AMS5662
AMS磁编码器产品简介完整版前期
绝对编码器
• 绝对编码器是直接输出数字量的传感器,在它的圆形码盘上沿径向有 若干同心码道,每条道上由透光和不透光的扇形区相间组成,相邻码 道的扇区数目是双倍关系,码盘上的码道数就是它的二进制数码的位 数,在码盘的一侧是光源,另一侧对应每一码道有一光敏元件;当码 盘处于不同位置时,各光敏元件根据受光照与否转换出相应的电平信 号,形成二进制数。这种编码器的特点是不要计数器,在转轴的任意 位置都可 读出一个固定的与位置相对应的数字码。显然,码道越多, 分辨率就越高,对于一个具有 N位二进制分辨率的编码器,其码盘必 须有N条码道。 • 绝对式编码器是利用自然二进制或循环二进制(格雷码)方式进行光 电转换的。绝对式编码器与增量式编码器不同之处在于圆盘上透光、 不透光的线条图形,绝对编码器可有若干编码,根据读出码盘上的编 码,检测绝对位置。编码的设计可采用二进制码、循环码、二进制补 码等。它的特点是: • 可以直接读出角度坐标的绝对值、没有累积误差、电源切除后位置信 息不会丢失。 • 但是分辨率是由二进制的位数来决定的,也就是说精度取决于位数, 目前有10位、14位等多种。
AMS磁编码器产品名词解释及实用公式
名词解释
• 分辨率:
指的是磁编码器每圈的步长数。(如10位磁编 码器AS5040,其分辨率为0.35o,即每圈1024个位 置) • A/B正交两路及Index输出: A、B两路相位差90o脉冲信号,通过通道A的相 位超前通道B或通道B的相位超前通道A便可方便地 判断出旋转方向,每圈A/B各路输出的脉冲数为磁 编码数每圈步长数/4;Index指示绝对值零位,每 经过零点将产生一个脉冲。
增量式编码器
• 增量式编码器是直接利用光电转换原理输出三组 方波脉冲A、B和Z相;A、B两组脉冲相位差90o, 通过通道A的相位超前通道B或通道B的相位超前通 道A便可方便地判断出旋转方向;Z相为每转一个 脉冲,用于基准点定位。 • 优点:原理构造简单,机械平均寿命可在几万小 时以上,抗干扰能力强,可靠性高,适合于长距 离传输。 • 缺点:无法输出轴转动的绝对位置信息。
常用金属材料密度

2.7
20
660
AMS 4150 Covers 6061 -T6 Aluminum in Extruded Shapes R AMS 4150-R
2.7
20
660
AMS 4201 Covers 7050 Aluminum in Plate
P AMS 4201-P
2.7
20
660
AMS 4207 Aluminum Alloy Sheet, Alclad 5.7Zn -2.2 Mg -1.6Cu -0P.22CAMr (S7447250-7T-6P1) Solution and 2P.r7ecipitation20Heat Tre6a6te0d
8.19
65 2,145
AMS 5664 Covers Inconel 718 (tm) Super Alloy in Bars, ForgingsRandARMiSng5s664-R
8.19
65 2,145
AMS 5665 Covers Inconel 600 (tm) Super Alloy in Bars, ForgingsRandARMiSng5s665-R
8.44
100 3,300
AMS 5613 S410 Stainless Steel in Bar, Wire, Forge, Tube & RinRgs AMS 5613-R
7.9
30
990
AMS 5630 Covers 440 C Stainless Steel in Bars and Forgings R AMS 5630-R
P AMS 4027-P
2.7
20 (NT$6) 60
AMS 4040 Aluminum Alloy, Alclad Sheet and Plate 4.4Cu -1.5MgS-0.A60MMSn4(0A4lc0l-aSd 2024 and 1-1/2.%7 Alcad 202204-0) Ann6e6a0led
ams5662m标准

ams5662m标准
经过查阅,AMS5662M是一种关于高温合金钛合金Ti-6Al-2Sn-4Zr-2Mo(UNS 号R56620)的标准。
它是由Society of Automotive Engineers (SAE) 和全球航空材料供应商协会 (Global Aerospace Materials Suppliers, GAMPS) 共同制定的标准。
AMS5662M涵盖了对Ti-6Al-2Sn-4Zr-2Mo钛合金在固溶热处理和变形加工状态下的化学成分、物理性质、机械性能和表面质量等方面的要求。
该标准还包括了热处理和冷加工后的材料的可接受的缺陷和表面缺陷的限制。
通过遵循AMS5662M标准,制造商可以确保生产出符合规范的Ti-6Al-2Sn-4Zr-2Mo钛合金材料,以满足航空航天和其他高温应用领域的要求。
该标准对材料的性能和质量进行了严格的规定,有助于确保材料具有良好的可靠性、耐高温性和耐腐蚀性。
AMS5662M标准是经过定期修订和更新的,所以建议用户在实际应用中使用最新版本的标准。
此外,为了确保最佳结果,建议与相关的标准机构或认证机构进行进一步的确认和咨询。
哈氏C-276合金资料固溶热处理技能

哈氏C-276合金资料固溶热处理技能C276哈氏合金C-276哈氏合金归于镍-钼-铬-铁-钨系镍基合金,是现代金属资料中耐蚀好的一种。
主要耐湿氯、氧化性氯化物、氯化盐溶液、硫酸与氧化性盐,在低温与中温盐酸中均有好的耐蚀功能。
因而,近三十年以来、在严苛的腐蚀环境中,如化工、石油化工、烟气脱硫、纸浆和造纸、等工业范畴有着适当广的运用。
