气力输送系统设计中的放大换算技术
气力输送系统设计中的放大换算技术
潘仁湖1,PeterW W ypych2
(1、福建龙净环保股份有限公司,福建龙岩 364000;2、Un i v ersity ofW o ll o ngong,澳大利亚)
摘 要:资料研究表明,尽管实验台数据放大换算已被广泛地认为是气力输送系统设计中的一个十分重要的步骤,然而直至今日,还没有通用的方法使实验台数据能可靠而精确地按比例放大到全尺度系统,主要原因在于以前的放大换算技术并未考虑到弯管位置、数量,以及短管等对总压降的影响。试验台布置了由两长一短的直管段和两个弯管组成的简单实验管道,通过从两长直管段测得的压力来确定经验公式中的指数以预测由弯管和直管段引起的压降。研究结果表明,这些公式不但能够精确地预测不同位置直管段和弯管引起的压降,还能够精确地预测不同长度、管径、弯管数和分段的总管道压降。
关键词:气力输送;试验台;数据换算;量纲分析;压降;设计
中图分类号:TQ022.401.59 文献标识码:A 文章编号:1009-1904(2005)06-0008-05
1 引言
由于气力输送的复杂本质和众多影响参数[1],实践经验已广泛用来确定因气 固混合引起的压降。然而,工业中应用的气力输送系统包含众多的不同长度、直径、弯管数量及分段的管道布置。因此,根据同样的气力输送系统来进行实验室试验几乎是不可能的。通常建立试验规模的实验台并以拟议中的系统所要输送的料样做运转试验,再将获得的试验数据按比例放大以预测整个实际管道的压降,故实验台数据能可靠而精确按比例放大到全尺度系统是气力输送设计的一个十分重要的步骤。
过去20年来,已提出许多按比例放大的程序并广为使用[2~4],然而,其中有许多论文并未考虑弯管的位置或数量[2~3]。而且,虽然B rad l e y等人[4]对管道的弯管和直管段分开处理,但考虑沿相邻直管段为不变的压力坡度则是不正确的。所有以上的限制使得试验台数据可靠而精确地按比例放大到全尺度系统为不可能。
本文根据详尽的量纲分析建立了经验公式,预测由弯管和直管段引起的压降。经验公式中的指数是使沿一条包括两长一短的直管段和两个弯管的简单管道布置的压力误差平方之和为最小而确定的。
这些经验公式再用来确定在几种不同长度、直径、弯管数和分段的气力输送管道中的总管道空气压降。研究结果表明,这些经验公式不仅能够精确地预测直管段和不同位置弯管两者引起的压降,而且能预测不同管道中总管道的空气压降。
2 物料通过直管和弯管引起压降的公式
已表明因气 固混合物引起的压降,当以两个函数的和表达时是最恰当的关联[1、5]。第一个函数表示由于纯空气引起的压力损失,而第二个函数则与由于物料引起的压力损失有关,即:
p s= p sf+ p ss
p b= p b f+ p bs
计算因纯空气引起压力损失的经验公式已经建立并于最近发表[6],所以本节主要涉及建立预测由
相比,硬石膏制硫酸的生产成本(联产水泥)比硫铁矿制酸的低(分别为244.63、287.50元/吨),每吨硫酸的单位建设投资为413.70元,与硫铁矿制酸的不相上下(406元/吨),经济效益明显。就湘福石膏矿硬石膏制硫酸联产水泥的 10-15工程 而言,原材料就地取材,石膏中的硫和钙都充分得到了利用,建设该工程符合湖南省经济发展的要求,且本地区交通方便,其可行性是充分的。
3、鉴于该项目对稳定我国硫酸市场,开辟硫酸生产的新原料路线具有战略意义,备受业内人士关注,建议有关各方大力支持,日后必有丰厚的回报。
作者简介:宁爱民(1942-)男,湖南邵阳人,高级工程师,总工程师,长期从事硫酸和磷肥的生产技术管理、技术开发及企业管理工作。
(收稿日期:2005-07-07)
8
硫磷设计与粉体工程
S P&B MH RELATED ENG I NEER I NG
2005年第6期
于物料在直管段引起的压降( p ss )和在弯管引起的压降( p bs )的经验公式。2.1 直管段
因物料通过直管段引起的压降 p ss 可以考虑为许多有关变数的函数,如:平均表观气速u f m ,平均空气密度 fm ,管径D ,长度 L ,空气黏度 ,管壁粗糙度 ,物料质量流量m s ,颗粒密度 s ,平均粒径d ,颗粒形状系数z ,以及管壁和颗粒间摩擦系数 。对于给定的物料和管材,可以假定d 、z 、 s 和 不变。利用量纲分析,首先考虑提出式(1)的表达式:
p ss =ku a
fm b
fm D c
L e f
g
m h
s
(1)
式(1)通常应求出八个未知数的值,但利用量
纲分析法则可以减少。与式(1)相应的量纲方程为[L -1
MT
-2
]=[LT
-1
]a [M L
-3
]b [L]c [L]
e
[L -1
MT -1
]f
[L]g
[MT -1
]
h
(2)式(2)可分解成三个指数辅助方程:L : -1=a -3b +c +e -f +g (3)M:
1=b +f +h
(4)
T :-2=-a -f -h (5)现有七个未知数和三个方程式,因而三个未知数要通过其余四个未知数来表示,可以有众多的组合,一个可能的组合是通过e 、f 、g 和h 来表达a 、b 和c ,由式(3~5)得出:
a =2-f -h
b =1-f -h
c =-e -f -g -2h
将这些值代入式(1)得出: p ss =ku 2-f -h
fm
1-f -h f
m D
-e -f -g -2h
L e f
g
m
h s
可以重写成: p ss =k
f m u fm D f
D
g
L D
e
m s
f m u f m D
2
h
fm u
2
f
m (6a)
假定:
ss =2k
4
h
R e f D g
L
D
e -1
m *h -1
(6b)
p ss =m * ss fm u 2
f m
2D
L
(6)
重写式(6b)得出:
ss =2k
4h L
D
e -1
m *h -1
u -f
f
m
-f
fm
D
f
D
g
(6c)
对于一给定的管材和输送空气温度并以实际物料(例如飞灰)数次运转后,可以假定 和 不变,而且k 可为m *
、u fm 、 f
m 、D 和 L 的函数,故式(6c)重写并假定为
ss = (m *
,u f m , f
m ,D , L )=x 1m
*x 2
F r x 3m x
4
f
m (6d)
常数x 1、x 2、x 3和x 4由实验确定,并只对一给定的散料有效。
2.2 弯管
通过弯管的流动要比通过直管段的复杂得多,但由于弯管引起的物料压降也可以认为是管径D 、弯管弯曲半径R 、管壁粗糙度 、物料质量流量m s 、颗粒密度 s 、平均粒径d 、颗粒形状系数z ,空气黏度 ,管壁与颗粒间摩擦系数 ,以及弯管出口处的表观空气速度u fo 与空气密度 fo 等的函数。对于一给定物料和管材,d 、z 、 s 和 也是不变的,故再次采用量纲分析法,得到由式(7)提出的表达式:
p b s =ku a
fo b
fo D c
R e
f g
m h
s
(7)
利用量纲分析,得出类似式(6a)的表达式:
p bs =k fo u fo D f D g R D e
m s fo u fo D 2h fo u 2
fo
假定:
bs =2k 4 fo u fo D
f
D
g
R D
e
m s
fo u fo D
2
h -1
(8a) p b s =
12
m * bs fo u 2
fo (8)
重写式(8a)得出:
bs =2k 4
h
m *
h -1
u -f fo
-f fo
D
f
D
g
R D
e
对于一给定管材和输送空气温度并以实际物料
数次运转后,可以假定 和 不变,而且k 可为m *
、
u fo 、 fo 、
D 和R 的函数。故对一给定的弯管弯曲半径可以假定计算 bs 的方程式为
bs =y 1m
*y 2
Fr y 3o y
4
fo
(8b)
常数y 1、y 2、y 3和y 4也是实验确定并只对一给定的物料有效。
