表面符号及公差标注
1.工作物經過各種加工製造後,表面形成精粗不等的情形稱為表面粗糙度,表面粗糙
度單位為μm( 1 μm= 0.001 mm = 10-6 mm )
2.粗糙度種類:(R a、R z、R max)
?R a(中心線平均粗糙度):在表面輪廓曲線擷取某一測量長度(基準長度),將範圍內上下面相加除以基準長度即能得到
?R z(十點平均粗糙度):基準長度內表面輪廓曲線之第三高峰與第三低谷的和稱之
?R max(最大粗糙度):基準長度內表面輪廓曲線之最高峰與最低谷的和稱之?中國國家標準(CNS)係採用中心線平均粗糙度,其粗糙度數字後不加a。但若為十點平均粗糙度,則粗糙度數字後需加z;最大粗糙度,則粗糙度數字後需加s
?三者關係:4R a = R z =R max
3.表面粗度值
?超光面:加工表面光滑如鏡面(範圍 0.01a ~0.16a)
?精切面:幾乎福法以觸覺或視覺分辨加工表面稱之(範圍 0.25a ~1.6a)
?細切面:加工之表面用手觸摸似甚光滑,但仍能由視覺分辨其刀痕(範圍 2.0a ~6.3a)
?粗切面:表面可由視覺及觸覺分辨殘留之刀痕(範圍 8.0a ~25a)
?光胚面:一般鑄造、鍛造、壓鑄、輥軋、氣焰、電弧切割等無血加工所得之表面(範圍 32a ~125a)
4.粗糙度等級(在數字前加N,一共分為12級)
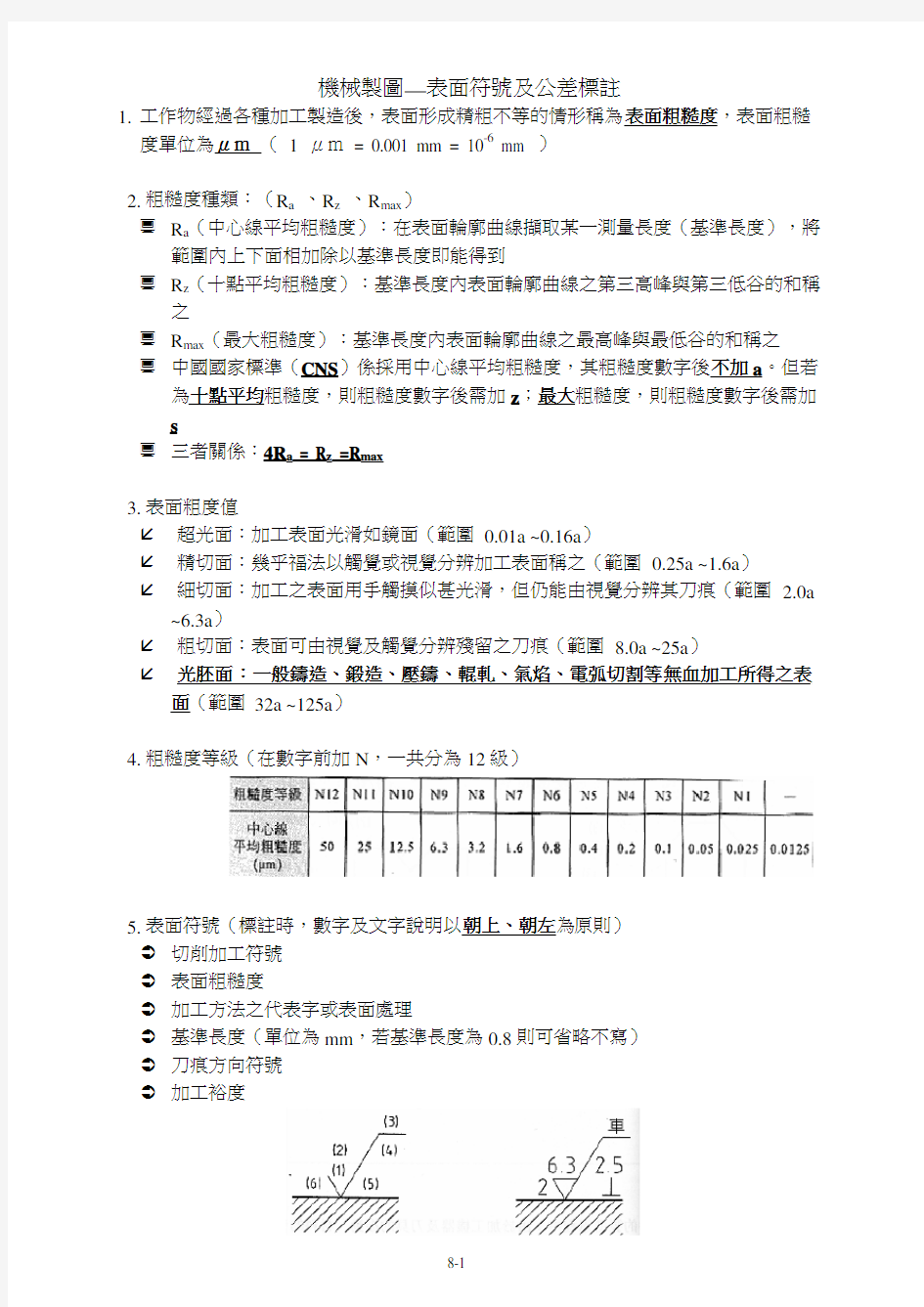
5.表面符號(標註時,數字及文字說明以朝上、朝左為原則)
?切削加工符號
?表面粗糙度
?加工方法之代表字或表面處理
?基準長度(單位為mm,若基準長度為0.8則可省略不寫)
?刀痕方向符號
?加工裕度
6. 切削加工符號
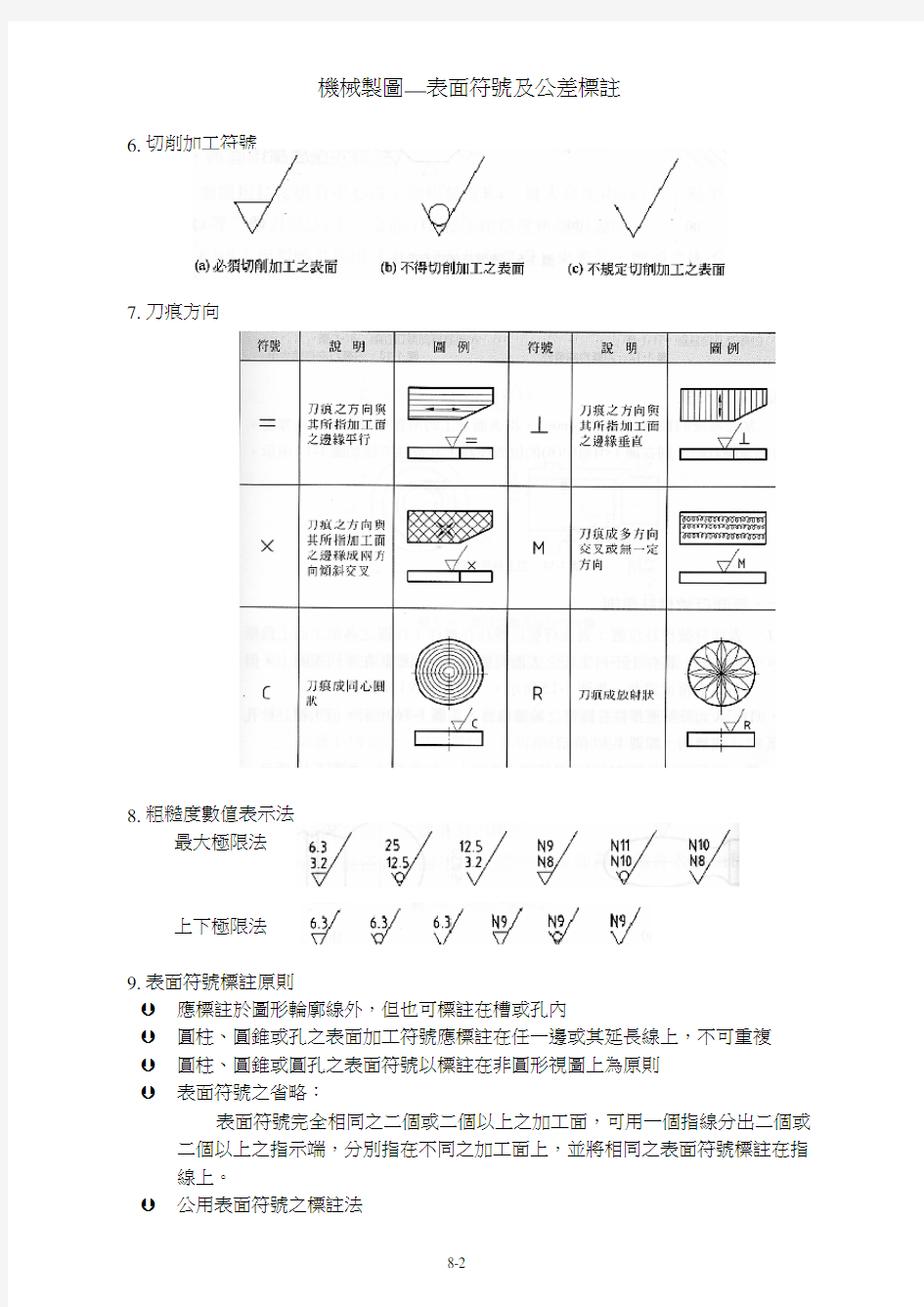
7. 刀痕方向
8. 粗糙度數值表示法
最大極限法
上下極限法
9. 表面符號標註原則
? 應標註於圖形輪廓線外,但也可標註在槽或孔內
? 圓柱、圓錐或孔之表面加工符號應標註在任一邊或其延長線上,不可重複 ? 圓柱、圓錐或圓孔之表面符號以標註在非圓形視圖上為原則
? 表面符號之省略:
表面符號完全相同之二個或二個以上之加工面,可用一個指線分出二個或二個以上之指示端,分別指在不同之加工面上,並將相同之表面符號標註在指線上。
? 各部位表面符號完全相同者:同一機件上,各部位之表面符號完全相同,可將其表面符號標註於該機件之視圖外件號之右側,如圖所示。
? 大部分相同,有少數例外者:同一機件上除少數部位外,大部分之表面符號均相同者,則將相同之表面符號標註於視圖外件號之右側。少數例外之表面符號仍分別標註在各視圖中各相關之加工面上。並依照其粗糙度之粗細(由粗至細)由左向右順序標註在公用表面符號之後,兩端加括號,如圖所示。
10. 基準長度
11. 表面處理的符號表示法
有部位須作表面處理的標註法:用粗鏈線表示表面處理的範圍,將處理前的表面符號標註在原表面上,處理後的標註在粗鏈線上,並標明處理方法
完全相同
大部分相同
12.公差:為求變於製造、大量生產,利於機件的互換性,在不影響工件之工作性能
下,常允許機件尺度有一定的差異,此種許可稱為公差。
13.名詞解釋:
?公稱尺寸:圖面上看到尺寸數字的位置稱為公稱尺寸(單一尺寸,不須與其他尺寸配合)
?實際尺寸:實際量得的尺寸
?基本尺寸:圖面上看到尺寸數字的位置稱為基本尺寸(有上下限須與其他尺寸配合)
?界限尺寸:零件可允許之最大最小尺寸(最大界限:二界限尺度中之最大尺度;
最小界限:二界限尺度中之最小尺度)
?偏差:尺度與基本尺度之差
上偏差:最大界限與基本尺度之差
下偏差:最小界限與基本尺度之差
實際偏差:實際尺度與基本尺度之差
基礎偏差:係較接近零線之上偏差或下偏差,用以規定公差區域與零線的關係位置
?零線:偏差為零的線,用以代表基本尺度的直線
?公差:係工件所允許之差異,即最大界限與最小界線之差,公差值為絕對值無正負號
?單向公差:公差值只允許單一方向的差異(在零線的同一邊);雙向公差:公差值允許雙方向的差異(在零線之上下)
14.公差等級
?CNS標準公差制定,對於長度或直徑500mm以下的尺度,其精度分為IT01、IT00、IT1~ IT18,共20級;而500mm以上的尺度,其精度分為IT6~IT16。?級數較小其公差區域較小,代表精度較高。在相同加工條件下,加工物尺度愈
公差越大)
15.公差符號:公差符號是用英文字母與阿拉伯數字並列,英文字母代表偏差位置,
阿拉伯數字代表公差等級。分成軸與孔用兩大類,大寫英文字母代表孔的基礎偏差位置,小寫英文字母代表軸的基礎偏差位置
16.孔的基礎偏差位置:A~G代表孔的下偏差為正值,即孔之最小極限尺度大於基本
尺度,屬於單向公差;H代表孔的下偏差為0,亦屬於單向公差;J、JS、K三級屬於雙向公差;N~ZC兩限界尺度均小於基木尺度,屬於單向公差。(軸基礎偏差位置恰與孔相反)
17.公差標註原則:(一般公差及專用公差)
f一般公差:非配合面的尺度,在工作圖或說明書上,對精度無特別要求的場合,均由一般公差所規定。一般公差數值原則上標註在標題欄內、圖面空白註解處或是在零件表內(一般公差又稱為普通公差或通用公差)。
此項公差數值係對此一尺度所允許之差異而言,是為專用公差。
18.公差符號之標註:如圖所示,若軸孔互相配合需將孔的符號至於軸符號之前例如
(45H8/g7)
19.配合:機件組裝結合時,有的作相對運動(旋轉或移動),有的無相對運動(固定或
靜止)。機件的配合條件,視其相對運動或固定不動的情況而各有不同,此種結合時所需之鬆緊程度稱為配合(係兩組合件在裝配前的尺度差異關係,呈現於組合後的鬆緊程度)。
20.名詞解釋:
?餘隙:在兩組合件中,孔之尺度大於軸之尺度。
?最大餘隙:孔之最大尺度與軸之最小尺度之差。
?最小餘隙:孔之最小尺度與軸之最大尺度之差。
?干涉:在兩組合件中,軸之尺度大於孔之尺度。
?最大干涉:孔之最小尺度與軸之最大尺度之差。
?最小干涉:孔之最大尺度與軸之最小尺度之差。
21.裕度:兩組合件在最大實體限界時(能保有最多的材料),孔與軸的尺度代數差,亦即組合件的最小餘隙(正裕度)或最大干涉(負裕度)。
22.配合的種類
à餘隙配合:兩配合件中,孔之尺度恆大於軸之尺度,即裝配時保持有相當的餘隙
à過渡配合:兩配合件中,孔之尺度可能大於軸之尺度或小於軸之尺度,即裝配時可能產生餘隙也可能產生干涉
à干涉配合:兩配合件中,孔之尺度恆小於軸之尺度,即裝配時有干涉的存在
23.配合的制度
?基孔制:以孔的最小直徑(最小限界尺度)為基本尺度。孔基礎偏差符號一律採用" H ",配合裕度及同一精度等級內所規定軸之公差要求,皆以變化軸之尺度而達成。
?基軸制:以軸的最大直徑(最大限界尺度)為基本尺度。軸基礎偏差符號一律採用" h ",配合裕度及同一精度等級內所規定孔之公差要求,皆以變化孔之尺度而達成。
