SKG-400型扩口机电控系统设计
出入口控制系统技术方案
目录1.系统概述 (1)2.系统需求分析 (1)3.编制依据 (1)4.方案设计 (1)4.1系统总体结构 (2)4.1.1管理层 (2)4.1.2控制层 (2)4.1.3执行层 (2)4.2系统架构图 (2)4.3设备选型及优势 (3)4.3.1双门互琐功能 (3)4.3.2双人同进同出功能 (3)4.3.3读卡器选型 (3)4.3.4信号传输 (3)4.3.5系统控制 (4)4.3.6持卡人管理 (4)4.3.7门禁模式管理 (4)4.4系统设备主要性能指标 (4)4.4.1Pro3000双门控制器 (5)4.4.2智能感应卡读卡器JT-MCR-45-32 (6)4.4.3Winpak门禁控制管理软件 (7)4.5门禁系统功能 (11)4.5.1门禁控制 (11)4.5.2编程管理 (12)4.5.3卡及持卡人管理 (12)4.5.4在线监控和报警功能 (12)4.5.5数据和事件记录查询及生成报表 (13)4.5.6电子巡更管理 (13)4.5.7电子地图控制 (13)4.5.8集成联动 (13)4.5.9通信及连接 (14)1.系统概述门禁系统主要由识别卡、前端设备(读卡器、门状态探测设备、锁具、门禁控制器等)、传输设备、系统管理服务器、管理控制工作站、制卡设备(制卡数码照相机、卡证打印机、制卡工作站)及相关应用软件组成。
2.系统需求分析门禁系统是保证授权人自由出入、限制未授权人进入未获授权区域、对强行闯入的行为进行报警,从而保证门禁控制区域的安全。
门禁系统应该对医院的出入人员进行管理,确保医院的安全、有序是十分必要且必须的。
门禁系统需要满足省医院各部门的系统的独立管理,并且实现远程联网管理。
医院门禁系统需要与监控系统、报警系统相联动,当门禁系统正常开门时,报警系统撤防,工作人员可以自由工作,当门禁系统非正常开门时,报警系统布防,将报警图像在监控中心的工作站上显示出来,并进行录像。
3.编制依据《建筑电气工程施工质量验收规范》(GB50303-2002)《建筑工程施工质量验收统一标准》(GB50300-2001)《智能建筑工程质量验收规范》(GB50339-2003)《安全防范系统验收规则》(GA308-2001)《智能建筑设计标准》(GB/T50314-2000)《安全防范系统通用图形符号》(GA/T74-2000)4.方案设计本系统在楼内的药库,出入院收费处,计算机室、ICU、NICU、中心供应、手术部等净化区域以及病房护理单元出入口均设门禁控制器,共设置201套出入口控制点。
自动点胶机-KAM-400-使用说明书

自动点胶机使用说明书金泉自动化设备有限公司Dong Guan K.A.M.Autonomation Limited Tel:(86 0769)85323765Fax:(86 0769)85323765Web: 调试机器注意安全事项!本手册包括自动点胶机的操作说明及注意事项请将此手册妥善保管在仔细阅读本使用说明书并能正确使用前,请不要操作,维护或检修本设备。
请在熟悉机器的知识,安全信息以及全部有关注意事项以后再使用机器。
本说明书中将安全等级分为危险和注意。
危险!不正确的操作造成的危险情况,将可能导致死亡或重伤的发生。
注意!不正确的操作造成的危险情况,将导致一般或轻微的伤害或造成物体的硬件损坏。
* 当通电或正在运行时,非相关人员请勿打开电控柜,否则可能会发生触电危险。
* 接线或检查,请在断开电源、确认没电后。
并经过十分钟后,用万用表等工具测量剩余电压以后进行。
(切断电源后一段时间内仍然有部分电器元件带有剩余电压)请不要在通电情况下进行电气元件的更换,否则可能会发生触电事故。
* 在维修时请按下急停按钮,并确认启动信号断开,否则电机有可能会发生失控而突然启动。
* 请不要在通电情况下进行电气元件的更换,否则可能会发生触电事故。