中文名 C276哈氏合金外文名C276 密度8.90g/cm3 比热425J/kg/k 弹性模量205Gpa(21℃)合金运用规范牌号合金板材棒材焊条焊丝无缝管焊接收管件锻件Hastelloy B-3 (N10675 ) [1]SB333SB335ENiMo-10ERNiMo-10SB622SB619/B619SB366SB564 B333B335B622SB626/B626B366B564Hastelloy C-276 (N10276)SB575 B575SB574 B574ENiCrMo-4ERNiCrMo-4SB622 B622SB619/B619SB366SB564SB626/B626B366B564 Hastelloy C-22 (N06022)SB575 B575SB574 B574ENiCrMo-10ERNiCrMo-10SB622 B622SB619/B619SB366SB564SB626/B626B366B564 Hastelloy C-2000 (N06200)SB575 B575SB574 B574ENiCrMo-17ERNiCrMo-17SB622 B622SB619/B619SB366SB564SB626/B626B366B564 Hastelloy D-205Hastelloy G-30 (N06030)SB582 B582SB581 B581ENiCrMo-11ERNiCrMo-11SB622 B622SB619/B619SB366SB564SB626/B626B366B564Hastelloy G-35 (N06035)B575B574B622B619B366B462 B626ULTIMET (R31233)B818B815Hastelloy B (N10001)SB333SB335ENiMo-10 B333B335Hastelloy X (N06002)SB435SB572ENiCrMo-2ERNiCrMo-2SB622 B622SB619/B619B366AMS 575 B435B572AMS5536AMS 5754Haynes 25 (R30605)AMS 5537AMS5759AMS5797AMS5796B619/B626AMS5759Haynes HR-120 (N08120)AMS5619SB408SB407SB514/B514SB366SB564 SB409B408B407SB515/B515B366B564 B409Haynes HR-160 (N12160)SB435SB572SB622SB619/B619SB366SB564B435B572B622SB626/B626B366B564 Haynes 188 (R30188 )AMS5608AMS5772AMS5801AMS5772 Haynes 214 (N07041)Haynes 230 (N06230)SB435SB572SB622/B622SB619/B619SB366SB564 B435B572SB626/B626B366B564 AMS5878AMS5891AMS 589Haynes 230-W (N06231)ERNiCrWMo-1AMS5839Haynes 242 (N10242)SB434SB573SB622SB619/B619B366SB564 B434B573B626B564Haynes 556 (R30556)SB435SB572ER3556SB622/B622SB619/B619SB366AMS5877 B435B572AMS5831SB626/B626B366AMS5874AMS5877Haynes 625 (N06625)SB443SB446ERNiCrMo-3AMS5581AMS5881SB366AMS5666 B443B446AMS5837SB444/B444SB704/B704B366AMS5666AMS5599SB705/B705Haynes 718 (N07718)AMS5596AMS5662ERNiCrFeCr-2AMS5589AMS5662 AMS5597AMS5664AMS 5832AMS5590AMS5664 SB637B637焊接及热处理技能哈氏C-276合金的焊接功能和普通奥氏体不锈钢相似,在运用一种焊接办法对C-276焊接之前,必须要采纳办法以使焊缝及热影响区的抗腐蚀功能下降最小,如钨极气体维护焊(GTAW)、金属极气体维护焊(GMAW)、埋弧焊或其他一些能够使焊缝及热影响区抗腐蚀功能下降最小的焊接办法。
HI5662EVAL2;中文规格书,Datasheet资料
CLK
QIIN+
8
8
QD0-QD7
D
Q
QIIN-
VROUT VRIN
HI5662
IIN+
8
8
ID0-ID7
D
Q
IIN-
CLK CLOCK
OUT CLK Q-CHANNEL DIGITAL
DATA OUTPUT (QD0 - QD9)
I-CHANNEL DIGITAL DATA OUTPUT (ID0 - ID9)
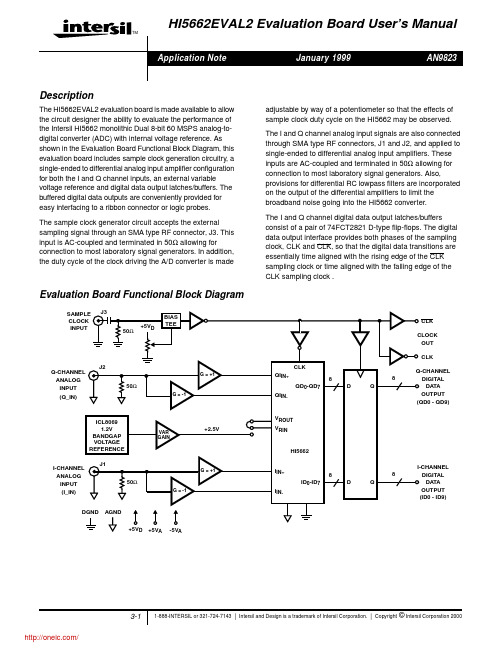
The HI5662 monolithic A/D converter has been designed with separate analog and digital supply and ground pins to keep digital noise out of the analog signal path. The evaluation board provides separate low impedance analog and digital ground planes on layer 2. Since the analog and digital ground planes are connected together at a single point where the power supplies enter the board, DO NOT tie them together back at the power supplies.