?配合時,因軸在製造時較容易控制尺度,故從事孔與軸之製造時,一般採用基孔制,即先製造孔件再製造軸件。且通常孔之公差等級常較軸之公差等級大一
24.幾何公差:工件的幾何形狀在允許誤差的範圍內變動,此允許誤差的範圍稱為幾
何公差域,表示此範之尺度值即為幾何公差。(一種幾何形態之外形或其所在位置之公差,對於某一公差區域,該形態或其位置必須介於此區域之內)
25.名詞解釋
?幾何公差區域:公差區域有下列數種:
?一個圓內之面積。
?兩同心圓間之面積。
?兩等距曲線間或兩平行線間之面積。
?一圓柱體內之空間。
?兩同軸線圓柱面間之空間。
?兩等距曲面間或兩平行面間之空間。
?一個平行六面體內之空間。
?基準形態:即是一個機件之真實形態,作為建立基準位置之用者。
?最大實體狀況:機件加工完成後,其尺度在允許的範圍內,包含最多的材料狀況,即軸尺度為最大時,或孔尺度為最小時,稱為最大實體狀況。
26.幾何公差之種類與符號
27.幾何公差的標註方法
è公差框格:公差標註在一個長方形框格內,此長方形框格分成兩隔或多格,框格內由左至右依順序填入下列各項
z左起第一格內,填入幾何公差符號。
z第二格內,填入公差數值,若公差區域為圓形或圓柱,則應在此數值前加一"
ψ"符號。
z如需標示基準,則填入代表該基準或多個基準之字母。
z如有與公差有關之註解,如"6孔"或"6x"可加註在框格上方
z在公差區域內,對形狀之指示,可寫在公差框格之附近或用一引線連接之
28.符號大小
幾何公差符號大小及粗細與尺寸標註字高成正比,公差框格採細實線繪製。
29.標註公差之型態:公差框格與其所要管制之形態間,用一帶有箭頭之引線相連,其相連之方法有下列數種。
f當公差所指為表面之本身時,引線箭頭應指在該形態之輪廓線或其延長線上f當公差所指為所標註尺度形態之軸線或中心平面時,引線之箭頭應與該物體之尺度線對齊
f當公差所指為所有形態之同一軸線或同一中心平面時,引線之箭頭須指在軸線上成中心線上
30.基準
當一個標註幾何公差形態與基準有所關連時,通常以大寫字母加方框,用引線引至基準處,同時以黑色實心(或空心)三角形標示該基準
31.公差區域
除公差值前有“ψ”符號者外,公差區域之寬度是在引線箭頭之方向,該引線是用來連接公差框格及所欲標註公差之形態者。
32.限定之敘述
假如某一公差係應用於任一部位之限定長度內時,此長度之值,必須加註在公差值之後,並以一斜線分開。
33.理論上正確尺度
在指定某形態之位置度公差或輪廓度公差或傾斜度公差時,用於標註理論上正確之位置、輪廓或角度之尺度,是不加註公差的,這些尺度外加一方框。
34.延伸之公差區域
某些情形,方向及定位公差所指不是其形態本身,而是其外界之延伸,這些延伸之公差區域可用符號標示(如上圖),其延伸部份用細鏈線繪製,並在其尺度數字前及公差框格內之公差值後加註符號。
35.最大實體狀況:當公差值應用於最大實體狀況時(符號如上圖所示),符號應標註於
f公差值之後。
f基準形態字母之後。
f公差值之後及基準形態字母之後
形位公差的代号讲解
、形位公差的代号(GB/T 1182-1996)
注:形位公差符号的线型宽度为b/2~b(b为粗实线宽),但跳动符号的箭头外的线是细实线。 二、形状、位置公差带的定义和图例说明GB/T 1182-1996 1 直线度 a. 在给定平面内的公差带定义——公差带是距离为公差值t的两平行直线之间的区域。 b. 在给定方向上的公差带定义——当给定一个方向时,公差带是距离为公差值t的两平行平面之间的区域;当给定互相垂直的两个方向时,公差带是正截面尺寸为公差值t1×t2的四棱柱内的区域。 c. 在任意方向上的公差带定义——公差带是直径为公差值t的圆柱面内的区域。
2. 平面度 公差带定义——公差带是距离为公差值t的两平行平面之间的区域。 3. 圆度 公差带定义——公差带是在同一正截面上半径差为公差值t的两同心圆之间的区域。 4.圆柱度 公差带定义——公差带是半径差值t的两同轴圆柱面之间的区域。 5. 线轮廓度 公差带定义——公差带是包络一系列直径为公差值t的圆的两包络线之间的区域,诸圆圆心应位于理想轮廓线相对基准有位置要求时,其理想轮廓线系指相对基准为理想位置的理想轮廓线。
6.面轮廓度 公差带定义——公差带是包络一系列直径为公差值t的球的两包络面间的区域,诸球球心应位于理想轮廓面上。 注:当被测轮廓面相对基准有位置要求时,其理想轮廓面系指相对于基准为理想位置的理论轮廓面。 7. 平行度 a. 在给定的方向上的公差带定义——当给定一个方向时,公差带是距离为公差值t,且平行于基准平面(或直线、轴线)的两平行面之间的区域;当给定相互垂直的两个方向时,是正截面尺寸为公差值t1×t2,且平行于基准轴线的四棱柱内的区域。 b. 在任意方向的公差带定义——公差带是直径为公差值t,且平行于基准轴线的圆柱面内的区域。
公差与配合-全解
第十五章第三节公差与配合国家标准的组 鼠标双击自动滚屏 成 一、标准公差系列 1、公差值 公差值的大小与公差等级及基本尺寸有关。公差等级 ------ 是指确定尺寸精度的等级。由于零件和零件上不同部位的尺寸对精确程度的要求往往不相同,为了满足生产的需要,国家标准设置了 20 个公差等级。 IT01 . IT0 . IT1. IT2 .IT3 . ………………… IT18 高← 公差等级→ 低 小← 公差数值→ 大 难← 加工程度→ 易 IT6: 标准公差6级或6级标准公差 ∵D↑ △D↑ ∴D↑ T↑ 故:标准公差与公差等级和基本尺寸有关。 2、公差值的计算
公差单位和公差等级系数( I i) i——计算标准公差的基本单位。 (1): i=0.45 +0.001D(d) 用于常用尺寸段内,IT5-IT18 (2): I=0.004D+2.1 公差等级系数 a——反映加工难易 (1):在常用尺寸段内:(≤500mm) IT=ai 用于IT5-IT18 IT5 :a=7 沿用GB59 IT6-IT18 ,用R5系列(见表2-2) 对于最高的三级: IT01-IT1,则用 IT=A+BD(测量误差) 其中B按q5增长。 考虑公差等级的一致性,都按一定规律来变化。 IT2.IT3,IT4按几何级数分布。(详见P14 表2-3) (2): 在大尺寸段:IT=Ai 考虑方式同上。 3、尺寸分段 如按公式计算标准公差值,则每一个基本尺寸 D(d)就有一个相对应的公
差值。 常用: 13个大尺寸: 8个(介于其中有2-3个)见表2-2对孔与轴公差带之间的相互位置关系,规定了两种基准制:基孔制和基轴制 基孔制 -------- 基孔制中的孔称为基准孔,用 H 表示,基准孔以下偏差为基本偏差,且数值为零。其公差带位置在零线上侧。 a------h 间隙 es=Xmin j------n 过渡 p------zc 过盈 基轴制 ------ 基轴制中的轴称为基准轴,用 h 表示,基准轴的上偏差为基本偏差且等于零,公差带位置在零线下侧。 A---H 间隙 EI= Xmin J----N 过渡 P---ZC 过盈 二.基本偏差系列 基本偏差是国家表列的,用以确定公差带相对于零线位置的上偏差或下偏差,一般为靠近零线的那个偏差。
