以前可口可乐都是用德国KRONES的设备
可口可乐的替代品———芬达
可口可乐的替代品———芬达作者:暂无来源:《发明与创新·小学生》 2019年第6期自20世纪50年代以来,芬达一直是世界上受欢迎的软饮料。
目前,日本是芬达口味最多的国家,有些口味听起来很奇怪,如神秘水果、天才能量等。
尽管如此,橘子味一直是最受欢迎、最知名的口味。
你一定想不到,作为美国可口可乐公司的产品,芬达是德国人在20世纪40年代发明的,它最初的味道不是橘子味。
第二次世界大战前,德国军队急需一种清甜可口的饮料,可口可乐德国分公司与希特勒达成协议,开始在德国修建装瓶厂。
可口可乐在德国非常畅销,1939年德国有43个装瓶厂和600多家分销商。
二战爆发后,可口可乐德国分公司面临糖浆紧缺的问题,糖浆是生产可口可乐的重要原料。
德国一直是从美国进口糖浆,但二战削弱了国际贸易路线的稳定性,德国人很难获取足够的糖浆来满足国家的年需求。
1941年美国参战后,美国人通过一系列的禁运切断了与德国的所有贸易联系,这使得可口可乐德国分公司无法再生产可口可乐。
可口可乐德国分公司的负责人马克斯·凯斯很快想到了一个解决方案,他用在德国可以获得的乳清、色素和榨苹果汁留下的残渣做出了一款新的饮料。
为了给新饮料取一个有吸引力的名字,他在工厂举办取名大赛,员工们充分发挥想象力,最后一名销售员说出“芬达”一词,从此芬达就成了这款新饮料的名字。
芬达在德国上市后大受欢迎,非常畅销,尤其是当食物稀缺的时候,消费者把它当作汤料使用。
1943年,芬达在德国的销量超过了300万瓶。
二战结束后,可口可乐德国分公司与可口可乐公司总部取得联系,可口可乐的生产很快恢复,而可口可乐公司总部停止了芬达的生产,这让德国人有点失望。
20世纪50年代初期,百事公司推出了几款水果味的软饮料,这些饮料很受欢迎。
当时,可口可乐公司发现了芬达这款饮料的潜力,于1955年重新生产芬达,之后还推出了多种口味,有橘子味、草莓味、葡萄味等。
现在很多人喜欢喝芬达,不过芬达是碳酸饮料,喝多了对身体不好,所以不可贪喝哦。
可口可乐国际化
可口可乐国际化之路Woodruff还开始发展可口可乐的国际业务,主要是通过出口,他最知名的举措可能是这样的一个决策,即响应二战初艾森威尔将军的号召,保证每个军人在任何地方都可以以5美分的价格得到一瓶可口可乐,而不管其成本为多少。
1902年,可口可乐以古巴为扩展海外的第一。
1929年,可口可乐已销售全世界76国。
二次世界大战时,可口可乐也跟着美国军队迁徙,销售到美军所到之处。
这段期间可口可乐在全世界建立63间瓶装工厂。
可口可乐的装瓶工厂,随着美国军队推向全世界,这一举措使可口可乐在欧洲和亚洲国家获得了占绝对优势的市场份额,并且一这一优势地位一直保持到1991年。
在二战后紧接着的几年中,可口可乐将它最接近的对手百事可乐远远地抛在了后面,占有了近70%的可乐市场,上百家小型的地区性软饮料公司继续生产各种各样的调味剂,瓜分了剩下的30%的市场。
二战结束以后,随着大批参战的美军回国,可口可乐公司在海外铺下的大摊子,原来是国防部的人力和财力作为军需生产维持的,现在要独立支撑,简直无法应付,海外市场面临着迅速萎缩的危险。
