机械设备日常例保维修运转记录表格式
机械设备日常例保、维修、运转记录表
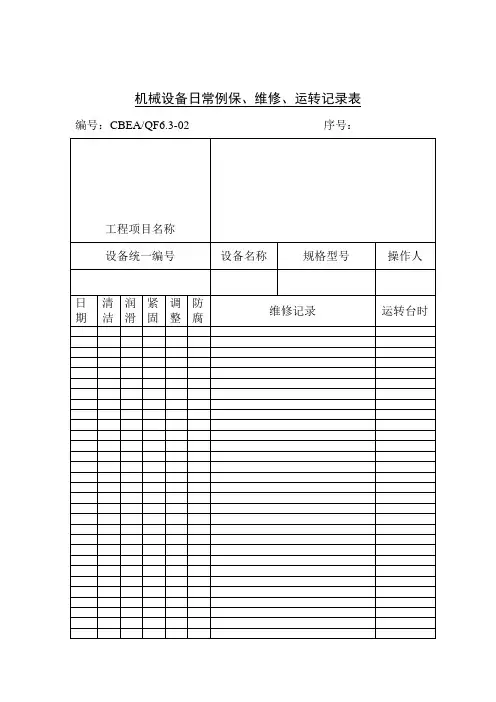
工程项目名称
设备洁
润滑
紧固
调整
防腐
维修记录
运转台时
小计
运转台时
使用台班
使用台日
故障停台日
检查记录人
性情泼辣,热情大方的你,让我想到一句歌词:“该出手时就出手,风风火火闯九州。”大有巾帼不让须眉的气势。思维活跃,创造力强,对于任何的挑战都能主动出击,把握住每一次机会,虽每一次未必都能成功,但你挫折打不倒你“我永远是最棒的”的信心,你总能调整前进的步伐,不断进取。机械设备日常例保、维修、运转记录表
编号:CBEA/QF6.3-02序号:
机械设备检查维修保养记录文本表
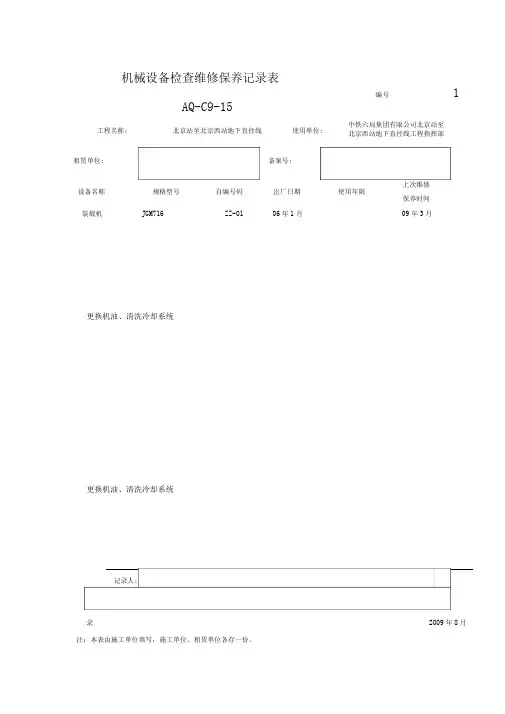
机械设备检查维修保养记录表编号1AQ-C9-15中铁六局集团有限公司北京站至 北京西站地下直径线工程指挥部工程名称:北京站至北京西站地下直径线 使用单位:记录人:记录2009年8月注:本表由施工单位填写,施工单位、租赁单位各存一份。
租赁单位: 设备名称 装载机规格型号 自编号码 备案号:岀厂日期 JGM716 ZZ-01 06年1月 更换机油、清洗冷却系统更换机油、清洗冷却系统使用年限上次维修保养时间09年3月机械设备检查维修保养记录表编号2AQ-C9-15中铁六局集团有限公司北京站至 北京西站地下直径线工程指挥部工程名称:北京站至北京西站地下直径线 使用单位:记录人:记录2009年8月注:本表由施工单位填写,施工单位、租赁单位各存一份。
租赁单位: 设备名称 装载机规格型号 自编号码 备案号:岀厂日期 JGM716 ZZ-01 06年1月 更换滤芯、机油更换滤芯、机油使用年限上次维修保养时间09年4月机械设备检查维修保养记录表编号3AQ-C9-15中铁六局集团有限公司北京站至 北京西站地下直径线工程指挥部工程名称:北京站至北京西站地下直径线 使用单位:记录人:记录2009年6 月注:本表由施工单位填写,施工单位、租赁单位各存一份。
租赁单位: 设备名称 装载机规格型号 自编号码 备案号:岀厂日期 JGM716 ZZ-01 06年1月 更换机油、清洗冷却系统更换机油、清洗冷却系统使用年限上次维修保养时间09年5月机械设备检查维修保养记录表编号4AQ-C9-15中铁六局集团有限公司北京站至 北京西站地下直径线工程指挥部工程名称:北京站至北京西站地下直径线 使用单位:记录人:记录2009年8月注:本表由施工单位填写,施工单位、租赁单位各存一份。
租赁单位: 设备名称 装载机 规格型号自编号码备案号:岀厂日期JGM716 ZZ-01 06年1月 更换滤芯、机油更换滤芯、机油使用年限上次维修保养时间09年6月机械设备检查维修保养记录表编号5AQ-C9-15中铁六局集团有限公司北京站至工程名称: 北京站至北京西站地下直径线使用单位:北京西站地下直径线工程指挥部记录人:记录2009年8月注:本表由施工单位填写,施工单位、租赁单位各存一份。
机械设备维修保养记录表