公差与配合习题精选(带答案)
公差与配合复习题 一、判断题: 1、钢直尺是能直接读出测量数值的通用量具。(√) 2、若用游标卡尺代替卡钳或卡板测量工件时,用力要适当。(×) 3、零件装配时不需任何修配和调整就能顺利装配的性质称为互换性。 (×) 4、公差与配合图解中的零线即表示基本尺寸线。(√) 5、表面粗糙度量值越小,即表示光洁度越高。(√) 6、用游标卡尺测量工件时,测力过大过小均会增大测量误差。(√) 7、百分表经过检定后,即使无检定合格证,仍然可以使用。(×) 8、各级a~h轴和H孔的配合必然是形成间隙配合。(√) 9、普通螺纹公差带,由公差等级和基本偏差两者组合而成。(√) 10、理论正确尺寸就是表示该尺寸为绝对正确的尺寸。(×) 11、形状公差是指单一要素的形状所允许的变动全量。(√) 12、位置公差是指关联实际要素的位置对基准所允许的变动全量。 (√) 13、形状误差是指实际形状对理想形状的偏离量。(√) 14、位置误差是指零件上被测要素的实际位置对理想位置的变动量。 (√) 二、填空题: 1、在法定长度计量单位中,常用的长度单位的名称有:千米、米、分米、厘米、毫米、微米等,其符号分别用km、m、dm、cm、mm、um表示。 2、读数值为的游标卡尺的读数原理,是将其游标上10 格宽度等于尺身9 格的宽度。 3、轴用量规的通规尺寸等于被检验轴的最大极限尺寸,而止规的尺寸等于被检验轴的最小极限尺寸。 4、现行国标根据孔和轴公差带之间的不同关系,可以分为间隙配合、过
渡配合和过盈配合。 5、Φ50F6/h7为基轴制间隙配合。h是基准轴公差带代号,F是孔公差带代号。 6、圆柱度公差属于形状公差。 7、形位公差带是限定形位误差变动的区域,它由公差带的形状、大小、方向和位置四个要素决定的。 8、有一螺纹标注M30-5H6G,M30表示粗牙螺纹代号,5H表示内螺纹中径公差带代号,而6G表示内螺纹顶径公差带代号。 9、加工误差包括:尺寸误差、形状误差、位置误差、表面粗糙度误差。 10、构成公差带的两要素是:公差带的大小和公差带的位置。 11、标准公差等级分成20 个等级,用IT01、IT0、IT1……IT18表示,其中IT表示标准公差代号,末位的数字表示公差等级代号。 12、基本偏差a~h的轴与H孔形成基孔制的间隙配合;j~n的轴与H 孔主要形成基孔制的过渡配合;p~zc的轴与H孔主要形成基孔制的过盈配合。 13、对于基本尺寸≤500mm的轴孔配合,当标准公差≤IT8时,国家标准推荐孔比轴低一级相配合;但当标准公差>IT8级或基本尺寸>500mm的配合,推荐采用同级孔、轴配合。 三、论述题: 1、什么是公差偏差孔轴公差和偏差的代号用什么表示 答:零件加工允许的变动范围就是公差。 某一尺寸减去基本尺寸所得的代数差称偏差。 公差代号IT,孔、轴上偏差分别用ES、es表示,下偏差用EI、ei表示。2、什么是基孔制GB对基准孔的代号和基本偏差是怎样规定的 答:基本偏差为一定的孔的公差带与不同基本偏差的轴的公差带形成各种配合的一种制度称为基孔制。GB规定其下偏差为零。基准孔的代号为H。
形位公差--符号
常用形位公差符号.jpg 形位公差开放分类: 专业术语、公差、形位公差 加工后的零件不仅有尺寸误差,构成零件几何特征的点、线、
面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免地存在差异,这种形状上的差异就是形状误差,而相互位置的差异就是位置误差,统称为形位误差。 xingwei gongcha 形位公差 tolerance of form and position 包括形状公差和位置公差。任何零件都是由点、线、面构成的,这些点、线、面称为要素。机械加工后零件的实际要素相对于理想要素总有误差,包括形状误差和位置误差。这类误差影响机械产品的功能,设计时应规定相应的公差并按规定的标准符号标注在图样上。20世纪50年代前后,工业化国家就有形位公差标准。国际标准化组织(ISO)于1969年公布形位公差标准,1978年推荐了形位公差检测原理和方法。中国于1980年颁布形状和位置公差标准,其中包括检测规定。形状公差和位置公差简称为形位公差 (1)形状公差:构成零件的几何特征的点,线,面要素之间的实际形状相对与理想形状的允许变动量。给出形状公差要求的要素称为被测要素。 (2)位置公差:零件上的点,线,面要素的实际位置相对与理想位置的允变动量。用来确定被测要素位置的要素称为基准要素。 形位公差的研究对象是零件的几何要素,它是构成零件几何特征的点,线,面的统称.其分类及含义如下: (1) 理想要素和实际要素 具有几何学意义的要素称为理想要素.零件上实际存在的要素称为实际要素,通常都以测得要素代替实际要素. (2) 被测要素和基准要素 在零件设计图样上给出了形状或(和)位置公差的要素称为被测要素.用来确定被测要素的方向或(和)位置的要素,称为基准要素. (3) 单一要素和关联要素 给出了形状公差的要素称为单一要素.给出了位置公差的要素称为关联要素. (4) 轮廓要素和中心要素 由一个或几个表面形成的要素,称为轮廓要素.对称轮廓要素的中心点,中心线,中心面或回转表面的轴线,称为中心要素 形状公差有直线度,平面度,圆度和圆柱度.其含义和标注如下: 1) 直线度 2) 平面度 平面度公差带只有一种,即由两个平行平面组成的区域,该区域的宽度即为要求的公差值. 3) 圆度
公差配合与技术测量复习及答案 (1)
《公差配合与技术测量》复习题 一、填空题 1、 所谓互换性,就是___ ____的零部件,在装配时_______________________,就能装配到机器或仪器上,并满足___________的特性。 2、极限偏差是___________减___________所得的代数差,其中最大极限尺寸与基本尺寸的差值为_________。最小极限尺寸与基本尺寸的差值为 。 3、配合公差带具有 和 两个特性。配合公差带的大小 由 决定;配合公差带的位置由 决定。 4、 孔的最大实体尺寸即孔的__ ______极限尺寸,轴的最大实体尺寸为轴的__ _ _极限尺寸,当孔、轴以最大实尺寸相配时,配合最__ ______。 5、若被测要素为轮廓要素,框格箭头指引线应与该要瑑的尺寸线__ ______,若被测要素为中心要素,框格箭头指引线应与该要瑑的尺寸线__ ______。 6、+0.0210Φ30 的孔与-0.007-0.020Φ30 的轴配合,属于__ ____ _制__ ______配合。 7、圆度的公差带形状是_____________________ 区域,圆柱度的公差带形状是__________ 区域。 8、评定表面粗糙度高度特性参数包括 、 和 。 9、选择基准制时,应优先选用 ,原因是 。 10、M24×2-5g6g 螺纹中,其公称直径为 ,大径公差带代号为 ,中径公差带代号为 ,螺距为 ,旋合长度为 。 11、大径为30mm 、螺距为2mm 的普通内螺纹,中径和小径的公差带代号都为6H ,短旋合长