在这种背景下,伍德鲁夫提出了“当地主义”政策,其主要原则是:在当地设立公司,所有职工都用当地人;由当地筹措资金,总公司原则是不出钱;除了可口可乐“秘密配方”的浓缩原汁以外,一切设备、材料、运输、销售等,都由当地人自制自办,总公司只提供技术服务;销售方针、生产技术、人员培训由总公司统一负责。
1976年,可口可乐的CEO Paul Austin在一篇文章中指出美国的软饮料消费已经成熟〔饱和〕,可口可乐的最大销售量增长将来自国际市场。
到1982年,国际市场的销售量占可口可乐全部软饮料产量的62%。
直到1980年代,可口可乐一直认为到世界各地成立公司,并让各地公司独立经营是最适合的发展策略。
但1980年到1990年代在罗伯托.古兹维塔〔Roberto Goizueta〕带领下发生极大改变。
重新着重公司的旗舰品牌,并增加健怡可乐、樱桃可乐等产品。
可口可乐与百事可乐的发展历程简介
可口可乐与百事可乐的发展历程简介可口可乐是由美国乔治亚州亚特兰大药剂师约翰·彭伯顿发明的。
他在1886年在家中后院发明了一种咳嗽糖浆后,拿了这种糖浆到附近的杰柯药局出售。
1887年在一次幸运的意外中,有人把糖浆与碳酸水混合起来,于是今天家喻户晓的可口可乐便诞生了。
彭伯顿的会计师罗宾逊是一位古典书法家,为彭伯顿所发明的饮料起了一个响亮又易记的的名字“可口可乐”,并用美观的字体写出来,这个商标字体一直沿用至今。
可口可乐初诞生时,头一天以每杯5分钱只出售了9杯,第一年生意只赚了50美元,连做广告的费用都不够。
1888年,彭伯顿去世,另一位商人约瑟·甘度拉将配方及所有生意都买下来,并于5年内推销至美国全国。
1892年,艾萨·坎德勒2300美元取得可口可乐的配方和所有权,并成立了可口可乐公司。
可口可乐于1908年进入亚洲,在菲律宾销售。
1923年,亚特兰大的罗勃特·伍德鲁夫担任总裁,展开可口可乐另一个重要的新纪元。
今天,可口可乐公司是全球最大的饮料生产及销售商,拥有全世界最畅销五种饮料中的四种:可口可乐、健怡可口可乐、雪碧和芬达,公司旗下的产品超过100种。
目前全世界近200个国家的消费者每日享用超过10亿杯可口可乐公司的产品。
百事可乐发明者:普拉多汉。
1898年8月28日,是百事可乐“Pepsi-Cola攠诞生的日子。
这是每一个关爱百事可乐的人们都引以为骄傲且不会忘却的日子。
一百多年来,百事可乐在喧嚣、纷乱、竞争的氛围中,随着时代的步伐,与美国和世界一起成长、壮大。
如同一个“哇、哇”坠落于人世的幼小生命,百事可乐在经历了无数次与命运、病痛、磨难、灾难的抗争,甚至跌倒在死亡线上的挣扎之后,昂首挺胸地步入了人生最为绚丽的青春年华,迎来了生机昂然的春天。
在广阔的全球饮料市场上,百事可乐后来居上,终于与先于其12年问世的可口可乐并驾齐驱、鼎分天下。
今天,当人们一页一页地翻开百事可乐的发展历史,一步一步地沿着她的成长脚印,去倾听那些跌宕起伏、惊心动魄的故事时,我们的心依然能够感受到生命的顽强和力量,体味到物竞天择的魅力,品尝到失败的泪水和胜利的喜悦,从而,为百事可乐在其百年发展史中所迈出的每一步兴奋不已、惊叹不止。
可口可乐在中国的发展历程
可口可乐在中国可口可乐是最早进入中国市场的跨国公司。
2001年11月多哈会议通过中国入世前夕,可口可乐公司总裁杜达夫在北京接受《二十一世纪经济报道》的采访时称,中国已成为可口可乐全球的第六大市场,将来即便不是其最大的销售市场,也会是其最大的商业市场。
