新一代飞机蒙皮拉仲成形柔性多点模具
一种飞机蒙皮拉伸成形辅助装置[实用新型专利]
![一种飞机蒙皮拉伸成形辅助装置[实用新型专利]](https://img.taocdn.com/s3/m/6d51014a284ac850ac024284.png)
专利名称:一种飞机蒙皮拉伸成形辅助装置专利类型:实用新型专利
发明人:杨宗启,张卓,黄雪峰,周继春,阮培举申请号:CN201820625932.9
申请日:20180427
公开号:CN208341463U
公开日:
20190108
专利内容由知识产权出版社提供
摘要:本实用新型公开一种飞机蒙皮拉伸成形辅助装置,它包括钳口夹持区(8)和蒙皮板料成形工作区(7),其中钳口夹持区(8)垂直地从蒙皮板料成形工作区(7)的一侧延伸出,拉伸时,钳口夹持区(8)与蒙皮板料一起夹持在蒙皮拉伸机钳口上,蒙皮板料成形工作区(7)与蒙皮板料接触的区域倒圆角。
本实用新型的辅助装置可以加装在横向蒙皮拉伸机钳口上,蒙皮板料在拉伸时通过本实用新型的辅助装置顶起,使蒙皮板料紧贴拉伸模模胎,从而解决了蒙皮板料不贴合模胎的问题,使得蒙皮板料加工效率比手工成形提高了80%左右,并且结构简单、易安装。
申请人:陕西飞机工业(集团)有限公司
地址:723213 陕西省汉中市崔家山镇
国籍:CN
代理机构:中国航空专利中心
代理人:杜永保
更多信息请下载全文后查看。
飞机蒙皮数字化制造

飞机蒙皮数字化制造摘要:数字化成形制造技术在航空制造领域的不断推广和应用,使飞机蒙皮从传统的经验型向科学型制造模式转变。
飞机蒙皮数字化成形工艺是一个综合 CAD 工艺设计系统、CAE 仿真分析、数控柔性工装、数字化测量和CAM 数控成形技术的数字化生产制造技术。
本文主要阐述了蒙皮传统的拉伸成形技术及先进的多点拉形技术,数字拉伸成形的工艺分析,工艺流程,以及实现蒙皮零件数字化制造需要突破的关键技术。
关键词: 蒙皮;数字化;拉伸成形;多点成形引言蒙皮是构成飞机气动外形的外表零件,其尺寸大、品种多、外形复杂、批量小,主要采用拉伸成形(简称拉形)工艺,其先进程度是衡量一个国家飞机制造能力和水平的重要标志。
传统的实体模具蒙皮拉形工艺中,其依据“模线样板—标准样件”协调系统原理,采用“经验—试错”型工作模式。
每项蒙皮均需一套专用实体模具,其制造所耗工时占零件研制周期的60% ~ 80%; 蒙皮精度主要靠模具和拉形工艺保证, 且实体模具无法考虑回弹补偿, 零件成形超差严重, 难以实现精确装配。
基于数字化的飞机蒙皮数字化成形制造技术, 是基于柔性多点拉形模具、柔性夹持定位和数控切边构成的可重构柔性工装的全数字量传递的蒙皮制造技术,是综合 CAD 工艺设计系统、CAE 仿真技术、柔性工装数控拉形、数字化测量、形状控制算法和CAM 数控成形技术的数字化蒙皮拉形工艺。
其从蒙皮零件的CAD 数模定义,到成形制造过程,零件的外形测量,都以数字量在各个环节进行传递。
蒙皮数字化制造技术的应用,解决了传统的基于实体模具蒙皮拉形制造工艺带来的模具工装数量多、协调关系复杂、生产准备周期长等突出问题;提高了大型数控拉形设备效能;并为实现设计制造一体化和工艺过程数字化提供了技术保障。