度,该螺纹代号是。 12、配合是指_____ _____相同的孔和轴的_____ ___之间的关系,孔的公差带在轴的公差带之上为_____ __配合;?孔的公差带与轴的公差带相互交迭__ _____配合;孔的公差带在轴的公差带之下为__ ______配合。 13、独立原则是指图样上给出被测要素的尺寸公差与_ ____ 各自独立,彼此无关,分别满足要求的公差原则。这时尺寸公差只控制_ ____的变动范围,不控制_ ____。 14、随机误差通常服从正态分布规律。具有以下基本特性:___________、__________、____________、____________。 15、系统误差可用___________、__________等方法消除。 二、判断题(对的打√,错的打×) 1、有相对运动的配合应选用间隙配合,无相对运动的配合均选过盈配合。 ( ) 1、实际尺寸就是真实的尺寸,简称真值。 ( ) 2.配合公差的大小,等于相配合的孔轴公差之和。 ( ) 2、量块按等使用时,量块的工件尺寸既包含制造误差,也包含检定量块的测量误差。( ) 3.直接测量必为绝对测量。 ( ) 3、同一公差等级的孔和轴的标准公差数值一定相等。 ( ) 4.为减少测量误差,一般不采用间接测量。 ( ) 4、φ10f6、和φ10f8的上偏差是相等的,只是它们的下偏差各不相同。 ( ) 5.国家标准规定,孔只是指圆柱形的内表面。 ( ) 5、偏差可为正、负或零值,而公差只能为正值。 ( )
形位公差的全部符号和机械制图的常用符号
求形位公差的全部符号和机械制图的常用符号 一直线度—无 二平行度‖ 有 三垂直度⊥ 有 四圆度○ 无倾斜度∠ 有 五线轮廓度⌒ 有或无同轴度◎ 有 六圆跳动↗ 有 一,1) 直线度 表2-2为几种直线度公差在图样上标注的方式.形位公差在图样上用框格注出,并用带箭头的指引线将框格与被测要素相连,箭头指在有公差要求的被测要素上.一般来说,箭头所指的方向就是被测要素对理想要素允许变动的方向.通常形状公差的框格有两格,第一格中注上某项形状公差要求的符号,第二格注明形状公差的数值. 2) 平面度 表2-3为平面度公差要求的标注方式.平面度公差带只有一种,即由两个平行平面组成的区域,该区域的宽度即为要求的公差值. 3) 圆度 表2-4表示圆度公差在图样上的标注方式. 在圆度公差的标注中,箭头方向应垂直于轴线或指向圆心. 4) 圆柱度 如表2-5所示,由于圆柱度误差包含了轴剖面和横剖面两个方面的误差,所以它在数值上要比圆度公差为大.圆柱度的公差带是两同轴圆柱面间的区域,该两同轴圆柱面间的径向距离即为公差值. 3,定向公差有哪些,各自的含义是什么,如何标注 答:定向公差有平行度,垂直度和倾斜度.其含义和标注如下: 二,1) 平行度 对平行度误差而言,被测要素可以是直线或平面,基准要素也可以是直线或平面,所以实际组成平行度的类型较多.表2-7中表示出一些标注平行度公差要求的示例.其中,基准符号是用一粗短划线和带圆圈的字母标注,字母方向始终是正位,基准是中心要素时,粗短划线的引出线必须和有关尺寸线对齐. 三,2) 垂直度 垂直度和平行度一样,也属定向公差,所以在分析上这两种情况十分相似.垂直度的被测和基准要素也有直线和平面两种.表2-8是几种垂直度标注的示例. 3) 倾斜度 倾斜度也是定向公差.由于倾斜的角度是随具体零件而定的,所以在倾斜度的标注中,总需用将要求倾斜的角度作为理论正确角度标注出,这是它的特点.表2-9举出了一些零件标注倾斜度公差的示例. 4,定位公差有哪些,各自的含义是什么,如何标注 答:定位公差有同轴度,对称度,位置度,圆跳动和全跳动.其含义和标注如下: 四,1) 同轴度 同轴度是定位公差,理论正确位置即为基准轴线.由于被测轴线对基准轴线的不
常用形位公差符号
常用形位公差符号.jpg 形位公差 开放分类:专业术语、公差、形位公差
加工后的零件不仅有尺寸误差,构成零件几何特征的点、线、面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免地存在差异,这种形状上的差异就是形状误差,而相互位置的差异就是位置误差,统称为形位误差。 xingwei gongcha 形位公差 tolerance of form and position 包括形状公差和位置公差。任何零件都是由点、线、面构成的,这些点、线、面称为要素。机械加工后零件的实际要素相对于理想要素总有误差,包括形状误差和位置误差。这类误差影响机械产品的功能,设计时应规定相应的公差并按规定的标准符号标注在图样上。20世纪50年代前后,工业化国家就有形位公差标准。国际标准化组织(ISO)于1969年公布形位公差标准,1978年推荐了形位公差检测原理和方法。中国于1980年颁布形状和位置公差标准,其中包括检测规定。 形状公差和位置公差简称为形位公差 (1)形状公差:构成零件的几何特征的点,线,面要素之间的实际形状相对与理想形状的允许变动量。给出形状公差要求的要素称为被测要素。 (2)位置公差:零件上的点,线,面要素的实际位置相对与理想位置的允变动量。用来确定被测要素位置的要素称为基准要素。 形位公差的研究对象是零件的几何要素,它是构成零件几何特征的点,线,面的统称.其分类及含义如下: (1) 理想要素和实际要素 具有几何学意义的要素称为理想要素.零件上实际存在的要素称为实际要素,通常都以测得要素代替实际要素. (2) 被测要素和基准要素 在零件设计图样上给出了形状或(和)位置公差的要素称为被测要素.用来确定被测要素的方向或(和)位置的要素,称为基准要素. (3) 单一要素和关联要素 给出了形状公差的要素称为单一要素.给出了位置公差的要素称为关联要素. (4) 轮廓要素和中心要素 由一个或几个表面形成的要素,称为轮廓要素.对称轮廓要素的中心点,中心线,中心面或回转表面的轴线,称为中心要素 形状公差有直线度,平面度,圆度和圆柱度.其含义和标注如下: 1) 直线度 2) 平面度
形位公差符号及标注含义
形位公差符号及标注含义 一、形位公差 零件加工时,不仅会产生尺寸误差,还会产生形状和位置误差。零件表面的实际形状对其理想形状所允许的变动量,称为形状误差。零件表面的实际位置对其理想位置所允许的变动量,称为位置误差。形状和位置公差简称形位公差。 二、形位公差符号 三形状公差 3.1 直线度(-)——直线度公差是实际直线对理想直线的允许变动量,限制了加工面或线在某个方向上的偏差,如果直线度超差有可能导致该工件安装时无法准确装入工艺文件规定的位置。