进入中国二十多年以来,可口可乐已成为中国社会繁荣的一部分。
杜达夫还说,让可口可乐中国员工特别骄傲的一件事是:1O年前的计划现在他们全部做到了。
发展迅猛的“中国”公司可口可乐是最早进入中国的美国企业之一,其进入中国市场的历史可追溯到上世纪20年代。
1927年,可口可乐在上海落户,随后在天津、青岛也相继建立了装瓶厂。
1933年上海装瓶厂成为当时可口可乐公司在美国境外最大的装瓶工厂。
1948年中国成为美国本土之外第一个销量突破100万箱的市场。
新中国成立后,由于中美之间的特殊关系,可口可乐在中国的发展受到影响。
中美建交后,可口可乐公司重返中国,可以说这之后才是可口可乐在中国真正发展的历史。
重返中国的可口可乐采取了四步走的策略。
第一步,从1979年到20世纪80年代初,从香港用火车把可口可乐产品运进内地,采取委托寄售方式,使可口可乐首先进入北京友谊商店和涉外饭店,代销者可以无本得利,最初的年销量只有约200吨。
但可口可乐从此再次打开了进入中国市场的大门。
第二步,赠送设备,促进进口原浆。
从1981年起可口可乐美国总部先后向北京、广州等地赠送灌瓶用的生产设备,但条件是必须进口可口可乐公司配方保密的原浆,再用中国的瓶掺水和糖,贴上可口可乐的标志。
当时中国灌浆量达万吨以上,进口原浆所用的外汇最多年份达100万美元。
第三步,投资办厂,扩大市场。
1988年中美合资的上海申美饮料食品有限公司成立,建立了两个生产车间,一个由美方独自管理生产配方保密的原浆,一个由原浆配糖兑水灌瓶。
可口可乐公司使用中国生产力进一步扩大了中国市场,年销量达17万吨。
第四步,扩大可口可乐的社会影响,这主要从20世纪90年代起,可口可乐在中国积极参与各项社会公益、体育活动。
饮料灌装技术应用及设备介绍
无标题文档--返回--饮料灌装技术应用及设备介绍灌装是饮料加工中最常用的工艺,灌装机是饮料生产中最重要的加工设备之一,目前常用的有热灌装和无菌冷灌装两种方式,本文重点介绍一下饮料灌装设备和技术的一些基本情况。
PET 瓶热灌装机原理和设计饮料市场上饮料种类繁多,同时随着人们生活水平的不断提高,保健意识日益增强,各种果汁、茶类及功能性保健饮料应运而生,消费逐年增长。
在饮料品种迅速发展和包装技术日益提高的同时,饮料灌装机技术也得到了极大的提高,如无菌冷灌装和热灌装技术。
虽然无菌冷灌装是一项新型的包装技术,包装材料的费用相对低一些,灌装机原理对工艺性、生产过程中的卫生环境、设备管理以及员工的要求都较高,灌装机原理设备投入大,并且饮品的质量难以控制。
而目前热灌装技术较为成熟,灌装机原理所需资金和设备投入相对较少,甚至还可利用企业已有的资源只需增加部分关键设备就可实现;更重要的是饮料的品质易于控制,货架寿命长、经济效益好。
因此,热灌装技术已被广泛采用,深受市场欢迎。
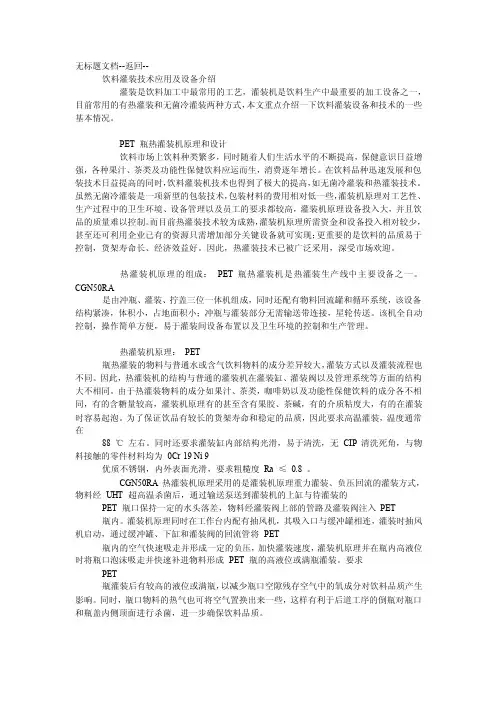
热灌装机原理的组成:PET 瓶热灌装机是热灌装生产线中主要设备之一。
CGN50RA是由冲瓶、灌装、拧盖三位一体机组成,同时还配有物料回流罐和循环系统,该设备结构紧凑,体积小,占地面积小;冲瓶与灌装部分无需输送带连接,星轮传送。
该机全自动控制,操作简单方便,易于灌装间设备布置以及卫生环境的控制和生产管理。
热灌装机原理:PET瓶热灌装的物料与普通水或含气饮料物料的成分差异较大,灌装方式以及灌装流程也不同。
