Beam Shaping for High Throughput Laser Doped Selective Emitter Solar Cells

BEAM SHAPING FOR HIGH THROUGHPUT
LASER DOPED SELECTIVE EMITTER SOLAR CELLS
Ulrich J?ger1, Fabian Fertig1, Peter Oesterlin2, Andreas Büchel3, Ronny Ullmann2,3, Hans-Ulrich Zühlke3 and Ralf Preu1 1Fraunhofer Institute for Solar Energy Systems (ISE), Heidenhofstrasse 2, D-79110 Freiburg, Germany
Phone: +49(0)761-4588-5536, Fax: +49(0)761-4588-9000, e-mail: ulrich.jaeger@ise.fraunhofer.de
2Innovavent GmbH, Bertha-von-Suttner Stra?e 5, D-37085 G?ttingen, Germany
3Jenoptik Automatisierungstechnik GmbH, Konrad-Zuse-Str. 6, D-07739 Jena, Germany
ABSTRACT: To overcome limitations in efficiency originating from the front side of a crystalline silicon solar cell, the concept of the selective emitter has been investigated in recent years. Several approaches have been presented and tested for their industrial feasibility. Although almost all concepts are able to achieve a gain in conversion efficiency, not all technologies are realizable due to process complexity and possible major modifications necessary for retrofitting existing production lines. This motivates a simple process flow for the fabrication of a selective emitter structure. Laser Doping from phosphorous silicate glass (PSG) is a cost attractive approach, as only one additional processing step is required for selective emitter formation and no consumables are used. In this work solar cells on both mono- and multicrystalline silicon with selective emitter have been fabricated. A beam splitter in conjunction with a high power laser system has been used to allow for high throughput processing with 10 parallel laser beams.
Solar cell parameters are shown and discussed. To investigate possible hot spots under reverse bias conditions of the shallow emitter, Dark Lock-In Thermography (DLIT) measurements have been conducted and reveal no hot-spots.
Keywords: laser processing, selective emitter, laser doping
1 INTRDUCTION
In order to increase solar cell efficiency losses have to be reduced. The concept of the selective emitter provides the opportunity to suppress losses in current and voltage on the front side of the device, due to bad blue response and high saturation currents, respectively. A high level of doping is implemented in the subsequently metalized areas, where the photoactive parts of the cell feature a lowly doped emitter. This leads to an overall reduction of the saturation current of the cell, leading to a higher open circuit voltage V OC, and losses in short circuit current, due to high doping, are decreased, providing a high short circuit current density J SC.
Selective emitter technologies have been under intense research in recent years regarding their suitability for high volume production. Hahn has given a compiled overview of several technologies in [1]. Laser based approaches provide the advantage that actual processing is a contact free technology and, based upon the exact approach, no consumables are required. This yields the potential for a cost effective process.
Researchers from ENEA have proposed an elegant way for the formation of a selective emitter in the mid 1990ies [2, 3]: directly after thermal phosphorous diffusion, the selective emitter is created by means of selective laser doping. The phosphorous silicate glass (PSG) remains on the substrate and serves as a dopant source. Additional phosphorous is driven into the substrate at the laser treated areas. After laser processing, the remaining PSG is etched off and the solar cells are subsequently finished in the standard processing sequence. This process flow is shown in Figure 1. Several research groups have investigated this approach [4, 5] and it is currently in transformation into industrial production. ipe and ISE have pointed out that beam shaping of the laser is essential for achieving high throughput processing [6, 7].
This paper presents the use of a diffractive optical element for high throughput laser processing for selective emitter formation. Solar cells on both mono- and multicrystalline silicon have been fabricated and are analyzed.
2 EXPERIMENTAL WORK
2.1 Selective emitter by laser doping from PSG
As outlined in the introductory section, selective laser doping from PSG is used for selective emitter formation in this work. This process is compatible with both mono- and multicrystalline silicon. The process flow is shown in Figure 1. Note that one additional processing step is required for selective emitter formation.
Figure 1: Processing sequence for selective emitter cells and reference cells with an homogeneous emitter As a reference, solar cells with a homogenous emitter with a sheet resistance of 65 Ω/sq were processed in parallel. The selective emitter cells received a shallow emitter with a sheet resistance of 90 Ω/sq for the Czochralski-grown silicon (Cz-Si) and 110 Ω/sq for the multicrystalline silicon (mc-Si) wafers. Standard PECVD
SiN X anti reflection coating was applied to the front side of the cells.
In order to exactly align the front side silver paste in the screen printing step, small fiducials in the active cell area were used. Both the selective laser doping pattern and the metallization were aligned to theses fiducials, yielding a good superposition of the highly doped structure and the metallization pattern. The fabricated solar cells were contacted with up to date screen printing pastes on both front and rear side.
2.2 Laser Doping for high throughput processing
Selective laser doping was performed with a laser system from Jenoptik and diffractive optical beam shaping element. A JenLas ASAMA frequency doubled thin disc laser with at a wavelength of 515 nm and a pulse width of 300 ns was used.
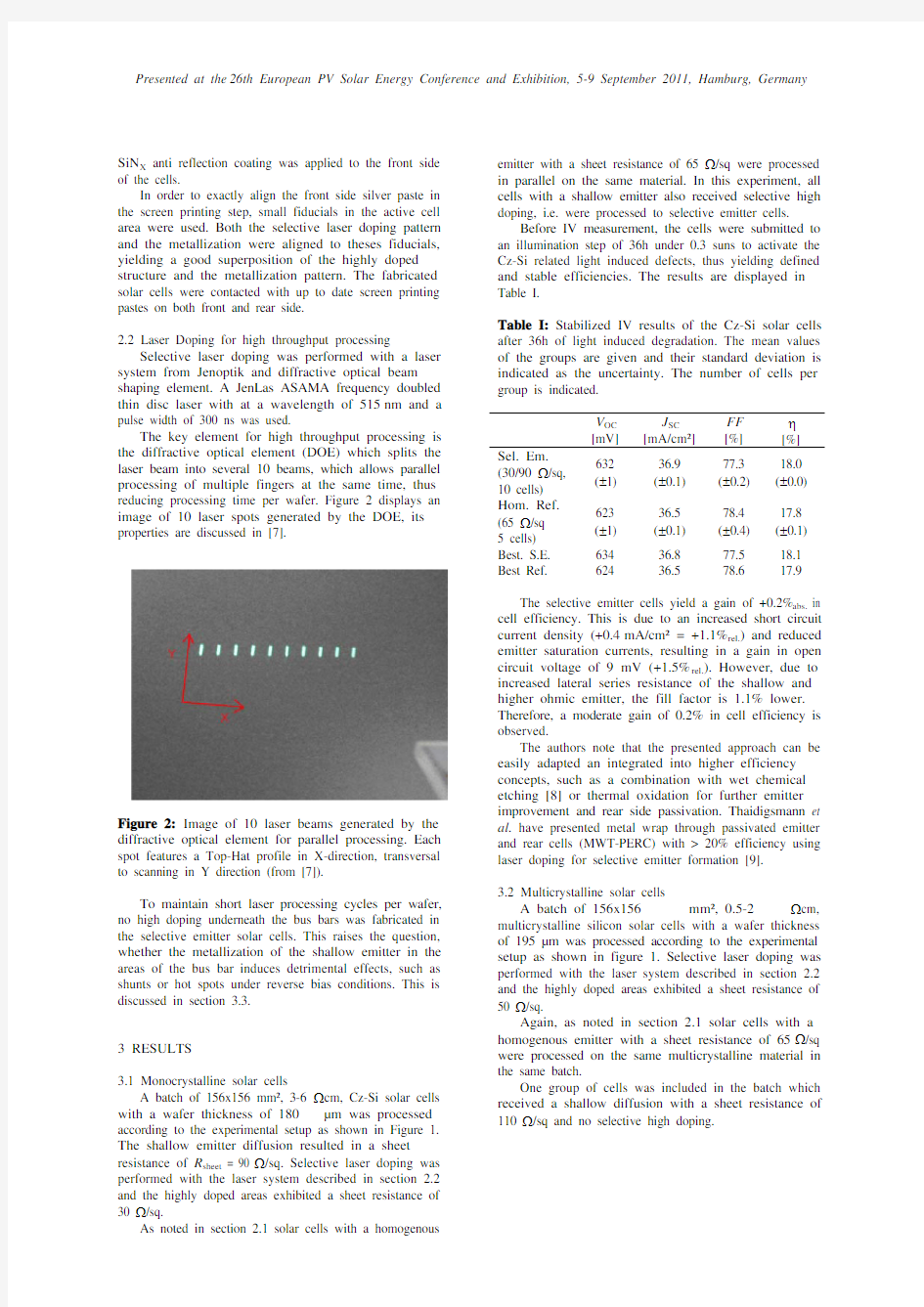
The key element for high throughput processing is the diffractive optical element (DOE) which splits the laser beam into several 10 beams, which allows parallel processing of multiple fingers at the same time, thus reducing processing time per wafer. Figure 2 displays an image of 10 laser spots generated by the DOE, its properties are discussed in [7].
