3M 9448HK spec

Technical Data Sheet
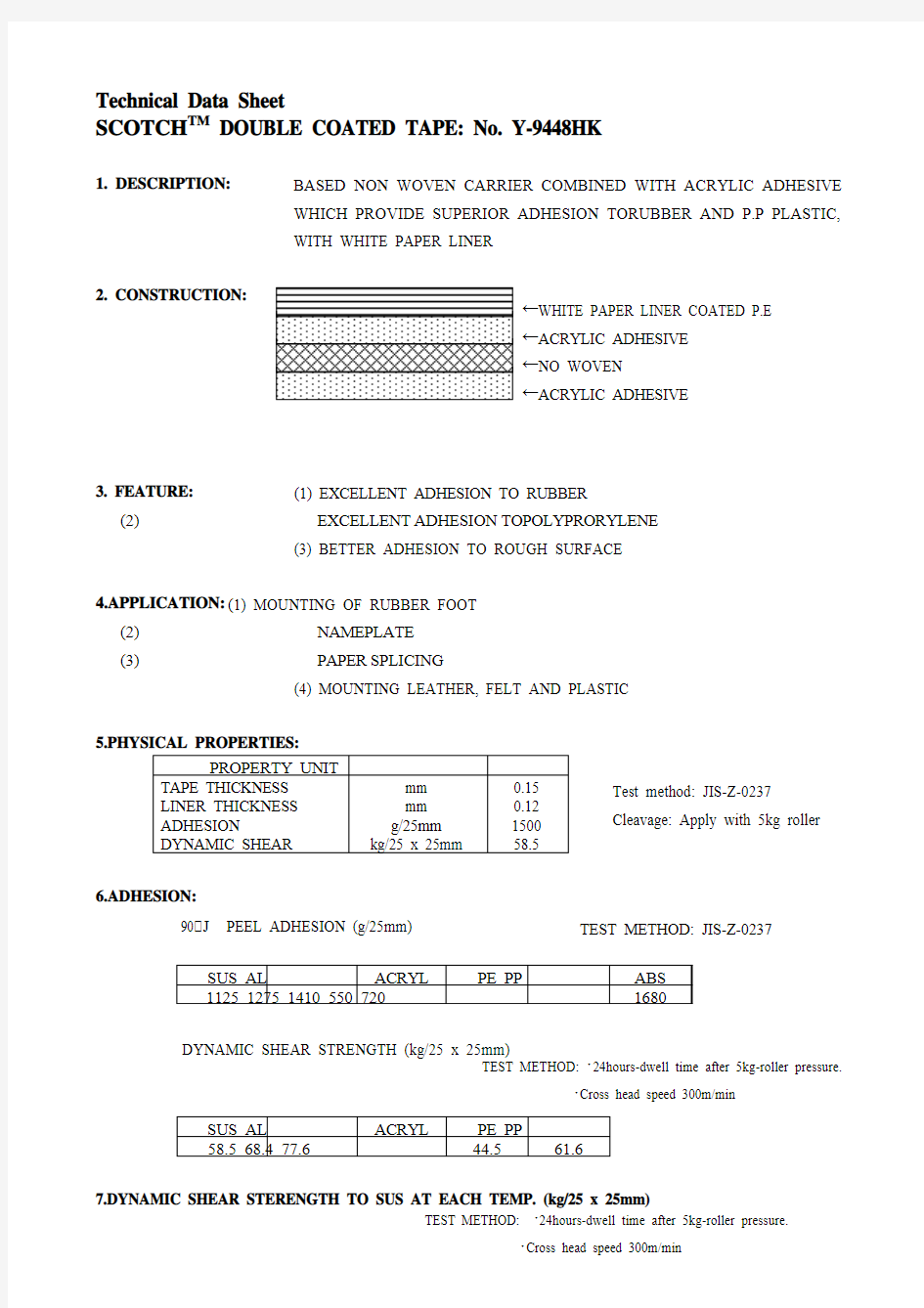
SCOTCH TM DOUBLE COATED TAPE: No. Y-9448HK
1. DESCRIPTION: BASED NON WOVEN CARRIER COMBINED WITH ACRYLIC ADHESIVE
WHICH PROVIDE SUPERIOR ADHESION TORUBBER AND P.P PLASTIC,
WITH WHITE PAPER LINER
2. CONSTRUCTION:
3. FEATURE:
(1) EXCELLENT ADHESION TO RUBBER (2) EXCELLENT ADHESION TOPOLYPRORYLENE
(3) BETTER ADHESION TO ROUGH SURFACE
4.APPLICATION: (1) MOUNTING OF RUBBER FOOT
(2) NAMEPLATE
(3) PAPER SPLICING
(4) MOUNTING LEATHER, FELT AND PLASTIC
5.PHYSICAL PROPERTIES: PROPERTY UNIT
TAPE THICKNESS LINER THICKNESS ADHESION DYNAMIC SHEAR mm mm g/25mm kg/25 x 25mm 0.15 0.12 1500
58.5
6.ADHESION:
90¢J PEEL ADHESION (g/25mm)
SUS AL ACRYL PE PP ABS
1125 1275 1410 550 720 1680
DYNAMIC SHEAR STRENGTH (kg/25 x 25mm)
SUS AL ACRYL PE PP 58.5 68.4 77.6
44.5 61.6
7.DYNAMIC SHEAR STERENGTH TO SUS AT EACH TEMP. (kg/25 x 25mm)
←WHITE PAPER LINER COATED P.E ←ACRYLIC ADHESIVE ←ACRYLIC ADHESIVE ←NO WOVEN Test method: JIS-Z-0237 Cleavage: Apply with 5kg roller TEST METHOD: ?24hours-dwell time after 5kg-roller pressure. ?Cross head speed 300m/min
TEST METHOD: ?24hours-dwell time after 5kg-roller pressure.
?Cross head speed 300m/min
TEST METHOD: JIS-Z-0237
5¢J 23¢J 50¢J 75¢J 100¢J