因此,热灌装机的结构与普通的灌装机在灌装缸、灌装阀以及管理系统等方面的结构大不相同。
由于热灌装物料的成分如果汁、茶类,咖啡奶以及功能性保健饮料的成分各不相同,有的含糖量较高,灌装机原理有的甚至含有果胶、茶碱,有的介质粘度大,有的在灌装时容易起泡。
为了保证饮品有较长的货架寿命和稳定的品质,因此要求高温灌装,温度通常在88 ℃左右。
同时还要求灌装缸内部结构光滑,易于清洗,无CIP清洗死角,与物料接触的零件材料均为0Cr 19 Ni 9优质不锈钢,内外表面光滑,要求粗糙度Ra ≤0.8 。
可口可乐瓶子的发展史
可口可乐瓶子的发展史可口可乐是全球知名的饮料品牌,而可口可乐瓶子的发展史同样也是一个引人注目的故事。
在过去的一个世纪里,可口可乐瓶子的形状和材质发生了巨大的变化,从最初的玻璃瓶到现在的塑料瓶,每一次变革都代表着可口可乐公司对消费者需求的高度关注和市场变化的积极应对。
2024年,可口可乐公司公布了一个具有历史意义的消息,他们推出了可口可乐最新一代的瓶子,这个瓶子将会是可食用的。
这是一个突破性的创新,也展示了可口可乐公司在瓶子设计方面的坚定决心。
然而,瓶子的发展史并不仅仅从2024年开始。
它可以追溯到可口可乐公司的创立时期,也就是19世纪末。
可口可乐的第一种包装是玻璃瓶。
在1886年,当可口可乐公司创办者约翰·斯尼思·彭伯顿博士开始生产这款饮料时,他的目标是创造一种可以随时随地享用的饮品。
因此,玻璃瓶成为了显而易见的选择,因为它可以保持饮料的新鲜度,并且可以重复使用。
不过,玻璃瓶也存在一些问题。
它们笨重而易碎,运输成本高,而且玻璃瓶的回收和消毒工作也相当繁琐。
因此,20世纪初,可口可乐公司决定寻找一种更轻便且经济高效的替代品。
这个设计大获成功,1923年可口可乐公司将其标志性的矿泉水瓶形状注册为商标,成为其在全球范围内独有的知名形象。
这个设计在整个20世纪广泛使用,在全球范围内成为了可口可乐品牌的代表性符号。
然而,随着时间的推移,人们对瓶子设计的需求和要求发生了变化。
1993年,可口可乐公司推出了一种被称为PET(聚乙烯瓶)的塑料瓶,这一创新使得瓶子更轻便、易于运输、易于回收,并且具备更好的保鲜性能。
这也是可乐瓶子设计史上一个里程碑性的事件。
随着可口可乐公司在世界各地的业务不断扩大,他们意识到还可以进一步改进瓶子设计。
于是他们推出了更多新型瓶子,如具有手柄的可口可乐Contour塑料瓶、可折叠瓶等等。
这些设计都根据消费者的需求和市场趋势进行创新,并且不断满足消费者对便利、环保和时尚的要求。
可口可乐无菌验证
无菌线测试(S2-S11)S1:设备出厂前作的验证,在设备生产厂家内部进行。
S2:评估COP/SOP对无菌区的清洁和杀菌效能验证。
S3:包装材料外表面灭菌消毒效果测试。
S4:包装材料内表面灭菌消毒效果测试。
S5:注入无菌环境测试。
S6:整个生产线的无菌效果验证,认证从灭菌到无菌缸到充填及旋盖的全部过程。
S7:注入封盖系统的无菌环境验证,认证从灭菌到充填及旋盖的整个过程的无菌效果。
S8:隔离系统的抗污染能力验证。
S9:运输测试,测试运输期间,对微生物敏感的产品在分类卡车上,贮存和装卸条件下对包装完善方面的影响。
S10:饮料生产允许测试,确认无菌线是有能力对不同类型的饮料产品进行大批量的生产。