设备日常(rìcháng)保养记录表设备编号(biān hào):WQJ001 设备名称:弯曲机使用(shǐyòng)部门:钢筋(gāngjīn)房保养(bǎoyǎng)人:张忠文设备日常(rìcháng)保养记录表QR6.3-04 设备(shèbèi)编号:QGJ002 设备(shèbèi)名称:调至切割机使用(shǐyòng)部门:钢筋(g āngjīn)房保养人:张忠文设备(shèbèi)日常保养记录表QR6.3-03 设备(shèbèi)编号:QDJ001 设备(shèbèi)名称:钢筋(gāngjīn)切断机使用(shǐyòng)部门:钢筋房保养人:张忠文设备日常(rìcháng)保养记录表QR6.3-05 设备(shèbèi)编号:WQJ001 设备(shèbèi)名称:弯曲(wānqū)机使用(shǐyòng)部门:钢筋房保养人:设备(shèbèi)日常保养记录表QR6.3-05 设备编号设备名称:逆变(nì biàn)直流焊机使用部门:制造部保养人设备(shèbèi)日常保养记录表QR6.3-05 设备编号:MHHJ001 设备名称:埋弧焊机使用部门(bùmén):制造部保养人:设备日常(rìcháng)保养记录表QR6.3-05 设备编号:MHHJ001 设备名称(míngchēng):埋弧焊机使用部门:制造部保养人:设备(shèbèi)日常保养记录表QR6.3-05 设备编号:SYB001 设备名称:电动(diàn dònɡ)试压泵使用部门:制造部保养人:设备(shèbèi)日常保养记录表QR6.3-05 设备(shèbèi)编号:ZBJ001 设备名称:液压摆式剪板机使用部门:制造部保养人:设备日常(rìcháng)保养记录表QR6.3-05 设备编号:ZC002 设备名称(míngchēng):摇臂钻床使用部门:制造部保养人:设备日常(rìcháng)保养记录表QR6.3-05 设备编号:QGJ002 设备名称:半自动火焰切割机使用部门:制造(zhìzào)部保养人:设备(shèbèi)日常保养记录表QR6.3-05 设备(shèbèi)编号:GLJ0 设备名称:焊接(hànjiē)滚轮架使用部门:制造部保养人:内容总结。
施工现场机械设备维修保养记录表完整版
施工现场机械设备维修
保养记录表
HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
施工现场机械维修保养记录表
施工现场机械维修保养记录表
施工现场机械维修保养记录表
施工现场机械维修保养记录表
施工现场机械维修保养记录表
施工现场机械维修保养记录表
设备使用人员:
施工现场机械维修保养记录表
施工现场机械维修保养记录表
施工现场机械维修保养记录表
施工现场机械维修保养记录表
施工现场机械维修保养记录表
施工现场机械维修保养记录表
施工现场机械维修保养记录表。
设备维修记录样本
设备维修记录样本
记录编号:001
记录日期:2022年1月1日
设备信息:
设备名称:XXXXX设备
设备型号:XXXXX
设备编号:XXXXX
故障描述:
在使用期间,发现设备出现以下故障:
1. 故障现象一:XXXXX
2. 故障现象二:XXXXX
维修过程:
1. 检查设备外观,确认故障现象。
维修人员:XXX
2. 拆解设备,检查内部零部件。
发现XXXX故障引起了以上故障现象。