3 新实验方法的提出
为将试验台数据能精确、可靠地按比例放大到全尺度系统,以下几方面应予考虑:
1、必须计入弯管的位置和数目(不同的管道布置产生不同的总管道空气压降);
2、当对工业中通常使用的相当短的直管段按比例放大必须给以裕量;
3、从任何不变直径管道获得的试验数据,按比例放大到其他的不同长度、直径、弯管数和分段的管道,要求准确性(可信度);
9 2005年第6期
潘仁湖,等 气力输送系统设计中的放大换算技术
表1 试验台管道特性
管道特性
管道有效长度/m 编号L /m D /m m */kg kg -1S a S b
S c
S d
S e
S f
S g
S h
S i S j A 1020.05258.2~199.2 1.95.921.321.136.520.717.0 3.0 2.5 2.0B 1350.05256.9~150.1 1.95.921.337.646.537.217.0 3.0
2.5
2.0C
137
0.0805
9.9~70.26
1.9
5.921.937.707.353
6.51
7.33.35 2.5
2.6
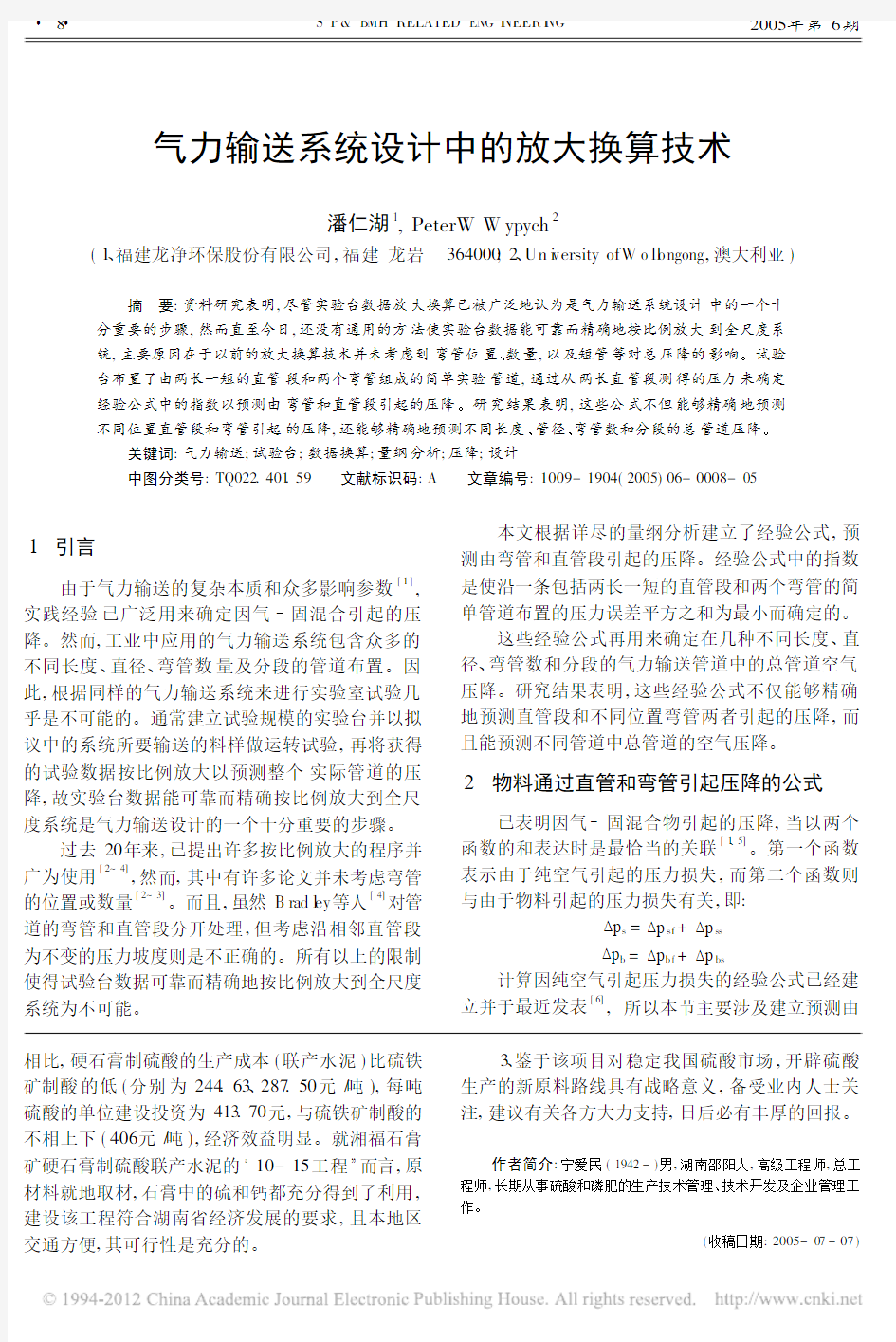
4、试验台管道布置应尽可能简单,容易由其他
研究者再现。
根据以上准则,设计了图1所示的简单管道布置,用以确定经验公式[如式(6d)、(8b )]中的指数。在本管道中,有着弯管及长、短直管段。在直管段A 、B 中,传感器安装在任何弯管作用处之外。公式(6d)、(8b)中的指数是由直管段A 中的传感器测出的压力平方误差之和为最小来确定,从安装了其他传感器的直管段B 中的点开始,(见图1)
。
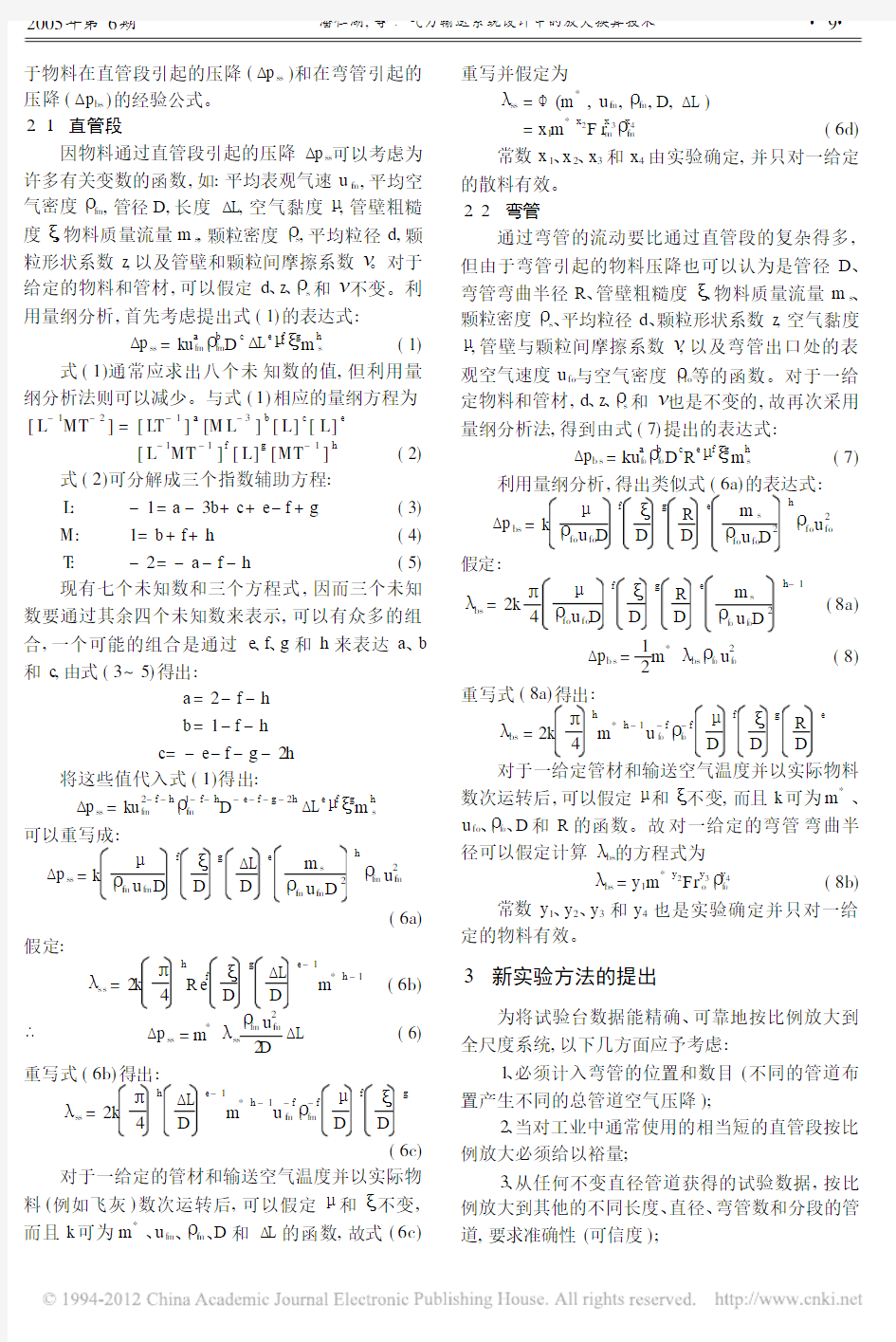
图1 用来建立新换算公式的简单管道布置示意4 试验方案
三条气力输送管道被用来获得全部实验数据,
实验台的有代表性的布置示意见图2,三种管道的特性列于表1。注意管道材质为碳钢,所有弯管的R =254mm 。
由三台螺杆空压机组合在最高压头为800kPa 下供应压缩空气,调节进料点P 前面的流量控制阀得到不同的空气质量流量。空气质量流量由annu -bar 量出。物料质量流量从装在受料斗下的负荷传
感器获得。
图2 试验台有代表性的布置示意
对于每一试验台管道,以飞灰通过很宽范围的输送条件(见表1)进行了总数36次实验。每次实验中,可以相信沿管道的所有传感器(T b ~T g )均是装在任何弯管的作用区之外。
5 放大换算技术的比较
首先,由管道A 所得出的实验数据,用来确定公式(6d)、(8b)中的指数。公式(6d)、(8b)中的指数是通过从S f 段中T c 点开始至S d 段中的T d ,T e 点压力平方误差之和为最小来确定,所确定的指数数值列于表2。
表2 指数数值
指数按管道A 的数据按管道C 的数据
按172m 管道的数据
x 1 5.30625.3144 5.3062x 20.56340.58300.5634x 3
1.93411.9504 1.9341x 40.11750.12630.1175y 10.00850.00760.0520y 2 1.16541.0753 1.6580y 3 1.33501.45910.6730y 4
0.0129
-0.0262
-1.4950
然后利用以上的公式,可预测管道A 、B 和C 中的总管道空气压降和要选择的压力,从管道终端或沿管道上的某一点开始。
所有的吻合十分良好,一些预测示于图3。但在计算中假设注意:垂直下落段S i 被看成是一段短水平管;垂直提升段中的压力坡度相对水平管中的压力坡度中比例被认为等于4(来自其他实验)。
最终需要将从任何等直径管道获得的试验台数据,按比例放大到其他的不同长度、直径、弯管数目和分段的管道。第二,从管道C 得到的数据已用于确定指数x 1 x 4,y 1 y 4。同样,指数是通过从S f 段中T c 点开始至S d 段中的T d 、T e 点压力平方误差之和为最小来确定,已确定的指数数值也列于表2中。然后也利用这些公式,预测出管道A 、B 和C 总的管道空气压降和选择的压力,从管道终端或沿管道上的点开始。所有的吻合仍然是很好,一些预
测已示于图4。
6 应用
用同样的飞灰对另外
三种不同的管道[5]
进行实验。有关管道的布置及参数见图5和表3。由于所有弯管的弯曲半径变为1m ,
10 硫磷设计与粉体工程
S P &B MH RELATED ENG I NEER I NG
2005年第6期
图3 管道A 、B 、C
的预测压力与实验数据对比
图4 按比例放大后管道A 、B 、C 的预测压力与实验数据对比
故式(8b)中的指数应由实验重新确定,这些指数是通过从172m 管道中的点T e1开始至T e2、T c1、T c2、T c3和T c4等点的压力平方误差之和为最小来确定,(见图5a)。已确定的常数值也列于表2中。注意,前面管道A 确定的指数x 1 x 4再用于此次分析。
表3 管道布置
管道直径/m 总有效长度/m 弯管数目直管数目数据
数量m *
/kg kg -1Ⅰ0.0691725638 2.66~75.74Ⅱ0.069554171814
2.92~21.77
Ⅲ
0.06956417130.081
381
12
18
8
2.02~11.85
于是利用以上的公式,从管道终端或沿管道的
点开始预测了管道Ⅰ、Ⅱ和Ⅲ中总的管道空气压降和选择点的压力。吻合总的十分良好,如图6所示。所有以上的结果均证实本文的放大换算技术具有良
好的精确性和可靠性。
图5 管道Ⅰ、Ⅱ、Ⅲ布置示意
11 2005年第6期
潘仁湖,等 气力输送系统设计中的放大换算技术
图6 管道Ⅰ、Ⅱ、Ⅲ的预测压力与实验数据对比
7 结论
实验台数据的放大是气力输送设计的最重要阶段之一。
本文发表的放大换算技术考虑到了弯管位置及数目的影响,以及相对短的直管段的影响,这些是工业中普遍用到的。
摩擦系数关联式中提供的指数是实验确定,并只对所实验的物料(即飞灰)有效。本文发表的放大换算技术的良好精确性和可靠性,很好地预测了不同长度、直径、弯管数目和分段的多种管道的压降。
符号说明
A 管断面积,m2;
a,b,c,e,f,g,h 指数,1;
d 平均粒径,m;
D 管径,m;
Fr 弗劳德数,F r=u f(gD)-0.5,1;
Fr m 直管段中的弗劳德数,1;
Fr o 弯管段中的弗劳德数,1;
g 重力加速度,m/s2;
k 系数,1;L 总有效管道长度,m;
L 直管段长,m;
m f 输送空气质量流量,kg/s;
m s 物料质量流量,kg/s;
m* 料气质量流量比m s/m f,kg/kg;
p
b
弯管压降,Pa;
p
bf
空气通过弯管的压降,Pa;
p
bs
物料通过弯管的压降,Pa;
p
s
物料通过 L压降,Pa;
p
s f
空气通过直管的压降,Pa;
p
ss
物料通过直管的压降,Pa;
R 弯管弯曲半径,m;
R e 雷诺数,1;
u f 输送空气的表观气速,u f=m f( f A)-1,m/s;
u f m 直管段中输送空气的表观气速,m/s;
u fo 弯管出口处输送空气的表观气速,m/s;
x1 x4 指数,1;
y1 y4 指数,1;
z 颗粒形状系数,1;
bs
物料通过弯管的摩擦系数,1;
ss
物料通过直管的摩擦系数,1;
空气动力黏度,Pa s;
管壁与颗粒间摩擦系数,1;
管壁粗糙度,m;
f
输送空气密度,kg/m3;
f m
直管段中输送空气密度,kg/m3;
fo
弯管出口处输送空气密度,kg/m3;
s
颗粒密度,kg/m3。
参考文献:
[1] M W eb er.Pri nci p les of H ydrau lic and Pneum atic Convey i ng i n
P i pes[J],Bu l k Soli ds H and li ng,1981,1:57~63.