115.6 58.5 27.9 13.5 7.3 8.STATIC SHEAR STRENGTH TO SUS
40¢J 80¢J
34min 9min 9.TACK (mm)
5¢J 23¢J
200 15 TEST METHOD: ? 2kg x 60min/25 x 25mm TEST METHOD: rolling wheel 3Mmethod
手砂轮作业的安全技术要求(正式)
编订:__________________ 单位:__________________ 时间:__________________ 手砂轮作业的安全技术要 求(正式) Standardize The Management Mechanism To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-8745-52 手砂轮作业的安全技术要求(正式) 使用备注:本文档可用在日常工作场景,通过对管理机制、管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 1 目的 手持砂轮机就是手握气动或电动打磨机,由于砂轮片转速高,振动大。用手握持,稳定性较差,操作和掌握不当,易导致意外事故。为此,特制定此标准,以防作业时造成伤害。 2 适用范围 依据公司生产特点,选用气动或电动手持砂轮机,和与之匹配的砂轮片。 3 定义 无 4 标准内容 4.1砂轮机使用安全须知 4.1.1使用手持气动砂轮机时,空气压力最大不超8.0kg/cm2;不同规格的砂轮片不得混用;
4.1.2使用手持电动砂轮机时,砂轮机必须有漏电保护装置,以及双重绝缘保护装置。 4.1.2打磨机上不要直接使用快速接头(使用气动砂轮机); 4.1.3若不使用打磨机,更换配件或进行维修时,要关气源并将打磨机气管接头拔掉; 4.1.4操作或更换配件时,应戴上护目镜或护脸装置,以免工作时产生异物伤害; (1)作业时,不要戴手饰、围巾、领带,穿宽松衣服,身体与工件要保持一定距离; (2)非专业人员不得擅自拆卸修理,或更换其它供应商零配件; (3)应避免手或身体任何部位接触打磨机转动部分,作业时要佩戴手套、耳塞、防尘口罩; (4)不得将过长的气管滞留在通道或工作区域; 4.2 作业安全基准 4.2.1 使用前应检查气管、接头等是否正常,砂轮片有无外伤、裂痕。压盘盖是否压紧牢固,然后空
气动工具行业十大品牌
气动工具行业十大品牌 刚入气动行业的人都会问,气动工具哪个牌子比较好?下面小编给你一一列举气动工具行业的十大品牌。 1. 巨霸气动工具 巨霸集团成立于1969。以专业知识,生产和销售各种空气压缩机;气动工具;压力容器;相关配件和零部件供应全球132多个国家。 2.英格索兰气动工具 英格索兰气动冲击扳手是汽车机械师和车队的赛车的专业品牌选择,100多年以来的世界级别设计,比起竞争对手规格更小巧的尺寸以及更大的功率,专业设计以使工作更简单,更高的生产力,更容易使用。 3.