神火600MW机组汽轮机冲转参数选择原则
浅析神火600MW机组汽轮机冲转参数选择原则
摘要:本文针对神火600mw机组,对汽轮机冷态和热态启动过程中冲转参数的选择展开讨论,解答了在冲转前和冲转后如何使机组能够实现平稳冲转和升速至额定转速中的问题,为全国其他相似机组的启动过程中冲转参数的选择提供了有效的借鉴。
关键词:600mw机组、启动方式、冲转参数。
中图分类号:tg333.2 文献标识码:a 文章编号:1009-914x (2013)23-417-01
1、神火600mw机组概况
我厂采用东方汽轮机厂引进技术生产的超临界、一次中间再热、冲动式、单轴、三缸四排汽、双背压、纯凝汽式汽轮机,汽轮机型号:n600-24.2/566/566型,额定出力600mw,最大连续出力648.513mw,额定转速3000r/min。厂家建议采用中压缸启动方式。
2、启动方式的选择
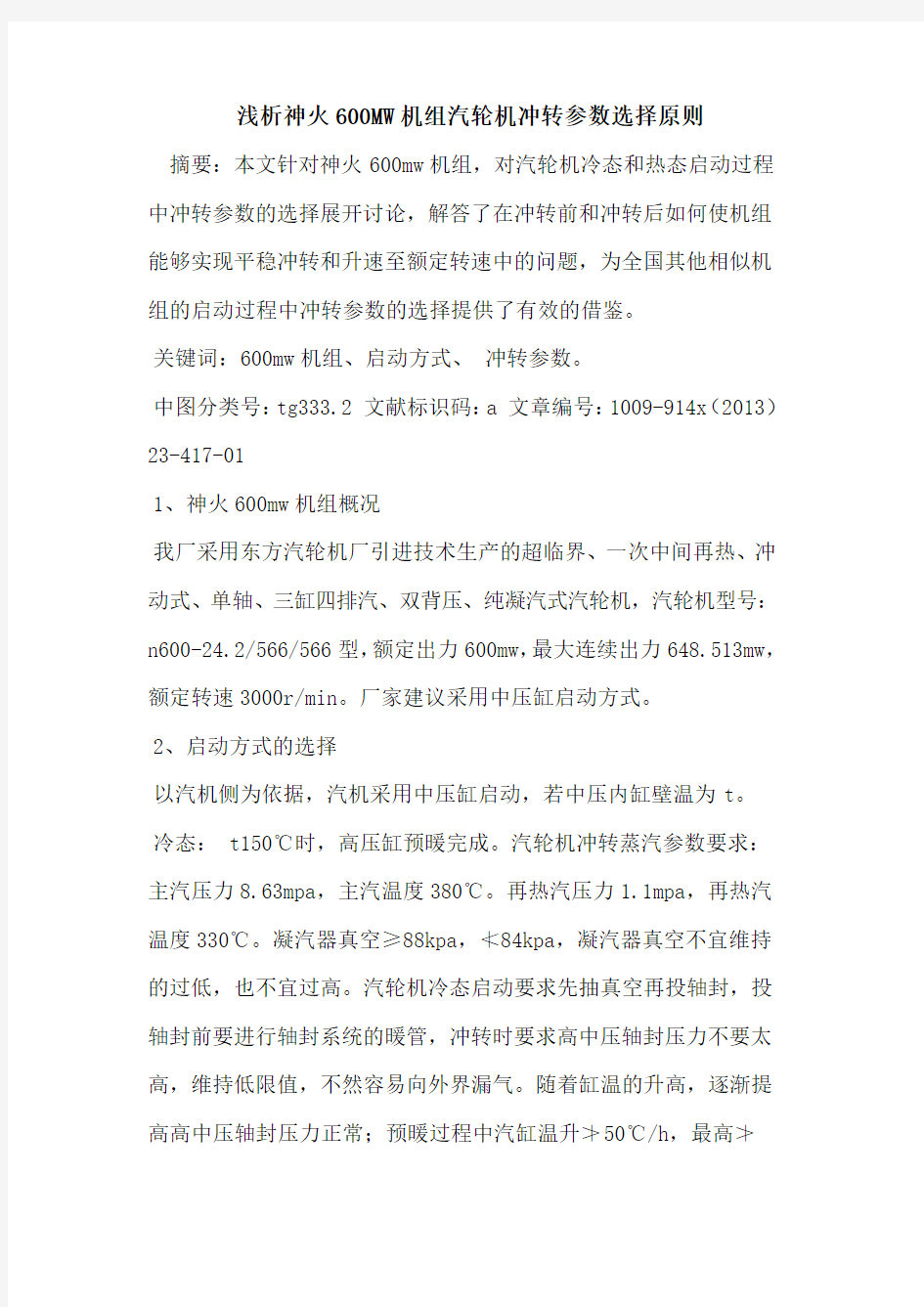
以汽机侧为依据,汽机采用中压缸启动,若中压内缸壁温为t。冷态: t150℃时,高压缸预暖完成。汽轮机冲转蒸汽参数要求:主汽压力8.63mpa,主汽温度380℃。再热汽压力1.1mpa,再热汽温度330℃。凝汽器真空≥88kpa,≮84kpa,凝汽器真空不宜维持的过低,也不宜过高。汽轮机冷态启动要求先抽真空再投轴封,投轴封前要进行轴封系统的暖管,冲转时要求高中压轴封压力不要太高,维持低限值,不然容易向外界漏气。随着缸温的升高,逐渐提高高中压轴封压力正常;预暖过程中汽缸温升≯50℃/h,最高≯
CNC加工中心刀具的选择与切削用量的确定
CNC加工中心刀具的选择与切削用量 的确定 收藏此信息打印该信息添加:佚名来源:未知 刀具的选择和切削用量的确定是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。CAD/CAM技术的发展,使得在数控加工中直接利用C AD的设计数据成为可能,特别是微机与数控机床的联接,使得设计、工艺规划及编程的整个过程全部在计算机上完成,一般不需要输出专门的工艺文件。 现在,许多CAD/CAM软件包都提供自动编程功能,这些软件一般是在编程界面中提示工艺规划的有关问题,比如,刀具选择、加工路径规划、切削用量设定等,编程人员只要设置了有关的参数,就可以自动生成NC程序并传输至数控机床完成加工。因此,数控加工中的刀具选择和切削用量确定是在人机交互状态下完成的,这与普通机床加工形成鲜明的对比,同时也要求编程人员必须掌握刀具选择和切削用量确定的基本原则,在编程时充分考虑数控加工的特点。本文对数控编程中必须面对的刀具选择和切削用量确定问题进行了探讨,给出了若干原则和建议,并对应该注意的问题进行了讨论。 1.数控加工常用刀具的种类及特点 数控加工刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括通用刀具、通用连接刀柄及少量专用刀柄。刀柄要联接刀具并装在机床动力头上,因此已逐渐标准化和系列化。数控刀具的分类有多种方法。 根据刀具结构可分为: 1)整体式; 2)镶嵌式,采用焊接或机夹式连接,机夹式又可分为不转位和可转位两种; 3)特殊型式,如复合式刀具,减震式刀具等。
根据制造刀具所用的材料可分为: 1)高速钢刀具; 2)硬质合金刀具; 3)金刚石刀具; 4)其他材料刀具,如立方氮化硼刀具,陶瓷刀具等 从切削工艺上可分为 : 1)车削刀具,分外圆、内孔、螺纹、切割刀具等多种; 2)钻削刀具,包括钻头、铰刀、丝锥等; 3)镗削刀具; 4)铣削刀具等。 为了适应数控机床对刀具耐用、稳定、易调、可换等的要求,近几年机夹式可转位刀具得到广泛的应用,在数量上达到整个数控刀具的30%~40%,金属切除量占总数的80%~90%。 数控刀具与普通机床上所用的刀具相比,有许多不同的要求,主要有以下特点: 1)刚性好(尤其是粗加工刀具),精度高,抗振及热变形小; 2)互换性好,便于快速换刀; 3)寿命高,切削性能稳定、可靠; 4)刀具的尺寸便于调整,以减少换刀调整时间; 5)刀具应能可靠地断屑或卷屑,以利于切屑的排除; 6)系列化,标准化,以利于编程和刀具管理。 2.数控加工刀具的选择
600MW机组发电机刷握采购技术协议
600MW机组发电机刷握、碳刷采购技术协议 甲方: 乙方 2009年12月28日
甲方:辽宁清河发电有限责任公司(以下简称甲方); 乙方:阜新华东电力配件有限公司(以下简称乙方); 针对清河发电公司9号发电机滑环的刷握存在问题较多、不能满足现场运行要求,准备采购部分刷握、碳刷备件。现选用乙方生产的专利产品《插拔式双卷可控刷分体恒压刷握》型号为596-4(25*32)4,其专利号为ZL200420030532.1,配套碳刷选用美国摩根公司,规格为25*32*100mm。经双方协商达成如下协议。 一):每套插拔式双卷可控刷分体恒压刷握有四个固定的刷盒,每个刷盒截面尺寸32X25mm,表面粗糙度不低于Ra3.2,可以按装四 只32 mm X25 mm X100mm规格的碳刷(包括绝缘垫板)。每个 碳刷由独立的直压式弹簧保持器控制。 二):插拔式刷握的刷盒和梯形座四点紧固,其材质皆为ZH62,加工后表面无裂纹、沙眼、缩孔、黑皮等缺陷,铸铜件镀银10微 米,镀银表面应光滑、银层附着性良好。 三):刷握用弹簧公称弹力为11.76N,其有效行程大于75 mm并保证每个弹簧卷的压力均匀一致。 四):刷握与固定座导电接触面配合严紧,接触面积不低于70%。五):刷握与固定座上所有螺栓都要设置止退措施,防止在运行中螺栓脱落。 六):乙方必须保证刷握在按装时不需任何设备变动。材质、压力、电气性能均符合国家安全标准。 七):乙方应保证产品的质量,如出现碳刷环火、跳动、压力不均、