[2] D M ills,J S M ason,R B S t acey.A Desi gn Study for t he Pneum atic
Conveyi ng of a F i ne Particulate M ateri a,l Soli d ex82,H arrogate,
UA:1982:c1~c75.
[3] P W W ypych,P C A rnol d.On I m provi ng Scale-up Procedures f or
Pn eu m ati c Conveying Des i gn[J],Po w der T echnology,1987,
(50):281~294.
[4] M S A B rad l ey,D M ills.Approaches to Deali ng w it h t h e P rob l e m
of Energy Los s du e t o Bend s,13t h Po w der and Bulk Soli ds C on f er-
ence,USA,1988:705~715.
[5] M A W est m an,E E M ichaelides,F M Th o m s on.Pressure Losses
du e to Bends i n Pneum atic Convey i ng[J].Journ al of P i peli ncs,
1987,7:15~20.
[6] P W W ypych,R Pan.D eter m i n ati on of air-on l y Press u re drop i n
pneum atic conveyi ng Sys t e m s[J].Powd er H andli ng and Process-
i ng,1991,3:303~309.
作者简介:潘仁湖(1963-),男,浙江象山人,博士生导师, 1988年赴澳留学,1993年获气力输送博士学位,中国机械工程学会管道物料输送技术专业委员会副理事长,福建龙净环保股份有限公司副总工程师,气力输送事业部部长,一直从事气力输送工程研究、教育、咨询,完成了200多项气力输送系统交钥匙工程,发表专著70余篇。
(收稿日期:2005-07-22)
12
硫磷设计与粉体工程
S P&B MH RELATED ENG I NEER I NG
2005年第6期
ABS TRACTS B i m on t h l y TotalNo.69,N o.62005;Pub lis hed on N ov.30,2005
(In i ti al Issue i n Dec.of1991)
F i nd i ng Ne w Raw M ateri al Rou tes for Sul phuric A cid Production i n Ch i na Feasi b ility
Study for Su l phur i c Aci d Production by Hu nan X iangfu w ith Gypsu m and
Anhydrite w it h Joint Production of Ce m ent
N ING A-i m i n(H u nan X iang f u N e w Bu ildi ng M ater i a ls Co.,L td.,Changde415200,Ch i na)
)i s proposed for the fact tha t the raw Abstrac t: A new ra w m a terial route for the produc tion o f su l phuric acid w ith anhydrite(CaSO
4
m ater i a l structure for s u l phur i c ac i d produc tion i n China is changed,t he sulfur i m po rt i s increasi ng si gn ifi cantl y and is contro ll ed by the internati ona lm arket,and there a re abundant gypsu m resources i n Chi na w ith ma t ure techno logy and equip m ent f o r production of sulphu-ric ac i d w ith gypsu m.Co m pa red w i th ra w m ater i a ls such as sulf ur o r py rite,the cost for producti on o f s u l phur i c acid w ith anhydrite w ith jo i nt producti on o f ce m ent is l ow er t han that of su l phuric ac i d producti on w it h pyr ite(244.63Y uan/t and287.5Yuan/t respecti ve ly). T he construction cost f o r s u l phur i c ac i d i s413.70Y uan/t,wh ich i s co m parable to ac i d producti on w ith pyrite(406Y uan/t).T he re-sources a re co m prehensively utili zed and the 10-15P ro ject o fX iangfu i s feasi b l e.Th i s pro j ect has strateg ic s i gnificance to stab il-i zi ng the sul phur i c ac i d m a rket i n Ch i na and fi nd i ng new ra w m a terial routes for sulphur ic aci d production.
K ey word s: su l phuric ac i d producti on;raw m ater ial rou te;anhydr ite;resource;techno l ogy;comprehensi ve ana lysis
Sca le-up Procedures for Pneu m atic Convey i ng D esign
PAN Ren-hu1,Pet er W Wypyh2(1、Fuji an L ong ji ng Env i ron m enta l P ro tecti on Co.,L t d.,L ongyan364000,Ch i na;
2、U n i ve rsity o fW oll ogong,Austra lia)
Abstrac t: A survey o f literature show s that,a lt hough sca li ng up of test r i g data is conside red w i dely to be one o f the m ost i m po rtant stages o f pneuma ti c convey i ng design,to data no genera lm ethod was developed for the re li able and accura te scale-up of test ri g data to ful-l scale i nstall a tions.T he m a i n reason is t hat the prev i ous procedures don t take i n t o accoun t t he locati on and/or nu mber o f bends and a lso t he re l a tive l y short stra i ght secti ons o f p i pe that are used comm on l y in i ndustry.A si m ple con fi guration o f p i pe i s e m ployed, compr i seing t wo long and one short stra i ght section of pipe and t wo bends.Based on the m eas u red pressures along the t wo l ong stra i ght secti ons o f pi pe,the exponents i n the emp irical for m ulae are deter m i ned for the pred i c tion of pressure drop caused by bends and stra i ght secti ons of pipe.T he results show t hat these for m ulae are ab le t o pred i ct accu rate ly not on l y the pressure drop caused by bo t h bends and stra i ght secti ons of pipe at d ifferent locati ons,but also t he tota l p i peli ne air pressure drop i n pi pe lines o f d ifferent leng t h,d i am eter,bend nu mber and step.
K ey word s: pneu m ati c convey i ng;test r i g;data conv ers i on;di m ensi ona l ana l y si s;pressure drop;design
R esearc h on H ydrogen Su l phideW a ste G a s T reat m ent
L IU Ke-j i e,YANG Hong,Y I N G Jian-kang(Chem ica lEng i neeri ng Co ll ege o f S ichuan U n i versity,Chengdu610065,Ch i na)
S w aste gas,it i s proposed to use w ater as med i u m,sodi um carbonate as absorber,hydro-Abstrac t: Fo r the s m a ll to tal amount o fH
2
qu i none as cata l y st and a ir as ox i d i z i ng agent t o absorb the hydrogen su l phi de and convert it to sulfur,and regene rate the sod i u m carbon-a te so l ution as absorpti on li quid i n t he m eanti m e,wh ich has ach i eved good results i n i ndustr i a l i nstall a tions.
K ey word s: w aste gas treat m ent;hydrogen sulph i de;sod i u m carbona te;hydroqu i none;ox ida ti on
R esearc h on R efining o f H igh-substit ution H ydroxy E t hyl Ce llulose w ith Isopropanol Q I Zeng-zhong,HAN X i a o,XA I Da-i kuan,ZHANG X ing-q ian(Che m ica l Eng ineer i ng Co llege of S i chuan U niversity,
Chengdu610065,China)
Abstrac t: H i gh-substit u tion hydrox y ethy l ce ll u l ose(HEC)can be refi ned us i ng isopropano l so l u ti on.The opti m u m refi n i ng process cond iti ons are de ter m i ned through expe ri m en t accordi ng to the ash content i n the hi gh-substituti on H EC and its disso lv i ng speed and so l ub ilit y i n isopropano:l the nu m ber o f scrubb i ng ti m es i s2,t he scrubb i ng dura ti on for each ti m e is20m i n,and the scrubb i ng so luti on consu mption is10mL isopropano l soluti on per gra m o fHEC,and the scrubbi ng so l uti on consumpti on is the same for each sc rubbi ng. T he exper i m ent a lso des i gnes the p il o t p l ant for recovery o f isopropano l i n t he product and the spen t scrubb i ng so l ution,wh ich o ffers good i ndustr i a l reference.