1、飞机蒙皮分类及特点1.1分类(如图1从上到下所示)●局部单曲度●同向单曲度●导向单曲度●同向双曲度异向双曲度图11.2特点外形复杂,协调准确度要求高;不允许划伤和鼓动;结构尺寸大,相对厚度小,刚性差;采用切面样板或样件作为制造依据,并按模胎、切面样板、检验夹具、拉型膜控制外形;需要大型专用设备成形;要求操作工人的技术水平较高。
柔性模具成形的6大关键技术,不是只能做飞机蒙皮零件
柔性模具成形的6大关键技术,不是只能做飞机蒙皮零件传统的金属板料加工方法主要用模具在压力机上进行冷冲压成形,具有生产效率高、适用于大批量生产的优点。
随着市场竞争日趋激烈,产品的更新速度日益加快,新产品成形模具的开发往往成本高、风险大、耗时长、柔性差。
因此,迫切需要一种能够降低新产品模具开发成本和风险并缩短研制周期的新技术。
柔性模具技术就是为适应这一趋势而发展起来的一种柔性生产技术。
柔性模具技术的基本思想是采用可变形的结构或材料去代替或部分代替传统的刚性模具用来加工制造不同形状的零件。
它可以显著降低零件的制造成本,缩短零件的制造周期,是一种越来越受到人们重视的快速制造技术。
本文在国内外研究成果的基础上,总结分析了柔性模具的关键技术和发展趋势。
柔性模具成形方法1.多点刚模成形方法多点柔性模具技术又称为可重构离散模具技术,它采用若干个规则排列的、高度可调的基本体,通过其端面形成多点可调的包络面,以代替传统刚性模具。
在1985到1991年,MIT和Cyril Bath公司及海军研究实验室设计制造了一种新型的可自动调整型面的拉伸成形离散模,使用时其表面覆一层弹性垫层以防止板料表面产生凹坑。
模具的结构形式和基本单元体的结构如图1所示。
波音、空客等公司都陆续购买、引进了多台蒙皮拉伸成形柔性离散模,进行蒙皮零件的拉伸成形。
国内北京航空制造工程研究所在现有柔性多点模具基础上,针对大型柔性多点模具,采用新型的调形驱动机构及伺服轴离合复用技术,实现与冲头驱动源分合,大大减少了驱动电机的数量,并开发出了具有价格竞争力的蒙皮拉伸成形多点模系统。
李明哲从90年代初期就开始进行离散模冲压技术的研究,开发了专用成形设备,取得了一系列的成果,在建筑结构件与装饰件、高速列车流线型车头覆盖件、船体外板及人脑颅骨修复体等产品的成形上发挥了重要作用。
图2(a)是利用片层式离散模进行的拉弯成形实验装置。
离散模应用拉弯成形时,由于型材拉弯零件截面复杂不同于板料拉形,因此需要模块化的结构。
复杂飞机蒙皮拉伸成形模具设计方法分析
复杂飞机蒙皮拉伸成形模具设计方法分析飞机是一个国家工业的重要体现,蒙皮是飞机中的重要组件,为保证飞机蒙皮的强度和成型在蒙皮的生产中需要采用蒙皮拉伸成形工艺。
在以往的蒙皮拉伸成形工艺中拉形模的设计缺乏实用、详细的设计情况,致使飞机蒙皮毛料拉形过程中使得蒙皮拉伸时的延伸率不尽相同从而影响飞机蒙皮拉伸后的性能。
文章在分析飞机蒙皮拉伸成形特点的基础上提出了一种基于“截面线等长”的拉形模型面设计方法,在飞机蒙皮拉伸成形的过程中通过工艺补充设计从而使得飞机蒙皮拉伸成形时模具沿着各个拉伸方向上的截面线长度尽可能的相差不大,而后再通过工艺补充面的曲率和切向的调整从而使得飞机蒙皮毛料在拉伸时应力分布更为均匀。
标签:飞机蒙皮拉伸成形;模具设计;模拟分析前言拉形模主要被应用于飞机蒙皮等种类零件的拉形加工中,通过飞机蒙皮拉伸成形可以使得飞机蒙皮毛料形成表面光滑、曲率较大的成型蒙皮。