升温过高等异常现象乙方负责处理、调试、更换产品。八):供货数量: 九)乙方应在2010年1月20日到货 十):本协议具有合同的同等法律效力。 甲方:辽宁清河发电有限责任公司 代表: 乙方:阜新华东电力配件有限公司 代表:
机械加工的切削参数
教师姓名授课形式讲授授课时数1授课日期年月日授课班级 授课项目及任务名称 第四章切削加工基础 第二节机械加工的切削参数 教学目标知识目 标 掌握切削用量的三要素。 掌握切削用量的选择原则。技能目 标 学会正确的选用切削用量。 教学重点切削运动三要素、切削用量的选择原则教学难点三要素的含义、选择原则 教学方法教学手段 借助于多媒体课件和相关动画及视频,详细教授切削运动三要素、切削用量的选择原则等基础知识。教师先通过PPT课件进行理论知识讲解,再利用相关动画和视频进行演示,让学生能够将理论知识转化成实践经验。同时学生根据所学内容,完成知识的积累,为以后的实践实训打下基础。 学时安排1.切削三要素约30分钟; 2.切削用量选择约15分钟; 教学条件多媒体设备、多媒体课件。 课外作业查阅、收集切削用量的相关资料。 检查方法随堂提问,按效果计平时成绩。 教学后记 授课主要内容
第二节机械加工的切削参数 机械加工的切削是切削进程中不可缺少的因素。主要是指切削用量要素。切削用量要素主要包括:切削速度vc、进给量f 和切削深度ap. 一、切削用量要素 切削用量要素一般是指切削用量三要素:切削速度vc、进给量f 和切削深度ap. 在切削加工时,首先选取尽可能大的切削深度,其次是尽可能大的进给量,最后确定切削速度。 1.切削速度vc 含义:是切削加工时刀具切削刃上的某一点相对于待加工表面在主运动方向上的瞬时速度。 计算: vc=πdn/1000 Vc:切削速度(m/min) d:工件待加工表面的直径(最大直径,mm) n:工件的转速(r/min) 主运动为直线时,则为直线运动速度(如刨削) 2.进给量 f 在工件或刀具的每一转或每一往复行程的时间内,刀具与工件之间沿进给运动方向的相对位移。通常用表示,单位为mm/r或mm/行程 3.背吃刀量(切削深度)ap 含义:工件待加工表面与已加工表面的垂直距离 计算 ap=(dw-dm)/2 ap:背吃刀量(mm) dw:工件待加工表面直径(mm) dm:工件已加工表面直径(mm) 二、切削用量的选择 切削三要素中影响刀具耐用度最大的是切削速度,其次是进给量,最小的是切削深度,所在,在选择切削用量时,首先选择最大的切削深度,其次是选用较大的进给量,最后是选定合理的切削速度。 另外,在选择切削用量时,应注意考虑以下因素: (1)根据零件直径、加工余量和机床、刀具精度等来选择切削用量。 (2)根据刀具材料、焊接质量和机床、刀具的刃磨条件来选择切削用量。 (3)根据各类毛坯的硬度。 任务小结 回顾本次任务所学知识,强调本节课的重点与难点,本课主要讲解切削运动三要素、切削用量的选择原则等基础知识。 学习评价 以学习过程当中学生的现场任务完成情况为基础,结合学生的课堂学习接收能力,作为计入平时成绩依据。 课后作业
数控车削切削用量的选择原则、方法及主要问题
数控车削切削用量的选择原则、方法及主要问题 数控车削加工中的切削用量包括背吃刀量ap、主轴转速n或切削速度vc(用于恒线速度切削)、进给速度vf或进给量f。这些参数均应在机床给定的允许范围内选取。 切削用量的选用原则 (1)切削用量的选用原则 粗车时,应尽量保证较高的金属切除率和必要的刀具耐用度。 选择切削用量时应首先选取尽可能大的背吃刀量ap,其次根据机床动力和刚性的限制条件,选取尽可能大的进给量f,最后根据刀具耐用度要求,确定合适的切削速度vc。增大背吃刀量ap可使走刀次数减少,增大进给量f有利于断屑。 精车时,对加工精度和表面粗糙度要求较高,加工余量不大且较均匀。选择精车的切削用量时,应着重考虑如何保证加工质量,并在此基础土尽量提高生产率。因此,精车时应选用较小(但不能太小)的背吃刀量和进给量,并选用性能高的刀具材料和合理的几何参数,以尽可能提高切削速度。 (2)切削用量的选取方法 ①背吃刀量的选择粗加工时,除留下精加工余量外,一次走刀尽可能切除全部余量。也可分多次走刀。精加工的加工余量一般较小,可一次切除。在中等功率机床上,粗加工的背吃刀量可达8~10mm;半精加工的背吃刀量取0.5~5mm;精加工的背吃刀量取0.2~1.5mm。 ②进给速度(进给量)的确定粗加工时,由于对工件的表面质量没有太高的要求,这时主要根据机床进给机构的强度和刚性、刀杆的强度和刚性、刀具材料、刀杆和工件尺寸以及已选定的背吃刀量等因素来选取进给速度。精加工时,则按表面粗糙度要求、刀具及工件材料等因素来选取进给速度。进给速度νf 可以按公式ν f =f×n计算,式中f表示每转进给量,粗车时一般取0.3~0.8mm /r;精车时常取0.1~0.3mm/r;切断时常取0.05~0.2mm/r。 ③切削速度的确定切削速度vc可根据己经选定的背吃刀量、进给量及刀具耐用度进行选取。实际加工过程中,也可根据生产实践经验和查表的方法来选取。粗加工或工件材料的加工性能较差时,宜选用较低的切削速度。精加工或刀具材料、工件材料的切削性能较好时,宜选用较高的切削速度。切削速度vc确定后,可根据刀具或工件直径(D)按公式n=l000vc/πD 来确定主轴转速n(r/min)。在工厂的实际生产过程中,切削用量一般根据经验并通过查表的方式进行选取。常用硬质合金或涂层硬质合金切削不同材料时的切削用量推荐值见表1表2为常用切削用量推荐表,供参考。
