粗糙度规程规范
管道粗糙度

关键词:PVC-U管道方案比选现值费用运行成本一、引言以传统管材(球墨铸铁管、混凝土管道)为计算准则,在传统管材最优实用流速下,以相同输水能力为基准,结合同规格PVC-U管材进行分析比较。
原始数据:管线流量取Q总=50000 m3/d =0.5787 m3/s;管材选择:球墨铸铁管材DN800(K9级);混凝土管DN800PVC-U管材Φ800×19.6mm管线长度:L =19000m参考依据:《室外给水设计规范》中华人民共和国国家标准《埋地硬聚氯乙烯给水管道工程技术规程》中国工程建设标准化协会标准二、管道的技术可行性分析1、流速计算:式中 di:管材内径(m)u:管内水的平均流速(m/s)Q:管材输水量(m3/s)球墨铸铁管DN800(K9级)流速=1.15 m/s混凝土管DN800 流速=1.15 m/sPVC-U管材流速Φ800×19.6mm(0.63Mpa)管材=1.27米/秒结果表明,三种管材流速均在经济流速范围之内,是可行的。
2、水力计算:球墨铸铁管水力计算球墨铸铁管内流速<1.2 m/s时,单位水头损失可由下式计算。
式中: :每米管道的水头损失(米):管材内径(m):管内水的流速(m/s)代入得水力坡降系数=0.0029m钢筋混凝土管水力计算流速系数C可按下式计算式中: :每米管道的水头损失(米);:管材内径(m);R:水力半径满流取d/4;:管内水的流速(m/s);C:流速系数。
代入得单位水头损失=0.00222mPVC-U管材水力计算塑料管的沿程损失可计算如下:水力摩阻系数λ由下式计算先确定管内流体的雷诺数Re=966216式中Re:管内流体的雷诺数di:管材内径(m)u:管内水的流速(m/s)υ:水在20℃下的粘度=1×10-6 (m2/s)故Φ800×19.6mm管材λ=0.011沿程水头损失由下式计算:=0.0012米水柱结果表明,PVC-U管材由于内壁相当光滑,单位长度水头损失小于同口径铸铁管材或混凝土管,可有效降低水泵的扬程,节约运行成本。
公路工程集料试验规程

第1章前言原《公路工程集料实验规程》(JTJ058-94)(以下称原规程),由交通部公路科学研究所和交通部第二公路勘察设计院编制。
当时编制的内容大部分引自原《水泥混凝土实验规程》、《公路工程沥青及沥青混合料实验规程》、《公路路面基层实验规程》中相差的实验方法。
原规程于1994年7月5日发布,12月1日起在全国实施以来,在我国得到了广泛的应用。
对加强公路工程集料的生产与管理、质量检验起到了重要的作用。
但是,由于长期形成的习惯和各方面的原因,国内外对用于水泥混凝土与沥青路面的集料,无论在规格、质量要求还是实验方法方面,都是各成系统、有所不同的:原规程实施几年来,高速公路沥青路面的建设有了较大的发展,其中的一些实验方法,对水泥混凝土集料是适用的,但对沥青路面及基层、底基层集料就不适用,有些在工程中发生了混乱。
另外,矿粉作为沥青混合料的一种主要材料,虽然并不属于集料的定义范围内,却没有比本规程更合适的实验规程可以包括进去。
因此,交通部[1997]731号文下达任务,由交通部公路科学研究所对原规程进行修订,主要是将水泥混凝土和沥青路面不同的部分严格区分开,分别制定出标准的实验方法。
同时把沥青混合料所用的矿粉填料的实验方法也纳入本规程,以便生产上应用。