S11:饮料生产接受测试,证明无菌生产线是具备商业长期产生不同饮料的能力的。
无菌线S2验证SOP目的:评估COP/SOP对无菌区的清洁和杀菌效能应用:无菌灌注系统无菌区的设备外部表面,此钢片测试应于培养基注入测试之前进行第一部分:准备工作1.仪器与试剂:移液枪(1ml,0.1ml,0.01ml,推荐另配一把1-9ml)以及枪头各100个,钢片50片(Krones提供接种好的钢片),100ml塑料圆盒50个,不锈钢托盘3个,锡箔纸5卷,平皿(塑料/玻璃均可),TSA培养基,PCA培养基,石英砂、3M胶带、扎带,针筒(1ml,10ml各一个),振荡器1台,摇床(采购中),Duran瓶,或者三角瓶以制备培养基以及无菌水,2.洗脱液配制:吐温0.1% 、蛋白胨0.1%、石英砂稍许、氯化钠0.85%3.其它:酒精灯、过滤膜、试管第二部分:操作要求1.S2验证都应当在穿着无菌服,手套,进行全身杀菌的条件下进行2.将样品按照验证程序要求,进行相应的处理,完毕后采用无菌取样的方式移出,进行微生物检验。
3.操作前,按照要求进行洗手、更衣、消毒等人员卫生程序。
4.不相关的人员严禁进入净化间,避免人为污染的存在。
5.所用工具事先完成消毒处理。
案例--1985年可口可乐换配方事件
1985年可口可乐换配方事件1985年4月23日可口可乐公司董事长罗伯托·戈伊朱塔宣布,停止使用已有99年历史的老可口可乐配方,由一种新的、味道较甜的可乐来取代老的可乐。
但在1985年7月11日可口可乐公司承认他们在这个问题上犯了错误,并已以“传统可口可乐”的名义恢复了老可乐的生产供应。
各地商业院校的学生曾对这个案例进行了多年的解剖分析,并对可口可乐这样一个长期被认为是机灵营销者的公司会犯这样一个大错而感到惊奇,不过这毕竟已成过去。
下面我们一起回顾下这起换配方风波;20世纪70年代中期以前,可口可乐公司是美国饮料市场上的“Number1”,可口可乐占据了全美80%的市场份额,年销量增长速度高达10%。
然而好景不长,70年代中后期,百事可乐的迅速崛起令可口可乐公司不得不着手应付这个饮料业“后起之秀”的挑战。
1975年全美饮料业市场份额中,可口可乐领先百事可乐7个百分点;1984年,市场份额中可口可乐领先百事可乐3个百分点,市场地位的逐渐势均力敌让可口可乐胆战心惊起来。
百事可乐公司的战略意图十分明显,通过大量动感而时尚的广告冲击可口可乐市场。
首先,百事可乐公司推出以饮料市场最大的消费群体——年轻人——为目标消费者群的“百事新一代”广告系列。
由于该广告系列适宜青少年口味,以心理的冒险、青春、理想、激情、紧张等为题材,于是赢得丁青少年的钟爱;同时,百事可乐也使自身拥有了“年轻人的饮料”的品牌形象。
随后,百事可乐又推出一款非常大胆而富创意的“口味测试”广告。
在被测试者毫不知情的情形下,请他们对两种不带任何标志的可乐口味进行品尝。
由于百事可乐口感稍甜、柔和,因此,百事可乐公司此番现场直播的广告中的结果令百事可乐公司非常满意;80%以上的人回答是百事可乐的口感优于可口可乐。
这个名为“百事挑战”的直播广告令可口可乐一下子无力应付。
市场上百事可乐的销量再一次激增。
2.市场营销调研为了着手应战并且得出为什么可口可乐发展不如百事可乐的原因,可口可乐公司推出了一项代号为“堪萨斯工程”的市场调研活动。
可口可乐进化史