/
3-1
1-888-INTERSIL or 321-724-7143 | Intersil and Design is a trademark of Intersil Corporation. | Copyright © Intersil Corporation 2000
美国HAYNES(哈氏合金)常见牌号
美国HAYNES(哈氏合金)常见产品规格Corrosion Resistant & High Temperature Alloys From Haynes International, INC.美国哈氏合金国际公司(Haynes International,INC.)公司前身的Haynes Stellite Work (哈茨钴铬钨工厂)于1921年创立于美国印地安那州 Kokomo,距今已有近百年历史,在近百年的生产和研究中不断创新与发明,从而在高合金领域稳居世界首位。
Haynes 国际公司注重产品的生产和开发。
主要从事高质量的耐腐蚀和耐高温镍-钴合金的开发和生产。
同时,公司的专家技术人员在全球范围内提供进一步的客户服务和技术支持。
Haynes 公司的服务中心及分支机构能为客户及时提供板材、卷材、棒材、管材、锻件、法兰和连接件等。
应用规范传统上,航空燃气涡轮机市场是HASTELLOY®和 HAYNES ®高温合金的主要用户。
伴随着Haynes 新的性能更好的结构材料发展,燃气涡轮机性能不断得到改善与提高。
MULTIMET® 合金是第一个重要的供给抗空业的HAYNES® 高温合金。
紧随其后的HASTELLOYX® 合金至今是该工业领域的主角。
其后HAYNES® 188 合金为发动机设计这提供了更高的使用温度。
最新的HAYNES® 230® 合金其因无可比拟的高温强度与抗氧化性的结合及热稳定性的改善,应用范围愈加广泛。
同样,较新的HAYNES® 242® 合金,使用航空发动机的密封环,约束环,导波片,外罩和紧固件的性能得到很大的改善。
除飞机工业外,高性能的耐高温合金提供了前所未有的性能。
HAYNES® 214® 合金基在 1204 高温下超级的抗氧化性在陶瓷业。
金属加工业。
钢材标准-SAE AMS 5662M-2004镍基高温合金[1]._pdf
![钢材标准-SAE AMS 5662M-2004镍基高温合金[1]._pdf](https://img.taocdn.com/s3/m/355dd20fba1aa8114431d989.png)
fx or .