Figure 2: Image of 10 laser beams generated by the diffractive optical element for parallel processing. Each spot features a Top-Hat profile in X-direction, transversal to scanning in Y direction (from [7]).
To maintain short laser processing cycles per wafer, no high doping underneath the bus bars was fabricated in the selective emitter solar cells. This raises the question, whether the metallization of the shallow emitter in the areas of the bus bar induces detrimental effects, such as shunts or hot spots under reverse bias conditions. This is discussed in section 3.3.
3 RESULTS
3.1 Monocrystalline solar cells
A batch of 156x156 mm2, 3-6 Ωcm, Cz-Si solar cells with a wafer thickness of 180 μm was processed according to the experimental setup as shown in Figure 1. The shallow emitter diffusion resulted in a sheet resistance of R sheet = 90 Ω/sq. Selective laser doping was performed with the laser system described in section 2.2 and the highly doped areas exhibited a sheet resistance of 30 Ω/sq.
As noted in section 2.1 solar cells with a homogenous emitter with a sheet resistance of 65 Ω/sq were processed in parallel on the same material. In this experiment, all cells with a shallow emitter also received selective high doping, i.e. were processed to selective emitter cells.
Before IV measurement, the cells were submitted to an illumination step of 36h under 0.3 suns to activate the Cz-Si related light induced defects, thus yielding defined and stable efficiencies. The results are displayed in Table I.
Table I: Stabilized IV results of the Cz-Si solar cells after 36h of light induced degradation. The mean values of the groups are given and their standard deviation is indicated as the uncertainty. The number of cells per group is indicated.
V OC
[mV]
J SC
[mA/cm2]
FF
[%]
η
[%] Sel. Em.
(30/90 Ω/sq,
10 cells)
632
(±1)
36.9
(±0.1)
77.3
(±0.2)
18.0
(±0.0) Hom. Ref.
(65 Ω/sq
5 cells)
623
(±1)
36.5
(±0.1)
78.4
(±0.4)
17.8
(±0.1) Best. S.E. 634 36.8 77.5 18.1 Best Ref. 624 36.5 78.6 17.9
The selective emitter cells yield a gain of +0.2%abs. in cell efficiency. This is due to an increased short circuit current density (+0.4 mA/cm2 = +1.1%rel.) and reduced emitter saturation currents, resulting in a gain in open circuit voltage of 9 mV (+1.5%rel.). However, due to increased lateral series resistance of the shallow and higher ohmic emitter, the fill factor is 1.1% lower. Therefore, a moderate gain of 0.2% in cell efficiency is observed.
The authors note that the presented approach can be easily adapted an integrated into higher efficiency concepts, such as a combination with wet chemical etching [8] or thermal oxidation for further emitter improvement and rear side passivation. Thaidigsmann et al. have presented metal wrap through passivated emitter and rear cells (MWT-PERC) with > 20% efficiency using laser doping for selective emitter formation [9].
3.2 Multicrystalline solar cells
A batch of 156x156
mm2, 0.5-2 Ωcm, multicrystalline silicon solar cells with a wafer thickness of 195 μm was processed according to the experimental setup as shown in figure 1. Selective laser doping was performed with the laser system described in section 2.2 and the highly doped areas exhibited a sheet resistance of 50 Ω/sq.
Again, as noted in section 2.1 solar cells with a homogenous emitter with a sheet resistance of 65 Ω/sq were processed on the same multicrystalline material in the same batch.
One group of cells was included in the batch which received a shallow diffusion with a sheet resistance of 110 Ω/sq and no selective high doping.
Table II: Results of the multicrystalline solar cells. The mean values of the groups are given and their standard deviation is indicated as the uncertainty. The number of cells per group is indicated. V OC [mV] J SC [mA/cm2] FF [%] η
[%]
(50/110 Ω/sq
7 cells) 620 (±2) 34.3 (±0.2) 77.2 (±0.5) 16.4
(± 0.2)
Hom. Ref.
(65 Ω/sq,
5 cells) 61
6 (±1) 32.8 (±0.6) 79.4 (±0.4) 16.0
(±0.3)
Best. S.E. 622 34.5 77.6 16.6 Best Ref. 618 33.9 79.1 16.5 No sel. Em.
(110 Ω/sq,
5 cells)
620 (±1) 34.5 (±0.2) 74.9 (±0.8) 16.0
(±0.1)
The solar cell results are summarized in Table II. The selective emitter cells exhibit a gain in efficiency of Δη = +0.4%abs . This originates from a gain in short circuit current density (+4.6%rel ) and in open circuit voltage (+0.5%rel ). However, the fill factor is 2.2% lower. This is due to an increased series resistance and a decreased SunsV OC pseudo fill factor pFF . The increased series resistance is attributed to the higher ohmic emitter and thus reduced lateral conductivity. A more detailed analysis of the fill factor is given in Figure 3.
7476
7880
82no sel. Em.110 Ω/sq
sel. Emitter 50/110 Ω/sq
pFF
F F , p F F [%]
FF
pFF
FF
pFF
FF
hom. Emitter reference 65 Ω/sq Figure 3: Box plots of the fill factor analysis of the multicrystalline solar cells.
As shown in Figure 3, the reference cells with the homogeneous emitter exhibit both the highest fill factor FF and pseudo fill factor pFF . The selective emitter cells and the cells without selective, but high ohmic emitter feature the same pFF but a difference in FF . As compiled by Greulich et al . [10], the difference in the fill factors FF , pFF and FF 0 can help to identify the source of the losses. The lower fill factor of the selective emitter cells can be attributed to an increased series resistance and decreased pFF . The latter can be attributed to a higher J 02, as the shunt resistances do not significantly influence the pFF at the measured values (which are in the range of several k Ωcm2). This somewhat higher J 02 can be explained by the shallow diffusion process, as the laser treated cell (with shallow and selective emitter) has pFF on the same level as the group of cells which were not submitted to a laser treatment, but only the shallow diffusion. This indicates that the laser process inflicts no
additional degradation to the junction. Table III summarizes these findings.
Table III: Fill factor analysis for the multicrystalline solar cells with and without selective emitter. The mean values of the groups are given and their standard deviation is indicated as the uncertainty. The number of cells per group is indicated.
FF [%] pFF-FF: R S losses [%] FF 0-pFF:
J 02,R P
losses [%]
Sel. Em.
(7 cells)
77.2 (±0.5) 3.2 (±0.5) 2.9 (±0.3)
Hom. Ref.
(5 cells) 79.4 (±0.4) 2.2 (±0.6) 1.7 (±0.2)
No sel. Em.
(110 Ω/sq, 5 cells)
74.9 (±0.8) 5.7
(±0.8) 2.7 (±0.2)
As mentioned in the previous section, the group of the cells featuring no selective emitter but a high ohmic emitter (sheet = 110 Ω/sq) perform on the same level as the reference cells with regards to cell efficiency. The open circuit voltage and short circuit current, however, are on the level of the selective emitter cells. The fill factor is 2.2% lower compared to the cells with the selective emitter. This is attributed to a combination of the decreased lateral conductivity of the high ohmic emitter and an increased metal-semiconductor contact resistance, as the cells feature no selective high doping under the contacts. This indicates that the rapid development of screen printing pastes in recent years has significant influence on selective emitter technology and its potential to be introduced into production.
3.3 Behaviour under reverse bias conditions
The incorporation of a shallow emitter, especially on multicrystalline silicon wafers with their irregular surface morphology and grain boundaries, raises the question of possibly harmful behaviour of the cells under reverse bias conditions. Junction breakdown or shunting by metal spiking can create hot spots and possibly damage the module, especially when employing shallow emitters. To investigate this possible breakdown or shunting behaviour, the localized power dissipation of the solar cells was characterized by means of Dark Lock-In Thermography (DLIT) measurements. The spatially resolved DLIT images for the multicrystalline cells are shown in Figures 5-7. Even at large reverse biases (- 15 V) no distinct hot spots related to the metallization can be observed, neither in the selective emitter cells nor in the cells featuring the shallow emitter without selective high doping. The location of the bus bars can be seen in the ILIT (V OC state) image. Although there is no high doping underneath the bus bars in the selective emitter cells, their structure is not visible at - 15 V. The same behaviour is observed for the cells with a shallow emitter and no high doping: no potential hot spots can be attributed to the bus bars.