霹雳马气动工具 于1975年台湾,专注于套筒/凿刀/刀杆研发制造的企业,具有较高声誉的气动工具品牌,台湾矶鑫工业股份有限公司。 4.东空气动工具 创于1937年日本,世界著名品牌,享誉全球的气动工具品牌,领先的气动工具解决方案提供商,日本东空集团公司。 5.阿特拉斯气动工具 创于1873年瑞典,世界领先的工业生产解决方案提供商,世界知名品牌,阿特拉斯·科普柯(中国)投资有限公司。 6.荣鹏气动工具 中国驰名商标,浙江省著名商标,浙江名牌,高新技术企业,气动工具国家标准起草单位,浙江荣鹏气动工具有限公司。
7.库柏气动工具 创于1833年美国,世界领先的电气设备及五金工具制造商,大型跨国企业,行业领先品牌,库柏(中国)投资有限公司。 8.丰立气动工具 浙江省名牌产品,浙江省著名商标,国家级高新技术企业,国内气动工具行业领先企业,浙江丰立机电有限公司。 9.费斯托气动工具 创立于1925年德国,世界领先的自动化技术供应商,中国气动行业领先企业,大型跨国企业,费斯托(中国)有限公司。 10.威尔美特气动工具 创立于1978年台湾,专注气动扳手的高品质制造,35年倾力打造的品牌,一直以品质领先,服务至上为原则,以品牌认同赢得消费者好评。 有哪些品牌的气动打磨工具值得我们向广大用户推荐呢?让我们来列举一些:巨霸PUMA气动打磨机、台湾博士dr气动抛光光机、黑牛气动打磨工具、锐马气动研磨机、霹雳马气动抛光机。还有最具竞争力的台湾威尔美特的气动扳手,这些都是进口气动工具,质量可靠并且价格也合理。
金属抛光加工成本管控
金属抛光加工成本管控 1.成本构成 1.1.本文金属抛光加工主要为机械金属抛光,设备主要为电动打磨机、气动打磨机、立柱式抛光 机、Lapping机等,主要耗材为砂纸、打磨片、抛光轮等,此类型金属抛光加工成本主要为:消耗用品(36%)、人力费用(32%)、折旧费(19%)、动力费用(5%)等,各细项费用占比分布如下图(图一): 7 1.2.如上图:金属抛光加工最大的成本项目为消耗用品,实际生产过程中,如果产品工艺有要求, 金属抛光的耗材成本甚至高于CNC加工刀具成本。而抛光后耗材因为含有金属粉尘,所以必须当做危险废物处理,导致环境保护费占总比2.5%。 1.3.人力成本包含底薪、加班和其它费用(约9%),如社保、住房公积金、奖金、津贴等。 1.4.消耗用品属于变动费用,与产品工艺要求相关,金属抛光加工作业中的主要耗材为打磨片、抛 光轮,湿式抛光还有抛光液、研磨液等。 2.成本管控
2.1.耗材成本 金属抛光的主要耗材为抛光轮、打磨片、砂纸和抛光液(含研磨液、抛光液、磨销液等),标准金属抛光注1耗材成本占总成本36%(图一)。现将耗材成本管控方案归纳如下: 2.1.1.开发多家供货商。多家供货商不仅有利于成本控制,也方便供应链管理。同时 可以通过竞争使供货商生产出更优秀的产品。富士康抛光液有一部份采取自制,由内部配比,甚至由于工艺简单,一部份人在外面办厂做起富士康的供货商。 2.1.2.打磨片开粗使用。一般打磨片使用过程中由于粉尘堵塞砂纸,使打磨片寿命减 少。