●标注含义:被测表面投影后为一接近直线的“波浪线”(如下图),该“波 浪线”的变化围应该在距离为公差值t(t=0.1)的两平行直线之间。 3.2 平面度——平面度表示面的平整程度,指测量平面具有的宏观凹凸高度相对理想平面的偏差,一般来讲,有平面度要求的就不必有直线度要求了,因为平面度包括了面上各个方向的直线度。 ●标注含义:被测加工表面必须位于距离为公差值t(t=0.01)的两平行平 面,如下图区域。
3.3 圆度(○)——是指工件横截面接近理论圆的程度,工件加工后的投影圆应在圆度要求的公差围之。 标注含义:被测圆柱面的任意截面的圆周必须位于半径差为公差值t (t=0.025)的两同心圆之,如右图区域。
3.4圆柱度()——是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 标注含义:被测圆柱面必须位于半径差为公差值t(t=0.1)的两同轴圆柱面之间,如图。 圆柱度和圆度的区别:圆柱度是相对于整个圆柱面而言的,圆度是相对于圆柱面截面的单个圆而言的,圆柱度包括圆度,控制好了圆柱度也就能保证圆度,但反过来不行。
形位公差特征符号全解[1]
1. 直线度: 直线度公差是实际直线对理想直线的允许变动量,限制了加工面或线在某个方向上的偏差,如果直线度超差有可能导致该工件安装时无法准确装入工艺文件规定的位置。 标注含义:被测表面投影后为一接近直线的“波浪 线”(如右图),该“波浪线”的变化范围应该在距离 为公差值t(t=0.1)的两平行直线之间。 2. 平面度: 平面度表示面的平整程度,指测量平面具有的宏观凹凸高度相对理想平面的偏差,一般来讲,有平面度要求的就不必有直线度要求了,因为平面度包括了面上各个方向的直线度。 标注含义:被测加工表面必须位于距离为公差值t (t=0.01)的两平行平面内,如右图区域。 3. 圆度: 圆度,是指工件横截面接近理论圆的程度,工件加工后的投影圆应在圆度要求的公差范围之内。 标注含义:被测圆柱面的任意截面的圆周必须位于半 径差为公差值t(t=0.025)的两同心圆之内,如右图区 域。 4.圆柱度: 圆柱度,指工件圆柱表面所有垂直截面中最大尺寸与最小尺寸之差,限制了被测圆柱面的形状误差,是圆柱的实际形状相对理想形状的最大允许变动量。 标注含义:被测圆柱面必须位于半径差为公差值t (t=0.1)的两同轴圆柱面之间,如右图。 圆柱度和圆度的区别:圆柱度是相对于整个圆柱面而言的,圆度是相对于圆柱面截面的单个圆而言的,圆柱度包括圆度,控制好了圆柱度也就能保证圆度,但反过来不行。 圆柱度和圆度的作用:柴油机的结构中有多处规定了圆柱度和圆度,如发动机的活塞环,控制好活塞环的圆度可保证其密封性,而活塞的圆柱度则对于其在缸套中上下运动的顺畅性至关重要。
1.平行度 平行度,指两平面或者两直线平行的程度,即其中一平面(边)相对于另一平面(边)平行的误差最大允许值。 标注释义:被测轴线必须位于距离为公差值t(t=0.1), 且在给定方向上平行于基准轴线的两平行平面之间。 注: 2.垂直度 垂直度:用于评价直线之间、平面之间或平面与直线之间的垂直状态,公差带为垂直于基准线(面)的两个平行平面之间的区域,两个平行平面间的距离为t(t=0.06),被测线(面)必须位于这两个平面之间。 标注释义:被测孔的轴线必须位于距离为公差值t (t=0.06),且垂直于基准线A(基准孔轴线)的两平 行平面之间,其公差带是距离为公差值t,且垂直于基准 线的两平行平面之间的区域。 3.倾斜度 倾斜度,与垂直度相似。 标注释义:被测孔的轴线必须位于距离为公差值t (t=0.08),且与A-B公共基准线成一理论正确角度α(α =60°)的两平行平面之间,即如右图所示两平行平面之间 的区域。
第二单元识读尺寸公差与配合
第二单元识读尺寸公差与配合 一、单项选择题 1一孔尺寸的要求为φ30+0052,我们在加工时最理想的目标值是 D 2下列标准公差中,精度最低的是 D 3.某轴段标注尺寸为,现对四个完工零件进行测量,得到的数据分别为φ,φφ,φ,则合格的零件有() A A1个 个 个 个 4,已知某轴的公称尺寸为φ50加工后测得的实际尺寸为φ,则实际偏差为 D 关于φ20R6、φ20R7、φ20R8三个公差带,下列说法正确的是 C A,上、下极限偏差均不相同 B.上、下极限偏差均相同 C.上极限偏差相同,但下极限偏差不同 D.上极限偏差不同,但下极限偏差相同 6,下极限尺寸与公称尺寸的关系是 D A.前者等于后者 B.前者大于后者 C.前者小于后者 D.无法确定 7零件加工的难易程度主要看 C A.公称尺寸 B.标准公差 C.公差等级 D.基本偏差 8尺寸公差带图的零线表示 B A.基本偏差 B.公称尺寸 C.实际尺寸 D.标准公差 9.基本偏差为 D A.上极限偏差 B.下极限偏差 C.实际偏差 D.上极限偏差或下极限偏差中靠近零线的那个偏差10某孔尺寸为φ100K7(),则该孔的基本偏差为 B 决定公差带大小的是 B A.基本偏差 B.标准公差 C.公称尺寸 D.公差等级 12在设计时就给定的是 C A.实际尺寸 B.装配尺寸 C.公称尺寸 D.作用尺寸 13,下列配合中,公差等级的选择不适当的是 D h9 14实际偏差是 C A.设计时给定的 B.直接测量得到的C通过测量计算得到的
D.最大极限尺寸与最小极限尺寸之差 15关于尺寸公差,下列说法中正确的是 B A.尺寸公差只能大干零,故公差值前应标“+”号 B.尺寸公差是用绝对值定义的,没有正、负的含义 C.尺寸公差不能为负值,但要为零值 D.尺寸公差为允许尺寸变动范围的界限值 16.φ10H6、φ10H7和010H8三个尺寸中,相等的是 B A.上极限偏差 B.下极限偏差 C.公差数值 D加工难易程度 17下列关于标准公差的说法错误的是 A A标准公差值相同,则加工的精度相同,加工的难易程度相同 B公称尺寸相同,公差等级越低,标准公差值越大 C公差等级相同,公称尺寸越大,标准公差值越大 D.标准公差值相同,公称尺寸越大,公差等级越高. 18.某孔尺寸为φ50n6( ),则该孔的基本偏差为 B A.+ B.+ 关于配合公差,下列说法错误的是 B A.配合公差反映了配合的松紧程度 B.配合公差是对配合松紧变动程度所给定的允许值 C.配合公差等于相配合的孔公差与轴公差之和 D.配合公差等于极限盈隙的代数差的绝对值 20在基孔制配合中,基准孔的公差带确定后,配合的最小间隙或最小过盈由轴的()确定 A A.基本偏差 B公差等级 C.公差数值 D.实际偏差 21下列孔与基准轴配合,组成间隙配合的孔是 A A.孔的上、下极限偏差均为正值 B.孔的上极限偏差为正,下极限偏差为负 C.孔的上极限偏差为零,下极限偏差为负 D.孔的上、下极限偏差均为负 22基本偏差代号为r的轴与基准孔配合,组成()配合。 C A.间隙 B过渡 C.过盈 D.过渡或间隙 23下列配合中,公差等级选择不当的是 A . f9 f7 f8 f9