Together with the fill factor analysis from the previous section, this points towards the conclusion that omitting the high doping underneath the bus bars does not lead to junction failure under reverse bias conditions, only to an increase in series resistance. If the fingers are selectively highly doped, this enables high enough fill factors to achieve a gain in efficiency.
5 ACKNOWLEDGEMENTS
A)
B)
Figure 5: ILIT/DLIT characteristics of a reference cell with a homogeneous emitter. A) under V OC conditions and B) at -15 V
This work was supported by the German Federal Ministry of Education and Research under contract no. FKZ: 13N11838. The authors gratefully acknowledge the help of Hannah Lindner and Peter Smyrek in processing and measuring the cells.
6 REFERENCES
1. Hahn, G. Status of selective emitter technology . in Proceedings of the 25th European Photovoltaic Solar Energy Conference and Exhibition . 2010. Valencia, Spain.
A)
B) Figure 6: ILIT/DLIT characteristics of a selective emitter cell. A) under V OC conditions and B) at -15 V
2. Ventura, L., Slaoui, A., and Muller, J.C. Realization of selective emitters by rapid thermal and laser assisted techniques . in Proceedings of the 13th European Photovoltaic Solar Energy Conference . 1995. Nice, France.
3. Besi-Vetrella, U., Pirozzi, L., Salza, E., Ginocchietti, G., Ferrazza, F., Ventura, L., Slaoui, A., and Muller, J.C. Large area, screen printed silicon solar cells with selective emitter made by laser overdoping and RTA spin-on glasses . in Proceedings of the 26th IEEE Photovoltaic Specialists Conference . 1997. Anaheim, California, USA: IEEE; New York, NY, USA.
A)
B)
Figure 7: ILIT/DLIT characteristics of a cell with homogeneous shallow emitter and no selective high doping. A) under V OC conditions and B) at -15 V
4. R?der, T., Grabitz, P., Eisele, S., Wagner, C., Kohler, J.R., and Werner, J.H. 0.4% absolute efficiency gain of industrial solar cells by laser doped selective emitter . in Proceedings of the 34th IEEE Photovoltaic Specialists Conference . 2009. Philadelphia, Pennsylvania, USA.
5. J?ger, U., Okanovic, M., H?rteis, M., Grohe, A., and Preu, R. Selective emitter by laser doping from phosphosilicate glass . in Proceedings of the 24th European Photovoltaic Solar Energy Conference . 2009. Hamburg, Germany.
6. K?hler, J.R., Grabitz, P., Eisele, S.J., R?der, T.C., and Werner, J.H. Laser doped selective emitters yield 0.5% efficiency gain . in Proceedings of the 24th European Photovoltaic Solar Energy Conference . 2009. Hamburg, Germany.
4 SUMMARY
Silicon solar cells featuring selective emitters enable higher efficiencies by reducing losses which result in both higher open circuit voltages and short circuit currents. Laser doping using PSG as a dopant source is a simple approach to fabricate a selective emitter structure. Beam shaping, using a diffractive beam splitter, opens the door for high throughput processing with a single laser system. Solar cells on both mono- and multicrystalline have been prepared. A gain in efficiency of 0.2%abs. is observed for monocrystalline cells and +0.4% for multicrystalline cells. A fill factor analysis reveals that in this study the use of a shallow emitter leads to a somewhat increased J 02, independent of the laser process. An increased series resistance is measured if the selective high doping is completely omitted. DLIT investigations further reveal no detrimental effects under reverse current conditions if no selective high doping is employed underneath the bus bars. 7. J?ger, U., Oesterlin, P., Kimmerle, A., and Preu, R. Beam shaping - the key to high throughput selective emitter laser processing with a single laser system . in Proceedings of the 35th IEEE Photovoltaic Specialists Conference . 2010. Honolulu, Hawaii, USA. 8. Volk, A.-K., J?ger, U., Rentsch, J., and Preu, R. A Novel Approach for Mask-free Selective Emitter Technology Combining Laser Doping and Wet Chemical Etch Back . in this conference . 2011.