二期CEMS系统设备维护技术协议
二期CEMS系统设备维护技术协议 2014年月日
1.二期CEMS系统设备的基本情况: 本系统由北京雪迪龙自动控制系统有限公司提供,用于华能(脱硫系统烟气排放连续监测。 CEMS测点分布如下: 3#机组CEMS分析小屋(2套分析仪表): FGD入口原烟气 SO2、O2、粉尘浓度 FGD出口净烟气 SO2、O2、粉尘浓度 4#机组CEMS分析小屋(2套分析仪表): FGD入口原烟气 SO2、O2、粉尘浓度 FGD出口净烟气 SO2、O2、粉尘浓度 二期环保CEMS分析小屋(2套分析仪表): SO2、NOX、O2、粉尘浓度、流量 二氧化碳表一台和水份仪一台 增加3#机组、4#机组临时烟囱出口CEMS各一套 3#机组、4#机组临时烟囱CEMS分析小屋(各一套分析仪表) 3#机组临时烟囱出口SO2、O2、NOX、CO、粉尘浓度 4#机组临时烟囱出口SO2、O2、NOX、CO、粉尘浓度 CEMS 分析小屋4个、#3机组、#4机组、屋内配置ULTRAMAT23红外线气体分析仪、气体预处理单元、数据采集(PLC)与数据处理(计算机主机等)系统,同时每个小屋配置一台挂壁式空调(非出场配置,为工艺需求所添加),保证小屋内一定温度;ULTRAMAT23红外线分析仪6套,#3与#4CEMS小屋各2套,分别监测FGD入口与出口的SO2、O2含量,二期环保CEMS小屋两套;3#机组、4#机组临时烟囱CEMS分析小屋2套分别监测临时烟囱出口SO2、O2、NOX、CO;测尘仪共6套,分别测量#3与#4机组FGD入口和#3与#4机组临时烟囱出口和烟道出口烟气的粉尘含量。 其中: 测量参数(SO2、O2)可以为脱硫系统提供工艺控制参数及计算机脱硫效率。 烟气测试(SO2、NOX、O2、粉尘浓度、流量、温度、压力)参数用于环保排放监测,其中气体组分(SO2、NOX、O2)采用一拖一方式。即在入烟囱前的烟道
第十一章 切削用量的制定
第十一章切削用量的制定 切削用量的制定直接影响生产效率和加工成本。学习本章后应能够根据具体条件和要求,正确地选择切削用量。 11.1 必备知识和考试要点 1.了解切削用量的制定原则。 2.掌握粗加工时切削用量的选择方法。 3.明确限制选择切削用量的因素和解决办法。 11.2 典型范例和答题技巧 [例11.1] 选择切削用量的原则是什么?从刀具耐用度出发时,按什么顺序选择切削用量?从机床动力出发时,按什么顺序选择切削用量?为什么? [答案] 选择切削用量的原则是:首先选取尽可能大的背吃刀量αp,其次要在机床动力和刚度允许,又能满足加工表面粗糙度的前提下,选取尽可能大的进给量厂,最后根据确定的刀具耐用度选取或计算切削速度v。 以刀具耐用度选择切削用量时,选择的顺序应为αp—f—v。其理由可从刀具耐用度表达式T=C T/v X f Yαp Z中,由于X>Y>Z,即切削速度v对刀具耐用度影响最大,其次是进给量f,背吃刀量αp的影响最小。按这个顺序选择切削用量,得到的生产率最高。如果生产率不变,按这个顺序选择切削用量,刀具耐用度最高。 根据机床动力选择切削用量时,选择的顺序应为.f—v—αp. 其理由从机床功率的计算 公中,由于 1=X Fz>Y Fz>n Fz; 当nF z=0时,影响切削功最小的是f,其次是v与αp;当nF z<0时,通常X,>1十nF,影响切削功率最小的是f,其次是v,最后是αp所以,从机床动力考虑,理论上首先应按影响功率最小的f、其次v、最后αp的顺序选择切削用量。但实际上,考虑αp取小值时,会增加走刀次数,从而增加了辅助工时,因此生产中一般仍按αp—f—v的顺序选择切削用量,即先选择尽可能大的αp,其次选择尽可能大的f, 最后确定v。 [例11.2] 粗加工时进给量选择受哪些因素限制?当进给量受到表面粗糙度限制时,有什么办法增加进给量,而保证表面粗糙度要求? [答案] 粗加工时切削力很大,合理的进给量应是工艺系统所能承受的最大进给量。最大进给量主要受以下因素限制:(1)机床进给机构的强度;(2)车刀刀杆的强度和刚度; (3)工件装夹刚度;(4)硬质合金或陶瓷刀片的强度。 半精加工和精加工时,进给量的选择受到表面粗糙度的限制。此时为减小加工表面粗糙度,可适当增大刀尖圆弧半径γε、减小副偏角κr9,采用修光刃等办法。此外,可增大前角γo,提高刀具刃磨质量,选用有效的切削液等措施,以减小积屑瘤和鳞刺的不利影响。 [例11.3] 如果选定切削用量后发现超过机床功率时,应如何解决? [答案] 理论上影响机床功率大小的因素排列顺序是αp—v—f,所以,选定的切削用量超过机床功率时,也应按上述顺序减小切削用量。但考虑减小αp,会增加走刀次数,增加辅助工时,所以在不希望增加走刀次数的情况下,首先应适当降低v,然后再考虑减小f。 [例11.4] 制定切削用量时,影响切削速度的因素有哪些?解释其原因。 [答案] 制定切削用量时,依次选择背吃刀量αp和进给量f后,可用计算或查表来选择切削速度v。从公式和表格中可以看出影响切削速度的因素有:(1)背吃刀量αp、进给量f与速度v成反比例关系,即粗加工时,由于αp和f均较大,故应选择较低的v;精加工时,αp 和f均较小,故应选择较高的v。(2)工件材料的性能影响切削速度v。 工件材料强度、硬度较高时,应选较低的v,反之则选较高的v;工件材料加工性愈差,则v也选得愈低。(3)刀具材料的性能影响切削速度v。刀具材料切削性能愈好,v可选得愈
(整理版)电力运行维护合同模板
