指生产过程中,直接改变生产对象形状、尺寸、相对位置、及性质的过程。 15.零件的几何精度、表面质量、物理机械性能是评定机器零件质量的主要指标。 16. 加工经济精度是指在正常加工条件下(采用符合标准的设备,工艺装备和标准技术等级 的工人,不延长加工时间)所能保证的加工精度。 17.轴类零件加工中常用两端中心孔作为统一的定位基准。 18.零件的加工误差指越小(大),加工精度就越高(低)。 19.粗加工阶段的主要任务是获得高的生产率。 20.工艺系统的几何误差包括加工方法的原理误差、制造和磨损所产生的机床几何误差和传动误差,调整误差、刀具、夹具和量具的制造误差、工件的安装误差。 21.精加工阶段的主要任务是使各主要表面达到图纸规定的质量要求。 22机械产品的质量可以概括为__实用性____、可靠性和__经济性____三个方面。 23获得尺寸精度的方法有试切法、_定尺寸刀具法__、__调整法_____、自动获得尺寸法。 24工艺上的6σ原则是指有__99.73%_____的工件尺寸落在了 3σ范围内 25零件的材料大致可以确定毛坯的种类,例如铸铁和青铜件多用_铸造____毛坯 26表面残余拉应力会_加剧_ (加剧或减缓)疲劳裂纹的扩展。 27车削加工时,主偏角增加会使表面粗糙度_变大__。 东 南大学考试卷(A 卷) 程名称电子电路基础考试学期 得分 用专业 电子科学与技术 考试形式 闭卷 考试时间长度 120分钟 在三极管多级放大电路中,已知A u1=20,A u2=-10,A u3=1,则可知其接法分别为:A u1是放大器,A u2是放大器,A u3是放大器。在双端输入、单端输出的差动放大电路中,发射极的公共电阻对信号的放大用无影响,对信号具有抑制作用。差动放大器的共模抑制比K CMR =。 如图所示的功率放大电路处于类工作状态;其静态损耗为;电路;每个晶体管的管耗为最大输出功率的倍。如图所示电路中,反馈元件R 7构成级间负反馈,其组态为;其作用是使输入电阻、放大电路的通频带变。 放大电路A 、B 的放大倍数相同,但输入电阻、输出电阻不同,用它们对同一个具有内A 的输出电压小,这说明A 的()。输入电阻大 B.输入电阻小 C.输出电阻大 D.输出电阻小把差分放大电路中的发射极公共电阻改为电流源可以()。增大差模输入电阻 B.提高共模增益 C.提高差模增益 D.提高共模抑制比乙类互补对称功率放大电路()。.能放大电压信号,但不能放大电流信号.既能放大电压信号,也能放大电流信号.能放大电流信号,但不能放大电压信号 .既不能放大电压信号,也不能放大电流信号 为了减小放大电路从信号源索取的电流并增强带负载能力,应引入()负反馈。电压串联 B.电压并联 C.电流串联 D.电流并联已知变压器二次电压为t U u ωsin 222=V ,负载电阻为R L ,则桥式整流电路流过每只二 )。L R U 2 9 .0 B. L R U 2 C.L R U 245 .0 D. L R U 22 关于三极管高频参数,下列说法中不准确的为()。ββf f T 0= B.βαβf f )1(0+= C.βf f T >> D.β αf f <自觉遵守考场纪律 如 考试作弊此答 卷 无效 V C 《机械制造工艺学》 一、 填空 1. 获得形状精度的方法有_ _、成形法、_ _。 2. 主轴回转作纯径向跳动及漂移时,所镗出的孔是_ __形。 3. 零件的加工质量包括_ _和_ __。 4. 表面残余_ (拉或压)应力会加剧疲劳裂纹的扩展。 5. 车削加工时,进给量增加会使表面粗糙度 _。 6. 切削液的作用有冷却、_ __、清洗及防锈等作用。 7. 在受迫振动中,当外激励频率近似等于系统频率时,会发生_ _现象 8. 磨削加工的实质是磨粒对工件进行_刻划_、__滑擦(摩擦抛光)和切削三种作用的综合过程。 9、在生产过程中,直接改变生产对象的尺寸、形状、相互位置和物理机械性能等,使其成为成品或半成品的过程,被称之为机械加工_ 。 9. 零件光整加工的通常方法有_珩磨_、研磨、超精加工及_抛光_等方法。 10. 加工表面质量对零件的 、 、耐腐蚀性和配合质量有较大影响。 11. 机械制造工艺学的研究对象主要是机械加工中 、 和经济性的三大问题。 12. 规定产品或零件制造工艺过程和操作方法等的工艺文件称为 ,常用的两种工艺文件有机械加工工艺过程卡片和机械加工 。 13. 在机械制造中,通常将生产方式划分为 、 和大批大量生产。 14. 在确定工序尺寸公差带位置时按照 原则标注。 15. 加工精度包括 、 和表面相互位置精度。 16. 工艺基准分为_ _、_ _、测量基准和装配基准。 17. 机械加工工艺系统包括 、 、刀具和工件四个要素。 18. 工艺系统的几何误差包括 误差、机床的几何误差和其他几何误差。 19. 在毛坯制造后或粗加工后,经常安排时效处理,目的是为了消除 对加工精度的影响。 20. 尺寸链的特征是 和_ _。 21. 在加工过程中,若_ ___、加工表面都不变的情况下,所连续完成的那一部分工序,称为工步。 22. 加工质量包含_ __和_ _两个方面的内容。 23. 某传动轴,半精车的工序尺寸为0 11.031- ,精车的工序尺寸为0025.030- ,则精车工序公 称余量为 _ __,精车的最大加工余量为_ __,精车的最小加工余量为_ __。 