根据交通部公路司的计划要求,修订组充分参考了“七五”及“八五”国家科技攻关及其他科研、推广工程陆续取得的许多有实用价值的成果,与相关的设计、施工规范协调配套。
1997年开始征求有关部门使用意见,搜集国内外实验方法资料,结合施工生产实践及有关科研成果进行了修订并在西宁、长沙召开两次征求意见会。
交通部公路司于1998年6月组织了对送审稿的审查,经修订组进一步修改后,形成报批稿,公路司设计与技术处会同修订组及人民交通出版社有关人员总校后定稿。
这次修订的重点针对使用于沥青混合料和基层、底基层的集料的实验方法,严格区分了水泥混凝土与沥青混合料对集料的不同测试方法和要求。
粉末冶金表面粗糙度测量要求mpif-58
粉末冶金表面粗糙度测量要求mpif-58全文共四篇示例,供读者参考第一篇示例:粉末冶金是一种先进的金属加工技术,它能够制造出高密度、高强度的零件,广泛应用于汽车、航空航天、医疗器械等领域。
粉末冶金材料表面粗糙度的测量对于保证产品质量、提高生产效率至关重要。
根据行业标准MPIF-58对粉末冶金材料表面粗糙度的测量要求,我们将介绍其主要内容和测量要点。
根据MPIF-58标准,粉末冶金材料表面粗糙度的测量应该符合ISO 4287和ISO 4288的要求。
ISO 4287规定了表面粗糙度的术语和定义,ISO 4288则规定了表面粗糙度的测量方法和仪器。
在进行表面粗糙度测量时,必须严格按照ISO标准进行操作,以确保测试结果的准确性和可靠性。
根据MPIF-58标准,粉末冶金材料表面粗糙度的测量应该采用合适的方法和技术。
常用的表面粗糙度测量方法包括接触式和非接触式两种。
接触式测量方法适用于精度要求较高的情况,如铣削、磨削等加工工艺;非接触式测量方法适用于对表面不产生影响的情况,如激光扫描、光学显微镜等。
根据MPIF-58标准,粉末冶金材料表面粗糙度的测量结果应该符合设计要求和生产标准。
在进行测量时,应该根据具体的产品要求和使用环境选择合适的测量方法和仪器,以确保表面粗糙度的测量结果满足设计和生产的要求。
粉末冶金材料表面粗糙度的测量是保证产品质量、提高生产效率的关键环节。
遵循MPIF-58标准的要求,采用合适的仪器和方法,可以确保粉末冶金材料表面粗糙度的准确测量,为产品的设计和生产提供可靠的数据支持。
希望各企业在生产过程中重视粉末冶金材料表面粗糙度的测量工作,提高产品质量,为行业的发展贡献力量。
第二篇示例:随着科技的不断发展,粉末冶金技术在各行各业中得到了广泛的应用。
粉末冶金制品的表面粗糙度是影响制品质量和性能的一个重要因素,因此需对其进行精确可靠的测量。
MPIF-58是美国粉末冶金协会(MPIF)颁布的《粉末冶金表面粗糙度测量要求》标准,该标准规定了粉末冶金制品表面粗糙度的测量方法和要求,有助于保证粉末冶金制品质量的稳定性和可靠性。
钢板表面粗糙度的标准
钢板表面粗糙度的标准钢板表面粗糙度是指钢板表面的不平整程度,通常用于衡量钢板的质量和适用范围。
粗糙度的标准对于钢板的加工、制造和使用都具有重要的意义。
本文将对钢板表面粗糙度的标准进行详细介绍,以便读者对此有更深入的了解。
首先,钢板表面粗糙度的标准通常是根据国家标准或行业标准来制定的。
在中国,钢板的粗糙度标准主要由国家标准化管理委员会发布的国家标准来规定。
这些标准通常包括了对于钢板表面粗糙度的测量方法、测量工具、粗糙度值的要求等内容。