Contract No.: ICD/NW-2014-OM O&M Technical Service for ICDAS BEKIRLI #2 UNIT OF (1+1) x 600MW POWER PLANT CONTRACT O&M Technical Service Between ICDAS ELEKTRIK ENERJISI URETIM VE YATIRIM A.S. And SHAANXI NORTHWEST POWER GENERATION CO.,LTD 30th June, 2014
O&M Technical Service Contract O&M 技术服务合同 Party A:ICDAS ELEKTRIK ENERJISI URETIM VE YATIRIM A.S. (ICDAS) 甲方:ICDAS ELEKTRIK ENERJISI URETIM VE YATIRIM A.S. (ICDAS) Party B: SHAANXI NORTHWEST POWER GENERATION CO.,LTD (CONTRACTOR) 乙方:####股份有限公司(承包方) According to ICDAS requirement, CONTRACTOR organized the following operation persons as ICDAS’ employees, under the administration and management of ICDAS, to be working in ICDAS BEKIRLI #2 600MW power plant. 根据ICDAS的要求,承包方组织下列运行人员,作为ICDAS的雇佣人员,在ICDAS BEKIRKI #2 600MW电厂工作,接受ICDAS的监督和管理。 1. Person and Position List 1. 人员和职位列表
切削力计算
一切削力的来源,切削合力及其分解,切削功率 研究切削力,对进一步弄清切削机理,对计算功率消耗,对刀具、机床、夹具的设计,对制定合理的切削用量,优化刀具几何参数等,都具有非常重要的意义。金属切削时,刀具切入工件,使被加工材料发生变形并成为切屑所需的力,称为切削力。切削力来源于三个方面: 克服被加工材料对弹性变形的抗力; 克服被加工材料对塑性变形的抗力; 克服切屑对前刀面的摩擦力和刀具后刀面对过渡表面与已加工表面之间的摩擦力。 切削力的来源 上述各力的总和形成作用在刀具上的合力Fr(国标为F)。为了实际应用,Fr可分解为相互垂直的Fx(国标为Ff)、Fy(国标为Fp)和Fz(国标为Fc)三个分力。在车削时: Fz——切削力或切向力。它切于过渡表面并与基面垂直。Fz是计算车刀强度,设计机床零件,确定机床功率所必需的。 Fx——进给力、轴向力或走刀力。它是处于基面内并与工件轴线平行与走刀方向相反的力。Fx是设计走刀机构,计算车刀进给功率所必需的。 Fy——切深抗力、或背向力、径向力、吃刀力。它是处于基面内并与工件轴线垂直的力。Fy用来确定与工件加工精度有关的工件挠度,计算机床零件和车刀强度。它与工件在切削过程中产生的振动有关。 切削力的合力和分力 消耗在切削过程中的功率称为切削功率Pm(国标为Po)。切削功率为力Fz和Fx 所消耗的功率之和,因Fy方向没有位移,所以不消耗功率。于是 Pm=(FzV+Fxnwf/1000)×10-3 其中:Pm—切削功率(KW); Fz—切削力(N); V—切削速度(m/s); Fx—进给力(N); nw—工件转速(r/s); f—进给量(mm/s)。
夹具、刀具的选择及切削用量的确定
夹具、刀具的选择及切削用量的确定 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 一、夹具的选择、工件装夹方法的确定 1.夹具的选择 数控加工对夹具主要有两大要求:一是夹具应具有足够的精度和刚度;二是夹具应有可靠的定位基准。选用夹具时,通常考虑以下几点: 1)尽量选用可调整夹具、组合夹具及其它通用夹具,避免采用专用夹具,以缩短生产准备时间。 2)在成批生产时才考虑采用专用夹具,并力求结构简单。 3)装卸工件要迅速方便,以减少机床的停机时间。 4)夹具在机床上安装要准确可靠,以保证工件在正确的位置上加工。 2.夹具的类型 数控车床上的夹具主要有两类:一类用于盘类或短轴类零件,工件毛坯装夹在带可调卡爪的卡盘(三爪、四爪)中,由卡盘传动旋转;另一类用于轴类零件,毛坯装在主轴顶尖和尾架顶尖间,工件由主轴上的拨动卡盘传动旋转。 数控铣床上的夹具,一般安装在工作台上,其形式根据被加工工件的特点可多种多样。如:通用台虎钳、数控分度转台等。
3.零件的安装品质新空间 数控机床上零件的安装方法与普通机床一样,要合理选择定位基准和夹紧方案,注意以下两点: 1)力求设计、工艺与编程计算的基准统一,这样有利于编程时数值计算的简便性和精确性。2)尽量减少装夹次数,尽可能在一次定位装夹后,加工出全部待加工表面。 二、刀具的选择及对刀点、换刀点的设置 1.刀具的选择 与普通机床加工方法相比,数控加工对刀具提出了更高的要求,不仅需要刚性好、精度高,而且要求尺寸稳定,耐用度高,断屑和排屑性能好;同时要求安装调整方便,这样来满足数控机床高效率的要求。数控机床上所选用的刀具常采用适应高速切削的刀具材料(如高速钢、超细粒度硬质合金)并使用可转位刀片。(1)车削用刀具及其选择数控车削常用的车刀一般分尖形车刀、圆弧形车刀以及成型车刀三类。 1)尖形车刀尖形车刀是以直线形切削刃为特征的车刀。这类车刀的刀尖由直线形的主副切削刃构成,如90°内外圆车刀、左右端面车刀、切槽(切断)车刀及刀尖倒棱很小的各种外圆和内孔车刀。 尖形车刀几何参数(主要是几何角度)的选择方法与普通车削时基本相同,但应结合数控加工的特点(如加工路线、加工干涉等)进行全面的考虑,并应兼顾刀尖本身的强度。2)圆弧形车刀圆弧形车刀是以一圆度或线轮廓度误差很小的圆弧形切削刃为特征的车刀。该车刀圆弧刃每一点都是圆弧形车刀的刀尖,应此,刀位点不在圆弧上,而在该圆弧的圆心上。 圆弧形车刀可以用于车削内外表面,特别适合于车削各种光滑连接(凹形)的成型面。选择车刀圆弧半径时应考虑两点:一是车刀切削刃的圆弧半径应小于或等于零件凹形轮廓上