* 在维修时请按下急停按钮,并确认启动信号断开,否则电机有可能会发生失控而突然启动。
* 请不要对机器设备、电控部分进行改造。
注意!* 开始操作前,请确认机器危险范围内无人员、物体或障碍物。
* 机器通电后运行前,请检查并确认其相关操作参数并确保机器不会发生意想不到的动作后再运行* 请不要对机器机械部分进行敲打,以免造成对机器外表防锈层的损坏。
* 请不要对机器机械部分进行拆卸、更改。
* 机器发生任何异常情况时,请在第一时间内按下相关急停按钮。
* 请谨遵机器安全操作,合理并正确使用机器。
* 当机器进行参数更改时,请确保机器能正常运行并应在参数更改区域范围内技术参数使用空气压力0.4~0.6MPa电源AC220V,50 HZ总功率 3.5KW工作方式自动/半自动重量80 kg环境要求:本设备放置的地方通风通光,湿度不得超过80%,环境温度须控制在5℃~40℃范围内,电源需有单独回路不得与动力机械共用。
KBZ-400
③ 按设置键可进入参数设置状态。
b) 运行状态(合闸状态): ① 轮流显示三相电流值。
② 按上移或下移键可定位显示 A、B、C、三相电流中的任意 一相电流值,按返回键返回。
③ 按设置键可查看设置参数。
④ 运行状态时不能整定参数。
1.3产品防爆型式
矿用隔爆型;防爆标志:ExdI。
二 漏电保护原理
2.2.1 选择性漏电保护:采用功率方向法原理。即:根据零序 电流和零序电压的电位及零序电压和零序电流的相位关系来 判断是否有漏电故障,原理图中SK为三相电抗器组成人为中 性点,漏电时取得零序电压信号经C1、TC2移相后送入综合保 护器的Uo脚,零序电流信号由零序电流互感器取得直接送入 综合保护器的Io脚;当线路分布电容不足时,零序互感器感 应的电流信号过小达不到门槛值,必须加三相对地分布电容 进行补偿(补偿电容大小范围:0.22μf~1μf之间),两路信 号经综合保护器进行处理,当满足所设定的预值时,再比较 零序电流信号与零序电压信号的相位关系,当两者均符合以 上条件,则综合保护器内继电器动作S断开、F闭合→KA线圈 失电→辅助KA-1闭合→直流电压经YC脱扣线圈→KA-1形成回 路,断路器QF分闸,实现选漏保护功能。
(c) 故障状 态(分 闸):系 统出现故 障,延时 期间故障 指示灯闪 烁,跳闸 后显示故 障信息; 按返回键 返回。
6.2.2 参数设置操作步骤: 设置指示灯亮[①.返回 (复位); ②.上移; ③. 下移; ④.设置(确认)]
(a) 在正常分闸状态按 设置键,设置指示灯亮, 进入参数设置状态,第 一次调整额定电流;按 上移或下移
键调整参数,按设置键 保存设置并进入下一个 参数设置状态。
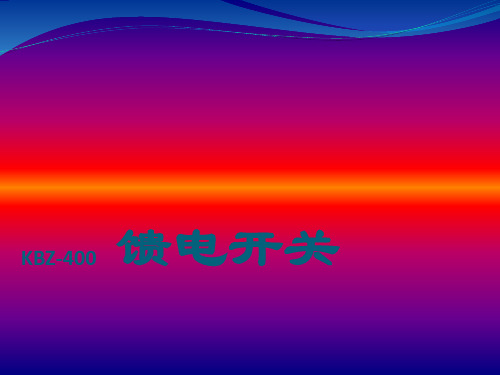
KBZ-400(WZBK-6A)原理图、接线图
BL ∅6×30 1A BL ∅6×30 5A RL5 1140V KBZ-400(A)
JSL60mA JSG-400A RC-1600V ZN7-400/1140 WZBK-6(A)
型号规格
1只 1只 1只 1只 1只 4只 1只 1只 1只 1只 1只 1只 1只 1只 1只 1只 1只 1只 1只
KBW40-00D
借(通)用件登记 描图 描校
旧底图总号 底图总号 签字 日期
HK
BK
140V 1#
1140 660
HA
11# HZ HZ 13#
100VA 36V 2#
J1 J3
ZL1
4#
DL1 5#
3# SJ
9#
DL5 HT 45#
1A RD1
0 10# RD2 SJ
HZ 8#
HZ
14#
50V 2A
C1 42#
D#
↓/→ +/-
确定 取消/复位
61#
↓/→
IA IB IC IN IO ION
36V-
R0 36V+
U0 U0N R0N
62# +/-
63#
64# 60#
ENT
ESC/FG 24VGND
K1K
K1 K2K
WZB