在以往拉形模的设计中往往是根据设计人员的经验进行对比类的设计,在加上一些零件理论外形设计指导原则构成了对于飞机蒙皮拉伸成形模型的型面设计。
以往的飞机蒙皮拉伸成形模型的设计较为粗略,与现今高速发展的飞机蒙皮制造需求不相适宜。
传统的经验飞机蒙皮拉伸成形模具型面会使得飞机蒙皮毛料变形较大,需要修改甚至严重的直接导致蒙皮报废。
在飞机蒙皮拉伸成形模具的设计过程中应当积极引入有限元设计方法,通过对飞机蒙皮拉伸成形模具的模拟仿真在提高飞机蒙皮拉伸成形模具设计质量的同时缩短飞机蒙皮拉伸成形模具的设计周期。
1 飞机蒙皮拉伸成形模具型面设计方法在飞机蒙皮拉伸成型中,多采用的是夹口夹紧矩形飞机蒙皮毛料的边缘拉紧后使得矩形蒙皮贴近模具从而获得模具表面所具有的型面形状。
在这种加工方式下,材料的流动受到了极大的制约将不利于材料变形能力的体现。
在飞机蒙皮拉伸成形的过程中,材料的应变对于飞机蒙皮拉伸成形质量有着极为重要的影响,在飞机蒙皮拉伸成形过程中所出现的破裂、滑移線等的缺陷都与材料的不均匀变形密切相关。
国外航空钣金专用制造技术与装备发展
国外航空钣金专用制造技术与装备发展飞机钣金制造技术是航空制造工程的重要组成部分,是使飞机能同时获得高结构效率和优良性能的基础制造技术之一,也是飞机制造工程的支柱工艺之一。
飞机钣金制造技术水平是一个国家飞机制造技术水平和能力的主要标志。
钣金零件构成飞机机体的框架和气动外形,零件尺寸不一、形状复杂、选材各异、品种繁多,有严格的重量控制和一定的使用寿命要求。
航空制造业对成形后零件的机械性能有确定的指标要求,与其他行业的钣金零件相比技术要求高,制造难度大。
航空钣金零件的制造除采用通用的方法外,还有本行业独特的工艺技术,随之产生了相应的钣金专用制造装备。
本文给出了蒙皮拉形、柔性多点切边、镜像铣削型材拉弯、橡皮成形、喷丸成形、蠕变时效成形、充液成形、热冲压成形、超塑成形/ 扩散连接等航空钣金专用制造技术与装备的国外最新进展。
各种钣金制造技术与装备1 拉伸成形技术与装备拉形工艺主要用于成形飞机外表双曲蒙皮零件。
拉形工艺主要分为两种:包覆拉形和拉包成形。
前者主要用于成形简单曲率蒙皮零件,具体工艺过程如下:将毛料包覆在模具上,然后进行补拉。
后者主要用于成形型材和复杂形状蒙皮。
这种情况下,毛料首先预拉,然后恒力包覆,等零件完全包覆模具后,施加补拉。
国外数控蒙皮拉形机基本可以分为4 类:横拉机、纵拉机、纵横合一综合拉形机以及转臂式拉形机。
典型的如法国ACB 公司生产的FET 型横拉机,其最大成形力可达到2500t,它有4 个独立水平油缸和4 个独立垂直油缸,控制一对夹钳进行板材拉伸。
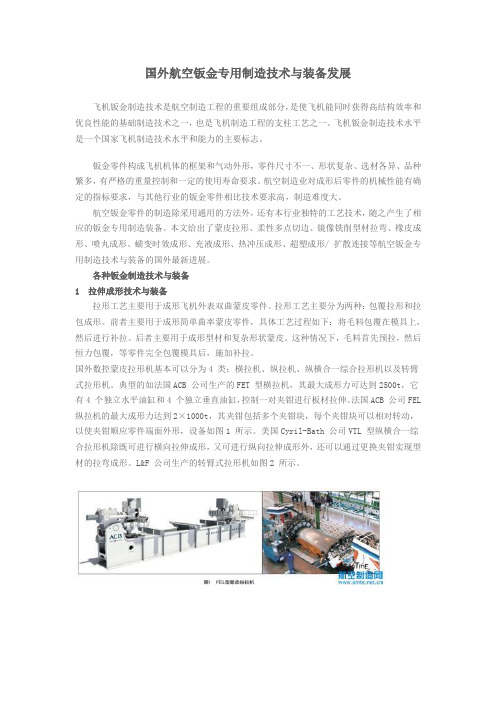
法国ACB 公司FEL 纵拉机的最大成形力达到2×1000t,其夹钳包括多个夹钳块,每个夹钳块可以相对转动,以使夹钳顺应零件端面外形,设备如图1 所示。
美国Cyril-Bath 公司VTL 型纵横合一综合拉形机除既可进行横向拉伸成形,又可进行纵向拉伸成形外,还可以通过更换夹钳实现型材的拉弯成形。
L&F 公司生产的转臂式拉形机如图2 所示。
浅论多点柔性模具在飞机蒙皮成形中的应用