切削用量的合理选择
切削用量的合理选择 切削用量不仅是在机床调整前必须确定的重要参数,而且其数值合理与否对加工质量、加工效率、生产成本等有着非常重要的影响。在确定了刀具几何参数后,还需选定合理的切削用量参数才能进行切削加工。所谓“合理的”切削用量是指充分利用刀具切削性能和机床动力性能(功率、转矩),在保证质量的前提下,获得高的生产率和低的加工成本的切削用量。选择合理的切削用量时,必须考虑合理的刀具寿命。 切削用量的选择原则 切削用量与刀具使用寿命有密切关系。在制定切削用量时,应首先选择合理的刀具使用寿命,而合理的刀具使用寿命则应根据优化的目标而定。一般分最高生产率刀具使用寿命和最低成本刀具使用寿命两种,前者根据单件工时最少的目标确定,后者根据工序成本最低的目标确定。 粗车切削用量的选择 对于粗加工,在保证刀具一定使用寿命前提下,要尽可能提高在单位时间内的金属切除量。在切削加工中,金属切除率与切削用量三要素绝保持线性关系,即其中任一参数增大一倍。都可使生产率提高一倍。然而由于刀具使用寿命的制约,当任一参数增大时,其他二参数必须减少。因此,在制定切削用量时,三要素的最佳组合,此时的高生产率才是合理的。由刀具寿命经验公式知,切削用量各因素对刀具使用寿命的影响程度不同,切削速度对使用寿命的影响最大,进给量次之,被吃刀量影响最小。所以在选择粗加工切削用量时,当确定刀具使用寿命合理数值后,应首先考虑增大被吃刀量,其次增大进给量,然后根据使用寿命、被吃刀量和进给量的值计算出切削速度,这样既能保持刀具使用寿命,发挥刀具切削性能,又能减少切削时间,提高生产率。被吃刀量应根据加工余量和加工系统的刚性确定。 精加工切削用量的选择 选择精加工或半精加工切削用量的原则是在保证加工质量的前提下,兼顾必要的生产率。进给量根据工件表面粗糙度的要求来确定。精加工时的切削速度应避开积屑瘤区,一般硬质合金车刀采用高速切削。 大件精加工时,为保证至少完成一次走刀,避免在切削时中途换刀,刀具使用寿命应按零件精度和表面粗糙度来确定。 切削用量制定 目前许多工厂是通过切削用量手册、
(完整版)某电厂维护技术协议范本
某公司 2×660MW发电机组检修维护项目 (2016年) 技术要求
第一部分工作内容和维护范围 一、检修维护范围划分 某公司#3、#4机组锅炉及其辅机、汽轮发电机及其辅机、电气一次、化学水系统、中水系统、燃料系统(含采制样设备)、除灰系统、脱硝系统(含氨区设备系统)等的C级、D级检修、抢修、临停消缺和日常维护等工作。各检修维护范围内容及界限详见“第三条”,解释权归甲方。 生产厂区(不含取水口、储灰场等外围设施)范围内甲方其它标段(消防、起重机械、电梯、空调、土建)管辖范围外设施(即各主标段漏列的)均在此合同内。 机组C级检修工期由甲方书面通知为准。 二、主要工作内容 一、除特别说明不在合同范围内项目和工作外,各范围内设备系统的所有保养、维修、C级、D级检修、抢修、临检、系统或单体设备大修(如变压器)、改进性修理、乙方责任造成的带压堵漏,单项200个工日以内的技改、设备治理、技术监控、安评整改项目、试验、检测、刷漆、特种防腐(如衬胶)、设备、管道或设施整体防腐和刷漆、保温、脚手架等生产工作均在合同范围内。技改项目包含“技措项目”、“安措项目”,具体界定以甲方有关文件规定为准。 A 特别说明合同范围外项目和工作: 1.A级大修和单项200个工日以上的技改项目(B级检修由双方协商确定)。 设备系统的定期和修前清理工作在合同范围内。如原煤仓、曝气塔、脱水仓、所有塔、箱、罐、高效浓缩机、灰库给料机、灰管线、入厂煤采样机、输煤系统碎煤机等需要定期清理设备的煤、淤泥、油泥、渣、灰等杂物清理。乙方清理出的杂物按甲方要求运至指定地点。
刮泥、排泥设备操作由甲方负责,不在合同范围内。 土建技改项目不论工日多少均属合同外项目,对建构筑物的打洞、修补均属合同外项目,乙方提供脚手架便利等配合工作。 2.甲方另行外委专业公司负责的消防、起重机械、电梯、空调项目。 3.甲方另行外委的“煤场管理委托合同”“煤沟掺配煤管理合同”“除灰及灰场管理合同”、“取水口维护合同”、“生产试验楼、输煤综合楼维护合同”范围内容不在本合同内。 4. 由甲方检修维护热控和电气二次所用的电、光缆敷设、盘柜拆除搬运安装、电缆防火等属合同内范围,具体界限若无特殊说明以甲方“设备划分标准”为准。(另附)5.全厂建构筑物(见附件)附属水电暖通和外部管道在合同范围内;附属于机务、电气、水电暖通等专业的土方开挖、回填在合同范围内。 6.带压堵漏原则上属甲方另行外委项目,但由于乙方责任造成的带压堵漏由乙方负责。带压堵漏的所有配合工作如:搭脚手架、采取的有关临时措施(如:照明等)、使用相应的工具(如:电焊机、氧气、乙炔等)、办理工作票等均在本合同范围内。 7.甲方外委厂家或专业公司实施的技术服务、咨询、修理、技改、清洗、校验、试验工作等项目(但A、B、C级检修等所有外委项目的配合工作在合同范围内)。 以上第2项、第3项甲方另行委托项目,工作具体界限以甲方上述项目合同内容为准。 A、B、C级检修等其他外委项目的工作具体界限,以甲方‘外委合同’内容或甲方确定为准。 B 合同范围内工作内容包括但不限于下列内容: 1、检修维护范围内的设备、系统的日常维护、设备巡视(指点检、数据收集、录入、发现问题及时汇报)、保养及定期检查试验工作。 2、检修维护范围内各种运行工况下设备(系统)的缺陷消除、检修维护、抢修、C级