K2
K2B
K3
K3K
UAN UA
485+ 485-
XJ0 XJ1 XJ2 XJ3 24V 24V
J3
DL
JC3 103#
DL5
JC3 104#
JC3 101#
DL6
JC3 102#
借(通)用件登记
描写
硬件设计需求说明书(完整版)

实用文档文档名称文档范围硬件需求说明书内部公开文档编号共12 页DD301硬件需求说明书拟制焦少波日期2016-12-01评审人日期批准日期免费共享修订记录日期修订版本描述作者2016-12-01 1.0.0初稿完成焦少波目录硬件需求说明书 (1)1引言 (6)1.1文档目的 (6)1.2参考资料 (6)2概述 (7)2.1产品描述 (7)2.2产品系统组成 (7)2.2.1XXX 分系统 (7)2.2.2XXX 分系统 (7)2.3产品研制要求 (7)3硬件需求分析 (7)3.1硬件组成 (7)3.1.1XXX 分系统 (8)3.1.2XXX 分系统 (8)3.2系统硬件布局 (8)3.2.1XXX 设备布局 (8)3.2.2XXX 设备布局 (8)3.3系统主要硬件组合 (8)3.4XXX 硬件模块需求 (8)3.4.1功能需求 (9)3.4.2性能需求 (9)3.4.3接口需求 (9)3.4.4RAMS 需求 (9)3.4.5安全需求 (9)3.4.6机械设计需求 (9)3.4.7应用环境需求 (9)3.4.8设计约束 (10)3.5XXX 硬件模块需求 (10)3.5.1功能需求 (10)3.5.2性能需求 (10)3.5.3接口需求 (10)3.5.4RAMS 需求 (10)3.5.5安全需求 (10)3.5.6机械设计需求 (10)3.5.7应用环境需求 (11)3.5.8设计约束 (11)3.6可生产性需求 (11)3.7可测试性需求 (11)3.8外购硬件设备 (11)3.8.1外购硬件 (11)3.8.2仪器设备 (12)3.9技术合作 (12)3.9.1内部合作 (12)3.9.2外部合作 (12)表目录表1 外购硬件清单 (11)表2 仪器设备清单 (12)图目录图1XXX 系统构成框图 (7)图2XXX 系统硬件构成框图 (7)硬件需求说明书关键词:能够体现文档描述内容主要方面的词汇。
S7-300_400扩展机架的配置与说明
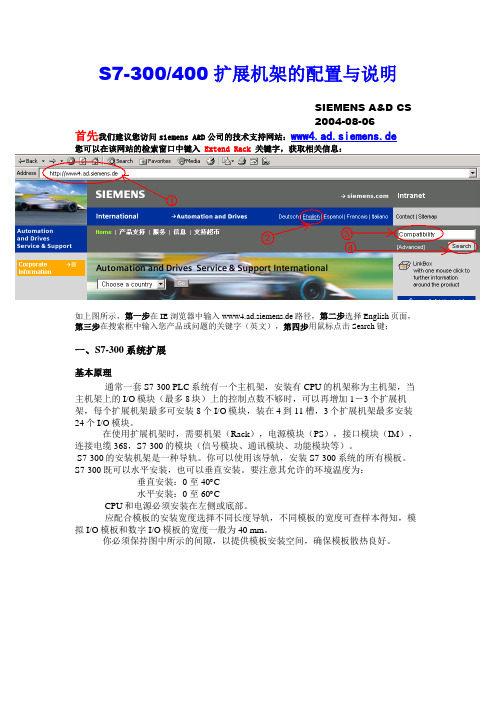
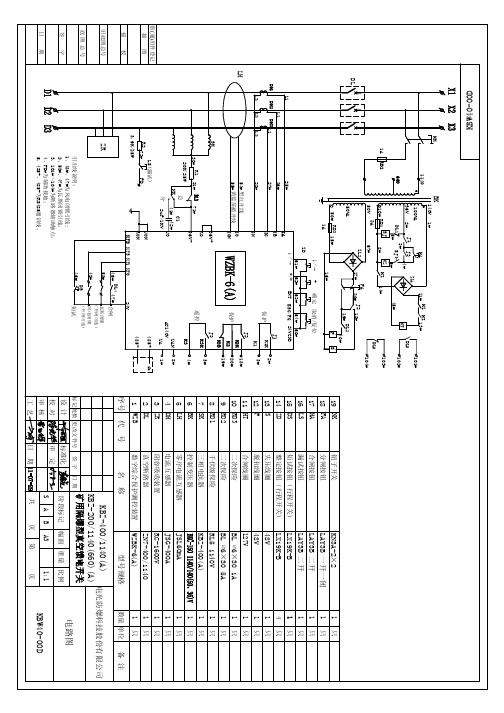
S7-300/400扩展机架的配置与说明SIEMENS A&D CS2004-08-06首先我们建议您访问siemens A&D公司的技术支持网站:www4.ad.siemens.de您可以在该网站的检索窗口中键入 Extend Rack 关键字,获取相关信息:如上图所示,第一步在IE浏览器中输入www4.ad.siemens.de路径,第二步选择English页面,第三步在搜索框中输入您产品或问题的关键字(英文),第四步用鼠标点击Search键;一、S7-300系统扩展基本原理通常一套S7-300 PLC系统有一个主机架,安装有CPU的机架称为主机架,当主机架上的I/O模块(最多8块)上的控制点数不够时,可以再增加1-3个扩展机架,每个扩展机架最多可安装8个I/O模块,装在4到11槽,3个扩展机架最多安装24个I/O模块。
在使用扩展机架时,需要机架(Rack),电源模块(PS),接口模块(IM),连接电缆368,S7-300的模块(信号模块、通讯模块、功能模块等)。
S7-300的安装机架是一种导轨。
你可以使用该导轨,安装S7-300系统的所有模板。
S7-300既可以水平安装,也可以垂直安装。
要注意其允许的环境温度为:垂直安装:0 至 40︒C水平安装:0 至 60︒CCPU和电源必须安装在左侧或底部。
应配合模板的安装宽度选择不同长度导轨,不同模板的宽度可查样本得知,模拟I/O模板和数字I/O模板的宽度一般为40 mm。