9. Thaidigsmann, B., Lohmüller, E., J?ger, U., Mack, S., Lottspeich, F., Spribille, A., Birmann, K., Erath, D., Wolf, A., Clement, F., Biro, D., and Preu, R., Large-area p-type HIP-MWT silicon solar cells with screen printed contacts exceeding 20% efficiency. Physica Status Solidi RRL, 2011. 5(8): p. 286-8.
10. Greulich, J., Glatthaar, M., and Rein, S., Fill factor analysis of solar cells’ current–voltage curves. Progress in Photovoltaics: Research and Applications, 2010. 18(7): p. 511-5.
宁波舟山港物流分析
宁波-舟山港物流发展研究 成员姓名学号 1 付永霞20091121 2 徐莎莎20091310 3 吴延玲20091306 4 凌楠20091198 2012/3/9
宁波-舟山港物流发展研究 一、现状 宁波—舟山港地处我国东南沿海、大陆海岸线的中部,北起杭州湾东部的花鸟山岛,南至石浦的牛头山岛,南北长 220km ;大陆岸线长 1547km ,岛屿岸线长 3203km 。港域内近岸水深10米以上的深水岸线长约333公里,港口建设可用岸线约为223公里,其中尚未开发的深水岸线约为184公里。港口目前已建成各类泊位723个,主要分布在宁波穿山半岛南北两侧,以及舟山的定海本岛、金塘、六横、衢山等诸岛。港口所在区域属长江经济带与东部沿海经济带“T”型交汇处的长三角地区,是我国经济发展水平最高、最具活力和发展潜力的地区之一。、 自然环境具有以下特征: (一)岸线曲折、岛屿众多,港口岸线资源丰富。 (二)潮差大,潮流强,深水岸线的滩槽长期稳定。 (三)泥沙来源丰富,含沙量高。 (四)台风多,波浪大,风暴潮强。 经过近几年的发展,宁波-舟山港已初步形成了一干线四大基地,即集装箱远洋干线港、国内最大的矿石中转基地、国内最大的原油转运基地、国内沿海最大的液体化工储运基地和华东地区重要的煤炭运输基地。成为上海国际航运中心的重要组成部分和深水外港,是国内发展最快的综合型大港。 二、宁波舟山港物流发展优势 (一)良好的港口区位优势。 从港口与区域经济发展之间的内在联系来看,宁波舟山港的区位优势明显。宁波舟山以及长江三角地区强劲的经济发展势头为宁波舟山港提供了稳定的货源,尤其是这些区域高新技术产业的迅速发展,更是为其港口物流的发展提供了强有力的产业支持。现有的临港工业体系和沿港工业经济带也为宁波舟山港港口物流的发展提供了广阔的需求空间。 (二)优越的港口经济条件。 宁波舟山港又有我国最丰富的天然深水港资源,具备开发国际大港的自然条件。宁波舟山港几年来迅速发展的吞吐量,充分说明了其港口发展的优越条件,使宁波舟山港作为上海南翼集装箱干线港以及能源中转港的功能日以展现。 (三)较便捷的集疏运网络。 港口完善和便捷的技术运网络,是现代港口物流中心联系周边腹地、沟通国内外港口,保证各类物流集散的必要条件。宁波舟山港优越的地理位置为港口构建集疏运网络创造了良好的自然条件。现有的公路、铁路、水路与杭州湾跨海大桥、京杭运河延长段和东社国际机场等交通节点公共构造了宁波舟山港较为畅通的集疏运网络,既可保证货物的较快集散,又为进一步延伸港口物流链提供了必要、便捷的集疏运条件。 (四)较好的信息化基础。 良好的信息化基础是港口物流发展的一个技术支撑条件。宁波口岸的信息化水平一直处在国内港口的前列,为客户提供了高效率的通关服务,创造了良好的口岸通关环境。此外,宁波、舟山有着较好的通信基础设施,已初步形成了高速、大容量的信息传输骨干网络。目前,宁波电子口岸平台已初具规模,保税物流中心、保税区、港口等物流枢纽公共信息服务建设取得了良好成效。宁波口岸物流信息平台业主宁波博特国际物流信息有限公司的组(五)较强的港口资源整合优势。 宁波舟山港的一体化运作可促使港口资源优势的优化利用,有利于港口航道、深水岸线等有形资源以及经营管理、信息共享等无形资源的整合,必将优化港口资源的配置,从而有
宁波舟山港介绍
宁波--舟山港 一港口的位置和交通。 宁波舟山港区域是我国港口资源最优秀和最丰富的地区,港域内近岸水深10米以上的深水岸线长约333公里,港口建设可用岸线约为223公里,其中尚未开发的深水岸线约为184公里。港口目前已建成各类泊位723个,吞吐能力超过2亿吨,2011年实际完成货物吞吐量6.91亿吨,居全国港口第一位;经过近几年的发展,宁波-舟山港已初步形成了一干线四大基地,即集装箱远洋干线港、国内最大的矿石中转基地、国内最大的原油转运基地、国内沿海最大的液体化工储运基地和华东地区重要的煤炭运输基地。成为上海国际航运中心的重要组成部分和深水外港,是国内发展最快的综合型大港。宁波港陆上交通运输较便利。白沙、洪镇、北仑三条港区铁路支线与萧甬铁路相连,并通过浙赣、沪杭、宣杭线与全国铁路网连接;329国道、沪杭甬高速公路和同三线等公路干线与港口相通,可通往杭州、上海、台州、温州等广大地区。舟山目前尚不能通过陆路通道与外界直接相通,在建的舟山连岛工程完工后将使舟山本岛和宁波实现陆路相连。宁波地处我国大陆海岸线中部,南北和长江“T”型结构的交汇点上,地理位置适中,是中国大陆着名的深水良港。 二港口自然条件。 宁波―舟山海域北起杭州湾东部的花鸟山岛,南至石浦的牛头山岛,南北长220km;大陆岸线长1547km,岛屿岸线长3203km。岸线曲折、岛屿众多,港口岸线资源丰富。宁波-舟山地区岸线蜿蜒曲折,分布有港湾、河口、半岛和众多岛屿。主要海湾有杭州湾、象山湾和石浦湾等,主要入海河流有钱塘江、甬江。1910个沿海岛屿星罗棋布,形成对外海波浪的天然屏障,很多岛屿岸线-10m等深线近岸、航道通畅,适宜建港;但多数岛屿岸线后方缺乏必要的陆域。 风况:常风向北到东南,平均风速3.3米/秒;强风向偏北、偏西北,最大风速30米/秒,基本与岸线平行。 降水:年平均降水量1293.7毫米,多集中在3-6月及9月,约占全年降水量的40%。 气温:年平均气温16.3℃,最高为39.1℃,最低为-6.1℃。常年不封冻。雾况:年平均雾日16天,春季最多。港域有雾维持时间一般为6小时以下。冰况:全年无冰冻。 潮汐:港内潮汐类型为正规半日潮和非正规半日潮两种。最高潮位5.04米,最低潮位-0.05米,平均潮差2.54米。最大潮差4.32米,最小潮差0.45米。潮流:基本呈往复流,平均涨潮流速一般为1.03-1.54米/秒,最大可达2.06米/秒。平均落潮流速一般为0.77-1.08米/秒。 波浪:港域内波浪属波高小、周期短的小尺度波浪,平均波况良好,外海海浪对港域基本无影响交通状况。 三港口的水域资料 (一)、航道 航道:舟山港进出港域的口门众多,拥有不同水深的多条航道,有利于不同船型多方位自由通航。以舟山港为中心,目前可通行万吨以上船舶的有东、南、西、北10多条航道,水深稳定,终年不冻,主要航线航标设施完善,能够适应舟山港口全面开发及大型船舶通航。东航道,由螺头水道,经虾峙门往东海,最窄口门宽约750米,航道口门外有一浅滩,最浅水深17.9米,高潮水深21.4—22.4米,15万吨船舶自由进出,20万吨船舶可乘潮进港,如稍加整治,航道水深可达23米;南航道,由螺头水道折向南,顺条帚门进出,与浙、闽沿海港口相通,最浅处水深16米,可通行10万吨船舶;西航道,从金塘水道、西堠门水道向西,进入杭州湾,能通行3.5万吨以下船舶;此外,还有乌沙门水道和福利门水道等可以通行5—10万吨船舶;东端国际航线,往北经东亭、浪岗、嵊山和小板门水道,可以通行20—30万吨巨轮。 进港主要航道有: 虾峙门航道:由虾峙角至溜树山,全长1.38万米,水深22米,宽926米,泥石底质,不乘潮通航道能力为15万吨级船舶;
集装箱海运发展评价与战略展望