ASTM E 8 ASTM E 8M ASTM E 10
z ASTM E 21
ASTM E 103 ASTM E 112
.b ASTM E 139
ASTM E 292 ASTM E 354
Tension Testing of Metallic Materials Tension Testing of Metallic Materials (Metric) Brinell Hardness of Metallic Materials Elevated Temperature Tension Tests of Metallic Materials Rapid Indentation Hardness Testing of Metallic Materials Determining Average Grain Size Conducting Creep, Creep-Rupture, and Stress-Rupture Tests of Metallic Materials Conducting Time-for-Rupture Notch Tension Tests of Materials Chemical Analysis of High-Temperature, Electrical, Magnetic, and Other Similar Iron, Nickel, and Cobalt Alloys
Haynes718镍铬铁合金

Haynes718镍铬铁合金镍铬合金Haynes718是具有高强度和耐腐蚀性的镍铬合金。
它在-423°至1300°F(-253°至705°C)的温度范围内使用。
作为一种可时效硬化的合金,镍铬镍铁合金Haynes718合金可以很容易地制成非常复杂的零件,并且其焊接性能也非常出色。
它还具有良好的拉伸,疲劳,蠕变和断裂强度,并易于制造和耐腐蚀。
由于其综合性能,镍铬镍铁合金Haynes718可广泛用于各种应用,例如液体燃料火箭,环和机壳,飞机和陆上燃气涡轮发动机的各种成形钣金零件,低温储罐,以及紧固件和仪器零件。
上海奔来金属可提供:无缝管,焊管,圆棒,线材,板材,锻件,管件和法兰,特殊尺寸可定制。
【产品价格查询】访问【奔来金属网站】了解更多!上海奔来金属提供9种规格的镍铬镍铁合金Haynes718合金,每种都有多种定制形状/形式:•用于加热的燃料必须极低的硫含量;•炉子和物料都应在正确的温度下加热;•在将其放入炉中之前,应彻底清除合金中的油,油漆,油脂和车间污垢。
•对于锻造或开放式退火,炉内气氛应略有减少,一氧化碳含量至少为2%。
•保持炉内压力略为正,以免空气渗入;请注意,在还原性气氛中,会形成绿黑色的氧化膜(易于去除)。
另一方面,在氧化性气氛中,形成很难去除的黑皮。
对于经过退火,焊接和时效处理的零件,镍Haynes718焊接时的接头效率约为100%。
由于响应速度慢,可以直接进行时效处理,而无任何应力释放。
焊接应使用专有的镍填充金属Haynes718气钨弧焊工艺进行。
如果对镍铬合金Haynes718进行冷加工或沉淀硬化,则不建议使用银钎料,因为它们会引起合金的应力和裂纹。
还应避免与镉钎焊,因为该元素会加剧从银或其他元素开始的开裂。
Haynes718物理参数•在1700至1850°F(925°至1010°C)的温度下进行溶液退火,然后通常在水中进行快速冷却。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Nickel Alloy, Corrosion and Heat-Resistant, Bars, Forgings, and Rings52.5Ni - 19Cr - 3.0Mo - 5.1Cb (Nb) - 0.90Ti - 0.50AI - 18FeConsumable Electrode or Vacuum Induction Melted1775 °F (968 °C) Solution Heat Treated, Precipitation-Hardenable(Composition similar to UNS N07718)1.SCOPE:1.1Form:This specification covers a corrosion and heat-resistant nickel alloy in the form of bars, forgings, flash welded rings, and stock for forging, flash welded rings, or heading.1.2Application:These products have been used typically for parts requiring high resistance to creep and stress-rupture up to 1300 °F (704 °C) and oxidation resistance up to 1800 °F (982 °C), particularly those parts which are formed or welded and then precipitation heat treated to develop required properties, but usage is not limited to such applications.2.APPLICABLE DOCUMENTS:The issue of the following documents in effect on the date of the purchase order forms a part of this specification to the extent supplied herein. The supplier may work to a subsequent revision of a document unless a specific document issue is specified. When the referenced document has been cancelled and no superseding document has been specified, the last published issue of that document shall apply.AEROSPACE MATERIALSPECIFICATIONAMS 5662MIssued 1965-09Revised 2004-07Superseding AMS 5662LReaffirmed 2009-06SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.” SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions. Copyright © 2009 SAE InternationalAll rights reserved. No part o f this publicatio n may be repro duced, sto red in a retrieval system o r transmitted, in any fo rm o r by any means, electro nic, mechanical, photocopying, recording, or otherwise, without the prior written permission of SAE.TO PLACE A DOCUMENT ORDER: Tel: 877-606-7323 (inside USA and Canada) Tel: 724-776-4970 (outside USA)SAE values your input. To provide feedback--`,,```,,,,````-`-`,,`,,`,`,,`---//^:^^#^~^^"~~::"^#$~@@""#:$@:@"^$*~*"~~#^^$^@^~"#~~:\\2.1SAE Publications:Available from SAE, 400 Commonwealth Drive, Warrendale, PA 15096-0001 or .AMS 2261Tolerances, Nickel, Nickel Alloy, and Cobalt Alloy Bars, Rods, and Wire AMS 2269Chemical Check Analysis Limits, Nickel, Nickel Alloys, and Cobalt AlloysAMS 2371Quality Assurance Sampling and Testing, Corrosion and Heat-Resistant Steels and Alloys, Wrought Products and Forging StockAMS 2374Quality Assurance Sampling and Testing, Corrosion and Heat-Resistant Steel and Alloy Forgings AMS 2750PyrometryAMS 2806Identification, Bars, Wire, Mechanical Tubing, and Extrusions, Carbon and Alloy Steels and Corrosion and Heat-Resistant Steels and Alloys AMS 2808Identification, ForgingsAMS 7490Rings, Flash Welded, Corrosion and Heat-Resistant Austenitic Steels, Austenitic-Type Iron, Nickel, or Cobalt Alloys, or Precipitation-Hardenable Alloys ARP1313Determination of Trace Elements in High-Temperature Alloys2.2ASTM Publications:Available