你必须保持图中所示的间隙,以提供模板安装空间,确保模板散热良好。
图1-1 间隙使用单机架或多机架是使用一个机架还是使用多个机架,取决于具体情况。
在下面的情况下应该使用单机架: ∙ 结构紧凑、需要节约空间∙ CPU312、312 IFM 、312C 和CPU 313只能用单机架 ∙ 所需处理的信号量少在下面的情况下应该使用多机架:所需处理的信号量大没有足够的插槽如需将S7-300装在几个机架上,则需要接口模板(IM ),接口模板的使命是将S7-300背板总线从一个机架扩展到下一个机架。
PLC课程设计(论文)-抢答器PLC控制系统设计
PLC课程设计(论文)-抢答器PLC控制系统设计机电控制综合设计课程设计设计题目: 抢答器PLC控制系统设计院系名称: 机电工程专业班级: 机制F09 学生姓名: 学号: 20094805指导教师:2012 年 12 月 14日内容摘要利用CPU224型PLC设计了八路抢答器控制系统,给出了系统结构图、外部端子接线图、梯形图及语句表。
抢答器广泛应用于各种知识竞赛中,传统的抢答器大部分都是基于数字电路组成的,制作过程复杂,可靠性差。
本文介绍一种以西门子S7-200系列PLC为核心的八路抢答器系统,它充分利用了PLC的优点,具有结构简单、可靠性好等特点。
1、抢答器系统的功能:(1)抢答器可同时供8组选手参加比赛;(2)具有防止违规功能:只有在主持人发出开始抢答指令后,选手才能开始抢答;(3)具有抢答限时功能:在无人抢答时设置了蜂鸣器提示信号;(4)具有数码显示功能:能显示抢答选手的编号及答题倒计时时间。
2、抢答器控制系统抢答器控制系统分5部分:PLC、抢答按钮、蜂鸣器和显示部分,它利用抢答按钮输入各路的抢答信号,经PLC处理,输出控制信号,控制数码管和蜂鸣器提示电路工作。
关键词:PLC;抢答器;倒计时;数码管显示;梯形图;语句表目录第1章引言 (1)1.1 设备概况 (1)1.2 控制要求 .......................................................... 1 第2章系统设计 (2)2.1 抢答器系统组成 (2)2.2 系统设计过程 (2)2.3 工作过程设计 (3)2.4 硬件接线图及,,端子分配表 (5)2.5调试运行 (7)2.6梯形图 (8)2.7语句表 ...........................................................20 结论与设计总结 (25)谢辞 ....................................................................26参考文献 (27)第1章引言利用CPU224型PLC设计了八路抢答器控制系统,给出了系统结构图、外部端子接线图、梯形图及语句表。
SKT400M
产品推荐函KIA SKT400M全功能数控车床机床特点:高效高刚性高精度………………………………………………………………………………………………………………………一、推荐机床:数控车床机床型号:SKT400M产地:韩国起亚重工(原装机)二、机床主要技术参数及性能指标:1、机床性能比较:■机床质量稳定,故障率五年内为零!机械性能、精度指标稳定在十年不变!■机床效益高,用户工厂单位面积产出比大。
2、机床特性参数:最大回转直径―――――Ф780mm最大加工直径―――――Ф450mm最大加工长度――――― 1200mm主轴最高转速―――――3000rpmXZ轴快速移动――――20m/25min…………………………………………………………………[详细参数见附件一]3、机床精度: (日本JIS标准)X、Z轴定位精度: 0.015/300mm X、Z轴重复定位精度:±0.003mm主轴径向跳动:1.44um 圆柱度:1.15um圆度:0.5um 刀塔回转精度:±2um4、数控系统及基本配置:(1)SIEMENS810D标准型。