在实际生产和使用中,必须严格按照这些标准进行操作,以确保钢板的质量符合要求。
其次,钢板表面粗糙度的标准通常会根据不同的用途和要求进行分类。
例如,对于汽车制造领域来说,钢板表面粗糙度的要求可能会更加严格,因为汽车的外观和表面质量对于整车的质量和美观都有着重要的影响。
而对于建筑结构中使用的钢板来说,粗糙度的要求可能相对宽松一些,因为其主要作用是提供结构支撑和承载荷载。
因此,钢板表面粗糙度的标准需要根据具体的使用领域和要求来进行调整和制定。
另外,钢板表面粗糙度的标准也会受到生产工艺和材料特性的影响。
在钢板的生产过程中,不同的生产工艺和材料特性都会对钢板表面的粗糙度产生影响。
例如,热轧钢板和冷轧钢板的表面粗糙度就有所不同,因为它们的生产工艺和材料特性不同。
因此,在制定钢板表面粗糙度的标准时,必须考虑到这些因素,以确保标准的科学性和实用性。
最后,钢板表面粗糙度的标准对于质量控制和质量检验具有重要的意义。
在钢板的生产和使用过程中,必须对钢板表面的粗糙度进行严格的控制和检验,以确保钢板的质量符合要求。
只有通过科学合理的标准,才能够有效地进行质量控制和质量检验,从而保证钢板的质量和可靠性。
综上所述,钢板表面粗糙度的标准是钢板行业中非常重要的一部分,它直接关系到钢板的质量和使用效果。
只有通过严格的标准制定和执行,才能够保证钢板的质量和可靠性,促进钢板行业的健康发展。
希望本文对于钢板表面粗糙度的标准有所帮助,让读者对此有更加深入的了解。
东京精密粗糙度仪系列安全操作及保养规程

东京精密粗糙度仪系列安全操作及保养规程1. 引言本文档旨在指导用户安全操作东京精密粗糙度仪系列产品,并提供保养规程,以确保设备的正常运行和延长使用寿命。
请用户在使用前仔细阅读本文档,了解其中的安全操作和保养要求。
2. 设备安全操作2.1 电源和电缆•确保粗糙度仪的电源符合产品规格要求,以免造成电气故障和人身安全问题。
•使用设备配套的电缆,并保持电缆整洁无损。
•对于插头插座,请确保插销完整并牢固连接。
2.2 使用环境•粗糙度仪应在干燥、温度稳定的环境下使用,避免过高或过低的环境温度影响设备性能。
•避免阳光直射和潮湿环境,以免影响设备的稳定性和精度。
2.3 操作步骤•在进行粗糙度测量前,务必仔细阅读设备操作手册,并按照要求进行操作。
•手部干净并保持设备清洁无尘,避免污染测量结果和设备损坏。
•粗糙度仪操作时,请注意人身安全,避免手指或其他物体接触测量部件。
2.4 电磁干扰•在使用粗糙度仪时,避免附近存在较强的电磁干扰源,以免影响设备的测量准确性。
2.5 关机和存储•操作完毕后,请及时关闭粗糙度仪的电源,并断开电源插头。
•存放设备时,应将其放置在干燥、清洁无尘的环境中,避免长期不使用或存放在潮湿环境中。
3. 保养规程3.1 清洁•在保养设备时,请确保设备处于关闭状态,并断开电源插头。
•使用柔软的乾布清洁仪器外壳和显示屏,避免使用含有酮类或酯类成分的溶剂。
•避免使用水直接清洗设备以防水分侵入内部电路。
3.2 粗糙度测量头保养•定期清洁测量头上的探头,使用无纺布或棉签轻轻擦拭。
•在使用过程中,避免探头受到剧烈碰撞或划伤,以免影响测量准确性。
3.3 校准•按照设备操作手册的要求,定期进行设备校准,以确保测量结果准确可靠。
•在校准之前,清洁仪器和测量头,并确保校准环境符合要求。
3.4 零件更换•如果设备零件损坏或磨损严重,建议联系供应商或售后服务中心进行更换和维修。