机械制图常用形位公差符号表示方法
机械制图常用形位公差符号表示方法
一、形位公差 零件加工时,不仅会产生尺寸误差,还会产生形状和位置误差。零件表面的实际形状对其理想形状所允许的变动量,称为形状误差。零件表面的实际位置对其理想位置所允许的变动量,称为位置误差。形状和位置公差简称形位公差。 二、形位公差符号 标注符号 直线度(-)——是限制实际直线对理想直线直与不直的一项指标。 平面度——符号为一平行四边形,是限制实际平面对理想平面变动量的一项指标。它是针对平面发生不平而提出的要求。 圆度(○)——是限制实际圆对理想圆变动量的一项指标。它是对具有圆柱面(包括圆锥面、球面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。圆柱度(/○/)——是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 线轮廓度(⌒)——是限制实际曲线对理想曲线变动量的一项指标。它是对非圆曲线的形状精度要求。 面轮廓度——符号是用一短线将线轮廓度的符号下面封闭,是限制实际曲面对理想曲面变动量的一项指标。它是对曲面的形状精度要求。
定向公差——关联实际要素对基准在方向上允许的变动全量。 定向公差包括平行度、垂直度、倾斜度。 平行度(‖)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离0°的要求,即要求被测要素对基准等距。 垂直度(⊥)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离90°的要求,即要求被测要素对基准成90°。 倾斜度(∠)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离某一给定角度(0°~90°)的程度,即要求被测要素对基准成一定角度(除90°外)。 定位公差——关联实际要素对基准在位置上允许的变动全量。 定位公差包括同轴度、对称度和位置度。 同轴度(◎)——用来控制理论上应该同轴的被测轴线与基准轴线的不同轴程度。对称度——符号是中间一横长的三条横线,一般用来控制理论上要求共面的被测要素(中心平面、中心线或轴线)与基准要素(中心平面、中心线或轴线)的不重合程度。 位置度——符号是带互相垂直的两直线的圆,用来控制被测实际要素相对于其理想位置的变动量,其理想位置由基准和理论正确尺寸确定。 跳动公差——关联实际要素绕基准轴线回转一周或连续回转时所允许的最大跳动量。 跳动公差包括圆跳动和全跳动。 圆跳动——符号为一带箭头的斜线,圆跳动是被测实际要素绕基准轴线作无轴向移动、回转一周中,由位置固定的指示器在给定方向上测得的最大与最小读数之差。 全跳动——符号为两带箭头的斜线,全跳动是被测实际要素绕基准轴线作无轴向移动的连续回转,同时指示器沿理想素线连续移动,由指示器在给定方向上测得的最大与最小读数之差
形位公差符号常用语 (中英文双语)
形位公差符号常用语 (中英文双语) 发布时间:2007-4-26 浏览次数:5374次 形位公差符号常用语 (中英文双语) 公差/值(tolerance/value) 基本尺寸(basic size) 偏差(deviation) 上/下偏差(upper/lower deviation) 配合/间隙配合/过盈配合/过渡配合(fit/clearance fit/interference fit/ transition fits) 单/双边公差(unilateral/bilateral tolerance) 标准/精度公差(standard/ precision tolerance) 基准/特征/点/线/平面/轴线(datum/feature/point/line/ plane/axis) 最大/小材料状态(M/LMC=maximum/least material condition) 理论正确尺寸(theoretical size ) 基本尺寸(basic dimension) 直径/半径(diameter/radius) 直线度(straightness) 平面度(flatness) 圆度(circularity) 圆柱度(cylindricity) 线轮廓度(profile of a line) 面轮廓度(profile of a surface) 定向公差(orientation tolerance) 平行度(parallelism) 垂直度(perpendicularity) 倾斜度(角度) (angularity) 位置度(position) 对称度(symmetry) 同轴度(同心度) (concentricity) 圆跳动(circular runout) 全跳动(total runout) 坐标尺寸(coordinate dimensioning) 拔模斜度(draft angle) 分型线(parting line) 外圆角/内圆角拔模斜度(rounds/fillets draft) 肋材和尖角(rib and corner)
形位公差的符号和图示大全
形位公差的符号和图示大全 形位公差 加工后的零件不仅有尺寸公差,构成零件几何特征的点、线、面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免地存在差异,这种形状上的差异就是形状公差,而相互位置的差异就是位置公差,统称为形位公差(tolerance of form and position)。 形位公差术语根据GB/T1182-2008 已改为新术语几何公差。 包括形状公差和位置公差。任何零件都是由点、线、面构成的,这些点、线、面称为要素。 后零件的实际要素相对于理想要素总有误差,包括形状误差和位置误差。这类误差影响机械产品的功能,设计时应规定相应的公差并按规定的标准符号标注在图样上。20世纪50年代前后,工业化国家就有形位公差标准。国际标准化组织(ISO)于1969年公布形位公差标准,1978年推荐了形位公差检测原理和方法。中国于1980年颁布形状和位置公差标准,其中包括检测规定。形状公差和位置公差简称为形位公差。 下列图表有利于金粉更直观的了解其概念。
测量方法 形状误差 指零件上的点、线、面等几何要素在加工时可能产生的几何形状上的误差。 如:加工一根圆柱时,轴的各断面直径可能大小不同、或轴的断面可能不圆、或轴线可能不直、或平面可能翘曲不平等。 位置误差 指零件上的结构要素在加工时可能产生的相对位置上的误差。 如:阶梯轴的各回转轴线可能有偏移等。 目前有一种高效测量各种形位误差的测量方法,就是可以直接利用数据采集仪连接各种指示,如百分表等,数据采集仪会自动读取测量数据并进行数据分析,无需人工测量跟数据分析,可以大大提高机械测量效率。 测量仪器:偏摆仪、百分表(或其他指示表)、数据采集仪 测量原理:数据采集仪可从百分表中实时读取数据,并进行形位误差的计算与分析,各种形位误差计算公式嵌入数据采集仪软件中,不需要人工计算,提高测量的准确率。