集装箱海运发展评价与战略展望 本文对原提出的2004年战略准备阶段我国集装箱水运发展目标进行总结,结合我国集装箱海运发展实际,从定性、定量等方面阐述了目标的实现情况,分析了造成差异的主要云因。对战略框架阶段发展进行了预测分析,提出了进一步发展的目标。 12004年战略准备阶段我国集装箱海运发展目标 基于对国内外水运发展趋势、国内经济发展与改革进程以及对中国水运发展特点的分析,提出2001-2004年为我国水运发展战略准备阶段,2005-2010年为水运发展战略框架阶段并分别提出了这一时期的主要发展目标。与集装箱运输发展相关的主要预测和发展目标包括: (1)水运量的发展取得显著进展。 加入WTO后的第一年,拉动集装箱吞吐量多增长12个百分点,从而使2002年我国港口吞吐量同比增长30%以上。在加入WTO的带动下,战略准备阶段我国港口集装箱吞吐量增长速度将保持在20%以上。2004年前上海港、深圳港集装箱吞吐量完成对釜山港、高雄港的超越,为两大国际航运中心建设奠定量的基础。 (2)以中远集运和中海集运两大班轮公司重组为标志,完成国有水运企业的战略重组。解决班轮公司与集团母公司之间的关系和班轮公司之间的关系。
(3)2004年前完成对自由港的相关研究。结合国务院港口体制改革规定和《港口法》的颁布,完成港口体制改革的第一步目标。 2战略准备阶段我国集装箱海运发展评价 2.1港口集装箱吞吐量发展评价与分析 进入新世纪,在国民经济、对外贸易快速发展的推动下,全国港口集装箱吞吐量持续保持高速发展,由2000年的2348万TEU达到2004年的6160万TEU,2000-2004年年均递增27%。在港口集装箱吞吐量快速增长的同时,继续呈现集中化发展趋势,8个干线港集装箱吞吐量比重继续增长,由2000年占全国75.4%上升为2004年的80.2%。其中上海港和深圳港集装箱吞吐量2004年分别达到1455万TEU和1366万TEU,列世界第3和第4位。青岛、宁波和天津港集装箱吞吐量分别达到514万TEU、401万TEU和382万TEIJ,分列世界第14、17和18位。这总体上验证了对战略准备阶段我国港口集装箱运输发展的预测。 2001年,由于多种因素的作用,我国港口集装箱吞吐量较上一年发展速度只有179毛。研究表明,在加入WTO的影响下,我国集装箱吞吐量将多增长12个百分点,据此在2001年年底,对2002年我国港口集装箱发展做出了相对乐观的判断,并在对上海港2002年的预测中得到应用。2003年上海港、深圳港集装箱吞吐量完成对釜山港、高雄港的超越等,验证了提出的战略准备阶段的发展、也是预测性指标。 战略准备阶段港口集装箱吞吐量发展的上述两个指标,在2001年认为是极富挑战性的,在我国对外贸易快速发展的带动下,实际发展更为乐观。2001年预测前5大
(完整版)LTE系统峰值速率的计算
LTE系统峰值速率的计算 我们常听到” LT网络可达到峰值速率100M、150M、300M ,发展到LTE-A更是可以达到 1Gbps “等说法,但是这些速率的达成究竟受哪些因素的影响且如何计算呢?为了更好的学习峰值速率计算,我们可以带着下面的问题来一起阅读: 1、LTE系统中,峰值速率受哪些因素影响? 2、FDD-LTE系统中,Cat3和Cat4,上下行峰值速率各为多少? 3、T D-LTE系统中,以时隙配比3:1、特殊子帧配比10:2:2为例,Cat3、Cat4上下行峰值速率各为多少? 3、LTE-A ( LTE Advaneed要实现IGbps的目标峰值速率,需要采用哪些技术? 影响峰值速率的因素有哪些? 影响峰值速率的因素有很多,包括: 1. 双工方式——FDD、TDD FDD-LTE为频分双工,即上、下行采用不同的频率发送;而TD-LTE采用时分双工,上、下行 共享频率,采用不同的时隙发送。 因此如果采用相同的带宽和同样的终端类型,FDD-LTE能达到更高的峰值速率。 2. 载波带宽 LTE网络采用5MHz、10MHz、15MHz、20MHz等不同的频率资源,能达到的峰值速率不同。 3. 上行/ 下行 上行的业务需求本就不及下行,因此系统设计的时候也考虑“下行速率高些、上行速率低些” 的原则,实际达到的效果也是这样的。 4. UE能力级 即终端类型的影响,Cat3和Cat4是常见的终端类型,FDD-LTE系统中,下行峰值速率分别能达到100Mbps和150Mbps,上行都只能支持最高16QAM的调制方式,上行最高速率50Mbps。 5. TD-LTE系统中的上下行时隙配比、特殊子帧配比 不同的上下行时隙配比以及特殊时隙配比,会影响TD-LTE系统中的峰值速率水平。 上下行时隙配比有1:3和2:2等方式,特殊时隙配比也有3:9:2和10:2:2等方式。考虑尽量提升下行速率,国内外目前最常用的是DL:UL=3:1、特殊时隙配比10:2:2这种配置。 6. 天线数、MIMO 配置 Cat4 支持2*2MIMO ,最高支持双流空间复用,下行峰值速率可达150Mbps;Cat5 支持 4*4MIMO ,最高支持四层空间复用,下行峰值速率可达300Mbps。 7. 控制信道开销 计算峰值速率还要考虑系统开销,即控制信道资源占比。实际系统中,控制信道开销在20~30% 的水平内波动。 总之,有很多因素影响所谓的“峰值速率”,所以提到峰值速率的时候,要说明是在什么制式下、采用了多少带宽、在什么终端、什么方向、什么配置情况下达到的速率。 下行峰值速率的计算: 计算峰值速率一般采用两种方法: 第一种:是从物理资源微观入手,计算多少时间内(一般采用一个TTI或者一个无线帧)传 多少比特流量,得到速率; 另一种:是直接查某种UE类型在一个TTI (LTE系统为1ms)内能够传输的最大传输块,得到速率。
2010年世界集装箱吞吐量排名前十港口
2010年世界集装箱吞吐量排名前十港口 1、上海2907万TEU 2、新加坡2843万TEU 3、香港2363万TEU 4、深圳2251万TEU 5、釜山1428万TEU 6、宁波-舟山1314万TEU 7、广州1212万TEU 8、青岛1201万TEU 9、迪拜1150万TEU 10、鹿特丹1110万TEU 2010年,中国港口军团在全球集装箱大港中,收获了过半数席位。上海港、香港港、深圳港、宁波-舟山港、广州港、青岛港分别排位全球第一、第三、第四、第六、第七、第八的席位。余下的第二、第五、第九、第十分别由新加坡港、韩国釜山港、阿联酋迪拜港、荷兰鹿特丹港获得。 分析师指出,在全球前十大集装箱港口中,虽然中国港口军团所占席位数与2009年持平,但变化仍然明显,中国大部分港口位次较2009年前移,显示出中国港口在全球的份量进一步加重。 上海港摘得第一 上海港2010年首次超越新加坡港,以64万标箱的领先优势坐上全球第一大集装箱港的宝座,从而成为全球货物吞吐量、集装箱吞吐量均排名第一的双料“冠军”。近年来,上海港步步紧逼,与新加坡港的差距逐渐缩小,在2009年,新加坡港比上海港多出87万标箱,从而卫冕了全球第一大集装箱港的宝座。2010年,受益于中国经济的复苏,上海港终以16.3%的增长率将新加坡港挑落下马。 宁波-舟山港前进步伐最大 在全球十大集装箱港排名中,除上海港由2009年的第二名上升至第一名外,宁波-舟山港超过广州港和迪拜港,由2009年的第八名上升至第六名,在全球前十大港口的“高手过招”中,是唯一一个位次前进两名的港口,前进步伐最大。青岛港超过迪拜港,较2009年前进一位,排名第八。而广州港被宁波-舟山港超越,由2009年的第六位变为2010年的第七位。 据数据显示,2010年,宁波-舟山港全年集装箱吞吐量达到1314.4万标准箱,同比增长25.2%,其中宁波港域为1300.2万标箱,同比增长24.7%,增幅高居全球各大集装箱港口之首。2010年,宁波-舟山港集装箱吞吐量排名快速跃升至中国大陆港口第三。 2011年展望分析 2011年全球十大集装箱港口排名竞争将出现什么特点?分析师就今年最大的看点进行了分析。 由于上海港和新加坡港2010年差距不大,预计2011年,两港在3000万标箱吞吐量级的进军中,仍将展开近身“激战”,上海港能否坐稳老大位置,年内即见分晓。 2011年,深圳港在与香港港多年的尾随中,将向香港港第三的位置发起冲锋。2010年,两港差距在112万标箱。在2011年,深圳港即有可能将香港“季军”的位置取而代之,进入世界前三。 2011年,宁波-舟山港将再次高歌猛进,极有可能超越韩国釜山港,进入世界前五。2010年,两港差距不过114万标箱,但是,2010年宁波-舟山港吞吐量较上年增加了264万标箱,釜山港也取得了近年难有的高成长,增加了233万标箱。但从两港的吞吐量发展潜力来看,宁波-舟山港似乎胜券在握。 2009年和2010年均排名世界第十一位的天津港,在经过两年的能量积蓄后,2011年极有可能进入世界前十。天津港将鹿特丹港挤出世界第十,在2011年将是板上钉钉的事,超越阿联酋迪拜港也有较大可能。如果说,2010年全球十大集装箱港口中,宁波-舟山港是位次前移最大的“明星”,2011年的“明星”或为天津港。
《宁波港总体规划》简介