from ASTM, 100 Barr Harbor Drive, P .O. Box C700, West Conshohocken, PA 19428-2959 or .ASTM E 8Tension Testing of Metallic MaterialsASTM E 8M Tension Testing of Metallic Materials (Metric)ASTM E 10Brinell Hardness of Metallic MaterialsASTM E 21Elevated Temperature Tension Tests of Metallic Materials ASTM E 103Rapid Indentation Hardness Testing of Metallic Materials ASTM E 112Determining Average Grain SizeASTM E 139Conducting Creep, Creep-Rupture, and Stress-Rupture Tests of Metallic Materials ASTM E 292Conducting Time-for-Rupture Notch Tension Tests of MaterialsASTM E 354Chemical Analysis of High-Temperature, Electrical, Magnetic, and Other Similar Iron, Nickel, and Cobalt Alloys3.TECHNICAL REQUIREMENTS: 3.1Composition:Shall conform to the percentages by weight shown in Table 1, determined by wet chemical methods in accordance with ASTM E 354, by spectrochemical methods, by the methods of ARP1313 for lead, bismuth, and selenium, or by other analytical methods acceptable to purchaser.--`,,```,,,,````-`-`,,`,,`,`,,`---//^:^^#^~^^"~~::"^#$~@@""#:$@:@"^$*~*"~~#^^$^@^~"#~~:\\3.1.1Determination not required for routine acceptance.3.1.2Check Analysis: Composition variations shall meet the applicable requirements of AMS 2269.3.2Melting Practice:Alloy shall be multiple melted using consumable electrode practice in the remelt cycle or shall be induction melted under vacuum. If consumable electrode remelting is not performed in vacuum, electrodes which have been produced by vacuum induction melting shall be used for remelting.3.3Condition:The product shall be supplied in the following condition:3.3.1Bars: Hot or cold finished, solution heat treated, and descaled except as specified in 3.3.1.1 and 3.3.1.2.3.3.1.1Hot finished round bars shall be ground or turned; all other hot finished bars shall be as hot finished.TABLE 1 - CompositionElementmin maxCarbon -- 0.08Manganese -- 0.35Silicon-- 0.35Phosphorus -- 0.015Sulfur-- 0.015Chromium 17.0021.00Nickel50.0055.00Molybdenum2.803.30Columbium (Niobium)4.755.50Titanium 0.65 1.15Aluminum 0.20 0.80Cobalt-- 1.00Tantalum (3.1.1)-- 0.05Boron -- 0.006Copper -- 0.30Lead -- 0.0005 (5 ppm)Bismuth -- 0.00003 (0.3 ppm)Selenium -- 0.0003 (3 ppm)Ironremainder//^:^^#^~^^"~~::"^#$~@@""#:$@:@"^$*~*"~~#^^$^@^~"#~~:\\3.3.1.2Cold finished round bars shall be ground or as cold finished; all other cold finished bars shall beas cold finished.3.3.2Forgings and Flash Welded Rings: Solution heat treated and descaled.3.3.2.1Flash welded rings shall not be supplied unless specified or permitted on purchaser’s partdrawing. When supplied, rings shall be manufactured in accordance with AMS 7490.3.3.3Stock for Forging, Flash Welded Rings, or Heading: As ordered by the forging, flash welded ring,or heading manufacturer.3.4Heat Treatment:Bars, forgings, and flash welded rings shall be solution heat treated by heating to a temperature within the range 1725 to 1850 °F (941 to 1010 °C), holding at the selected temperature within ±25 °F (±14 °C) for a time commensurate with cross-sectional thickness, and cooling at a rate equivalent to an air cool or faster. Pyrometry shall be in accordance with AMS 2750.3.4.1If forgings are not to be machined all over, heat treatment shall be performed in a suitableprotective atmosphere or, when permitted by purchaser, a suitable protective coating may beapplied to the forgings in lieu of using a protective atmosphere.3.5Properties:The product shall conform to the following requirements:3.5.1Bars, Forgings, and Flash Welded Rings:3.5.1.1As Solution Heat Treated:3.5.1.1.1Hardness: Shall be not higher than 277 HB, or equivalent (See 8.2), determined in accordancewith ASTM E 10 or ASTM E 103.3.5.1.1.2Average Grain Size: Shall be as follows, determined by the comparative method ofASTM E 112. In case of disagreement, the intercept (Heyn) procedure shall be used.3.5.1.1.2.1Bars and flash welded rings under 9 square inches (58 cm2) in cross-sectional area shallexhibit an average grain size of ASTM No. 5 or finer. Up to 20% of the cross section of theproduct may have an average grain size of ASTM No. 3 to 5, determined by the interceptmethod of ASTM E 112, due to the presence of nonrecrystallized grains.3.5.1.1.2.2Bars and flash welded rings 9 to 50 square inches (58 to 323 cm2), inclusive, in cross-sectional area and all forgings shall exhibit an average grain size of ASTM No. 4 or finer. Upto 20% of the product cross section may have an average grain size of ASTM No. 2 to 4,determined by the intercept method of ASTM E 112, due to the presence of nonrecrystallized grains.