完整版二期CEMS系统设备维护技术协议
期CEMS系统设备维护技术协议
2014 年月日
1. 二期CEMS^统设备的基本情况: 本系统由北京雪迪龙自动控制系统有限公司提供,用于华能(脱硫系统烟气排放连续监测。 CEMSffl点分布如下: 3#机组CEM分析小屋(2套分析仪表): FGD入口原烟气S02、02、粉尘浓度 FGD出口净烟气S02、02 粉尘浓度 4#机组CEM分析小屋(2套分析仪表): FGD A口原烟气S02、02 粉尘浓度 FGD出口净烟气S02、02 粉尘浓度 二期环保CEM分析小屋(2套分析仪表): S02 、NC K、02粉尘浓度、流量 二氧化碳表一台和水份仪一台 增加3#机组、4#机组临时烟囱出口CEMS各一套 3#机组、4#机组临时烟囱CEM分析小屋(各一套分析仪表) 3#机组临时烟囱出口S02 02 N0X C0粉尘浓度 4#机组临时烟囱出口S02 02 N0X C0粉尘浓度 CEMS分析小屋4个、#3机组、#4机组、屋内配置ULTRAMAT2红外线气体分析仪、气体预处理单元、数据采集(PLC与数据处理(计算机主机等)系统,同时每个小屋配置一台挂壁式空调(非出场配置,为工艺需求所添加),保证小屋 内一定温度;ULTRAMAT2红外线分析仪6套,#3与#4CEMS、屋各2套,分别监测FGD入口与出口的S02 02含量,二期环保CEMSb屋两套;3#机组、4#机组临时烟囱CEM分析小屋2套分别监测临时烟囱出口S02 02 NOX CO测尘仪共6套,分别测量#3与#4机组FGD入口和#3与#4机组临时烟囱出口和烟道出口烟气的粉尘含量。 其中: 测量参数(S02 02可以为脱硫系统提供工艺控制参数及计算机脱硫效率。 烟气测试(S02 NC K、02粉尘浓度、流量、温度、压力)参数用于环保排放监测,其中气体组分(S02 NC K、02)采用一拖一方式。即在入烟囱前的烟道上安装气体采样探头和采样管线,输送至分析机柜进行监测分析。
车削用量的合理选择及其意义
车削用量的合理选择及其意义 摘要:车削加工,是金属切削的基础加工。对其切削用量进行合理的选择,将能充分发挥机床和刀具的性能,对产品的加工质量、效率、成本与安全具有重要作用。要合理的选择车削用量,必须对金属切削过程的现象和基本规律,工件材料的切削加工性,切削机床、刀具、夹具、切削液等切削条件,工件的加工技术要求,以及安全操作技术等等,进行深入而认真的理解与灵活运用。 关键词:车削用量意义选择 一、前言 车削加工,是金属切削加工的基础。在分析金属切削过程中的切削变形、切屑形成、切削力、切削热、切屑瘤、刀具磨损与刀具耐用度、冷却与润滑、表面质量等等的定性定量参数时,也都是以车削为基础阐述的。车削用量的合理选用与否,不仅对车削加工的质量、效率、加工成本、刀具磨损与刀具耐用度产生影响,而且也对钻削、镗削、铰削、拉削、铣削产生影响。只有合理的选择切削用量,才能有效的发挥机床和刀具材料的性能,才能优质、高效、低成本的完成工件的加工。特别是当今,科学技术的飞速发展,对产品的性能要求提高了,许多高性能难切削材料得到了广泛应用。为了使这些难切削材料加工出合格工件,在合理选择刀具材料、刀具几何参数和切削液的同时,合理选择切削用量具也具有重要的意义。 二、车削用量的合理选择与意义 1、意义。 合理选择切削用量,可以充分发挥机床的功率(Km)、机床的运动参数(n、f、Vf)、冷却润滑系统、操作系统的功能,可以充分发挥刀具的硬度、耐磨性、耐热性、强度及刀具的几何参数等切削性能,可以提高产品的加工质量、效率,降低加工成本,确保生产操作安全。 ①质量。切削用量中的切削速度,直接影响切削温度。当切削塑性材料时,切削温度在300℃,切屑瘤的高度最大,由于它的产生、长大、脱落,这一过程不断的循环,影响刀刃的形状不断变化,增大了已加工表面的粗糙度。用一般刀具,如果进给量增大,已加工表面残留面积高度就会增大,也会使已加工表面粗糙度增大。所以,在精车一般钢材时,为了避免切屑瘤的产生,降低工件表面粗糙度,切削速度应小于5m/min,大于100m/min,并选用相宜的进给量,来提高工件表面质量。 ②效率。切削用量三要素(Vc、ap、f)中,任何之一增大一倍,加工时的机动时间将减少一半,其效率就将近提高一倍。但是切削速度不能无限制的提高,它还受到刀具材料的硬度和耐热性及工件材料的导热系数的制约。进给量主要受表面粗糙度要求的制约。 ③成本。只有合理的选择切削用量,才能达到最为经济的加工。若Vc太高,刀具耐用度就要降低,刀具费就要增大,成本就增加了;若Vc太低,效率就低,成本同样会增加。 ④安全。安全是保证生产顺利、正常进行的首要条件。Vc对离心力和切削力的影响很大。Vc高,离心力和切削力就大,如果工件和刀具的刚性差,就会危及安全,因此必须限制Vc。切削深度ap对切削力和夹具的夹紧力有影响。ap增大,要求夹紧力也相应的增大,
主机及辅助系统长期检修维护合同(技术协议
主机及辅助系统长期检修维护合同 技术协议 (2012年度) 甲方:华能国际电力开发公司铜川电厂 乙方:韩城发电检修承运有限责任公司 二〇一二年一月陕西·铜川