对 于 量 设备 的情 况 下 , 生 产 中高 精度 、 质 量 一致 性 以及 批 量 生 产 影 响 了蒙皮 的成 形精 度 与表 面痕迹 。 可用 木 质 简易 的模 具 检 大飞机 , 蒙皮 零 件 曲率 比较 大 , 选 择 的 基 验 蒙皮 。 的需要 。 本 单 元 体 可 以大 些 ; 对 于小 飞 机 , 蒙皮 零 2多 点模具 蒙皮 拉 形技术 结语 选 择 的 基本 单 元体 可 以小 利用 数 字 化 的 多 点 柔 性 模 具 代 替 传 件 曲率 比较 小 , 通 过 多年 的 努力 , 多点 模 具 蒙皮 拉形 技 术 已经 逐步 从 实验 室走 向工 程化 应 用 , 统 的拉 形 模 进 行 蒙 皮 拉 形 我 们通 常 简 称 些 。 4 . 2多 点模 具 的型 面补偿 也 使 飞 机 蒙 皮 零 件实 现 了真 正 意义 的数 多 点模 具 蒙皮 拉形 技术 。多点模 具 蒙皮 拉 采 用 多 点模 具 成形 蒙 皮 时 , 影 响蒙 皮 字 化制 造 。 形 技 术 是 将 柔 性 制 造 和 计 算 机 技 术 结 合 通 过对 多点 模具 蒙皮 拉形 技术 胶 全 面 的技 术研 究 , 为一 体 的先 进制 造 技术 , 其 核 心 是将 传 统 成形精度 的主要 因素有蒙皮成形 回弹、 解 决 了 多点 模 具蒙 皮 拉 多 点模 具 的型 面等 因 素 。在 形过 程 中 的多点 模 具选 型 、型面 补偿 、 数 的 整体 拉形 模 具 离 散 成 规 则 排 列 的 基 本 垫受 压 回弹 、 利用 有 限元 软 件 建立 多 字 化调 形 、 单元体矩阵 , 形成多点式 、 可数字化控制 进行 蒙皮 拉 形前 , 蒙 皮 检 验等 关 键 技 术 , 实 现 飞 确 定 了材 料 参数 和 机典 型 蒙皮 零件 数 字化 制 造 , 的模 具 。 模 具基 本单 元体 的 高度 由计算 机 点模 具 蒙皮 拉 形模 型 , 满 足 了 飞机 拉 伸 力 、 加 载 轨 迹 等 边 界条件 , 对 拉 形 过 蒙 皮 零 件高 精 度 、 低 成本 、 短 周 期 的研 制 自动控制 , 通过调整每个基本单元体的高 需求。 度, 可 构造 出不 同型 面 的 多 点 模具 , 在 多 程 进行 仿 真分 析 ,获 得零 件 的 回弹情 况 , 点 模具 表 面铺 上一 定 厚 度 的弹 性 垫 , 配合 利 用 回弹 结果 反 向修 正 多 点模 具 的 型面 , 参考 文献 . 蒙 皮拉 伸 机 , 可进 行 不 同形 状 蒙皮 零 件 的 得 到 了补偿 后 的多点 模具 的型面 。 『 1 1 伍 惠. 大 型 双 曲度 蒙皮精 确 成 形 与 数 字 4 . 3多 点模 具 的调形 化制造技术『 J ] . 航 空 与航 天 , 2 0 0 7 ( 3 ) : 2 4 — 拉形。 多点模具 的调形 由多点模 具控制系 28 . 3工 艺特 点 多点模具的调形方式 [ 由 于 多 点柔 性模 具 的 型 面 在 计 算 机 统的专用软件实现 , 2 ] 邹 方. 新 一 代 飞机 蒙皮 拉伸 成 形 柔 性 多 般 为混 合 型 , 既 当调 形机 械 手移 到一 个 点 模 具 【 J 1 . 