3. 更换故障零部件,并进行必要的调试和校准。
4. 重新组装设备,进行全面测试。
5. 设备故障排除后,进行清洁消毒,保证设备卫生状况。
6. 维修完成后,设备运行正常。
确认设备可以恢复正常使用。
维修耗材及工具使用情况:
1. 替换零部件:XXXXX
2. 使用工具:XXXXX
备注:
在维修过程中,未发现其他故障或异常情况。
维修人员签字:_________________
日期:_________________。
施工现场机械设备维修保养记录表
施工现场机械维修保养记录表年月日工程名称城中村自然之家二标段使用单位设备名称木工园盘锯规格型号MJ104 设备编号序号保养作业项目保养要求及说明维保人1 检查电路和检制设备线路接头连接牢固,绝缘良好无破损,无漏电,单机箱漏电保护器灵敏,按规定接零、接地。
检查锯片有无裂纹,必要时换新,锯片检查各部位螺栓的螺母、电机座、轴承座、安全罩、防护2紧固情况罩及各部紧固连接螺栓不应松动,否则及时紧固。
清除机休上的木康木渣,按规定加注润3 清洁润滑工作滑油,周围环境符合要求。
4 检查安全装置园锯应装有皮带罩、锯片防护罩(板)应完好,固定牢靠。
5 检查皮带松紧,检查运转情况皮带松紧适度,用手在皮带中部压下10-15 ㎜为宜。
运转不振动,锯片不偏摆,无异常响声。
备注设备使用人员:.年月日工程名称城中村自然之家二标段施工单位设备名称钢筋调直机规格型号QJ5-50 设备编号序保养作业项目保养要求及说明维保人号1 清洁润滑清除机体上的积灰及油污,防护棚无漏雨,按规定加注润滑油。
卷扬筒轴承架、离合器操纵杆等固定螺检查各部连接螺栓,栓均应完整无缺并要紧固牢靠。
钢丝绳2检查钢丝绳及绳扣排列整齐,润滑,断丝变型严重应更换,情况绳扣紧固且不少于 3 个。
检查电磁制动器各无铰点的销轴和销孔检查调整电磁制动3是否磨损,视情况更换销轴,制动瓦和器制动轮之间的间隙适合。
4 检查拉伸夹具装置情况夹具和拉伸钢绳连结可靠,夹具夹持力可靠安全,出现打滑或夹齿磨损应予更换或修复。
线路接头牢固,电缆无破裂,无漏电,5 检查电路电箱控制电箱设置完好齐全,交流接触器触点完好,正反控制灵敏。
备注设备使用人员:年月日工程名称城中村自然之家二标段使用单位设备名称沙灰浆搅拌机规格型号200L 设备编号序保养作业项目保养要求及说明维保人号1 清洁润滑工作清除机体上积灰积泥,按规定加注润滑油。
接头连接牢固,使用规定保险丝,开关2 检查电路开关接触要可靠,接地良好,单机箱漏电保护器灵敏。
机械设备维修保养记录表
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
检查线路油路是否完好。
○
检查安全护罩,紧固接零装置
○
检查润滑油量线位情况
○
检查机床安全保险装置:行程挡铁,限位开关制动装置是否可靠
○
清理灰尘、油污
∨
备注:
异常情况记录(保养后根据保养频率做相应标记,日、周、月保养分别用“∨”、“○”、“△”予以标记,有异常情况用“×”标记,并在此栏中予以记录):
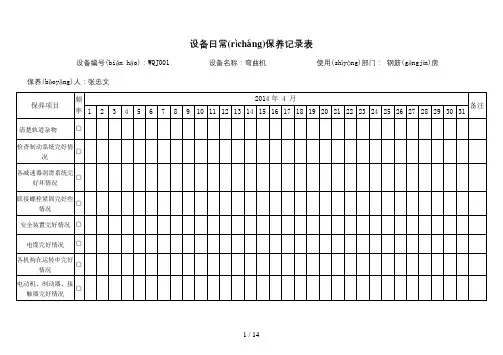
设备日常保养记录表
设备编号:WQJ001设备名称:弯曲机使用部门:钢筋房保养人:张忠文