K ey word s: isopropano;l scrubb i ng;h i gh-substituti on hydroxy et hy l cell ulose
D esign F ea tures of TheW o rld s L arges tM etallurgical A cid P lant
Kar l H.Daum(Outokumpu T echno logy Gm b H,G er m any)
Abstrac t: R ecentl y the w orld s l a rgestm eta llurg ica l s u l phuric acid plant w ith a peak capac ity o f4,200t/d,bu ilt on a LS TK bas i s f o r W estern M i n i ng F ertili zer w as comm i ssi oned i n M ount Isa,A ustra lia.The p l ant is based on coppe r s m e lter and conve rter off gas w ith comp l em entary su l phur burn i ng to m a tch the ac i d de m and of the assoc iated fe rtilizer producti on.T he m ain desi gn features o f the i nsta-l lati on are h i ghli ghted.The paper focuses on process and mechan i ca l desi gn i ssues and it presents a nu mber of i nte resti ng deta ils o f the project.T he comb i nati on of up to4different gas sources(1Isa s m e lter+3P e i rce Sm ith conv erters)w ith fl uctuati ng gasfl ow s and va r-concen trati ons pl us t he additiona l su l phur burni ng(3~25t/h),creates a w i de range o f operati ng scenar i os and conditi ons f o r
y i ng S O
2
both gas clean i ng section and ac i d plant.The size o f the plant s i ndividual equip ment,w ith a m ax i m u m gas throughput of378,000m3/ h(as standard condition),and the sa i d nu m erous scenar i os,lead to very co m plex and comprehensive p l ant des i gn cr iter i a.T ho se crite-
通风除尘与气力输送系统的设计说明
第一章通风除尘与气力输送系统的设计 第一节概述 在食品加工厂中,车间的通风换气、设备和物料的冷却、粉尘的清除等都需要通风除尘系统来完成。粉状、颗粒状的物料(如奶粉、谷物等)的输送都可借助气力输送系统实现。通风除尘和气力输送系统是食品加工厂的常用装置。 食品加工厂中粉尘使空气污染,影响人的身体健康。灰尘还会加速设备的磨损,影响其寿命。灰尘在车间或排至厂房外,会污染周围的大气,影响环境卫生。由于粉尘的这些危害性,国家规定工厂中车间部空气的灰尘含量不得超过10mg/m3,排至室外的空气的灰尘含量不得超过150mg/m3,为了达到这个标准,必须装置有效的通风除尘设备。 图1是食品加工厂常见的通风除尘装置。主要由通风机、吸风罩、风管和除尘器等部分组成。当通风机工作时,由于负压的作用,外界空气从设备外壳的缝隙或专门的风管引入工作室,把设备工作时产生的粉尘、热量和水汽带走,经吸风罩沿风管送入除尘器净化,净化后的空气排出室外。 气力输送系统的形式与通风除尘系统相似,但其目的是输送物料,主要由接料器(供料器)、管道、卸料器、除尘器、风机等部分组成。气力输送系统除了起到输送作用外,还可以在输送过程中对物料进行清理、冷却、分级和对作业机完成除尘、降温等。小型面粉厂气力输送工艺流程如图2。
风机 气力输送具有设备简单、一次性投资低、可以一风多用等特点,与机械输送相比,气力输送的缺点主要是能耗较大,对颗粒物料易造成破碎。 通风除尘和气力输送都是利用空气的流动性能来进行空气的净化或物料的搬运的,因此,流体力学是本章的基础知识。有关流体力学的知识可参阅相关书籍资料,在此不再敷述。本章主要讨论食品加工厂通风除尘和气力输送系统的设计。 第二节通风除尘系统的设计与计算 1 通风除尘系统的设计原则和计算容 通风除尘系统也叫除尘网路或风网。通风除尘网路有单独风网和集中风网两种形式。在确定风网形式时,当: 1)吸出的含尘空气必须作单独处理; 2)吸风量要求准确且需经常调节; 3)需要风量较大;或设备本身自带通风机;
气力输送系统基本参数计算知识
系统基本参数计算 更新时间:2005年07月20日 系统基本参数计算 1.输灰管道当量长度Leg 输灰管道的总当量长度为 Leg=L+H+∑nLr (m)(5-19) 2.灰气比μ 根据所选定的空气压缩机容量和仓泵出力,用下式可计算出平均混合比 μ=φGhX103/[ Qmγa(t2+t3)](kg/kg) (5-20) Gh=ψγhνp (t/仓) (5-21) 式中Gh—仓泵装灰容量,t/仓。 灰气比的选择取决于管道的长度、灰的性质等因素。对于输送干灰的系统,μ值一般取7-20 kg/kg。当输送距离短时,取上限值;当输送距离长时,则取下限值。 3.输送系统所需的空气量 因单、双仓泵均系间断工作,故系统所需的空气量应根据仓泵每一工作周期所需的气耗量.再折合成每分钟的平均耗气量即体积流量Qa=φGhX103/[μγa(t2+t3)](m3/min) (5-22) 质量流量Ga=Qaγa=16.67 Gm/μ (kg/min) (5-23) 4.灰气混合物的温度 输送管始端灰气混合物的温度可按下式计算tm=( Gmchth+ Gacata)/( Gmch+Gaca) (℃) (5-24) 式中Gm—系统出力,kg/min; ch—灰的比热容,kcal/(kg℃) ,按公式(5-7)计算 th—灰的温度,℃; ca—空气的比热容,一般采用o.24kcal/(kg℃); ta—输送空气的温度,℃。 因灰气混合物在管道内流动时不断向外界散热,故混合物的温度逐渐下降,其温降值与周围环境温度、输送管道的直径等因素有关。根据经验,每100m的温降值一般为6—20℃。当混合物与周围环境的温度差大时,取上限值;温度差小时取下限值。 5.输送速度 仓泵正压气力除灰系统输送的距离一般比较长,为保证系统安全经济运行,沿输送管线的管径需逐段放大,一般均配置2—3种不同管径的管道,以使各管段的输送速度均在设计推荐范围内,根据实践经验,各管段的输送速度推荐如下:
气力输送系统介绍
气力输送系统介绍 气力输送是一项综合性技术,它涉及流体力学、材料科学、自动化技术、制造技术等领域,属输送效率高、占地少、经济而无污染的高新技术项目。随着我国经济的快速发展,各行各业的生产也在不断扩大,有些行业如火力发电厂、化工厂、水泥厂、制药厂、粮食加工厂等的一些原材料、粉粒料在输送生产工程中产生的环境污染越来越得到广泛的重视。气力输送技术于是得到了逐步的推广。气力输送是清洁生产的一个重要环节,它是以密封式输送管道代替传统的机械输送物料的一种工艺过程,是适合散料输送的一种现代物流系统。将以强大的优势取代传统的各种机械输送。 气力输送系统具有以下特点: ◆气力输送是全封闭型管道输送系统 ◆布置灵活 ◆无二次污染 ◆高放节能 ◆便于物料输送和回收、无泄漏输送 ◆气力输送系统以强大的优势。将取代传统的各种机械输送。 ◆计算机控制,自动化程度高 气力输送形式: ◆气力输送系统按类型分:正压、负压、正负压组合系统 ◆正压气力输送系统:一般工作压力为0.1~0.5MPa ◆负压气力输送系统:一般工作压力为-0.04~0.08 MPa ◆按输送形式分:稀相、浓相、半浓相等系统。 气力输送系统功能表: 常见适合气力输送物料 可以气力输送的粉粒料品种繁多,每种物料的料性对气力输送装置的适合性和效率都有很大的影响。因此在选定输送装置前要先对物料进行性能测定。现在常见适合气力输送物料示例如下:
浓相气力输送系统 浓相气力输送系统根据国外先进技术及经验,结合科学实验,经过数年实践,被确认为是一种既经济又可靠的气力输送系统。该系统输送灰气比高,耗气量少,输送速度低,有效降低管道磨损。该系统主要由压缩空气气源,发送器、控制柜、输送管、灰库五大部分。 1、压缩空气气源: 由空气压缩机、除油器、干燥器、储气罐及管道组成,主要为发送器及气控元件提供高质量的压缩空气。 2、发送器: 器集灰斗的飞灰,经流化后通过输送管道送至灰库。 3、控制柜: 以电脑集中控制各种机械元件动作,并附有手动操作机构。 4、输送管道: 经实验,输送距离可达1300米,管路寿命可达20000小时以上。 5、灰库: 由灰库本体、布袋除尘器、真空释放阀、料位计、卸灰设备等组成。 浓相气力输送系统示意图