《宁波港总体规划》简介 2006年11月23日 宁波港是我国沿海主要港口之一和区域性中心港口之一;是上海国际航运中心的重要组成部分;是集装箱运输的干线港;是长江三角洲及长江沿岸工业发展所需能源、原材料及外贸物资运输的主要中转港;是浙江省、宁波市国民经济和对外 开放及发展临港工业和现代物流业的重要依托。 根据预测,2010年宁波市沿海港口货物吞吐量35000万吨,其中集装箱1000万TEU;2020年货物吞吐量43000万吨,其中集装箱1400万TEU。今后将成为以能源、原材料等大宗物资中转和外贸集装箱运输为主的现代化、多功能的综合性国际港口。宁波港将具备运输组织、装卸储运、中转换装、工业开发、现代物流、战略储备、通信信息、保税及综合服 务等功能,并成为宁波港口物流中心的基础平台。 根据“深水深用、浅水浅用”统筹规划的原则,宁波港将形成“一港三片八区”的港口总体布局。即宁波市沿海港口分为北片(含甬江-镇海-北仑-穿山-大榭-梅山)、中片(象山港)和南片(三门湾),下辖甬江、镇海、北仑、穿山、大榭、梅山、象山港、石浦八个港区。宁波港八个港区功能分工如下: 甬江港区自甬江大桥至招宝山大桥之间。近期仍承担宁波市与甬江沿线、附近沿海和陆岛间的中、短途货物运输任务,随着城市发展,逐步进行功能调整和整合,保留白沙作业区和部分业主码头,在继续提供城市建设和生活所需物资运输的同时,发展仓储、配送、城市商贸、水上观光旅游等功能。 镇海港区范围从招宝山大桥至甬江入海口北岸,包括宁波市辖区内的杭州湾南岸宜港岸线。随着北仑、穿山和大榭等港区的发展,逐步调整运输货类,以承担宁波市及附近地区的煤炭、液体化工、成品油、液化气、内贸集装箱、钢铁、木材及非金属矿石等运输、仓储为主,镇海港区是宁波港水铁、海河联运港区。 北仑港区规划范围自甬江口长跳咀至大榭岛大桥。北仑港区是宁波港现代化、多功能、综合性的核心枢纽港区,以承担远洋、沿海大宗散货中转和外贸集装箱运输任务为主,具有货物装卸储存、保税仓储、现代物流、临港工业开发、水运 工业等功能的大型深水港区。 大榭港区规划范围包括大榭岛和穿鼻岛全部岸线。大榭港区主要为大榭岛开发区的工业企业所需原材料和产成品运输服务的工业港区和华东地区液化石油气、原油中转及储备基地,并承担部分集装箱运输任务。 穿山港区规划范围穿山半岛全部岸线,北自大榭大桥至长浦,南至长浦至春晓。穿山港区将承担远洋、沿海集装箱运输、LNG接收等任务,并作为宁波港后续可持续发展的预留港区。 梅山港区规划范围包括梅山岛全部岸线。梅山港区主要承担远洋、沿海集装箱运输任务。港区内陆侧规划为渔港作业区。
LTE计算汇总
如对你有帮助,请购买下载打赏,谢谢! 1.RSRP及RSRQ计算 RSRP=-140+RsrpResult(dBm); ●-44<=RSRP<-140dbm ●0<= RsrpResult<=97 下行解调门限:18.2dBm来计算的话,下行支持的最小RSRP为18.2-130.8= -112.6 下行解调门限:上行支持的最小RSRP为23-126.44= -103.44dBm RSRQ=-20+1/2RsrqResult(dB) RSRQ=N×RSRP/(E-UTRA carrier RSSI),即RSRQ = 10log10(N) + UE所处位置接收到主服务小区的RSRP – RSSI。 RSRQ=20+RSRP – RSSI 2.W及dBm换算 “1个基准”:30dBm=1W “2个原则”: 1)+3dBm,功率乘2倍;-3dBm,功率乘1/2 33dBm=30dBm+3dBm=1W× 2=2W 27dBm=30dBm-3dBm=1W× 1/2=0.5W 2)+10dBm,功率乘10倍;-10dBm,功率乘1/10 40dBm=30dBm+10dBm=1W× 10=10W 20dBm=30dBm-10dBm=1W× 0.1=0.1W 3.功率计算 其中max transmissionpower = 43dBm 等效于20W Partofsectorpower=100(%) ; confOutputpower=20(W) Sectorpower=20(W) 需确保Sectorpower=confOutputpower*Partofsectorpower*% 如Partofsectorpower=50(%) ; confOutputpower=40(W) Sectorpower(20W)=confOutputpower(40W) *Partofsectorpower(50%) 4.参考信号接收功率计算 RSRP功率=RU输出总功率-10lg(12*RB个数) , 如果是单端口20W的RU,那么可以推算出 RSRP功率为43-10lg1200=12.2dBm. 1)A类符号指整个OFDM符号子载波上没有RS符号,位于时隙的索引为1、2、3、5、6
宁波-舟山港港口物流综合竞争力分析【开题报告】
毕业论文开题报告 题目:宁波-舟山港港口物流综合竞争力分析 一、选题的背景、意义 浙江是港航大省,具有得天独厚的深水岸线资源和良好的区位优势。宁波- 舟山港既是浙江的主要港口,同时也是我国东部沿海的枢纽港和集装箱干线港之一。不管是在货物吞吐量,还是在集装箱吞吐量上,宁波舟山港都是遥遥领先的。 宁波- 舟山港位于我国大陆海岸线中部、长江三角洲南翼,对内沟通长江、京杭运河,覆盖整个华东地区及长江流域,对外直达釜山、神户、香港、高雄、新加坡等著名港口,且航程均在1 000 海里以内。全港规划线总长427.6km,其中深水岸线334.6km,具备规模开发的深水岸线135.6km。浙江地处经济发达的长三角,而宁波- 舟山港又是浙江港口物流的核心,宁波- 舟山港港口码头,这里聚集了很多码头,给宁波- 舟山港在发展港口物流业方面提供了巨大的潜力和空间。因此,分析宁波-舟山港港口物流综合竞争力对整个港口物流的发展及政府政策的制定具有极其重要的指导意义。本文对港口物流理论进行研究,从综合竞争力角度揭示宁波-舟山港港口物流的发展。 二、相关研究的最新成果及动态 (一)关于港口物流的理论研究 1、港口物流的定义与内涵 Klin(1995)认为港口作为最基本的运输结点,连接着物流网络中的海运和陆上作业,其核心业务是安排货物在各运输方式之间或同种运输方式之间的有效转换,只有具备储存、集散货、制造和贸易这四大功能时,港口才可以从运输结点转变或提升为物流结点。 Khalid Bichou和RichardGray(2004)认为港口物流是以港口作为物流的中心节点提供的综合性多功能服务,对现代港口物流进行概念界定,首先应该体现出物流质的规定性。港口物流是一个特殊的物流产品。 Gordon (2005)认为传统的港口物流主要是提供装卸、仓储、转运服务,而现代的港口物流是指以建立货运中心、配送中心、物流信息中心和商品交易中心为目的,将运输、仓储、装卸搬运、代理、包装加工、配送、信息处理等物流环节有机结合,形成完整的供应链,能为用户提供多功能、一体化的综合物流服务。
通信人才网-LTE峰值速率的计算详解
LTE系统峰值速率的计算 我们常听到”LTE网络可达到峰值速率100M、150M、300M,发展到LTE-A 更是可以达到1Gbps“等说法,但是这些速率的达成究竟受哪些因素的影响且如何计算呢? 为了更好的学习峰值速率计算,我们可以带着下面的问题来一起阅读: 1、LTE系统中,峰值速率受哪些因素影响? 2、FDD-LTE系统中,Cat3和Cat4,上下行峰值速率各为多少? 3、TD-LTE系统中,以时隙配比3:1、特殊子帧配比10:2:2为例,Cat3、Cat4上下行峰值速率各为多少? 3、LTE-A(LTE Advanced)要实现1Gbps的目标峰值速率,需要采用哪些技术? 影响峰值速率的因素有哪些? 影响峰值速率的因素有很多,包括: 1. 双工方式——FDD、TDD FDD-LTE为频分双工,即上、下行采用不同的频率发送;而TD-LTE采用时 分双工,上、下行共享频率,采用不同的时隙发送。 因此如果采用相同的带宽和同样的终端类型,FDD-LTE能达到更高的峰值速率。 2. 载波带宽 LTE网络采用5MHz、10MHz、15MHz、20MHz等不同的频率资源,能达到的峰值速率不同。 3. 上行/下行 上行的业务需求本就不及下行,因此系统设计的时候也考虑“下行速率高些、上行速率低些”的原则,实际达到的效果也是这样的。 4. UE能力级 即终端类型的影响,Cat3和Cat4是常见的终端类型,FDD-LTE系统中,下行峰值速率分别能达到100Mbps和150Mbps,上行都只能支持最高16QAM的调制方式,上行最高速率50Mbps。 5. TD-LTE系统中的上下行时隙配比、特殊子帧配比
宁波港(完整)
2012~2013学年度第二学期 高职2011级航运经济系(集装箱运输管理专业)《港口生产管理》课程考核报告 任课教师:陈静 姓名XXX 学号XXXX 专业XXX专业班级XXX班 成绩 关于××港的调查报告 内容要求: 1.说明调查目的和调查方式。 20分 2.了解所调查港口的设施及设备条件。 20分 3.分析所调查港口的生产发展(吞吐量变化)历程。 20分 4.介绍所调查港口的集疏运系统。 20分 5.写出调查总结。 20分 格式要求: 字数:不少于3000字;字体:宋体;字号:小四; 行间距:1.5倍;字间距:标准。标题与段首缩进2字符。