ipad mini最初有高光面制程,它所使用的抛光皮有效厚度只有1.5mm左右,当它打磨6片产品后已经不能使用,但是如果用一块300#的打磨片对钝 化的抛光皮打磨一下,这块抛光皮寿命会提升一倍,如此开粗一片抛光皮至少 可以循环2一块抛光皮的成本一下降低了三分之二,实际这款抛光皮购买成本约32RMB,而其标准用量为1:6,开粗使用后成本由5.3下降到1.8. 2.1. 3.优化制程参数,减少损耗。机器打磨一般采用旋转原理,所以机器的转速和加 工时垂直方向压力都会影响打磨片的寿命。某产品打磨大平面时,主轴转速 6000r/秒,打磨片与产品用量比例1:7,如果主轴转速调整为10000r/秒,打 磨片与产品用量比为1:5,考虑整体线平衡周期时间,主轴转速根本不需要为 10000r/秒。过快的转速容易使泡棉类打磨片发生“爆裂”,耗材损坏根本不是因为达到正常寿命。 2.1.4.抛光液过滤回收使用。抛光液过滤系统目前了解有两种,第一种是在机器加工 槽内部建过滤装置,第二种是在车间建立过滤池过滤。需要注意的是,抛光液
风电叶片机加工工艺
1 机加工工艺流程 (1) 2 根部缠绕 (2) 2.1叶片摆放 (2) 2.2根部前后缘切割 (2) 2.3根部前后缘修整 (2) 2.4根部缠绕 (3) 2.5根部固化 (3) 3 前后缘切割 (4) 4 打磨叶片表面 (4) 5 前后缘修整 (4) 5.1前缘外部修整及前缘外补强 (5) 5.2后缘外部修整及后缘外补强 (6) 5.3检验标准 (7) 6 打孔 (7) 6.1叶片的摆放 (7) 6.2法兰面粗切割 (7) 6.3打孔 (7) 6.4安装螺栓螺母 (7) 7 零度标识 (8) 7.1测量原理 (8) 7.2测量方法 (8) 8 排水孔制作 (8) 机加工标准工艺 1 机加工工艺流程
根部缠绕 表面打磨 前后缘切割 前后缘外补强 前后缘修整 法兰面切割打孔 安装螺栓螺母 横向螺母孔封口铺层 零刻度位置测量并标记 2 根部缠绕 2.1 叶片摆放 将铺层车间运至机加工车间的叶片水平放置在支架上,SS面朝上。支架位置为R1.2,R13.25,R26.75三处,支架支撑轮廓必须与叶片相应位置的外轮廓相贴合。 2.2 根部前后缘切割 对于根部,理论上合模之后,PS面和SS面前缘应该完全重合,切割时应该从边缘上厚度突变的地方割下。但是实际合模时,上下两个面有错位,因此应按照图2,使用电动切割机对前后缘R-0.05~R1.2范围进行粗切割,并为后续精细修整留出约10mm余量。 粗切割后,进行精切割。用手感觉PS和SS面接缝处,感觉是否有错位。如没有台阶,直接按照接两面的拐角切割;如有台阶,应该将台阶留下,按照最外面的一个拐角切割。 SS面 PS面 图2-前后缘粗切割 2.3 根部前后缘修整 完成切割后,撕掉根部脱模布。如叶片的PS面和SS面有错位,使用气动打磨机将前后缘打磨圆滑,并将台阶内表面打磨粗糙。扫去前缘上灰尘,用带粘性的纱布将其清理干净,在错位台阶内填入快配方胶粘剂,如图3。待胶粘剂固化之后,用80目打磨片将前缘打磨圆滑。如两面没有错位,直接将前后缘打磨圆滑。