气力输送系统的设计要点
气力输送系统的设计要点 【摘要】本文简要介绍了气力输送系统的分类和组成,并对气力输送系统设计中存在的一些重要问题进行归纳总结,为以后的工程设计提供参考。 【关键词】气力输送;分类;组成;设计要点 0.前言 气力输送是借助负压或正压气流通过管道输送粉料的技术。与其他机械输送方式如斗提、皮带等相比,具有设备简单、布置灵活、占地面积小、操作及维修方便等特点,在钢铁、煤炭、电力、化工、粮食等行业得到广泛应用[1]。气力输送系统设计的合理与否,对输送效率、运行成本和使用寿命都有重要影响,因此本文对气力输送系统设计中着重考虑的问题进行归纳总结,希望引起工程设计同行的重视,为将来的工程设计提供参考。 1.气力输送系统 1.1气力输送的分类 根据输送管中物料的密集程度,气力输送可分为稀相输送和密相输送。稀相输送的混合比一般为0.1~25,输送气速为18~30m/s,高于浓相输送[2]。 根据输送管中气体的压力大小,气力输送可分为吸送式和压送式。吸送式的输送管内压力低于大气压,能自吸进料,缺点是必须负压卸料,而且物料输送距离较短;压送式的输送管内压力高于大气压,卸料方便,物料输送距离较长,其缺点是须用给料器将物料送入带压的管道中[3]。 1.2气力输送系统的组成 气力输送系统主要包括给料系统、输料系统、集料系统、动力系统和控制系统五大部分。 给料系统的作用是保证粉尘能够连续、均匀地进入输送管中,主要包括粉料缓冲斗、插板阀、旋转给料阀、给料器等。由于吸送式气力输送的输送管内存在一定负压,能够自吸进料,故其给料器通常采用L型或V型给料器,压送式的给料器较复杂,一般采用船型给料器或仓泵。 输料系统是粉料输送的关键环节,由输送直管、弯管、吸气口、吹扫口等组成,输送管的布置对气力输送系统的压力损失、连续稳定运行有至关重要的影响。 集料系统的作用是使料气分离,并将粉料收集后集中处理,主要包括集料器、卸料阀、粉料储罐等。集料器即除尘器,烟尘粒径小、混合比大时,应采用二级
克莱德气力输送系统介绍
克莱德贝尔格曼华通 物料输送 气力输送系统介绍 现场培训用材料(试行版) 05.3.30
前言:气力输送的相关概念和原理 一:电厂输送的物料(输送对象) 1:电除尘的飞灰。 2:省煤器和空气预热器灰。 3:循环流化床锅炉的炉底渣。 4:循环流化床锅炉的石灰石粉料。 二:电除尘飞灰的主要性能指标及对输送的影响 1:粒度 粒度是对粉煤灰颗粒大小的度量,是粉煤灰的基本物理参数之一。粉煤灰许多的物化性能与此参数有密切的联系。 测量方法:筛分(围)和粒度分析仪(围更小的数值围)。 粒度大将引起在浓相输送中不容易形成灰栓、导致输送困难并引起耗气量增加。2:密度 密度:单位容积的重量。 气化密度:灰层处于气化状态下的密度。 在粒度相同时,密度小、孔隙率高,易输送。 3:粘附力 粘附力是分子力(分子间的引力,和距离的)、静电力(带相同电荷和相反电荷之间颗粒的引力和排斥力)、毛细粘附力(2个相邻湿润颗粒之间的拉力)总合。 分子力:分子间的引力,和距离的成反比,距离超过100A(1A=0.00001μM)时,此力忽略不计。当分子力很大时,粉粒从环境中吸收水分,增加粘性力. 静电力:带相同电荷和相反电荷之间颗粒的引力和排斥力.在相邻带电的粒子间的空气介质湿度教大,册静电力的作用就会显著减弱或全部消失. 粘附力大,会导致灰的流动性差,导致落灰困难并会增加浓相输送的困难。 4:磨蚀性 粉煤灰在流动中对管道壁的磨损。 影响磨蚀性的因素:粉煤灰颗粒的硬度、灰的几何形状、大小、密度、强度、流动速度。 粉煤灰颗粒的硬度:是物料磨蚀性及抗破碎性程度的表征,又是物料强度、流动性好坏的度量。硬度高:流动性差;导致为输送高硬度的物料需要耗费大的耗气量。。 一般:多棱体比光滑表面磨蚀性大、粗灰比细灰磨蚀性大。 在5-10μ的颗粒磨蚀性可以忽略;颗粒增大;磨蚀性增加,增大到极限值后,磨蚀性下降。 磨蚀性与气流速度的2-3次方成正比。灰的浓度低,磨蚀性大;灰的浓度高、其磨蚀性低。 5:灰斗的架桥和离析 架桥(棚灰):粉料堵塞在排料口以至于不能进行自由落体的排料。 架桥的原因:堆积密度(大)、压缩性(高)、粘附性(粘、软)、可湿性(高)、喷流性(差)、拱顶物料强度(高)、储存时间(长)、出料口(小) 括号是增加架桥发生的诱因变化趋势。
灰渣稀相气力输送系统设计计算说明书
灰渣稀相气力输送系统设计计算说明书灰渣稀相气力输送系统设计计算说明书一系统出力 按污泥处理量在设计点400t/d、进厂污泥固含率在设计点(20%),污泥中可燃质在设计低限(38.5%,DS)计算,焚烧炉系统的灰渣产率为2.05t/h;如果按污泥处理量在设计点400t/d、固体中可燃质含量在设计点(56%,DS)、进厂污泥固含率在设计高限(27%)计算,则系统的灰渣产率为1.98t/h,如果按污泥中固含率在设计点20%、固体中可燃质含量在设计点(56%,DS)、污泥处理量在设计高限450t/d计算,系统的灰渣产率为1.65t/h。系统的最大灰渣产率按第一种情况计算,即取2.05t/h。尾气干法处理时碳酸氢钠的加入量为460 kg/h,活性炭的加入量为 4.6kg/h。为便于灰渣分别处置,余热锅炉和电除尘器收集的灰渣通过一套输送系统输送到灰渣储仓,而袋式除尘器收集的飞灰以及尾气处理时加入系统的碳酸氢钠和活性炭则通过另一套系统输送到飞灰储仓。卸灰时,依据灰斗料位或按顺序开启旋转阀,在同一时间,每套输灰系统只能开启一台旋转阀。根据经验数据,两台余热锅炉排出的灰渣量约为440kg/h。按电除尘器最高除尘效率99.9%计算,则其灰斗最大灰渣产率1.61t/h,余热锅炉和电除尘器共用的灰渣输送线灰渣最大产率为2.05t/h。按余热锅炉加电除尘器最低除尘效率为90%,袋式除尘器除尘效率按99.9%计算,飞灰输送线的最大产灰率(包括烟气处理系统加入的碳酸氢钠粉和活性炭粉)0.67t/h。因为对每个灰斗来说,灰渣输送系统采用的是间歇运行的方式,且灰渣和飞灰输送都没有备用线,参考《火力发电厂除尘 设计规程》有关规定,灰渣输送系统的出力按系统最大灰渣产率的250%进行设计。 综合上述因素,余热锅炉和电除尘器的灰渣输送线设计出力取5.125t/h,袋式除尘器的飞灰输送系统的设计出力取1.675t/h。二灰渣输送线操作参数选取
气力输送系统的设计原则与程序
气力输送系统的设计原则与程序 在设计压送式气力输送装置时,首先必须要对被输送物料的性质和料粒形状,输送条件,现场状况等进行了解和研究,在此基础上充分发挥气力输送的优点,正确选择气力输送的类型,以利于提高生产效率。 一、设计原则 1、输送物料的性质和料粒形状物料的粒度常取平均粒度作为物料的计算粒度,并要了解物料粒度的分布情况。物料的流动性一般用堆积角和摩擦角的大小来间接表示。同一种物料由于含水量不同,流动性有很大的差别,对物料的含水量需考虑是内部水分还是表面水分,要考虑物料的粘附作用。 ●物料的密度和堆密度是直接影响气力输送装置的外形尺寸、结构形式及功率 消耗的大小。 ●物料破碎率决定气力输送的布置路线、输送距离和选定合适的气流速度。 ●物料的腐蚀性对输送管道的材质提出特殊的要求。 ●物料有静电效应时,要安装必要的地线和防止带电装置,防止产生静电。
●对爆炸性物料,除防止静电外,必须采取防爆安全措施。 ●对输送有害物料,必须考虑采取密闭的搬运安全措施,防止管道和设备磨损 或损坏而外泄。 2、输送量在压送式气力输送装置设计时,要根据单位时间的输送量来确定装置的容量及规格。气力输送装置往往是成套设备中的一部分,必须与其他主机及辅机匹配,如果在输送量的大小上发生矛盾,可以采取中间料斗贮存缓冲的办法予以解决。输送量还与工艺有关,根据工艺要求决定采用间歇式还是连续式的装置,在选用压送式气力输送形式还应考虑装置的可靠性,要估计气力输送一旦发生故障对生产的影响。 3、输送起点和终点的状况在保证工艺的前提下尽可能缩短输送距离,充分发挥压送式气力输送的优势。装置的安装高度和给料方式要允分考虑周围的环境,必须不阻碍交通,便于检修,并减少设备维护费用。 4、降噪及环保气源机械的噪声影响环境,在气源进口及出口处,必须采取降低噪声措施。如风机或空气压缩机安装在单独的房间内,采用消声器等。气力输送装置必须考虑排气的除尘效果,采用各种类型适合于气力输送特点的除尘器,防止对大气的污染,若采用湿法除尘器时,要考虑污水处理。 5、自动化水平程度气力输送装置可实现集中自动控制,由中央控制室进行远程控制。这不仅减少操作人员,而且实现自动连锁,防止事故发生。 6、安装要点气力输送装置安装在室外时要考虑防雨防冻措施。岔道、增压器、气动或电气控制元件、阀、限位开关等必须要有箱体,防止雨淋而失灵。 7、特殊条件的要求输送高温物料需考虑冷却因素,输送管道要考虑保温和加热。气源机械(如空压机)要考虑水冷条件及排水措施。
气力输送系统的设计和选择1