目录 1.工程概述 (1) 2.检修维护范围 (4) 3.具体工作 (7) 4.乙方维护部分与甲方维护部分的分界说明 (11) 5.对乙方工作的要求 (23) 6.机械工具的配置 (26) 7.材料 (27) 8.外委机加工及修理 (28) 9.人力资源配置及安排计划 (28) 10.对乙方检修维护工作的要求 (30) 11.工程管理考核办法 (31) 附件一:生产区域保洁范围、标准及考核 (46) 附件二:磨煤机大修范围、标准及考核 (65) 附件三:乙方自备的消耗性材料清单 (73) 附件四:韩城项目部人员配置和组织机构图 (79)
本协议经华能国际电力开发公司铜川电厂(以下简称甲方)与韩城发电检修承运有限责任公司(以下简称乙方)友好协商讨论通过,做为商务合同附件,与商务合同同时执行。 1.工程概述 铜川电厂位于陕西省铜川市耀州区坡头镇,距新区4km,海拔722.5m。装机容量2×600MW,第一台600MW机组于2007年11月8日完成168小时投入商业运营,第二台600MW机组于2007年12月12完成168小时投入商业运营。 厂区属暖温带大陆性季风气候区,为半湿润半干旱易旱地区,四季分明,冬长夏短,雨热同季,温度较低,雨量较多,地区差异明显。夏季主要受来自太平洋的暖湿气团影响,炎热湿润,雨水较多;冬季主要受西伯利亚或蒙古极地大陆气团控制,干燥寒冷,雨雪稀少;春秋两季受两个气团的交替影响,气候多变;夏秋易涝,冬春易旱。年平均气温12.5℃,年平均气压943.8hPa,相对湿度62%,年总降水量540.9mm,蒸发量1964.4mm,年平均风速3.1m/s,主导风向N,出现频率为23%,静风频率不高,为9%。 汽轮机是东方汽轮机有限公司制造的国产引进型、亚临界、一次中间再热、单轴、三缸四排汽、直接空冷凝汽式汽轮机,直接空冷凝汽器布置在主厂房A排外高架平台上,平台高45米,56个冷却段排成8列,
切削参数的选取因素分享
切削参数的选取因素分享 作者:夹具侠 在编程或者加工产品时通常有几个重要的参数:转速、进给、切深,这些参数的选取直接影响着成品。要使刀具达到最佳的切削状态,三个参数需要相互配合。为此上周末夹具侠特别联合了一位资深的工程师,直播分享关于切削参数的选取因素,下面我们就来为大家做一下整合与回顾。 先看结论,转速、进给、切深的影响因素概览如图1。这是经过从加工组成三个主要部分:零件、刀具、机床做具体分析后得出的,我们往下继续看详解。 图1 切削参数的影响因素分析概览图 一、零件 1.零件材料(金属材料)——决定的主要切削参数:线速度Vc(夹具侠) 国际上把金属材料划分了六大类,各材质的加难易程度,如下参考图:
图2 金属材料的加工难易性 P-钢件 M-不锈钢 K-铸铁 N-有色金属 S-高温合金 H-淬火钢 我们衡量零件的切削性能,一个关键指标:零件材质的硬度,如HRC (洛氏硬度)、HB(布氏硬度)。材料硬度高,在保证零件合格的前提下,原则上加工参数尽量低,尤其是线速度Vc。 2.毛坯余量(工艺安排的粗精加工)——决定的主要切削参数:切深Ap 比如车削D100的尺寸,毛坯是D110 ,单边余量5,你如何去分走刀,精加工留多少余量等。 3.零件粗糙度——决定的主要切削参数:进给F 进给量直接决定了零件粗糙度,当然零件粗糙度还和其它很多因素有关,(如Vc,如刀具圆角)。经验公式:Ra=(f*f**50)/re,进给量越大,刀尖圆角越小,获得的表面粗糙度值越大。(夹具侠) 二、刀具 1.刀具材质——决定的主要切削参数:线速度Vc。
图3 刀具材料韧性与硬度 衡量刀具也有两个重要指标:硬度和韧性 硬——决定了切削参数中的线速度Vc,硬度高,Vc相对就高; 韧性——决定了切削参数中的Ap,韧性好(抗冲击),Ap相对就大。 2. 刀具的锋利与否----决定的主要切削参数:切深Ap 锋利——切深Ap 值小,这是因为锋利刀具不耐冲击; 不锋利——切深Ap 值可以增大,这样刀具能抗冲击,适合大的切深Ap。 3.刀具悬深----决定的主要切削参数:切深Ap(夹具侠) 悬的长,震动越大。震动大,零件会出现振纹,刀具容易蹦刃。所以尽量减低切削参数,尤其是切深Ap,切深大,切削抗力大,震动趋势就会加大。 三、机床 1.机床刚性------决定的主要切削参数:切深Ap 2.机床功率 车削来说:
切削参数的选择(精)
切削参数选择原则: 切削用量不仅是在机床调整前必须确定的重要参数,而且其数值合理与否对加工质量、加工效率、生产成本等有着非常重要的影响。所谓“ 合理的” 切削用量是指充分利用刀具切削性能和机床动力性能 (功率、扭矩 ,在保证质量的前提下,获得高的生产率和低的加工成本的切削用量。 一制订切削用量时考虑的因素 切削加工生产率 在切削加工中,金属切除率与切削用量三要素 ap 、 f 、 v 均保持线性关系, 即其中任一参数增大一倍, 都可使生产率提高一倍。然而由于刀具寿命的制约, 当任一参数增大时,其它二参数必须减小。因此,在制订切削用量时,三要素获得最佳组合,此时的高生产率才是合理的。 刀具寿命 切削用量三要素对刀具寿命影响的大小,按顺序为 v 、 f 、 ap 。因此,从保证合理的刀具寿命出发, 在确定切削用量时, 首先应采用尽可能大的背吃刀量; 然后再选用大的进给量;最后求出切削速度。 加工表面粗糙度 精加工时,增大进给量将增大加工表面粗糙度值。因此,它是精加工时抑制生产率提高的主要因素。 二刀具寿命的选择原则 切削用量与刀具寿命有密切关系。在制定切削用量时,应首先选择合理的刀具寿命, 而合理的刀具寿命则应根据优化的目标而定。一般分最高生产率刀具寿命和