航 空制造技 术 , 2 0 0 7 ( 1 1 ) : 3 0 — 的控制下快速可变 , 其生产工艺与传统拉 多个 基本 单 元 体被 同时 调整 到 指 3 3 . 形 工艺 有 很大 的不 同 。图 l 和 图 2为传 统 位 置 后 , 定高 度 。通过 统 计 分 析 , 现有 多 点模 具 的 【 蒙皮拉 形 与之 对 比 , 有 以下技 术 特点 : 3 ] 白雪 飘 , 曾元松 , 吴为, 等. 典 型双 曲度 零 最大 调形 时 间为 3 0 m i n ,平 均调 形 时 间为 件 柔性 多点模 具 蒙皮 拉 形技 术研 究 [ J J . 塑 ( 1 ) 不 需要 专用 的拉 形模 ; 5 m i n ,远远 低 于传 统 蒙皮 生 产过 程 中 1 h 性 工程 学报 , ( 2 ) 省 去专用 拉形模 的设 计制 造 时间 , 1 2 0 0 7 , 1 4 ( 6 ) : 1 0 5 — 1 0 8 . 的模 具安 装 时间 , 缩短 了 生产 准备周 期 。 缩短 工艺 准备周 期 , 降低生 产成本 ; 4 . 4 蒙皮 拉形 ( 3 ) 一套 多 点模 具 代 替 多套 传 统拉 形 多点模具 的蒙皮拉形与传统模具 的 模, 解决 了模 具 的储存 与管 理 问题 ; ( 4 ) 采用数字化 闭环控制技术 , 提高 蒙皮拉形没有本质的区别。需要说 明的 是, 为了提高蒙皮成形质量 , 需要 严格 按 了蒙皮成形精度。 有限元仿真模型的位置摆放多点模具, 蒙 4 典型 应用 皮拉伸机钳 口的运动方式按有限元仿真 4 . 1多点模 具 的选 型 多点 模具 的型 号 、 参数 直 接 影 响多 点 的加 载轨 迹执 行 。 对 不 同 厚 度 铝 合 金 采 用 不 同 厚 度 的 模 具 在 工厂 应用 范 围 和效 果 , 其 参数 主要 有调形范围、 基 本单 元 体 大小 。调形 范围 弹 性 垫在 多 点 模 具 上 进 行 了典 型 零 件 拉 典 型拉 形情 况 , 拉 形 结果 表 明 : 随 主要 指 多点 模具 可 调形 的长 度 、 宽 度 和高 形 试 验 , 度, 可 以通 过 对 蒙 皮 的 轮廓 尺寸 、 弦 高 进 着 弹性 垫厚度 的增加 ,压痕缺陷明显减 成 形 的蒙 皮表 面光 滑 , 效果 良好 。拉形 行统 计分 析后 得 到 。 基本 单元 体 大小 直接 少 ; 结果 同时 也表 明 , 使用一块 3 0 a r m厚 的弹
双曲度大尺寸机身蒙皮零件拉伸成形工艺研究
双曲度大尺寸机身蒙皮零件拉伸成形工艺研究摘要:金属板材成形回弹现象是影响蒙皮零件成形精度的重要因素之一,对回弹变形提前预测能有效控制回弹缺陷的产生。
近年来随着计算机仿真模拟应用的发展,在拉伸成形零件的成形回弹预测中,回弹数值模拟技术的运用成为一种重要且有效的分析手段。
关键词:拉伸;回弹;模拟1 引言飞机外表面蒙皮外形多为单向双曲度型面,通常采用拉伸成形。
但某大尺寸飞机的机身蒙皮,由于机身后部急剧拉高、机身底部与起落架舱交汇、顶部与机翼交汇等原因,造成部分蒙皮曲度变化较复杂,外形存在异向双曲情况,即纵向曲度与横向曲度相反。
此类曲度方向相异的蒙皮在采用拉伸成形的工艺方法进行加工时,需对成形工装的外形、成形过程中回弹等方面进行工艺分析[2]。