气力输送系统的设计和选择 1.基本设计数据 1.1装置的位置 :江苏某码头,不考虑海拔、温度范围变化,按常温设计。 1.2被输送的物料 贝壳:属三相不均匀散状物料,ρp=2300kg/m3 ρs=0.75 kg/m3.颗粒尺寸、dmax=30,dmin=10,三维尺寸不均匀,有脆性、磨琢性。 1.3始送数据: 输送流程图及输送管道布置图如图1。 进入系统的物料温度 室外温度 ℃;物料中水的含量 3 % 允许堵塞程度 2 %,允许细粉的损失率 2 % 物料的滑动角 30 ,休止角 40 。 机械特征:干的、易破碎的 、脆性 大 磨琢性 大 流动性:自由流功 粘滞 无 堆密度 750 kg /m3 粒度范围:尺寸10 -15 mm 85 % 尺 % 最大块物料尺寸 30 mm 最大块物料占总物料的百分率 15 输送能力:最小 10000 kg/h ,最大 30000 kg/h 使用要求,系统操作:批量 操作周期:每天24小时的频率 10% 及每周期操作 5 时 输送范围:总垂直升高 8000 mm 总水平距离 15000 mm 要求90°弯头数目 2 要求45°弯头数目 0 系统特征:被输送物料来自 船仓 卸料点数目 1 供气动力设备: 类型 风机 位置 (室外) 需要动力:电机:类型.开式 全密封 级 组 电流 电压 相 功率 装置位置:海拔 m ,环境温度范围 -10-40℃ 管道结构材质 软管 输送介质(空气)、操作类型(批量等)、 15米 贝壳 风机 旋风筒 软管 皮带机 船 2 输送方式确定
按题意,选抽吸式,在或能情况下尽量选中低压风机 3设计计算 (1)输送速度确定 密相输送散状固体物料的最小输送速度大约为5-l0m/s ,但这是极易改变的。对一定的物料,特别不是在密相系统输送的固体颗粒物料,最小输送速度的确定是指物料颗粒开始失掉支持将要落下那点的速度(悬浮速度)。对于大多数物料来说,最小输送速度约为16m/s ,这是稀相系统初始设计选用的较好值。这很好理解:当输送含大块的散状固体物料特别是物料密度较大时,其最低输送速度显然是非得大的。 一旦最小输送速度确定后,设计选用的输送速度一般高于最小输送送速度的20%,以提供防止输送管道堵塞的安全系数。一般不建议采用更大的输送速度,因为这会加大功率消耗和分离设备并使被愉送物料过分破裂降级和使输送系统的部件严重磨损。 本题为不均匀片状为此初选择输送速度v0=20m/s (4)固气比 按资料1:对于稀相输送系统典型的固气比在5-15(kg 物料/kg 空气)之间。设计稀相输送系统合理的方法首先假设其固气比为10,然后再将此值上调或下调,以便使系统的压降与所用鼓风机或压缩机的特性相匹配。 按资料2提出据当量长度和输送压力定 (一)当量输送长度 Z H V V F L =L +K L +K L +L θθ∑∑∑∑ = =15+2*8+2*10 +4=55 m (17—20) 式中; Lz —当量输送长度 ∑Lz —水平直管的总长度 ∑Lv —垂直管的总长度 ∑L θ—斜管的总长度 ∑L f —管件和阀件的总当量长度 Kv 、K θ—换算系数,由试验确定。一般取K θ=1.6;Kv=1.8—2.0,
稀相气力输送与密相气力输送的区别
山东海德粉体稀相气力输送与密相气力输送的区别 山东海德粉体气力输送是利用气流的能量,气力输送又称气流运送或风送体系。密闭管道内沿气流偏向运送颗粒状物料,流态化技能的一种具体应用。气力输送装置的布局简略,操作方便,可作水平的垂直的或倾斜偏向的运送,运送进程中还可同时举行物料的加热、冷却、干燥友好流分级等物理操作或某些化学操作。与呆板运送相比,这种输送方法能量损失较大,颗粒易受破坏,配置也易受磨蚀。含水量多、有粘附性或在高速活动时易孕育产生静电的物料,不宜于举行气力输送。 根据颗粒在管道运送中的密集情况,气力输送分为: 1、稀相输送:固体含量低于100kg/m3或固气比(固体运送量与相应气体用量的质量流率比)为0.1~25运送进程。操作气速较高(约1830ms按管道内气体压力,又分为吸引式和压送式。前者管道内压力低于大气压,自吸进料,但须在负压下卸料,可以大概运送的距离较短;后者管道内压力高于大气压,卸料方便,可以大概运送距离较长,但须用加料器将粉粒送入有压力的管道中。 2、密相输送:固体含量高于100kg/m3或固气比大于25运送进程。操作气速较低,用较高的气压压送形成风送体系。间歇充气罐式密相运送。将颗粒分批参加压力罐,然后通气吹松,待罐内达肯定压力后,打开放料阀,将颗粒物料吹入
运送管中运送。脉冲式运送是将一股压缩氛围通入下罐,将物料吹松;另一股频率为2040min-1脉冲压缩氛围流吹入输料管入口,管道内形成交替分列的小段料柱和小段气柱,借氛围压力推动前进。密相运送的运送本领大,可压送较长距离,物料破坏和配置磨损较小,能耗也较省。水平管道运送体系中举行稀相运送时,气速应较高,使颗粒疏散悬浮于气流中。 山东海德粉体气力输送系统的选型是更具,企业生产工况、输送物料性质所决定的。在选择稀相输送或密相输送是,是要根据输送产量和粉体物料性能设计的。不论是用稀相还是密相,有粉体输送方面的问题均可来电咨询。
气力输送的设计要点
气力输送的设计要点 气力输送广泛应用于水泥、石化、电力和冶金等行业中粉粒状物料的输送。由于其具有布置灵活,所占空间小,可避开已有设备和建筑物等优点,因此特别适合于水泥厂的改造和扩建工程。目前,新型干法水泥厂的生料入窑或入均化库、煤粉入窑或入分解炉大多采用了气力输送系统。本文通过分析常用气力输送系统的性能特点和选型要求,指出了每种气力输送方法的差异和限制,并对气力输送的系统选择、供料器选择、空压机风机选择、经济性分析、物料特性对系统选型影响这五个设计要点进行了总结。 1 系统选择 1.1 正压及负压系统 正压系统是工业上最常用的,它适用于文丘里式、螺旋泵和仓式泵等绝大多数供料器。在管路系统中安装两路阀就能实现多点卸料和喂料。但多点喂料供料器过多,会造成大量空气泄漏。特别是旋转叶片供料器,其泄漏量约占空气总供应量的20%。目前国内水泥厂输送生料、煤粉及水泥等粉状物料的气力输送系统基本上采用正压系统。 负压系统适宜于从多喂料点输送物料到一个卸料点。它的优点是通过供料器的空气泄漏和压力降都很小,因而旋转叶片供料器能得到令人满意的使用效果。该系统在国内常应用于小型散装水泥驳船的卸料。1.2 混合系统 混合系统结合了正、负压系统各自的优点,在该系统中,负压部分把物料从多个喂料仓中吸走,而正压部分把物料送入多个卸料仓。气源靠一台通风机或鼓风机提供。 双级混合系统比普通混合系统能更好地输送物料。普通混合系统虽对许多车间内部的短距离物料输送较为理想,但由于系统压力小,物料输送量和输送距离均受到限制。双级混合系统利用中间仓把负压和正压系统分开,并把负压和正压系统所需气源分成两个独立供气装置,这样可以分别选择最佳的真空泵和空压机。由于存在二个独立系统,故整个系统需要2台料气分离器。 图1为双级混合系统,是一个典型的大中型散装水泥船卸料装置,卸料能力达到100t/h以上。它的2台空气动力源中1台可选用液环式真空泵;另1台可选用螺杆式或往复式空压机,在较小系统中则选用罗茨风机。 2 供料器的选择 2.1 供料器的选用因素
通风除尘与气力输送系统的设计
通风除尘与气力输送系统 的设计 The Standardization Office was revised on the afternoon of December 13, 2020
第一章通风除尘与气力输送系统的设计 第一节概述 在食品加工厂中,车间的通风换气、设备和物料的冷却、粉尘的清除等都需要通风除尘系统来完成。粉状、颗粒状的物料(如奶粉、谷物等)的输送都可借助气力输送系统实现。通风除尘和气力输送系统是食品加工厂的常用装置。 食品加工厂中粉尘使空气污染,影响人的身体健康。灰尘还会加速设备的磨损,影响其寿命。灰尘在车间内或排至厂房外,会污染周围的大气,影响环境卫生。由于粉尘的这些危害性,国家规定工厂中车间内部空气的灰尘含量不得超过10mg/m3,排至室外的空气的灰尘含量不得超过150mg/m3,为了达到这个标准,必须装置有效的通风除尘设备。 图1是食品加工厂常见的通风除尘装置。主要由通风机、吸风罩、风管和除尘器等部分组成。当通风机工作时,由于负压的作用,外界空气从设备外壳的缝隙或专门的风管引入工作室,把设备工作时产生的粉尘、热量和水汽带走,经吸风罩沿风管送入除尘器净化,净化后的空气排出室外。 气力输送系统的形式与通风除尘系统相似,但其目的是输送物料,主要由接料器(供料器)、管道、卸料器、除尘器、风机等部分组成。气力输送系统除了起到输送作用外,还可以在输送过程中对物料进行清理、冷却、分级和对作业机完成除尘、降温等。小型面粉厂气力输送工艺流程如图2。
风机 气力输送具有设备简单、一次性投资低、可以一风多用等特点,与机械输送相比,气力输送的缺点主要是能耗较大,对颗粒物料易造成破碎。 通风除尘和气力输送都是利用空气的流动性能来进行空气的净化或物料的搬运的,因此,流体力学是本章的基础知识。有关流体力学的知识可参阅相关书籍资料,在此不再敷述。本章主要讨论食品加工厂通风除尘和气力输送系统的设计。 第二节通风除尘系统的设计与计算 1 通风除尘系统的设计原则和计算内容 通风除尘系统也叫除尘网路或风网。通风除尘网路有单独风网和集中风网两种形式。在确定风网形式时,当: 1)吸出的含尘空气必须作单独处理; 2)吸风量要求准确且需经常调节; 3)需要风量较大;或设备本身自带通风机; 4)附近没有其它需要吸风或可以合并吸风的设备或吸点时应采用单独风网。 不符合上述任一条例的两个或两个以上的设备或吸点,应尽量采用集中风网,以发挥“一风多用”的作用。在把几台设备或吸点组合成一个集中风网时,应该遵循以下原则: 1)吸出物的特性相似。由于各种设备的工艺任务各不相同,它们产生的粉尘的五华特性及其价值存在差异。因此不同特性的吸出物,应根据情况尽可能分别吸风。