形位公差的代号及标注
形位公差的标注 (1)代号中的指引线前头与被测要素的连接方法 当被测要素为线或表面时,指引线的箭头应指在该要素的轮廓线或其延长线上,并应明显地与尺寸线错开,见下图a。 当被测要素为轴线或中心平面时,指引线的箭头应与该要素的尺寸线对齐,见右图b;
当被测要素为各要素的公共轴线、公共中心平面时,指引线的前头可以直接指在轴线或中心线上,见右图c。 。 (2)基准要素连接的方法: 当基准要素为素线及表面时,基准符号应靠近该要素的轮廓线或其引出线标注,并应明显地与尺寸线错开,见下图a。 当基准要素为轴线或中心平面时,基准符号应与该尺寸线对齐,见下图b。 当基准要素为各要素的公共轴线、公共中心平面时,基准符号可以直接靠近公共轴线或中心线标注,见下图c。
(3)当基准符号不便直接与框格相连时,则采用基准代号标注,其标注方法与采用基准符号时基本相同,只是此时公差框格应为三格或多格,以填写基准代号的字母,见下图。 (4)当位置公差的两要素,被测要素和基准要素允许互换时,即为任选基准时,就不再画基准符号,两边都用箭头表示,见下图。
(5)当同一个被测要素有多项形位公差要求,其标注方法又是一致时,可以将这些框格画在一起,共用一根指引线箭头,见下图。 (6)若多个被测要素有相同的形位公差(单项或多项)要求时,可以在从框格引出的指引线上绘制多个箭头并分别与各被测要素相连,见下图。
(7)如需给出被测要素任一长度(或范围)的公差值时,其标注方法见图a。如不仅给出被测要素汪一长度(或范围)的公差值,还需给出被测要素全长(或整个要素)内的公差值,其标注方法见下图b。 8附加说明的标注 当形位公差有附加要求时,应在框格内的公差数值后加注有关符号,如表2所示。
第三章 公差与配合基础知识.
公差与配合基础知识 第一章极限与配合 概述 极限与配合国家标准包括: GB/T 1800.1—1997 《极限与配合基础第1部分:词汇》 GB/T 1800.2—1998 《极限与配合基础第2部分:公差、偏差和配合的基本规定》GB/T 1800.3—1998 《极限与配合基础第3部分:标准公差和基本偏差数值表》 GB/T 1800.4—1999 《极限与配合标准公差等级和孔、轴的极限偏差表》 GB/T 1801—1999 《极限与配合公差带的配合和选择》 GB/T 1803—1979 《极限与配合尺寸至18mm 孔轴公差带》 GB/T 1804—2000 《一般公差线性尺寸未注公差》 现行国家标准《极限与配合》的基本结构包括公差与配合、测量和检验两部分。 公差与配合部分包括公差制和配合制,是对工件极限偏差的规定;测量与检验部分包括检验制与量规制,是作为公差与配合的技术保证。两部分合起来形成一个完整的公差制体系。 第一节基本术语以及定义 一、术语与定义: GB/T 1800.1-1997《极限与配合基础第1部分:词汇》确定了极限与配合的基本术语 1、孔和轴 1)孔通常指工件的圆柱形内表面,也包括非圆柱形内表面(由两平行平面或切面形成的包容面)。 2)轴通常指工件的圆柱形外表面,也包括非圆柱形外表面(由两平行平面或切面形成的被包容面)。 2、尺寸:用特定单位表示线性尺寸值的数值。 1)基本尺寸:是设计给定的尺寸。(基本尺寸是设计零件时根据使用要求,通过刚度、强度计算或结构等方面的考虑,并按标准直径或标准长度圆整后所给定 的尺寸。它是计算极限尺寸和极限偏差的起始尺寸。)
2)实际尺寸:是通过测量获得的尺寸。(由于存在测量误差,实际尺寸也并非被测尺寸的真实值) 3)极限尺寸:极限尺寸是指允许尺寸变化的两个极限值。 较大的称为最大极限尺寸。 较小的称为最小极限尺寸。 3、偏差与公差 偏差:是指某一个尺寸减其基本尺寸所得的代数差,简称偏差。 最大极限尺寸减其基本尺寸的代数差称为上偏差。 最小极限尺寸减其基本尺寸的代数差称为下偏差。 上偏差和下偏差统称为极限偏差。 偏差可以为正值、负值或零值。 公差:是指允许尺寸的变动量,简称公差。 公差等于最大极限尺寸与最小极限尺寸之代数差的绝对值。 例题: 4、配合 配合是指基本尺寸相同的,相互结合的孔和轴公差带之间的关系。 国标对配合规定有两种基准制、即基孔制与基轴制。 配合的类别有间隙配合、过渡配合、过盈配合。
形位公差符号及标注含义
形位公差符号及标注含义 一、 形位公差 零件加工时,不仅会产生尺寸误差,还会产生形状和位置误差。零件表面的实际形状对其理想形状所允许的变动量,称为形状误差。零件表面的实际位置对其理想位置所允许的变动量,称为位置误差。形状和位置公差简称形位公差。 二、 形位公差符号 三 形状公差 3.1 直线度(-)——直线度公差是实际直线对理想直线的允许变动量,限制了加工面或线在某个方向上的偏差,如果直线度超差有可能导致该工件安装时无法准确装入工艺文件规定的位置。 标注含义:被测表面投影后为一接近直线的“波浪线”(如下图),该“波浪线”的变化范围应该在距离为公差值t(t=0.1)的两平行直线之间。
3.2 平面度——平面度表示面的平整程度,指测量平面具有的宏观凹凸高度相对理想平面的偏差,一般来讲,有平面度要求的就不必有直线度要求了,因为平面度包括了面上各个方向的直线度。 标注含义:被测加工表面必须位于距离为公差值t(t=0.01)的两平行平面内,如下图区域。
3.3 圆度(○)——是指工件横截面接近理论圆的程度,工件加工后的投影圆应在圆度要求的公差范围之内。 标注含义:被测圆柱面的任意截面的圆周必须位于半径差为公差值t (t=0.025)的两同心圆之内,如右图区域。 3.4圆柱度()——是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 标注含义:被测圆柱面必须位于半径差为公差值t(t=0.1)的两同轴圆柱面之间,如图。
●圆柱度和圆度的区别:圆柱度是相对于整个圆柱面而言的,圆度是相对于 圆柱面截面的单个圆而言的,圆柱度包括圆度,控制好了圆柱度也就能保证圆度,但反过来不行。 ●圆柱度和圆度的作用:柴油机的结构中有多处规定了圆柱度和圆度,如发 动机的活塞环,控制好活塞环的圆度可保证其密封性,而活塞的圆柱度则对于其在缸套中上下运动的顺畅性至关重要。 四 位置公差 4.1 平行度()——,指两平面或者两直线平行的程度,即其中一平面(边)相对于另一平面(边)平行的误差最大允许值。 ●标注释义:被测轴线必须位于距离为公差值t(t=0.1),且在给定方向上 平行于基准轴线的两平行平面之间。
形位公差符号及标注含义