2 正文本文选用大尺寸飞机机身下部一块异向双曲蒙皮作为典型试验案例,此类蒙皮零件生产中采用:拉伸—包覆—拉伸的成形方式。
蒙皮成形工装采用铝合金铸造基体,型面选取可加工塑料涂敷后用数控设备加工到最终控制尺寸。
一般的同向双曲蒙皮采用型面为凸面的工装拉伸成形,通过对异向双曲蒙皮进行变形模拟受力分析,此类零件采用凹模拉形时,从等效应力分布云图上看,在零件范围内的应力布较均匀,回弹量较小,更有利于获取合格零件。
为达到的良好成形效果,异向双曲蒙皮工装结构外形,采用视觉显示为凹模的工装型面。
图1 凹模工装图2 等效应力分布云图传统回弹的模拟有两种基本方法,无模法和有模法。
无模法理论认为零件回弹主要属于弹性问题,可以通过将等效节点力反向加载计算出回弹的最终结果。
该方法采用全量法有限元理论进行求解。
采用有模法进行仿真时,为了精确模拟零件的非线性卸载过程,必须基于增量型有限元理论采用逐步迭代求解,由于涉及细微增量步和接触摩擦非线性迭代过程,导致计算效率非常低下。
许多计算表明,这两种方法用来分析回弹问题得到的计算结果几乎是完全一样的。
此蒙皮零件的成形过程为弹塑性变形,受材料回弹影响,零件最终成形后型面实际外形与工装型面存在一定差异。
大厚度双曲度铝合金飞机蒙皮拉伸成形工艺优化
大厚度双曲度铝合金飞机蒙皮拉伸成形工艺优化摘要:在飞机生产过程中,蒙皮拉伸成形工艺得到广泛应用,高质量和高精度的蒙皮建,能够确保飞机的使用年限和飞行性能。
目前随着新一代飞机综合性能的不断提升,对飞机气动外形和精度的要求也越来越高,传统的蒙皮拉形已经无法满足当前蒙皮件的高要求,亟待对飞机蒙皮拉伸成形工艺予以优化处置。
因此,文章结合实例,就大厚度双曲度铝合金飞机蒙皮拉伸成形工艺优化展开相关探讨。
关键词:大厚度双曲度;铝合金;飞机蒙皮;拉伸成形;工艺优化在航空工业中,飞机蒙皮是常用的大尺寸板材。
拉伸成形是制造这些零件最常用的工艺之一。
与其他成形工艺类似,由于卸载后材料的回弹,很难精确成形双曲线形状的铝合金板材零件,特别是对于厚度较大的复杂面板。
近年来,随着国内外航天产品的发展,对蒙皮拉伸成形的成形质量提出了更高的要求。
1 大厚度双曲度铝合金飞机蒙皮拉伸成形工艺难点分析某飞机蒙皮零件是常规铝合金蒙皮零件,原材料为2024-O铝合金,最终状态为T-42铝合金,毛坯尺寸为1110mm-6010mm,厚度为6mm。
有两个波状凸起部分(图2中的区域B和C),区域B和区域C是复杂的多曲面,区域A是该部分的主体,区域A的主体是单曲度(图1中的区域A)。
图1 蒙皮零件示意图这种形状不能用常规的拉伸成形方法加工出两个突出的零件,在成型时必须添加压力机构,并使用多次拉伸成形技术。
现有数据表明,采用增大压力设备制造的外罩部件最大的直径为1115mm*3892mm,而其厚度为4.06mm。
其成型工艺中的一个重要问题就在于模具的成型精度能否达到设计的标准。
产生贴模度的主要原因有二:(1)在拉伸成形时,板材自身即不能充分贴合;(2)卸荷回弹。
这种外型蒙皮件在成型过程中使用了压力加力机构,其压紧性的原因是第二种原因,所以,降低弹性是解决问题的重点。
这种外罩部件的外形尺寸大、壁厚大,加工工艺一般在一段较长的时间(工厂称之为新淬火状态),因此,数值仿真存在如下困难。