(2)零件程序存储长度320M。
(3)RS232C。
(4)显示器 10.4″LCD彩色显示器。
……………………………………………………………………[以SIEMENS公司资料为准]5、机床结构:(1)床身:采用米汉纳高级铸铁,整体浇铸一体结构,并经过自然时效处理,为加工提供了最好的刚性结构,以确保高刚性及精度的持久性。
轴承座与床身整体式浇铸结构。
45度倾斜床身使得切屑处理更加卓越。
(2)主轴:主轴采用两级齿轮传动方式,配合37KW的主轴功率及高达2826N.m的主轴扭矩,很好的保证了机床对重切削的需求。
(主轴是由Ф180mm的两套圆柱滚动轴承和一套向心止推轴承组成,主轴具有高速高刚性的重切削)。
(3)导轨:采用的是滑动导轨,导轨的热处理厚度高达3.5mm,从而提高了导轨的寿命及精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
淮阴工学院毕业设计(论文)说明书作者:杨 林 波学号:10211307系:机械工程系专业:机械设计制造及其自动化题目: SKG-400型扩口机电控系统设计指导者:周昌龄 高级工程师评阅者:2006年 6 月 淮 安毕业设计(论文)中文摘要扩口机是PVC管生产过程中一个重要的组成部分,根据不同的要求既可单机运行,又可和挤出机、切割机等联机组成一条生产线。
本文探讨了SKG-400型扩口机电控系统采用可靠性高、抗干扰能力强的可编程控制器(PLC)作为主控部件来实现的技术,阐述了其在扩口机电控系统设计中作用和优势。
根据管材对扩口机扩口的过程复杂要求及高可靠的特点,具体研究了硬件的配置、软件程序的编制及整个模拟演示程序。
在分析了扩口机工作流程的基础上,进行了PLC控制系统的硬件设计和软件设计。
硬件部份重点介绍了温控部分设计的思路和采取的设计方案;软件设计则重点介绍了自动工作程序编制的方法、以及为提高机床工作的可靠性、经济性、以及提高其自动化程度、实现工步之间的约束条件、联锁保护采取的措施。
除了原理设计以外,还对控制系统进行了工艺方面的设计。
关键词 控制系统 PVC生产线 SKG-400扩口机 PLC毕业设计(论文)外文摘要Title A design of electric-control system ofSKG-400 belling machineAbstractBelling machine is a important part in the PVC tube production line. According to different request, it since can singlely go, again can with extruder, cutting machine etc. Online constitute a production line. This paper inquires into SKG-400 belling machine electric -control system in adoption of programmable logical controller (PLC) with high credibility and the strong anti- interference ability, which is the technique that the lord is controlled a parts to carry out, elaborating it the function and the advantage in belling machine electric-control system design. According to the characteristics of high