保养项目
频率
2014年4月
备注
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
清楚轨道杂物
○
检查制动系统完好情况
○
各减速器润滑系统完好坏情况
○
联接螺栓紧固完好些情况
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
设备维修记录表格范本
设备维修记录表格范本是一种用于记录设备维修情况的文档模板,主要包含以下信息:
1. 设备编号/名称:记录设备的唯一标识或名称。
2. 维修日期:记录设备进行维修的日期。
3. 维修人员:记录进行设备维修的人员姓名或编号。
4. 故障描述:详细记录设备出现的故障或问题的描述。
5. 故障原因:分析和记录故障产生的原因。
6. 维修措施:记录针对故障采取的维修措施和方法。
7. 维修结果:记录维修后的设备运行状态及结果。
8. 备注:对维修过程中的其他情况进行记录。
这个表格范本有助于企业或个人对设备进行有效的维修管理,提高设备的使用效率和寿命。
设备维护记录表表格模板格式
设备维护记录表表格模板格式
1. 介绍
设备维护记录表是用于记录设备维护的关键信息的表格。
本文档提供了一个标准的设备维护记录表的模板格式,以便于记录和跟踪设备的维护情况。
2. 表格模板格式
日期
在表格的第一列中填写维护操作的日期。
日期应以年-月-日的格式填写,并按照从上到下的顺序排列。
设备名称
在表格的第二列中填写设备的名称。
确保准确地标识设备的名称,以便于后续的维护记录和跟踪。
维护操作
在表格的第三列中填写进行的维护操作的详细描述。
包括维护的内容、维护的步骤以及使用的工具和材料等。
维护人员
在表格的第四列中填写进行维护操作的人员的姓名。
确保记录维护操作的责任人。
备注
在表格的第五列中填写额外的备注信息。
例如,发现的问题、解决方案和建议等。
维护结果
在表格的第六列中填写维护操作的结果。
维护结果可以是“正常”、“修复完成”、“待修复”或其他适当的描述。
3. 如何使用表格模板
步骤二:填写表格
根据实际情况,填写表格中的各个字段。
确保填写正确和完整的信息。
步骤三:保存记录
每次进行设备维护时,填写新的记录行。
通过保存记录,可以轻松地跟踪设备的维护历史。
4. 总结
设备维护记录表表格模板提供了一个简单而有效的方式来记录和跟踪设备维护的关键信息。
确保使用者准确填写维护记录,以便于维护历史的追踪和问题的解决。
【通用】机械设备维修保养记录表.doc
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
你在谁面前最蠢,就是最爱谁。
其实恋爱就这么简单,会让你智商下降,完全变了性格,越来越不果断。
所以啊,不管你有多聪明,多有手段,多富有攻击性,真的爱上人时,就一点也用不上。
这件事情告诉我们。
谁在你面前很聪明,很有手段,谁就真的不爱你呀。
遇到你之前,我以为爱是惊天动地,爱是轰轰烈烈抵死缠绵;我以为爱是荡气回肠,爱是热血沸腾幸福满满。
我以为爱是窒息疯狂,爱是炙热的火炭。
婚姻生活牵手走过酸甜苦辣温馨与艰难,我开始懂得爱是经得起平淡。