最低成本刀具寿命两种,前者根据单件工时最少的目标确定,后者根据工序成本最低的目标确定。选择刀具寿命时可考虑如下几点: 根据刀具复杂程度、制造和磨刀成本来选择。复杂和精度高的刀具寿命应选得比单刃刀具高些。 对于机夹可转位刀具,由于换刀时间短,为了充分发挥其切削性能,提高 生产效率,刀具寿命可选得低些,一般取 15-30min 。 对于装刀、换刀和调刀比较复杂的多刀机床、组合机床与自动化加工刀具, 刀具寿命应选得高些,尤应保证刀具可靠性。 车间内某一工序的生产率限制了整个车间的生产率的提高时,该工序的刀具寿命要选得低些;当某工序单位时间内所分担到的全厂开支 M 较大时,刀具寿命也应选得低些。 大件精加工时,为保证至少完成一次走刀,避免切削时中途换刀,刀具寿命应按零件精度和表面粗糙度来确定。 三切削用量制定的步骤 背吃刀量的选择 进给量的选择 切削速度的确定 校验机床功率 四提高切削用量的途径 采用切削性能更好的新型刀具材料; 在保证工件机械性能的前提下,改善工件材料加工性;
数控车床切削用量的选择
切削用量(a p、f、v)选择是否合理,对于能否充分发挥机床潜力与刀具切削性能,实现优质、高产、低成本和安全操作具有很重要的作用。在2.3.3中对于切削用量选择的总体原则进行了介绍,在这里主要针对车削用量的选择原则进行论述:粗车时,首先考虑选择一个尽可能大的背吃刀量a p,其次选择一个较大的进给量f,最后确定一个合适的切削速度v。增大背吃刀量a p可使走刀次数减少,增大进给量f有利于断屑,因此根据以上原则选择粗车切削用量对于提高生产效率,减少刀具消耗,降低加工成本是有利的。精车时,加工精度和表面粗糙度要求较高,加工余量不大且较均匀,因此选择精车切削用量时,应着重考虑如何保证加工质量,并在此基础上尽量提高生产率。因此精车时应选用较小(但不太小)的背吃刀量a p和进给量f,并选用切削性能高的刀具材料和合理的几何参数,以尽可能提高切削速度v。 1.背吃刀量a p的确定在工艺系统刚度和机床功率允许的情况下,尽可能选取较大的背吃刀量,以减少进给次数。当零件精度要求较高时,则应考虑留出精车余量,其所留的精车余量一般比普通车削时所留余量小,常取0.1~0.5㎜。 2.进给量f(有些数控机床用进给速度V f)进给量f的选取应该与背吃刀量和主轴转速相适应。在保证工件加工质量的前提下,可以选择较高的进给速度(2000㎜/min以下)。在切断、车削深孔或精车时,应选择较低的进给速度。当刀具空行程特别是远距离“回零”时,可以设定尽量高的进给速度。粗车时,一般取f=0.3~0.8㎜/r,精车时常取f=0.1~0.3㎜/r,切断时f=0.05~0.2㎜/r。 3.主轴转速的确定(1)光车外圆时主轴转速光车外圆时主轴转速应根据零件上被加工部位的直径,并按零件和刀具材料以及加工性质等条件所允许的切削速度来确定。切削速度除了计算和查表选取外,还可以根据实践经验确定。需要注意的是,交流变频调速的数控车床低速输出力矩小,因而切削速度不能太低。切削速度确定后,用公式n =1000 v c/πd 计算主轴转速n(r/min)。表5-9为硬质合金外圆车刀切削速度的参考值。如何确定加工时的切削速度,除了可参考表5-6列出的数值外,主要根据实践经验进行确定。表5-6硬质合金外圆车刀切削速度的参考值
数控铣床切削用量的选择 如何选择切削用量
数控铣床切削用量的选择如何选择切削用量 在数控机床上加工零件时,切削用量都预先编入程序中,在正常加工情况下,人工不予改变。只有在试加工或出现异常情况时.才通过速率调节旋钮或电手轮调整切削用量。因此程序中选用的切削用量应是最佳的、合理的切削用量。只有这样才能提高数控机床的加工精度、刀具寿命和生产率,降低加工成本。 影响切削用量的因素有: 机床切削用量的选择必须在机床主传动功率、进给传动功率以及主轴转速范围、进给速度范围之内。机床—刀具—工件系统的刚性是限制切削用量的重要因素。切削用量的选择应使机床—刀具—工件系统不发生较大的“振颤”。如果机床的热稳定性好,热变形小,可适当加大切削用量。 刀具刀具材料是影响切削用量的重要因素。表6-2是常用刀具材料的性能比较。 数控机床所用的刀具多采用可转位刀片(机夹刀片)并具有一定的寿命。机夹刀片的材料和形状尺寸必须与程序中的切削速度和进给量相适应并存入刀具参数中去。标准刀片的参数请参阅有关手册及产品样本。 表6-2 常用刀具材料的性能比较 刀具材料切削速度耐磨性硬度硬度随温度变化高速钢最低最差最低最大 硬质合金低差低大 陶瓷刀片中中中中 金刚石高好高小 工件不同的工件材料要采用与之适应的刀具材料、刀片类型,要注意到可切削性。可切削性良好的标志是,在高速切削下有效地形成切屑,同时具有较小的刀具磨损和较好的表面加工质量。较高的切削速度、较小的背吃刀量和进给量,可以获得较好的表面粗糙度。合理的恒切削速度、较小的背吃刀量和进给量可以得到较高的加工精度。 冷却液冷却液同时具有冷却和润滑作用。带走切削过程产生的切削热,降低工件、刀具、夹具和机床的温升,减少刀具与工件的摩擦和磨损,提高刀具寿命和工件表面加工质量。使用冷却液后,通常可以提高切削用量。冷却液必须定期更换,以防因其老化而腐蚀机床导轨或其他零件,特别是水溶性冷却液。 以上讲述了机床、刀具、工件、冷却液对切削用量的影响。切削用量的选择原则参考2.3.3和4.2.2的内容,下面主要论述铣削加工的切削用量选择原则。 铣削加工的切削用量包括:切削速度、进给速度、背吃刀量和侧吃刀量。从刀具耐用度出发,切削用量的选择方法是:先选择背吃刀量或侧吃刀量,其次选择进给速度,最后确定切削速度。 1.背吃刀量a p或侧吃刀量a e 背吃刀量a p为平行于铣刀轴线测量的切削层尺寸,单位为㎜。端铣时,a p为切削层深度;而圆周铣削时,为被加工表面的宽度。侧吃刀量a e为垂直于铣刀轴线测量的切削层尺寸,单位为㎜。端铣时,a e为被加工表面宽度;而圆周铣削时,a e为切削层深度,见图6-29。 图6-29 铣削加工的切削用量