reliability and bulging complications requests in the process of the pipe material to bell. Concretely studying the configuration of Hardware, the software programming and the whole simulation program. In analyzing to belling machine workflow foundation, this paper gives the PLC control system of the hardware design and software design. Design method and design plan adopted of temperature control system is introduced respectively in hardware part.Then, The software design gives emphasis to method of automatic work procedure to draw up and measures of adopting in the credibility of the tool machine work, economy,its stipulation condition , carrying out of constraint condition between steps and interlock protection. In addition to the principle design,this paper also designs control system in process technology.Keywords control system PVC product line SKG-400 belling machine PLC目 次1 引言 (1)2 课题来源及设计要求 (1)2.1 课题来源 (1)2.2 设计要求 (1)3 控制要求分析 (2)4 总体方案的确定 (5)4.1 继电器接触器控制系统方案 (5)4.2 工控机控制系统方案 (5)4.3 PLC控制系统方案 (5)5 PLC选择及确定 (7)5.1 确定输入/输出设备、统计I/O点数 (7)5.2 PLC类型选择 (8)6 硬件设计 (10)6.1 主电路图设计 (11)6 2 控制面板电器元件布置图、电器元件加工尺寸图、电器元件接线图 (13)6.3 PLC模块接线图设计 (17)7 软件程序设计 (17)7.1 总体框图设计 (18)7.2 手动程序设计 (18)7.3 自动程序设计 (19)7.4 模拟程序设计 (26)7.5 公共程序设计 (27)结论 (29)致谢 (30)参考文献 (31)附录A 系统控制梯形图程序图1 SKG-400扩口机主电路图一 (图号13/1)图2 SKG-400扩口机主电路图二 (图号13/2)图3 SKG-400扩口机主电路图三 (图号13/3)图4 SKG-400扩口机输管状态转移图 (图号13/4)图5 SKG-400扩口机回原位状态转移图 (图号13/5)图6 加热、扩口、卸管状态转移图 (图号13/6)图7 SKG-400扩口机控制面板电气元件布置图 (图号13/7) 图8 SKG-400扩口机PLC模块接线图 (图号13/8)图9 SKG-400扩口机控制面板电气元件尺寸图 (图号13/9) 图10 SKG-400扩口机控制面板电气元件接线图 (图号13/10) 图11 SKG-400扩口机控制箱电气元件接线图 (图号13/11)1 引言目前,我国建筑给排水的管道一般是钢管、水泥管道或铸铁管,现阶段我国很多地方还在继续使用。