气力输送系统资料
气力输送系统资料 气力输送是一项综合性技术,它涉及流体力学、材料科学、自动化技术、制造技术等领域,属输送效率高、占地少、经济而无污染的高新技术项目。随着我国经济的快速发展,各行各业的生产也在不断扩大,有些行业如火力发电厂、化工厂、水泥厂、制药厂、粮食加工厂等的一些原材料、粉粒料在输送生产工程中产生的环境污染越来越得到广泛的重视。气力输送技术于是得到了逐步的推广。气力输送是清洁生产的一个重要环节,它是以密封式输送管道代替传统的机械输送物料的一种工艺过程,是适合散料输送的一种现代物流系统。将以强大的优势取代传统的各种机械输送。 气力输送系统具有以下特点: ★气力输送是全封闭型管道输送系统 ★布置灵活 ★无二次污染 ★高放节能 ★便于物料输送和回收、无泄漏输送 ★气力输送系统以强大的优势。将取代传统的各种机械输送。 ★计算机控制,自动化程度高 气力输送形式: ★气力输送系统按类型分:正压、负压、正负压组合系统 ★正压气力输送系统:一般工作压力为0.1~0.5MPa ★负压气力输送系统:一般工作压力为-0.04~0.08 MPa ★按输送形式分:稀相、浓相、半浓相等系统。 气力输送系统功能表:
常见适合气力输送物料 可以气力输送的粉粒料品种繁多,每种物料的料性对气力输送装置的适合性和效率都有很大的影响。因此在选定输送装置前要先对物料进行性能测定。现在常见适合气力输送物料示例如下: 浓相气力输送系统 浓相气力输送系统根据国外先进技术及经验,结合科学实验,经过数年实践,被确认为是一种既经济又可靠的气力输送系统。该系统输送灰气比高,耗气量少,输送速度低,有效降低管道磨损。该系统主要由压缩空气气源,发送器、控制柜、输送管、灰库五大部分。 1、压缩空气气源: 由空气压缩机、除油器、干燥器、储气罐及管道组成,主要为发送器及气控元件提供高质量的压缩空气。 2、发送器: 器集灰斗的飞灰,经流化后通过输送管道送至灰库。 3、控制柜: 以电脑集中控制各种机械元件动作,并附有手动操作机构。 4、输送管道: 经实验,输送距离可达1300米,管路寿命可达20000小时以上。 5、灰库: 由灰库本体、布袋除尘器、真空释放阀、料位计、卸灰设备等组成。
灰渣稀相气力输送系统设计计算说明书
灰渣稀相气力输送系统设计计算说明书 一系统出力 按污泥处理量在设计点400t/d、进厂污泥固含率在设计点(20%),污泥中可燃质在设计低限(38.5%-DS)计算,焚烧炉系统的灰渣产率为 2.05t/h;如果按污泥处理量在设计点400t/d、固体中可燃质含量在设计点(56%-DS)、进厂污泥固含率在设计高限(27%)计算,则系统的灰渣产率为 1.98t/h,如果按污泥中固含率在设计点20%、固体中可燃质含量在设计点(56%-DS)、污泥处理量在设计高限450t/d计算,系统的灰渣产率为 1.65t/h。系统的最大灰渣产率按第一种情况计算,即取2.05t/h。尾气干法处理时碳酸氢钠的加入量为460 kg/h,活性炭的加入量为 4.6kg/h。为便于灰渣分别处置,余热锅炉和电除尘器收集的灰渣通过一套输送系统输送到灰渣储仓,而袋式除尘器收集的飞灰以及尾气处理时加入系统的碳酸氢钠和活性炭 则通过另一套系统输送到飞灰储仓。卸灰时,依据灰斗料位或按顺序开启旋转阀,在同一时间,每套输灰系统只能开启一台旋转阀。根据 经验数据,两台余热锅炉排出的灰渣量约为440kg/h。按电除尘器最高除尘效率99.9%计算,则其灰斗最大灰渣产率 1.61t/h,余热锅炉和电除尘器共用的灰渣输送线灰渣最大产率为 2.05t/h。按余热锅炉加电除尘器最低除尘效率为90%,袋式除尘器除尘效率按99.9%计算,飞灰输送线的最大产灰率(包括烟气处理系统加入的碳酸氢钠粉和活性 炭粉)0.67t/h。因为对每个灰斗来说,灰渣输送系统采用的是间歇运 行的方式,且灰渣和飞灰输送都没有备用线,参考《火力发电厂除尘
设计规程》有关规定,灰渣输送系统的出力按系统最大灰渣产率的250%进行设计。 综合上述因素,余热锅炉和电除尘器的灰渣输送线设计出力取 5.125t/h,袋式除尘器的飞灰输送系统的设计出力取 1.675t/h。 二灰渣输送线操作参数选取 按输送系统输送距离最长的部分(余热锅炉灰斗至渣仓)管线布 置计算,灰渣输送管线的当量长度大于200m。参考火力电厂输灰系统设计的有关规定,灰渣采用低正压压送方式输送,选取输送管末端气速为22m/s,输送的固气比选为5。每条输送线的输送量按 5.125t/h 设计,因此其耗风量为 1.025t/h。估计罗茨风机出口处的空气温度为70℃,从风机出口到余热锅炉排灰口空气输送管线几何长度约为 92m,空气通过这段输送管线与灰渣混合前温度估计降为60℃。炉渣从余热锅炉卸出时的温度取120℃,灰渣热容0.8kJ/(kg·℃),空气比热1.0kJ/(kg·℃),则两者混合均匀后的温度约为90℃。这段灰渣输送管线的几何长度约为116m,灰渣输送到管线末端时的温度约降为75℃。仓顶除尘器的压力损失按 1.5kpa计算,计算得出管线内径为130mm,选用Ф159×7mm的输送管,其内径为145mm。如果输送的气体量仍为 1.025t/h,则输送管线出口端的气速为17.7m/s。 三输送管线压降计算 因为余热锅炉到灰渣仓的距离最远,因此只需计算该部分的输送 管线压力损失就可以确定灰渣输送风机的升压。这段输送管线水平长度约101m,垂直管道长度约15m,90度弯头(R/D i≥6)8个,变径
气力输送系统的组成气力输送
《食品加工机械与设备》 前言 研究内容:农产品加工中常用的机械和设备以及其构成、各部分的功能,特性,适用范围,使用与维护和相关性能指标的测定(生产率、功率消耗等)。 研究目的和意义:了解现有的设备,设计未来的产品。 第一章物料输送机械 本章学习目标 1)了解各种形态物料的输送特点; 2)掌握输送机械的主要类型及其工作原理; 3)了解各种主要输送机械的基本结构; 4)掌握输送机械的基本性能特点; 5)掌握输送机械的选用和使用要点。 一前言: 输送机械的类型:按传送过程的连续性分为连续式和间歇式 按传送时运动方式可分为直线式和回转式 按驱动方式分机械驱动、液压驱动、气压驱动和电磁驱动 按所传送的物料形态分为固体物料输送机械和液体物料输送机械输送物料的状态:固体物料状态有块状、粒状和粉状,输送机械有带式、螺旋、振动式、刮板式、斗式输送机与气力输送装置,固体物料的组织结构、形状、表面状态、摩擦系数、密度、粒度大小;液体物料状态有牛顿流体和非牛顿流体,输送机械有离心泵、齿轮泵和螺杆泵,液体物料的粘度、成分构成。 良好输送效果,应考虑物料性质、工艺要求、输送路线及运送位置的不同选择适当形式的输送设备。 二固体物料输送机械 (一)带式输送机应用最广泛,连续输送机械,用于块状、颗粒状物料及整件物料的水平或倾斜方向的运送,还常用于连续分选、检查、包装、清洗和预处理的
操作台。v=0.02~4m/s 1.工作原理和类型:环形输送带作为牵引及承载构件,绕过并张紧于两滚筒上,输送带依靠 其与驱动滚筒之间的摩擦力产生连续运动,同时,依靠其与物料之间的 摩擦力和物料的内摩擦力使物料随输送带一起运动,从而完成输送物料 的任务。主要组成部件:环形输送带,驱动滚筒,张紧滚筒,张紧装置, 装料斗、卸料装置、托辊及机架组成 特点:结构简单,适应性广;使用方便,工作平稳,不损失被运输物料;输送过程中物料与输送带间无相对运动,输送带易磨损,在输送轻质粉料时易形成飞扬。 1.2主要构件: 1.2.1输送带: A种类:食品工业常用的输送带有橡胶带、纤维编织带、网状钢丝带及塑料带。 1)橡胶带纤维织品与橡胶构成的复合结构,上下两面为橡胶层,耐磨损,具有良好 的摩擦性能。工作表面有平面和花纹两种,后者适宜于内摩擦力较小的光滑颗粒物 料的输送。规格:300、400~1600mm宽 2)钢带0.6~1.4mm厚,宽<650mm;强度大耐高温、不易伸长和损伤 3)网状钢丝带强度高、耐高温、耐腐蚀,网孔大小可选,常用于水冲洗+输送, 边输送,并清、沥水、炸制、通分冻结、干燥。 4)塑料带耐磨、耐酸碱、耐油、耐腐蚀,适用温度变化范围大,一般有单层和多层 结构。 B托辊: 作用:承托输送带及其上面的物料,避免作业时输送带产生过大的挠曲变形。 种类:上托辊(载运托辊)和下托辊(空载托辊) 上托辊有单辊式和多辊组合式。前者输送带表明平直,物料运送量较少,适合运输成件物品;后者输送带弯曲呈槽形,运输量大、生产率高,适合运送 颗粒状物料,单输送带易磨损。 材料:铸铁、钢管+端头 1)上托辊φ89、φ108、φ159mm , 间距<1/2物件长(大于20公斤)一般 0.4~0.5m 2)下托辊只起托运输送作用,多为平面单辊。 C: 滚筒 1)驱动滚筒一般有电机+减速机+带、链传动,电动滚筒。宽大于带宽10~20cm.
气力输送系统设备商务投标书范本
气力输送系统设备商务投标书范本
————————————————————————————————作者: ————————————————————————————————日期: ?