--` , , ` ` ` , , , , ` ` ` ` -` -` , , ` , , ` , ` , , ` ---//^:^^#^~^^"~~::"^#$~@@""#:$@:@"^$*~*"~~#^^$^@^~"#~~:\\3.5.1.1.3Microstructure: Product shall be free of Laves phase. Banding of acicular phase and amount ofacicular phase shall conform to standards acceptable to purchaser.3.5.1.2Response to Heat Treatment: Product, 5 inches (127 mm) and under in nominal diameter orleast distance between parallel sides, shall meet the requirements of 3.5.1.2.1, 3.5.1.2.2, and3.5.1.2.3 after being precipitation heat treated by heating to 1325 °F ± 15 (718 °C ± 8), holding atheat for not less than eight hours, cooling at a rate of 100 °F ± 15 (56 °C ± 8) degrees per hour to 1150 °F ± 15 (621 °C ± 8), holding at 1150 °F ± 15 (621 °C ± 8) for not less than eight hours, and cooling in air. Instead of the 100 °F (56 °C) degrees per hour cooling rate to 1150 °F ± 15(621 °C ± 8), product may be furnace cooled at any rate provided the time at 1150 °F ± 15(621 °C ± 8) is adjusted to give a total precipitation heat treatment time of not less than 18 hours.3.5.1.2.1Tensile Properties:3.5.1.2.1.1At Room Temperature: Shall be as shown in Table 2, determined in accordance withASTM E 8 or ASTM E 8M.TABLE 2A - Minimum Room Temperature Tensile Properties, Inch/Pound UnitsSpecimen OrientationTensileStrengthksiYield Strengthat 0.2% OffsetksiElongationin 4D%Reduction ofArea%Longitudinal1851501215 Long-Transverse(Forgings)1801501012Transverse(Bars)180150 68 TABLE 2B - Minimum Room Temperature Tensile Properties, SI UnitsSpecimen OrientationTensileStrengthMPaYield Strengthat 0.2% OffsetMPaElongationin 4D%Reduction ofArea%Longitudinal127610341215 Long-Transverse(Forgings)124110341012Transverse (Bars)12411034 6 8--`,,```,,,,````-`-`,,`,,`,`,,`---3.5.1.2.1.2AT 1200 °F (649 °C): Shall be as specified in Table 3, determined in accordance withASTM E 21 on specimens heated to 1200 °F ± 5 (649 °C ± 3), held at heat for not less than 20 minutes before testing, and tested at 1200 °F ± 5 (649 °C ± 3).3.5.1.2.1.3Longitudinal requirements of 3.5.1.2.1.1 and 3.5.1.2.1.2 apply to specimens taken with the axis approximately parallel to the grain flow, to specimens taken in the radial direction and in the tangential direction at the rim of disc forgings, and to specimens taken in thecircumferential direction from flash welded rings. All other specimens shall be considered to be in the transverse direction.3.5.1.2.1.4Transverse tensile properties apply only to product from which a tensile specimen not less than 2.50 inches (63.5 mm) long can be obtained.3.5.1.2.1.5Specific locations of specimens from forgings and flash welded rings shall be as agreed upon by purchaser and vendor.TABLE 3A - Minimum Tensile Properties at 1200 °F, Inch/Pound Units Specimen Orientation Tensile Strength ksi Yield Strength at 0.2% OffsetksiElongation in 4D %Reduction ofArea %Longitudinal 1451251215Long-Transverse (Forgings)1401251012Transverse (Bars)140125 6 8TABLE 3B - Minimum Tensile Properties at 649 °C, SI Units Specimen Orientation Tensile Strength MPa Yield Strength at 0.2% OffsetMPaElongation in 4D %Reduction ofArea %Longitudinal 10008621215Long-Transverse (Forgings) 9658621012Transverse (Bars)965862 6 8--`,,```,,,,````-`-`,,`,,`,`,,`---//^:^^#^~^^"~~::"^#$~@@""#:$@:@"^$*~*"~~#^^$^@^~"#~~:\\3.5.1.2.2Hardness: Shall be not lower than 331 HB, or equivalent (See 8.2), determined in accordancewith ASTM E 10 or ASTM E 103. Product shall not be rejected on the basis of hardness if thetensile property requirements of 3.5.1.2.1.1, determined on specimens taken from the samesample as that with nonconforming hardness or from another sample with similarnonconforming hardness, are acceptable.3.5.1.2.3Stress-Rupture Properties at 1200 °F (649 °C): Shall be as follows; testing of notchedspecimens and of combination smooth-and-notched specimens shall be performed inaccordance with ASTM E 292 and testing of smooth specimens shall be performed inaccordance with ASTM E 139:3.5.1.2.3.1 A standard cylindrical combination smooth-and-notched specimen conforming toASTM E 292, maintained at 1200 °F ± 3 (649 °C ± 2) while a load sufficient to produce aninitial axial stress of 100 ksi (689 MPa) or higher is applied continuously, shall not rupture inless