关于宁波港的调查报告 一、调查目的 调查宁波港是为了丰富自己的学习阅历,提高自己的专业知识水平为今后找一份对口的好工作,把所学的知识应用到工作中,献一份微薄之力促进经济发展,提高人民生活水平,为我们的“中国梦”出一份力量。宁波港是中国大陆重要的集装箱干线港,同时也是中国大陆主要的铁矿、原油、液体化工中转储存基地和华东地区主要的煤炭、粮食等散杂货中转和储存基地,已经形成我国规模最大、条件最好的深水泊位群和超级巨轮集散中心,是中国的主枢纽港之一。 二、调查方式 在图书馆通过查找有关书籍了解宁波港以及查找文献、网上搜索知识要点等方式。从而全方位的了解宁波港生产作业情况。 三、调查内容 〈一〉了解所调查港口的设施及设备条件。 1.宁波港口EDI中心是国家“九五”重点科技攻关项目《国际集装箱运输电子信息传输和运作系统及示范工程》的示范单位。在国家计委、交通部和宁波市人民政府大力支持下,经过两年多的建设,宁波港口EDI中心1997年5月底建成开通。“中心”将支持船公司及代理、港口、码头、理货、货代、集疏运场站、货主及与上述运输业相关的政府监管部门 ("一关三检")和银行保险实现电子数据交换,并提供高效、便利、快捷、准确、经济的信息服务,使中国参与国际贸易的各种企业,在贸易手段上与国际接轨,同时提高宁波口岸在世界市场的竞争力,实现国际集装箱运输的无纸化经营。 2.宁波港由北仑港区、镇海港区、宁波港区、大榭港区、穿山港区组成,是一个集内河港、河口港和海港于一体的多功能、综合性的现代化深水大港。 公司经营种类泊位吨 级 (万吨) 码头长 度 (米) 泊位数 (个) 吃水深度 (米) 主要机械设备
宁波港口物流竞争力分析及其发展对策【开题报告】
毕业论文开题报告 物流管理 宁波港口物流竞争力分析及其发展对策 一、立论依据 1.研究意义、预期目标 随着经济全球化和国际分工专业化的不断增强,我国的对外贸易额也逐年上升,纵观历史,水路运输则是国际贸易中所占比例最大的,这从一定层面上对提供水路运输的基础设施-港口提出了要求。为顺应世界船舶大型化和集装箱化发展,其功能也在不断拓展延伸。发展和优化港口物流已成为当务之急。 宁波港地处我国大陆海岸线中部,地理位置适中,是中国大陆著名的深水良港。宁波港自然条件得天独厚,内外辐射便捷,向外直接面向东亚及整个环太平洋地区。作为中国贸易门户之一的宁波港必须顺应市场化的发展,优化自身的港口物流系统缺陷,开拓出一条创新的竞争力发展道路。因此研究宁波港口物流的竞争力有着十分深远的意义,能帮助宁波港口认清自己的港口物流竞争力的优劣势,并以此作为依据找出发展的途径。 本文主要结合宁波市港口物流竞争力发展的情况进行深刻的对比研究及其对策分析,利用自然优势,结合内外资源,为更好地认清宁波市港口物流竞争的优劣势,以及利用优劣势更好地发展其港口物流核心竞争力做一定的理论指导。 2.国内外研究现状 (1)国内研究现状 侯波(2010)在《港口物流竞争力评价方法研究》中根据对港口物流竞争力的描述,将港口物流竞争力的内涵概括为以下五个方面:①港口物流营运条件。包括港口货物吞吐量和集装箱吞吐量;②港口物流发展环境。如果腹地经济水平及其商业运作能力强,以及港口城市GDP,对港口物流的发展能起到推动作用:③港口物流基础设施条件。泊位和航道水深标志着一个港口的承运能力,装卸设备能力和库场容量是港口开展增值服务的基础;④港口物流服务水平,主要是港口作业率、船舶在港延时;⑤港口物流发展潜力.表现为经济腹地GDP增长率,年货物吞吐量的平均增长率和物流增值业务发展水平。 常江(2006)由表及里从宏观和微观两个层面指出我国的港口物流虽已取得长足进步,但还是有很多不利于竞争力发展的表现。既表现在物流意识上,也表现在物流硬件上,主要有以下几个方而:①港口物流基础设施薄弱,物流技术水平低;②物流联盟程度不高,港口物流规模小,物流活动范围小;③港
宁波-舟山港调研分析报告(同名11629)
宁波-舟山港调研分析报告
(一)宁波-舟山港的地理位置: 宁波—舟山港地处我国东南沿海、大陆海岸线的中部,我国东部沿海与长江“黄金水道”的交汇处,东濒太平洋,通过海运联系世界各国,内陆可通过长江水道及公路、铁路网向内地辐射,在我国经济中具有重要的战略地位。港口所在区域属长江经济带与东部沿海经济带“T”型交汇处的长三角地区,是我国经济发展水平最高、最具活力和发展潜力的地区之一。 宁波—舟山港海域北起杭州湾东部的花鸟山岛、南至石浦的牛头山岛,南北长约220公里,共有岸线总长4000余公里,其中近岸水深10米以上的深水岸线约303公里,主要分布在宁波穿山半岛南北两侧,以及舟山的定海本岛、金塘、六横、衢山等诸岛。 宁波港位于浙东,长江三角洲南翼,北临杭州湾,西接绍兴,南靠台州,东北与舟山隔海相望。宁波港由北仑港区、镇海港区、大榭港区、穿山港区、梅山港区、象山港区、和宁波老港区组成,是一个集内河港、河口港和海港于一体,大、中、小泊位配套的多功能、综合性的现代化大港,共有生产性泊位311座,其中万吨级以上深水泊位64座(5至25万吨级的特大型深水泊位33座),是中国超大型船舶最大集散港和全球为数不多的远洋运输节点港。
(二)宁波-舟山港发展概况: 2011年,国务院正式批复《浙江海洋经济发展示范区规划》,浙江港口物流发展进入了一个新的历史时期。目前,全省已基本形成了以宁波-舟山港为龙头、浙北和温台港口为两翼的沿海港口体系。 宁波—舟山港已经成为我国沿海主枢纽港之一和综合运输体系的重要枢纽。宁波—舟山港拥有生产泊位732座,是国内大型深水泊位最多的港口,在建的北仑四期、五期国际集装箱码头水域以及金塘岛集装箱码头开发项目,更可靠泊超大型集装箱船。宁波—舟山港通江达海,沿长江可上溯至苏、皖、赣、湘、鄂、渝、川等省市,通过沿海向外可直达韩国釜山、日本神户、新加坡等港口,拥有国内、国际航运枢纽所应具备的地理优势。优越的港口条件和区位优势为发展现代物流提供了有利条件。
宁波港口的优势与问题分析
宁波港口的优势与问题分析 08地本32 朱婷娜 宁波港的前身是宁波港务局。宁波港由北仑港区、镇海港区、宁波港区、大榭港区、穿山港区组成,是一个集内河港、河口港和海港于一体的多功能、综合性的现代化深水大港。 一、宁波港建设的自然条件 1、区位优势:宁波港地处我国大陆海岸线中部,地理位置适中,是中国大陆著名的深水良港,内外辐射便捷。向外直接面向东亚及整个环太平洋地区。 2、气候条件:宁波港水域历来不冻,终年通航。 3、水文条件:波浪较小,无需建防波堤。 4、航道水深:进港航道水深在18.2米以上,30万吨船舶可候潮进出港。 5、岸线资源:可开发的深水岸线达120公里以上,具有广阔的开发建设前景。 6、岛屿条件:北仑港区北面有舟山群岛为天然屏障,在北仑港区建码头无须修建防浪堤,投资省、效益高。 5、陆域依托:深水岸线后方陆域平坦宽阔,对发展港口堆存、仓储和滨海工业极为有利。 二、宁波港建设的经济条件 1、经济腹地 宁波港的直接经济腹地为宁波市和浙江省。随着杭宣铁路( 杭州- 宣城) 的建设和浙赣铁路运输能力的提高, 可扩大至安徽、江西和湖南等省。间接腹地为长江中下游的湖北、安徽、江苏、上海等省市的部分地区。经济腹地内自然条件优越,工农业生产发达,是全国最富庶的地区之一。腹地内工业门类齐全,商品经济繁荣,尤其是长江三角洲地区, 城市群体密布,交通运输便捷,是全国经济发达地区之一。传统的丝绸纺织、五金、食品和工艺品是全国主要的外贸出口商品。钢铁、石化、水泥、木材、化工、机械以及电子、家用电器等,种类繁多,发展很快。近几年来蓬勃发展的农村乡镇工业,其产品已成为本地区工业生产的重要组成部分。农业以粮食、棉花、油料生产为主,每年有数百万吨大米外贸出口。经济腹地通过宁波港进出的主要货种有金属矿石、煤炭、石油、非金属矿石、水泥、木材、矿建材料、糖等,其中金属矿石、煤炭、石油占吞吐量的88% 。 2、交通状况 宁波港水陆空交通便捷,集疏运条件优越。宁波港还设有江海联运水水中转业务,可连接沿海各港口,通过江海联运,货物可直达武汉、重庆,并沟通长江、京杭大运河,直接覆盖整个华东及经济发达的长江流域。宁波港与美国、独联体各国、欧洲、非洲、日韩、东南亚、中东及香港等50多个国家和地区有贸易运输往来。宁波港已初步形成高速公路、铁路、航空和江海联运、水水中转等全方位立体型的集疏运网络。全年新开辟航线40条,世界排名前20位的班轮公司都已落户“宁波港”,月均航班数已突破600班。 3、发展潜力 宁波港得天独厚的自然条件,使其迅猛发展。截止2004年12月28日,宁波港货物吞吐量已突破 2.2 亿吨,集装箱吞吐量已突破400 万标准箱。至此,宁波港各项指标已进入世界五大港口之列。2004 年,宁波港已有集装箱航线115
宁波港物流发展现状及前景分析论文开题报告