钢管及铸铁管作为城市给水排水管材,长期使用后就会产生锈蚀现象,出现“红水”、“黑水”、“蓝水”,铁腥味严重,各种有害细菌超过国家生活饮用水水质标准,排污管道出现泄漏等现象,污染水源,表现在:“红水”——主要是镀锌水管被腐蚀造成的污染;“蓝水”——主要是水中的超标的铜离子引起的,它会导致人体肠道疾病、儿童肝脏损伤、老年痴呆症等疾病。
水泥管怕碰撞,接口易渗漏,污染地下水,造成环境污染。
随着我国城市化建设的不断发展,为保障人民的身体健康和环境保护,根据建设部的规定,原城市自来水管使用铸铁管或水泥管,城市排污管道使用的水泥管,供水卫生不能达到国家规定标准,排污管道污染地下水,今后供水一律禁用铸铁管、水泥管,而采用PVC管、PE管,排污采用螺纹管。
新型塑料管与传统管材相比具有重量轻、耐腐蚀、内壁光滑,水流阻力小、节约能源、安装简便迅速、造价较低、较好的抗震能力、有一定的抗拉抗弯曲的弹性、易养护、寿命长等优势,特别重要的是使用它们可以使饮用水达标,没有有害离子产生。
通过国家的政策支持,PVC及PE塑管生产企业如火如荼地发展起来。
扩口机是PVC塑管加工自动线不可或缺的设备,其自动化程度的高低及工作的可靠性对整条自动线举足轻重。
可是,在现阶段在我国扩口机控制系统中主要还是以往陈旧的传统继电器接触器控制系统为主,传统的继电器控制系统是针对一定的生产机械、固定的生产工艺而设计,采用硬件接线方式安装而成,其连线多而且复杂、体积大、功耗大,只能完成既定的逻辑(或顺序)控制、定时、计数等功能,即开关量控制;一旦改变生产工艺过程,继电器控制系统必须重新配线,因而适应性差,且体积庞大,安装维修都不方便;另外,继电器的触点数量有限而且会磨损、腐蚀,寿命短,可靠性差,系统的灵活性和可扩展性受到很大限制,所以为了更好的满足生产、节约、环保、高效等各方面的要求,就要对扩口机的控制系统进行改进创新的设计。
2 课题来源及设计要求2.1 课题来源:为某橡塑机械厂新产品研制项目。
2.2 设计要求2.2.1 生产工艺1) PVC塑管生产过程:原料─→挤出机─→真空定径─→冷却槽─→牵引机─→切割机─→扩口机─→成品管材具体的就是:粒料(或粉料)进入挤出机,在挤出机的模具作用下挤出,然后通过真空泵进行把管子的直径定到要求的大小,这时管子是比较软的,然后通过冷却槽冷却一下,管子就变硬了,管子再通过牵引机牵出,这里牵引机和挤出机是同步的,长长的管子进到下一道工序——切割,切割成要求的长度,为了把两个管子对接就进入最后一道工序——扩口,在切割机上切割好的管子送到扩口机上进行扩口,扩成要求的口径,完成后把管子卸下来。
2) 扩口机生产过程:管材(自切割机来)─→管材输送(输送计时,输送架下降、输送电机运转)─→1号架抬起─→移送架前进─→1号架落下─→加热炉前进─→转管架下降,压下并旋转(正、反转计时)─→加热计时─→转管架向上、加热炉后退─→2号架抬起─→移送架前进─→2号架落下─→夹具夹紧─→扩口车前进─→滑块涨开─→真空成型(计时)─→冷却计时─→滑块缩回─→扩口车后退、推板前进─→推板后退─→夹具松开具体的过程:自动线开动以后,切割机过来的管材由输送电机M3拖动送到工位上,并由液压泵电机M1驱动各油缸带动各传动装置实现各工位的转移,1#托架抬起把管材托起移送架带动托架向前把管材送到加热炉工位,经过加热炉均匀加热后,2#托架抬起把管材托起移送架向前把加热好的管材送到扩口工位,夹具夹紧后,扩口车上前扩口加热好的管材,完成后由下面来的管材把成品挤下运走。
在加热时,由KM4、KM5控制转管电机M4实现正反转,以确保管材均匀受热。
扩口管材时,由真空泵电机M2实现扩口成型。
2.2.2 控制要求要满足扩口机的加工工艺,有自动连续加工和手动调整,控制装置要求安全可靠、简单经济、使用维修方便,控制面板上要有一些运行状态的显示,计时控制的时间可由操作者在控制面板上根据管材及环境温度预先设置。