形位公差符号及标注含义 一.形位公差 零件加工时,不仅会产生尺寸误差,还会产生形状和位置误差.零件表面的实际形状对其理想形状所允许的变动量,称为形状误差.零件表面的实际位置对其理想位置所允许的变动量,称为位值误差。形状和位置公差简称为形位公差。 二.形位公差符号 三.形状公差 3.1 直线度(一)??直线度是实际直线对理想直线的允许变动量,限制了加工表面线在某个方向上的偏差,如果直线超差有可能导致该工件安装时无法 准确装入工艺文件规定的位置。 ●标注含义:被表面投影后为一接近直线的”波浪线”(如下图),该”波浪线”的变化范围应该在距离为公差值t(t=0.1)的平行线之间。
3.2 平面度平面度表示面的平整程度,指测量平面具有的宏观凹凸高度相对理想平面的偏差,一般来讲,有平面度要求的就不必有直线度要求了,因为平面度包括了面上各个方向的直线度。 ●标注含义: 被测加工表面必须位于距离为公差值t(t=0.01)的两平行面内,如下区域。 3.3 圆度(○) ??是指工件横截面接近理论圆的程度,工件加工后的投影圆应该在圆度要求的公差范围之内。 ●标注含义:被测圆柱面的任意截面的圆周必须位于半径为公差值
t(t=0.025)的两同心圆之内,如右图区域。 3.4 圆柱度()??是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度,素线直线度,轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 标注含义:被测圆柱面必须位于半径为公差t(t=0.1)的两同轴圆柱面之间,如图。 ●圆柱度和圆度的区别:圆柱度是相对于整个圆柱面而言的,圆度是相 对于圆柱截面的单个圆而言的,圆柱度包括圆度,控制好了圆柱度也 就保证圆度,但反过来不行。 ●圆柱度和圆度的作用:柴油机的结构中有多处规定了圆柱度和圆度, 如发动机的活塞环,控制好活塞环的圆度可保证其密封性,而活塞环 的圆柱度则对于缸套中上下运动的顺畅性至关重要。 四位置公差 4.1 平行度()??,指两平面或两直线平行的程度,即其中一平 (边)相对于另一平面(边)平行的误差最大允许值。
常用公差标注及形位公差讲解
1.幾何特性名詞與符號 (a) 幾何特性符號 符 號 名 詞 類 別 形體區分 直度,真直度(Straightness) 平面度,真平度(Flatness) 真圓度(Roundness) 圓柱度(Cylindrically) 曲線輪廓度(Profile of a line) 曲線輪廓度(Profile of a surface) 平行度(Parallelism) 垂直度(Perpendicularity) 傾斜度(Angularity) 正位度,位置度(Position) 同心度(Concentricity) 對稱度(Symmetry ) (1982年起由 取代) 圓周偏轉度,圓形偏轉度 (Circular runout) 總偏轉度,全面偏轉度
(b) 其他符號 符 號 名 詞 直徑符號(Diameter symbol) 不考慮形體呎寸加添條件,和特性的尺寸無關 (Regardless of feature size modifier) 最多留料情況之加添條件,最大材料條件 (Maximum material condition modifier) 最小留情況加添條件,最小材料條件 (Least material condition modifier) 基本尺寸,精密尺寸(Basic dimension) 基準形體符號,基準識別符號(Datum feature symbol) 最多留料情況(MMC),Maximum- Material Condition 最多留料情況是指一個形體包容最大的材料量,即零件重量最重的時候。例如最小孔的尺寸或最大軸的尺寸。如下面圖示,直徑為0.490~0.510的銷子,當直徑 為0.510時的重量比直徑為0.490時重。一個零件包含一個直徑為0.490~0.510的孔,則零件當直徑 為0.490時比0.510時,包含更多中更重. .100 -A- A1
常用形位公差的分类、项目、符号
形位公差的分类、项目、符号 国家标准规定的形状公差的特征项目分为形状公差和位置公差两大类,共14个,它们的名称和符号如下表所示。 形位公差符号 ,分类特征项目符号分类特征项目符号 形 公差 直瓯度—平行度// 垂直度丄 平面度口 倾弭度 圓度O *同轴度◎ 圆柱度Q对称度 位置度 线轮廓度 9 圆眺动/ 面轮廓度a全跳动r / / 形位公差符号 1 」 L00仍卜 指引线」 基准代号 —形位公差数值
h为图中字高
形位公差的定义 直线度-所有点都在一条直线上的情况,公差由两条平行线形成的区域来指定平面度-表面上所有的点都在一个平面上,公差由两个平行平面形成的区域来表示 圆度-表面上所有点都在圆周上。公差由两个同心圆限制的区域来指定。 圆柱度-旋转表面上的所有点都与公共轴等距。圆柱公差制定了两个同心圆柱所形成的公差区域,此旋转表面必须在此区域中。 轮廓度-控制不规则的表面、线条、弧形或普通位面的定义公差方式。轮廓可适用于单个线条元件或者零件的整个表面。轮廓公差指定了沿着实际轮廓的唯一边界。 倾斜度-表面与轴处于指疋角度的情况(与数据平面或轴的角度不是90度)。公差区域是由两个平行平面定义的,这两个平行平面与数据平面或轴成指定的基本角度。 垂直度-表面或轴与数据平面或轴成直角的情况。垂直公差指定了下列情况之一:由垂直于数据平面或轴的两个平面定义的区域,或者由垂直与数据轴的两个平行平面所定义的区 域。 平行度-表面与轴上所有点与数据平面或轴等距的情况。平行度公差指定了下列情况之一: 平行于
数据平面或轴的两个平面或线定义的区域,或者其轴平行于数据轴的圆柱公差区域。 同轴度- 旋转表面的所有交叉可组合元素的轴,是数据特征的公共轴。同心度公差指定了其轴与数据轴一致的圆柱公差区域。 位置度- 位置度公差定义了允许其中中心轴或者中心平面偏离真正(理论上正确)位置的区域。 基本尺寸建立了从数据特征和相互关联的特征之间的真正位置。位置误差是,特征与 其正确位置间,总的可允许的位置偏移量。对于孔和外部直径这样的圆柱特征来说, 位置度公差通常是特征轴必须在其中的公差区域的直径。对于不是圆的特征(如槽和 短小的突出物)来说,位置度公差是特征的中心平面必须在其中的公差区域的总宽度。 圆跳动- 提供对表面圆形元素的控制。当零件旋转360 度时,该公差是独立应用在任何圆形的计量位置上,应用于在数据轴周围所构造的圆跳动公差,控制了圆度和同轴度的累计 变化。当应用于垂直于数据轴所构造的表面时,它控制平面表面的圆形特征元素。 跳动- 提供所有表面元素的复合控制。当零件旋转360 度时,此公差同时应用于圆形和长轴形特征。当应用于在数据轴周围构造表面时,全跳动控制了圆度、圆柱度、直线度、同轴度、角度、锥度和轮廓的累计变异。当应用于垂直于数据轴构造的表面时,它控制垂直度和直线度的累计变异。