山东科技大学泰山科技学院本科毕业设计(论文)开题报告 题目我国宁波港的物流发展现状及前景 系部名称经济管理系 专业班级国贸08-1 学生姓名葛永通 学号0844050112 指导教师吴畏 填表时间:2012年4月1日
填表说明 1.开题报告作为毕业设计(论文)答辩委员会对学生答辩资格审查的依据材料之一。 2.此报告应在指导教师指导下,由学生在毕业设计(论文)工作前期完成,经指导教师签署意见、相关系主任审查后生效。 3.学生应按照学校统一设计的电子文档标准格式,用A4纸打印。 4.参考文献不少于8篇,其中应有适当的外文资料(一般不少于2篇)。 5.开题报告作为毕业设计(论文)资料,与毕业设计(论文)一同存档。
设计(论文) 题目 我国宁波港的物流发展现状及前景 设计(论文)类型(划“√”)工程设计应用研究开发研究基础研究其它 √ 一、本课题的研究目的和意义 随着改革开放的不断深入发展,我国很多产业都经历着一场变革,特别是国际贸易的不断的扩大与成熟,物流对国贸产生越来越重要的影响,研究物流的发展尤为重要。宁波作为沿海开放的港口城市,宁波港也是我国的重要港口,通过物流服务的提升,来促进我国国际贸易及经济的发展,来更好服务经济的发展,具有极其重要的意义。本文通过对宁波港物流发展现状及前景的分析,找出宁波港物流发展中存在的问题及如何解决这些问题,最后对宁波港乃至整个中国的物流发展做出展望及规划。
二、本课题的主要研究内容(提纲) 1.港口物流的概述 1.1港口物流的概念 1.2港口物流的特点 1.3港口物流的功能 2.我国港口物流的发展历史及过程 2.1我国港口物流的起源及背景 2.2我国港口物流发展的几个阶段 2.3国际主要港口物流的概况 3.宁波港的物流发展现状 3.1宁波港的发展历程 3.2宁波港的现有发展规模 4.宁波港物流发展中存在的问题 4.1现在物流在中国处于起步阶段,缺乏真正科学的认识 4.2港区后方堆场功能单一,能够从事物流的较少 4.3物流信息网尚未形成,信息技术在物流中的应用不高 5.宁波港物流发展中存在问题成因分析 5.1为什么存在对物流缺乏科学的认识 5.2集装箱堆场的功能为什么单一 5.3为何还没有形成物流信息网 6.宁波港物流发展中存在问题的解决措施 6.1结合国际上港口物流的发展,提高科学性认识
浅析宁波港的发展现状及前景
浅析宁波港的发展现状及前景 【摘要】文章主要叙述了宁波港的发展现状,并且分析了宁波港的发展中的困境,同时结合宁波港的特征和中国经济快速发展的背景以及政府的政策的支持,描绘出宁波港的物流前景。 【关键词】物流现状;困境;经济;前景 1 宁波港的地理位置和发展 宁波港位于浙东,长江三角洲南翼,北临杭州湾,西接绍兴,南靠台州,东北与舟山隔海相望。随着浙江经济快速发展,对外开放进一步扩大,外贸物资运输量也大幅增长,经过多年的发展建设,宁波港已成为浙江省港口的两大支柱之一,也是上海国际航运中心南翼的重要组成部分:宁波港是长三角除上海港外惟一拥有远洋航线的港口,2004年货物吞吐量达2.3亿吨,居大陆沿海港口第2位,而今年截至12月19日,集装箱吞吐量又突破了500万标准箱,且增长率连续7年保持第一。集装箱吞吐量列全国第四大港口,中国货物吞吐量第一大港口。 2 宁波港与舟山港合并及发展 2006年1月1日,浙江省政府正式宣布启用「宁波─舟山港」名称﹐原「宁波港」与「舟山港」名称不再使用。位于东海之滨的宁波港和舟山港,是我国深水岸线资源最丰富的地区。宁波港的进港航道水深在18.2米以上,25万吨级以下船舶可以自由进出,25万至30万吨级超大型船舶可以候潮进港。 宁波港和舟山港的合并带来了巨大的成功。2009年宁波—舟山港货物吞吐量达到5.7亿吨,位居全球海港吞吐量首位,总量比2008年增加了0.5亿吨,增幅10%,增长速度全球首位。2010年货物吞吐量达6.3亿吨,跃居世界第一。作为浙江省港航强省建设的主阵地,宁波—舟山港承担起了浙江绝大部分的海运进出口任务。 3宁波舟山港的问题 尽管宁波舟山港发展迅速,但是随着规模的不断扩大,逐渐出现了局限性,困境主要体现在以下几个方面: 3.1 物流一体化程度不够,行政分割、行业垄断严重 中国的物流交易系统分内贸外贸,运输行业分属数个部、委、局机关,流通受地方保护主义限制,各行业、各地区用尽一切办法进行物流垄断和不正当竞争。重复布点、重复投资带来严重浪费,而市场垄断又导致物流服务低质量和低效益。外贸、民航、铁路、包装、通信等部门高度国有化,使得这些部门政企不分,官商作风严重。我国出现的经济犯罪也大多在物流领域发生,更使物流消费者失去对服务供应者的信任。 3.2 物流成本高,整个行业经济效益低下 据统计:2002年全市主营物流企业实现营业收入151亿元,比2001年增长27.5%。然而,2002年全市主营物流企业实现利润总额还不到10亿元,约占营业收入的6.5%左右。这从一个侧面说明物流运作成本很高。目前美国物流总费用占GDP10.7%,日本为8.9%,而我国却占GDP20%以上,与发达国家、地区相比存在很大的差距。 3.3 物流资源分布仍需进一步调整 据资料显示,宁波的物流设施和资源分布按市场需求基本符合从中心向周围扩散的合理布局,在市三环线以外的仓库占二分之一。其中位于江北范围内的仓库占35%,仓储面积约占全市总面积53%。除了仓储资源分布外,其他货运车辆,装卸设备和仓库资源分布基本相似;但物流资源的分配和利用上却存在着很大的不平衡性。如海曙和江北之间的仓储面
宁波港物流的发展现状分析
宁波港物流的发展现状分析 内容提要: 在全球经济一体化深入发展的今天,港口作为全球运输网络中的一个重要节点,是对外贸易进出口货物的集散中心,是国际物流供应链的重要环节和物流通道的枢纽,对区域经济的发展起着越来越重要的促进作用。伴随着港口快速发展,港口物流业已经成为企业挖掘利润的主要源泉和第三方物流企业拓展市场、发展空间和获得规模经济效益的重要途径,同时全球经济的飞速发展和国际贸易的快速增长对传统的港口物流提出了新的要求,在新的贸易环境下,宁波港物流究竟应该如何发展是一个具有现实意义的问题。 本文结合宁波港发展现状及存在的问题,为宁波港的持续快速发展提供可借鉴的建议和意见。 关键词:港口物流,发展模式,宁波港,集装箱运输 一、港口物流概念及其发展趋势 港口物流是指以建立货运中心、配送中心、物流信息中心和商品交易中心为目的,将运输、仓储、装卸搬运、代理、包装加工、配送、信息处理等物流环节有机结合,形成完整的供应链,能为用户提供多功能、一体化的综合物流服务。 目前现代港口物流的特点主要有国际化、多功能化、系统化、标准化等。 1、国际化。国际贸易全球化、世界经济一体化趋势使使港口的国际贸易节点的作用更加突出。多数大的港口主要从事国际物流服务,如配送中心对进口商品从代理报关业务、暂时储存、搬运和配送、必要的流通加工到送交消费者手中实现一条龙服务,甚至还接受订货、代收取资金等。 2、多功能化。港口物流发展到集约阶段,向多功能化方向发展,形成一体化物流中心,提供仓储、运输、配货、配送和各种提高附加值的流通加工服务项目。多功能化提高了港口的服务功能,推动了产销分工专业化,将过去商品经由运输、仓储、批发到零售点的多层次
LTE计算汇总
1.RSRP及RSRQ计算 RSRP=-140+RsrpResult(dBm); ●-44<=RSRP<-140dbm ●0<= RsrpResult<=97 下行解调门限:18.2dBm来计算的话,下行支持的最小RSRP为18.2-130.8= -112.6下行解调门限:上行支持的最小RSRP为23-126.44= -103.44dBm RSRQ=-20+1/2RsrqResult(dB) RSRQ=N×RSRP/(E-UTRA carrier RSSI),即RSRQ = 10log10(N) + UE所处位置接收到主服务小区的RSRP – RSSI。 RSRQ=20+RSRP – RSSI 2.W及dBm换算 “1个基准”:30dBm=1W “2个原则”: 1)+3dBm,功率乘2倍;-3dBm,功率乘1/2 33dBm=30dBm+3dBm=1W× 2=2W 27dBm=30dBm-3dBm=1W× 1/2=0.5W 2)+10dBm,功率乘10倍;-10dBm,功率乘1/10 40dBm=30dBm+10dBm=1W× 10=10W 20dBm=30dBm-10dBm=1W× 0.1=0.1W 3.功率计算 其中max transmissionpower = 43dBm 等效于20W Partofsectorpower=100(%) ; confOutputpower=20(W) Sectorpower=20(W) 需确保Sectorpower=confOutputpower*Partofsectorpower*% 如Partofsectorpower=50(%) ; confOutputpower=40(W) Sectorpower(20W)=confOutputpower(40W) *Partofsectorpower(50%)