24. 在加工中使工件在机床或夹具上占有正确位置而采用的基准,被称之为_ _ _ 基 2012上期期末考试复习资料 1. Education is regarded as the key to (make)_________ development. making 2. He made many mistake in his composition because of (care)_________. carelessness 3. I suggested that he (refuse)_________ the offer proposed by that company. (should) refuse 4. Thank you very much for (invite)__________ me. inviting 5. I will be (grate)_________ if you can tell me more. grateful 6. Wired life has also brought about (grow)_________ concern regarding privacy and protection of identities online. growing 7. Would you please fill out the (register)_______ form? Registration 8. Read the (instruct)__________ before you switch on the engine. instructions 9. I am (confuse)_________ when I come across some abbreviations. confused 10. Upon (arrive)________, don’t forget to let me know that you are safe and sound. arrival 11. An (addition)_________ charge is made for heavy bags. additional 12. It causes a lot of (convenient)__________ when bus drivers go on strike. inconvenience 13. His office is in town, but his (resident)________ is in the suburb. Residence 14. After (graduate)___________, I worked as a salesman for a company for one year. graduation 15. Please fill out the (apply)_________ form. application 16. I remember (vivid)________ that first English class in the last term of high school. vividly 17. After he came in, he (deposit)_________ his bag on the reception desk. deposited 18. We (sincere)__________ wish that your love will grow stronger as time goes by. sincerely 19. The new airport will be (access)___________ from all directions. accessible 20. I was now in a (relax)_________ mood and had no desire to see the Englishman make a fool of himself. relaxed A---- Return of investment投资回报 B---- Internal auditing 内部审计 C----Institute of Management Accountants 管理会计师公会 D----Institute of Internal Auditors内部审计师协会 E----Income Statement损益表 F----Financial Forecast财务预测 G---Cost Accounting成本会计 H----petty cash备用金 I---- Cash Flow Statement现金流量表机械制造工艺学复习题
机械制造工艺学期末考试样卷
移动电子商务期末考试复习题
机械制造工艺学练习题9
《大学语文》期末考试复习资料
华农2010年机械制造工艺学期末考试试卷
期末考试复习资料3
机械制造工艺学期末复习指导(含答案解析)
电子电路基础期末考试复习题目
机械制造工艺学复习题.
期末考试复习资料