4. 总结通过遵循本文档中的安全操作和保养规程,用户可以确保东京精密粗糙度仪系列产品的正常运行和延长使用寿命。
手持式粗糙度仪操作规程

1 目的规范粗糙度仪的操作和保护,确保测量数据的有效性、准确性。
2 适用范围适用于 XX 部门 XX 科利用的 TR210 手持式粗糙仪的操作利用和管理保护,该 产品由北京时期之峰科技有限公司生产。
3 仪器主要部件说明该套仪器所有设备及常常利用设备别离如下左图、右图所示:①③② ①所有设备,上图从左至右依次为: ①:包装箱及仪器、配件等; ②:旋转手柄; ③:TA 测量平台;②③④⑤常用设备,除 TA 测量平台以外:①:TR210 主机;②:可调支架;③:TS100 标准传感器;④:Ra 值标准样板;⑤:旋转手柄控制面板:实现对仪器的设定、输入等控制功能:启动键 参数选择键 取样长度设置键 键滤波器选择键·上转动打印机键 下转动键数据保留键 数据读取键启动键 电源键 公英制选择键 量程设置键·背景光键仪器面板液晶显示屏:显示当前工作状态及测量结果:电压触针位置光标 测量参数选择 滤波器选择 示值校准 打印参数 低+RC PC-RC GAUSS D-P CAL公制单位8 8 8 8 Ra Rz0Rq Rt..μm 英制单位. μin数值显示-取样长度设置光标±20μ ±40μ ±80μ 0.250.82.5量程设置光标量程选择范围取样长度选择范围4 工作原理简介测量工件表面粗糙度时,将传感器放在工件被测表面上,由仪器内部的驱动 机构带动传感器沿被测表面做等速滑行,传感器通过内置的锐利触针感受被测表 面的粗糙度,现在工件被测表面的粗糙度引发触针产生位移,该位移使传感器电 感线圈的电感量发生转变,从而在相敏整流器的输出端产生与被测表面粗糙度成 比例的模拟信号,该信号通过放大及电平转换以后进入数据收集系统,DSP 芯片 将收集的数据进行数字滤波和参数计算,测量结果在液晶显示器上读出,能够存 储,也能够在打印机上输出。
5 操作步骤序号说明图示01 1、检查仪器,确认配件齐全、完整; 2、检查确认仪器处于检定有效期内;序号说明02 将旋转手柄安装在 TA 测量平台上;图示1、确认 TR210 主机背后的电池开关处于 ON 的打开位置; 03 2、用起子把可调支架装在 TR210 主机上; 3、把传感器正确连接在 TR210 主机上; 4、把 TR210 主机利用可调支架固定在 TA 测量平台上至此,配件组装过程完成。
表面粗糙度
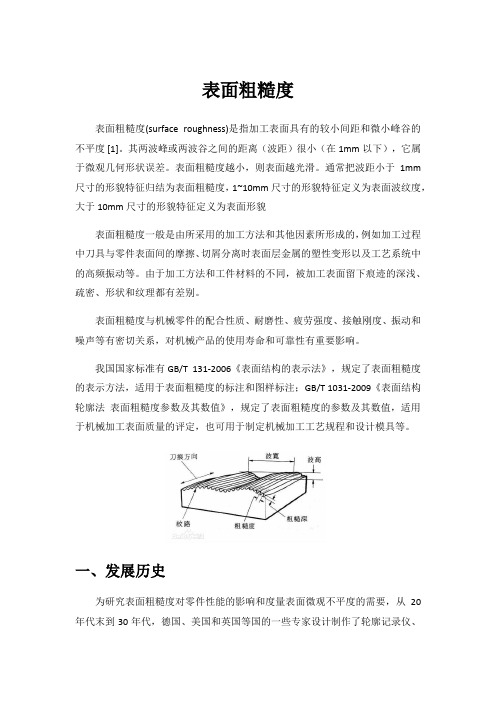
表面粗糙度表面粗糙度(surface roughness)是指加工表面具有的较小间距和微小峰谷的不平度 [1]。
其两波峰或两波谷之间的距离(波距)很小(在1mm以下),它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑。
通常把波距小于1mm 尺寸的形貌特征归结为表面粗糙度,1~10mm尺寸的形貌特征定义为表面波纹度,大于10mm尺寸的形貌特征定义为表面形貌表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。
由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。