济南恒通粉体工程有限公司HTPE 济南恒通粉体工程公司阜新盛明热电有限责任公司飞灰气力输送系统及灰库卸料设备工程 投 标 文 件 ?文件目录 1、法定代表人资格证明书 2、投标人法定代表人授权书 3、投标函 4、投标人关于资格的声明函 5、资质文件 电话:6邮箱:
6、投标人公司简介 7、业绩表 8、投标一览表 9、分项报价 10、两年备品备件清单? 11、价格汇总表 12、付款方式 13、交货时间、地点、运输方式 14、油漆、标志、包装及储存 15、产品承诺书 16、设备质保承诺 17、商务条款偏离表 法定代表人资格证明书投保人名称:济南恒通粉体工程有限公司 单位性质:私营 地址:山东省章丘市赭山工业园 成立时间:2010年8月 经营期限: 营业执照号码:3787
企业代码证号码:56075555-9 税务证号码:379 安全许可证号码: 姓名: 性别: 男年龄:职务: 经理 系济南恒通粉体工程有限公司的法定代表人。 特此证明。 投标人法定代表人授权书 项目名称:阜新盛明热电有限责任公司飞灰气力输送系统及灰库卸料设备工程 日期:2013年8月24日 致:阜新盛明热电有限责任公司 济南恒通粉体工程有限公司,中华人民共和国合法企业,法定地址山东省章丘市明水经济开发区西环路中段。 特授权代表我公司全权办理针对上述项目的投标、谈判、签约等具体工作,
气力输送设计计算书知识
广东南海梅山电场气力输送设计计算书 1.仓泵技术参数: 2.除尘器一个输送单元输送系统校核 2.1.仓泵出口处管道内气流速度: 按浓相仓泵运行要求,出口处气流速度:< 5.0m/s 2.2.仓泵运行时输送压力(泵内工作压力):0.15~0.18MPa 2.3.输送管未端气流速度: 按管道内灰气混合物流动的热力学过程介于等温和绝热过程之间,取k=1.1则: P 1(V 1 ×S 1 )1.1=P 2 (V 2 ×S 2 )1.1 式中:P 1 、P 2 为输送管始端压力和管道未端压力(绝对压力) V 1、V 2 为输送管进口和出口的流速 S 1 电场仓泵出口输灰管截面积 0.0078m2 S 2 电场输送管出口截面积0.0078m2 令P 2=1,P 1 =2.8代入得: V 2 =12.43m/s 管道内气流平均速度:U p =8.71m/s 在上列无缝管配置下实际耗气量: 耗气量按下式确定(近似计算式): Q 实= S 2 ×V 2 =0.096m3/s = 5.8m3/min 2.4.仓泵的工作过程主要分为下列几个过程: ㈠进料㈡加压㈢输送㈣吹扫等四个过程. 2.5.仓泵输送质量流率: G MS =Q×μ 气 ×μ=2.84g/s 上式中: G MS 质量流率 Q 耗气量 (0.069m3/s)
μ 气 空气比重 (1.25) μ混合比 (33) 仓泵主要技术参数见上表, 一个输送过程的时间按下式计算: t=t 1+t 2 +t 3 +t 4 +t 5 上式中:t 1 进料时间(多组仓泵进行交替输送时,不计时料时间) t 2 有效输送时间 t 3 管道吹扫时间 t 4 加压时间 t 5 辅助时间(各种动作过程时间) 每组泵的有效输送时间: t 2=w÷(Q×μ 气 ×μ) =598.6s 上式中: w 一台仓泵装灰量, 为1700kg. 吹扫时间: t 3 = L÷V p +60=85s 上式中: L 按输送最远几何距离215m计算 V p 气流平均速度:8.7m/s 加压时间: T 4 30s 辅助时间: T 5 5s 总的输送时间为:718.6 每小时最大输送能力: (3600÷718.6)×1.7t =8.5t/h 根据以上计算,电除尘器一台炉采用一根DN100输灰管,分二组进行交替输送,其输送能力为8.5t/h,大于实际出力的300%,满足招标文件中的设计出力要求。
负压稀相气力输送系统
负压稀相气力输送系统工作原理和系统优势 负压气力输送系统主要由:气力输送风机、取料装置、管道、缓冲仓、除尘器、卸料装置、等构成。 负压稀相气力输送系统主要采用负压罗茨真空泵作为动力源,管道输送压力为低真空状态,管道风速约10-35米/秒,物料在管道内呈雾状。负压输送起点压力等于或接近大气压,终点压力在-10到-50Kpa之间,管道真空度沿气力输送管道逐渐增高。 工作原理 1、系统主要采用罗茨风机或真空泵作为气源设备,气源设备在系统的末端; 2、气力输送系统取料装置部件通常采用特殊结构的吸嘴; 3、风机运转后,抽风整个系统形成负压,由管道内外存在的压力差将物料吸入输料管,物料和一部分空气同时被吸嘴吸入,并被送到缓冲仓内; 4、在缓冲仓内,物料和空气分离,被分离出的物料从缓冲仓的底部通过锁气阀卸出; 5、未被分离出来的微细粉粒输送气流进入除尘器中净化,净化后的空气净除尘器,风机排入大气中。 系统优势 1、本负压系统具有气力输送量大、输送距离长、输送速度快等特点; 2、系统易于取料,适用于从低压、深处、较为狭窄的取料点取料,可用于要求取料不发尘的场合,可实现多处上料向一处集中供料。负压稀相气力输送系统适用性广,用于广泛,粉体、颗粒物均可顺利输送; 3、系统气源位于末端,润滑油或水分等不会混入输送的物料中,输送物料更清洁; 4、系统由于输料管道内为负压,因此系统管道产生磨损或存在间隙时,被输送物料也不会发生泄漏,此外,由于负压稀相气力输送系统内压力低于大气压,水分更易蒸发,所以对水分多的物料较其他方法更容易输送; 5、系统输送气体一般直接取自大气,气体的温度即为环境温度,因此负压气力输送系统适用于对温度敏感的热敏性物料
气力输送设计
气力输送设计 5.1已知条件: 5.2系统选择 5.2.1正压系统是工业上最常用的,它适用于文丘里式、螺旋泵和仓式泵等绝大多数供料器。 5.2.2 供料器的选择:螺旋泵 5.2.3 风机选择 大多数气力输送系统使用容积式空压机(风机),因为此类设备当压力变化时体积流量几乎不变。当排气压力小于100kPa时,广泛使用罗茨鼓风机。该类型具有宽广的体积流量范围并能提供无油空气。此外,它有恒定的速度曲线,当传递压力增加时,体积流量仅轻微减少,从而保证了物料在一定压力下的悬浮流动状态。 5.3设计计算 5.3.1输送速度选择 据输送速度表的粒径和和密度,选 v=18m/s 5.3.2输送料气比 据GALOTER炉资料料气比C=2424/398=6.09,本设计取料气比 C=6㎏/㎏ 则气体量为Q0=G/6=77821/6=12970㎏,折标态12970/1.293=10031 m3/h 考虑系统漏风和储备,风机风量Q=K4Q0=1.25×10031=12538.8 Nm3/h 5.3.2 输送管道有效内径计算 5.3.2.1风量换算系数计算 风量换算系数 体积换算系数 C= V
质量换算系数m C = 2 0000/273/273H P t t t m p T C p T P t ρρ==*=+ 当已知海拔高度为H 时,大气压与标准大气压的关系为: P h/ P 0= (1-0.022569H)5。256 式中:T o --标况气体温度,℃; T 1一该风量中气体的工况温度,℃; P 0—海平面上的气压,Pa P h 一水泥厂厂区的气压,pa H--水泥厂厂区海拔高度, km 1.711C V ==== 5.3.2.2管道流量计算 Qt= Q0?C V =10031×1.711=17163 m3/h 5.3.2.3管道直径计算 有效管径D1应为: 10.493 D === m 圆整,取D1=0.5m 5.4 气力输送系统总压损 气力输送系统总压损是由输送管道总压力损失、管道出口阻力、喷煤管阻力和气力输送设备阻力组成。输送管道总压力损失又由水平管摩擦阻力、垂直管摩擦阻力和垂直管提升阻力组成。 工程上为了便于计算,常将弯管的局部压力损失折算成水平管道的沿程压力损失。一般对于均匀粒状物料,当弯管R/D=6时,其当量长度取8~10m,弯管R/D=10时,其当量长度取10~16m,弯管R/D=20时,其当量长度取12~20m V —管道内风速,为25m/s u —料气比,为6kg/m 3 H —工厂海拔高度,为0.5km; T 1—气体温度,为500℃; L 1—水平管道输送长度,为20m, H 1— 窑头垂直管道输送长度,为
克莱德气力输送系统介绍
克莱德贝尔格曼华通 物料输送有限公司 气力输送系统介绍 现场培训用材料(试行版) 05.3.30
前言:气力输送的相关概念和原理 一:电厂输送的物料(输送对象) 1:电除尘的飞灰。 2:省煤器和空气预热器灰。 3:循环流化床锅炉的炉底渣。 4:循环流化床锅炉的石灰石粉料。 二:电除尘飞灰的主要性能指标及对输送的影响 1:粒度 粒度是对粉煤灰颗粒大小的度量,是粉煤灰的基本物理参数之一。粉煤灰许多的物化性能与此参数有密切的联系。 测量方法:筛分(范围)和粒度分析仪(范围更小的数值范围)。 粒度大将引起在浓相输送中不容易形成灰栓、导致输送困难并引起耗气量增加。2:密度 密度:单位容积内的重量。 气化密度:灰层处于气化状态下的密度。 在粒度相同时,密度小、孔隙率高,易输送。 3:粘附力 粘附力是分子力(分子间的引力,和距离的)、静电力(带相同电荷和相反电荷之间颗粒的引力和排斥力)、毛细粘附力(2个相邻湿润颗粒之间的拉力)总合。 分子力:分子间的引力,和距离的成反比,距离超过100A(1A=0.00001μM)时,此力忽略不计。当分子力很大时,粉粒从环境中吸收水分,增加粘性力. 静电力:带相同电荷和相反电荷之间颗粒的引力和排斥力.在相邻带电的粒子间的空气介质湿度教大,册静电力的作用就会显著减弱或全部消失. 粘附力大,会导致灰的流动性差,导致落灰困难并会增加浓相输送的困难。 4:磨蚀性 粉煤灰在流动中对管道壁的磨损。 影响磨蚀性的因素:粉煤灰颗粒的硬度、灰的几何形状、大小、密度、强度、流动速度。 粉煤灰颗粒的硬度:是物料磨蚀性及抗破碎性程度的表征,又是物料强度、流动性好坏的度量。硬度高:流动性差;导致为输送高硬度的物料需要耗费大的耗气量。。 一般:多棱体比光滑表面磨蚀性大、粗灰比细灰磨蚀性大。 在5-10μ的颗粒磨蚀性可以忽略;颗粒增大;磨蚀性增加,增大到极限值后,磨蚀性下降。 磨蚀性与气流速度的2-3次方成正比。灰的浓度低,磨蚀性大;灰的浓度高、其磨蚀性低。 5:灰斗内的架桥和离析 架桥(棚灰):粉料堵塞在排料口以至于不能进行自由落体的排料。 架桥的原因:堆积密度(大)、压缩性(高)、粘附性(粘、软)、可湿性(高)、喷流性(差)、拱顶物料强度(高)、储存时间(长)、出料口(小) 括号内是增加架桥发生的诱因变化趋势。