上图是来自可口可乐(Coca-Cola)公司,关于这个经典瓶子的历史。
一些工业设计史教科书(可能是比较老的版本),会有一些小错误(或者语焉不详),就是将可口可乐这个经典玻璃瓶或者可口可乐标志说成是罗维(Raymond Loewy)设计,其实这样介绍不是很精确的。
可口可乐标志(包括名字Coca-Cola)是1885年Frank Mason Robinson 设计的,John Pemberton 的记帐员(John Pemberton 是Coca-Cola汽水最早的发明者),Frank Mason Robinson 使用的是当时记帐员中最流行的字体Spenserian,后来他进入可口可乐作秘书和财务,负责早期的广告。
(详细见wikipedia)可口可乐经典玻璃瓶(contour bottle)是由Earl R. Dean 于1915年设计的,当时可口可乐寻找一种可以区分其他饮料瓶的瓶子,并且无论白天还是晚上,甚至是打破了也能识别出,为此他们举办了比赛,Root Glass 公司参与其中(Earl R. Dean 是Root公司的瓶子设计师以及模具管理员),他们开始想以这种饮料的两种成分作为出发点,可可叶和可乐豆,但不知道它们长什么样,然后在图书馆看到《大英百科全书》中一幅可可豆豆荚的图片,并以此为设计出了这个经典的瓶子。
而当时它们的模具生产机械要马上进入维修,所以Earl R. Dean 在24小时内画出了草图并作出了模具,而且在机器关闭前试制出了一些。
1916年被选中并当年进入市场,1920年成为可口可乐公司的标准瓶子。
左侧也是Root 公司的最初原型,但是没有投入生产,因为在传送带上不稳定,右侧就是经典的玻璃瓶。
维基百科说这段故事有人认可,很多人认为不可信。
但瓶子的设计来自Root Glass,可口可乐公司历史中是如此介绍。
而罗维当时在法国军队直到1919年回到美国,后来为可口可乐公司提供设计服务,包括瓶子设计,以及1960年为其设计了第一个罐装的铁罐。
可口可乐营销环境分析
• 设备: 以前用德国KRONES的设备。现在可口可乐公司的灌装设备
逐渐采用国内的设备Fra bibliotek• 原料:神秘配方。 可口可乐公司只向合作伙伴提供半成品,获得其生
产许可的厂家只能得到将浓缩的原浆配成可口可乐成品的技术和方法,却 得不到原浆的配方及技术。
SWOT分析
优 势
拥有强大的市场竞争力 针对学校的广大年轻群体,碳酸饮料的选择最多的就是可口可乐和百事可乐 强势行销能力,体系及企业广告. 品牌形象深植人心,在消费者心中树立了良好的企业形象 产品拥有便利性(随处可得),独特风味(神秘配方)及价格公道等特色. 碳酸饮料较符合年轻族群需求 饮料之品牌形象影响销售状况颇深. 美国速食文化与碳酸饮料颇为契合 非可乐之其他碳酸饮料的产品替代性仍不低 消费者追求健康之意识抬头,势必将减少对碳酸饮料之饮用 饮料市场竞争颇为激烈,主要竞争对手(挑战者)-百事可乐威胁力十足,而在 过去几年当中可口可乐业绩出现停滞不前之情形,而百事可乐却是持续在成 长当中. 消费者刻板印象-不健康饮料,因可乐内含有咖啡因等成份,且易造成肥胖等 健康问题. 主要消费族群(年轻族群)之产品认同感,略逊於百事可乐 桶装饮料通路遍布广泛,消费者最後所享用之产品品质较难掌控(超过保存期 限或变质等情形).