than 23 hours. The test shall be continued to rupture without change of load. Ruptureshall occur in the smooth section and elongation of this section after rupture, measured atroom temperature, shall be not less than 4% in 4D for product 5.0 inches (127 mm) andunder in nominal diameter or distance between parallel sides.3.5.1.2.3.2As an alternate procedure, separate smooth and notched specimens, machined fromadjacent sections of the same piece, with gage sections conforming to the respectivedimensions shown in ASTM E 292 may be tested individually under the conditions of3.5.1.2.3.1. The smooth specimen shall not rupture in less than 23 hours and elongationafter rupture, measured at room temperature, shall be as specified in 3.5.1.2.3.1. Thenotched specimen shall not rupture in less time than the companion smooth specimen butneed not be tested to rupture.3.5.1.2.3.3The tests of 3.5.1.2.3.1 and 3.5.1.2.3.2 may be conducted using incremental loading. In suchcase, the load required to produce an initial axial stress of 100 ksi (689 MPa) or higher shallbe used to rupture or for 23 hours, whichever occurs first. After the 23 hours and at intervalsof 8 hours minimum, thereafter, the stress shall be increased in increments of 5.0 ksi (34.5MPa). Time to rupture, rupture location, and elongation requirements shall be as specified in3.5.1.2.3.1.3.5.1.3After Re-solution and Precipitation Heat Treatment: The product shall meet the requirements of3.5.1.2.1, 3.5.2.1.2.2, and 3.5.1.2.3 after being re-solution heat treated by heating to --`,,```,,,,````-`-`,,`,,`,`,,`---1750 °F ± 25 (954 °C ± 14), holding at heat for not less than 60 minutes, and cooling at a rateequivalent to an air cool or faster and precipitation heat treated as in 3.5.1.2.3.5.2Forging Stock: When a sample of stock is forged to a test coupon, heat treated as in 3.4 and3.5.1.2, specimens taken from the heat treated coupon shall conform to the requirements of3.5.1.2.1, 3.5.1.2.2, and 3.5.1.2.3. If specimens taken from the stock after heat treatment as in 3.4and 3.5.1.2 conform to the requirements of 3.5.1.2.1, 3.5.1.2.2, and 3.5.1.2.3, the tests shall be accepted as equivalent to tests of a forged coupon. Stock shall also meet these requirements after solution heat treatment and re-solution and precipitation heat treatment as in 3.5.1.3.3.5.3Stock for Flash Welded Rings or Heading: Specimens taken from the stock after heat treatment asin 3.4 and 3.5.1.2 shall conform to the requirements of 3.5.1.2.1, 3.5.1.2.2, and 3.5.1.2.3.3.6Quality:The product, as received by purchaser, shall be uniform in quality and condition, sound, and free from foreign materials and from imperfections detrimental to usage of the product.3.6.1Grain flow of die forgings, except in areas which contain flash-line end grain, shall follow thegeneral contour of the forgings showing no evidence of reentrant grain flow.3.7Tolerances:Bars shall conform to all applicable requirements of AMS 2261.4.QUALITY ASSURANCE PROVISIONS:4.1Responsibility for Inspection:The vendor of the product shall supply all samples for vendor’s tests and shall be responsible for the performance of all required tests. Purchaser reserves the right to sample and to perform anyconfirmatory testing deemed necessary to ensure that the product conforms to specifiedrequirements.4.2Classification of Tests:4.2.1Acceptance Tests: The following requirements are acceptance tests and shall be performed oneach heat or lot as applicable.4.2.1.1Composition (3.1) of each heat.4.2.1.2Hardness (3.5.1.1.1) and average grain size (3.5.1.1.2) of each lot of bars, forgings, and flashwelded rings as solution heat treated.4.2.1.3Room-temperature tensile properties (3.5.1.2.1.1), hardness (3.5.1.2.2), and stress-ruptureproperties (3.5.1.2.3) of each lot of bars, forgings, and flash welded rings after precipitation heattreatment.4.2.1.4Microstructure (3.5.1.1.3) of each lot.4.2.1.5 Tolerances (3.7) of bars.4.2.2Periodic Tests: The following requirements are periodic tests and shall be performed at afrequency selected by the vendor unless frequency of testing is specified by purchaser:4.2.2.1Tensile properties at 1200 °F (649 °C) (3.5.1.2.1.2) of bars, forgings, and flash welded rings afterprecipitation heat treatment.