气动打磨机原理 气动打磨机使用方法
气动打磨机原理气动打磨机使用方法 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 气动打磨机就是专门使用来对多种材料的物品进行打磨的工具,能够很好地将这些材料的产品的一些毛边给去掉,更契合用户的需要,因而深受群众的喜爱。气动打磨机原理是什么?气动打磨机使用方法又是什么? 气动打磨机原理 气动打磨机顾名思义就是打磨机通过连接打气机的方式实现提供气动能力实现机器持续运转。当然这里指的是抛光、打磨用途使用的气动打磨机。这一类的气动打磨机一般需要配合其他研磨材料进行工作,打磨机本身是没有研磨能力的,需要在打磨机研磨表面链接研磨材料,通常情况下是选用砂纸,其他也有可能会选择工业擦拭百洁布等,使其能够具有超强的研磨能力,连接机器使用的打磨机在研磨过程中就没有那么容易疲劳,可以超高效运转。而气动打磨机操作过程中研磨能力的强慢主要取决于两个因素,一个是打磨机的振动转速,另一个则是砂纸的粒度。 气动打磨机采用人体工学设计,工作便利不疲劳,小而轻盈,整体偏心轴转速平稳,高转速,震动低,工作效率高;气动打磨机的气缸经过了耐磨硬膜表面处理,使用寿命更长,噪音低,中央吸尘型,增加专利的导流功能,可发挥强力吸尘能力而不会造成粉尘飞散,不会堵塞吸尘管。
气动打磨机原拆卸置,体积小,转速高,噪音低,震动小,为零件供给强力的动力。更有各部位吸尘设计,能有效的削减打磨过程中产生的尘埃。威马气动打磨机合用于铁艺、木匠、塑料业概况处置,汽车钣金涂装工作,船舶、航空、铝材、模具业材料毛边去除及各类研磨工作。 气动打磨机使用方法 1、在使用气动打磨机之前,要事先仔仔细细的检查一遍打磨机的各个方面零部件是不是完好无缺的,看看是否有松动的地方。之后再检查一下砂轮片是不是有损坏的地方或者是有受潮的现象,之后再将砂轮片安装上去,并且要安装的十分的牢固。 2、电源插座必须要安装有漏电开关装置,而且还有仔细检查电源线是不是有破损的地方。在插好电源之后,不能直接开始工作,而是要事先开机运转一下,看看打磨片的运行是不是正常的。此外要需要请专门的人员来进行对碳刷的检查以及更换工作。再确认没有异常之后就可以开始工作了。 3、在气动打磨机运作的时候,它的磨切的方向是严禁对着任何的人或者是易燃易爆的物品。以免发生危险。在机器工作的时候,周围的场地时要保持干净。要按照说明要求,正确的操作机械。在打磨时,力道要均匀,当出现卡阻的时候,要立即将打磨机提起来。气动打磨机在使用时间过长的时候,机器的温度会上升,当出现有烫手的情况,就不能继续运作。以免损坏机器。 气动打磨机使用注意事项 1、严禁使用非专业工具对砂轮进行敲打。 2、要定期对气动打磨机进行清洁,还要保持机器与通风孔以及其转动时候的顺畅。 3、要定期检查气动打磨机上面的各个零部件是不是完好无缺的,并且要定期对所有需要转动的部位注入润滑油。