表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品的使用寿命和可靠性有重要影响。
我国国家标准有GB/T 131-2006《表面结构的表示法》,规定了表面粗糙度的表示方法,适用于表面粗糙度的标注和图样标注;GB/T 1031-2009《表面结构轮廓法表面粗糙度参数及其数值》,规定了表面粗糙度的参数及其数值,适用于机械加工表面质量的评定,也可用于制定机械加工工艺规程和设计模具等。
一、发展历史为研究表面粗糙度对零件性能的影响和度量表面微观不平度的需要,从20年代末到30年代,德国、美国和英国等国的一些专家设计制作了轮廓记录仪、轮廓仪,同时也产生出了光切式显微镜和干涉显微镜等用光学方法来测量表面微观不平度的仪器,给从数值上定量评定表面粗糙度创造了条件。
从30年代起,已对表面粗糙度定量评定参数进行了研究,如美国Abbott就提出了用距表面轮廓峰顶的深度和支承长度率曲线来表征表面粗糙度。
1936年出版了Schmaltz论述表面粗糙度的专著,对表面粗糙度的评定参数和数值的标准化提出了建议。
但粗糙度评定参数及其数值的使用,真正成为一个被广泛接受的标准还是从40年代各国相应的国家标准发布以后开始的。
岩体结构面粗糙度非接触测量技术规程

岩体结构面粗糙度非接触测量技术规程岩体结构面的粗糙度是指岩石表面不规则程度的度量,对于地质工程、矿山开采和岩土工程等领域非常重要。
粗糙度的测量可以提供有关岩体表面特征的信息,有助于评估岩石的稳定性和工程可行性。
在过去,测量岩体结构面粗糙度往往需要接触式的方法,但这种方法存在一些问题,可能会对岩体表面造成损伤,并且无法实时监测。
随着科学技术的进步,非接触测量技术逐渐应用于岩体结构面粗糙度的测量中。
这些非接触测量技术基于光学、声学或雷达原理,可以在不接触岩石表面的情况下获取表面粗糙度的信息。
以下是岩体结构面粗糙度非接触测量技术的一般规程:1. 选择适当的非接触测量技术:常见的非接触测量技术包括激光测量、三维扫描、红外测温等。
根据需要,选择适当的技术进行测量。
比较常用的是激光测量技术,它可以提供高精度和高分辨率的测量结果。
2. 准备测量设备:根据选择的测量技术,准备相应的测量设备,包括激光测量仪、扫描仪或红外测温仪等。
确保设备正常运行,并进行校准,以确保测量结果的准确性。
3. 准备测量场地:选择要测量的岩体结构面,并在场地上做好准备工作。
清理测量区域,确保岩石表面干净、平整,并保持相对稳定的环境条件。
4. 进行测量:根据测量规程和操作说明,进行非接触测量。
根据需要,可以对不同的结构面进行测量,并记录测量数据。
5. 数据处理与分析:将收集到的测量数据导入计算机,并进行数据处理和分析。
使用适当的软件对测量数据进行过滤、平滑和重构,以获取表面粗糙度的定量描述。
6. 结果展示与解释:根据测量结果,生成可视化图像或三维模型,并对数据进行解释和分析。
可以使用适当的统计方法和图表展示岩体结构面的粗糙度特征。
7. 结论与讨论:在文章中总结测量结果,并对岩体结构面粗糙度的影响因素进行讨论。
可以提出改进测量方法或进一步研究的建议。
岩体结构面粗糙度非接触测量技术的发展为岩石工程领域带来了许多优势。
与传统的接触式测量相比,非接触测量技术不仅可以减少对岩体表面的损伤,还可以实时监测和测量大范围的岩体结构面。