--` , , ` ` ` , , , , ` ` ` ` -` -` , , ` , , ` , ` , , ` ---AMS 5662M SAE AMS 5662M4.2.2.2Tensile Properties (3.5.1.2.1), hardness (3.5.1.2.2), and stress-rupture properties (3.5.1.2.3) of bars, forgings, and flash welded rings after resolution and precipitation heat treatment (3.5.1.3).4.2.2.3Ability of forging stock (3.5.2) and of stock for flash welded rings or heading (3.5.3) to develop required properties.4.2.2.4Grain flow (3.6.1) of die forgings.4.3Sampling and Testing: Shall be as follows:4.3.1Bars, Flash Welded Rings, and Stock for Forging, Flash Welded Rings, or Heading: In accordance with AMS 2371.4.3.2Forgings: In accordance with AMS 2374.4.4Reports:4.4.1The vendor of bars, forgings, and flash welded rings shall furnish with each shipment a report showing the results of tests for chemical composition of each heat and the results of tests on each lot to determine conformance to the other acceptance test requirements. This report shall include the purchase order number, heat and lot numbers, AMS 5662M, solution heat treatmenttemperature used, size, and quantity. If forgings are supplied, the part number and the size and melt source of stock used to make the forgings shall also be included.4.4.2The vendor of stock for forging, flash welded rings, or heading shall furnish with each shipment a report showing the results of tests for chemical composition of each heat. This report shall include the purchase order number, heat number, AMS 5662M, size, and quantity.4.5Resampling and Retesting: Shall be as follows:4.5.1Bars, Flash Welded Rings, and Stock for Forgings, Flash Welded Rings, or Heading: In accordance with AMS 2371.4.5.2Forgings: In accordance with AMS 2374.5.PREPARATION FOR DELIVERY: 5.1Sizes:Except when exact lengths or multiples of exact lengths are ordered, straight bars will be acceptable in mill lengths of 6 to 24 feet (1.8 to 7.3 m) but not more than 25% of any shipment shall be supplied in lengths of 6 to 9 feet (1.8 to 2.7 m) except that for bars weighing over 25 pounds per foot (37 kg/m), short lengths down to 2 feet (610 mm) may be supplied.--`,,```,,,,````-`-`,,`,,`,`,,`---//^:^^#^~^^"~~::"^#$~@@""#:$@:@"^$*~*"~~#^^$^@^~"#~~:\\AMS 5662M SAE AMS 5662M5.2Identification:Shall be as follows:5.2.1Bars: In accordance with AMS 2806.5.2.2Forgings: In accordance with AMS 2808.5.2.3Flash Welded Rings and Stock for Forging, Flash Welded Rings, or Heading: As agreed upon bypurchaser and vendor.5.3Packaging:The product shall be prepared for shipment in accordance with commercial practice and incompliance with applicable rules and regulations pertaining to the handling, packaging, andtransportation of the product to ensure carrier acceptance and safe delivery.6.ACKNOWLEDGMENT:A vendor shall mention this specification number and its revision letter in all quotations and whenacknowledging purchase orders.7.REJECTIONS:Product not conforming to this specification, or to modifications authorized by purchaser, will be subject to rejection.8.NOTES:8.1 A change bar ( l ) located in the left margin is for the convenience of the user in locating areas wheretechnical revisions, not editorial changes, have been made to the previous issue of this specification.An (R) symbol to the left of the document title indicates a complete revision of the specification, including technical revisions. Change bars and (R) are not used in original publications, nor inspecifications that contain editorial changes only.8.2Hardness conversion tables for metals are presented in ASTM E 140.8.3Terms used in AMS are clarified in ARP1917.8.4Dimensions and properties in inch/pound units and the Fahrenheit temperatures are primary;dimensions and properties in SI units and the Celsius temperatures are shown as the approximate equivalents of the primary units and are presented only for information.--`,,```,,,,````-`-`,,`,,`,`,,`---AMS 5662M SAE AMS 5662M - 11 -8.5Purchase documents should specify not less than the following:AMS 5662M Form and size or part number of product desiredQuantity of product desiredSpecific location of tensile specimens from forgings and flash welded rings (See 3.5.1.2.1.5).8.6Key Words:Solution heat treated, precipitation-hardenable, bars, forgings, rings, stress-rupture, grain size, microstructure, UNS N07718PREPARED UNDER THE JURISDICTION OF AMS COMMITTEE “F”Copyright SAE InternationalProvided by IHS under license with SAENot for Resale No reproduction or networking permitted without license from IHS --`,,```,,,,````-`-`,,`,,`,`,,`---//^:^^#^~^^"~~::"^#$~@@""#:$@:@"^$*~*"~~#^^$^@^~"#~~:\\。