百事可乐VS可口可乐
可口打压百事广告.rm
• 代言:百事阵容更强大 • 口感:百事比可口甜一点,也更刺激一点,更解 渴 一些。 • 进入中国时间:可口更早一些 • 战略:可口“满天撒网” ;集中优势兵力实施中 心突破,在校园、旅游景点、娱乐场所等渠道重 心投入,精耕细作,深挖渠道。
企业自身环境
内部环境可以归纳为“五个M”: 员工 资金 设备 原料 市场
环境分析
政治法律环境
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
含汽饮料解决方案
产品类别: 含汽饮料解决方案
▲排瓶机 ▲风力输送系统冲瓶/灌装/旋盖三合一机 ▲混合机 ▲上盖机 ▲C.I.P 系统 ▲温瓶机 ▲无压力输送及瓶输送系统 ▲喷码 ▲吹干机 ▲标贴或套标设备 ▲膜包或箱包装
本系列产品为冲瓶、灌装、拧盖一体机,使用于PET 瓶装各种碳酸饮料的生产,产量从6000至36000瓶每小时。
整机可拆成三大模块,出瓶输送链高度可调;瓶通过风道,由星轮夹瓶头先后送至洗瓶机,灌装机、旋盖机,最后经过瓶输送链送出。
在整个过程中设有多处卡瓶,缺瓶、缺盖、过载等保护报警装置,性能可靠,工艺流程科学,食品卫生条件满足食品卫生国家标准,生产自动化程度高,操作简便。
石英砂过滤器:该设备系1Cr18NiTi 不
锈钢制成并内装置砂过滤器的密封容
器,只允许未经过处理的液体经滤棒本身透过,绝不允许由其它部分通过,由此达到过滤澄清的目的。
能广泛用于石油工业、制药工业、制酒业、饮料业等,是制取优质水之理想设备。
净水器:该设备适用于饮用水的净化处理。
能去除清水中异色、异味和汞、铅、锌、铁、锰、铬等金属物质。
去除氢化物、硫化物、余氯等高分子有机化合物,是生活饮水、食品、饮料、制药、化学等行业净化水的理想设备。
钠离子交换器:该设备是用于降低水中的硬度,生水由上而下通过交换器进行软化,水中含有的镁、钙、阳离子与水交换剂的钠离子互相交换;生水被软化成为含极少的钙、镁,盐类的水称为软水,可用于锅炉给水及一些工业用水。
由于钠离子在水中有很大的溶解性。
不会在锅炉内部结成硬垢,并且容易排除,进入钠离子交换器的水,应经澄清过滤处理,基本上不含有悬浮物,经交换器软化后,其剩余硬度不超过毫克当量/升。
产品名称: 石英砂过滤器,净水器,钠离子交换器
产品类别: 水处理设备
DGCF系列等压灌装、冲瓶、封口三
产品名称:
合一体机
产品类别:含气饮料设备
本系列设备用于聚脂瓶装各种碳酸饮料的生产。
在一机上实现冲瓶、灌装、封盖。
整机设计科学合理,外形美观,功能齐全,操作维修方便,自动化程度高。
综合采用意大利、德国先进技术。
灌装速度快,液面控制稳。
如:无瓶时不灌装,冲气或灌装时爆瓶则灌装阀将自动关闭,并有自动冲洗等先进自控技术。
采用托瓶提升气缸,油尼龙齿轮传动,噪声小,整机运转平稳。
采用磁力扭矩式拧盖头,实现抓盖、拧盖功能。
拧盖力矩无级可调,具有恒力矩旋封塑盖功能,且不伤盖,封口严密可靠。
水平回转式气力理盖器,具有不损坏瓶盖表面,料斗内缺盖发信号自动补充盖等功能。
整机采用PLC电脑程序控制及人机界面触摸屏按钮,具有料缸内液面自动控制,无瓶不灌装,无瓶不加盖功能,并有拨瓶星轮卡瓶错位停机,盖滑槽内缺盖停机等功能。
产品名称:贴标机
产品类别:套标贴标设备
本机适用于制药、食品、饮料、日化等的各种方、扁瓶的单面、双面、侧面标签的粘贴。
机器采用PLC程序控制,光电检瓶送标,具有生产效率高、贴标准确可靠、操作方便、适应范围广等优点。
启动系统:依靠3~5极电机驱动,电子控制速度,全自动传动装置,电源档位和高精密度的钢星齿轮相结合,包含自动匹配的机械安全设施
产品名称:理瓶机
产品类别:理瓶设备
LP-A全自动送料理瓶机主要适用于与大型高速生产设备的配套使用,具有自动送料、自动理瓶、出瓶排列等性能,是高速生产线上不可缺少的设备。
以前可口可乐都是用德国KRONES的设备。
现在可口可乐公司的灌装设备逐渐采用国内的设备,照片中这些设备都国内厂家生产。
性能只相当进口设备的90%,价格比进口设备要
便宜一半多,而配件及服务也十分迅速。