QC工程表格式
QC工程图样板格式
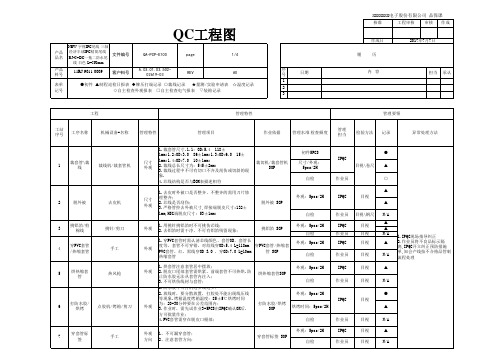
2、成型后外观不可有缺料、压伤套管、压伤线材 等不良现象;
成型SR(Y型) SOP
3、尺寸要求:120±2mm
外观:5pcs/2H 自检
外观/功能:
1.打端子铆高/铆宽/拉力需符合标准要求,参照
5pcs/2H
10
比剪芯线/ 半自动打端子机/比剪治 外观 SOP进行确认;
打端子
具/剪刀
尺寸 2.端子前端需平齐;
比剪芯线/打端子 SOP
外观/功能: 5pcs/2H
自检
11
检端子
放大镜
外观
1、打完后的端子必须全检; 2、端子不可有变形/露铜丝/功能区无铜丝/包胶/ 端子刮伤/卡点下陷/压着过高或过低.不良品分开 放置不可流入下工站;
检端子 SOP
外观:5pcs/2H 自检
12
穿套管/穿 HSG
手工
外观 功能
1、穿HSG过程中员工需严格区分芯线颜色顺序, 不可有线序穿错,端子穿不到位等不良现象; 2、端子穿入HSG后员工需检查是否有芯线单根受 力现象;
管 SOP
热缩套管
外观:5pcs/2H 自检
外观:5pcs/2H
自检
IPQC 作业员
IPQC
作业员
目视 目视 目视
目视
▲
▲
N/A 1.IPQC现场指导纠正
▲ 2.作业员将不良品标示隔 离,IPQC开立纠正预防措施
N/A
单,知会产线按不合格品管制 流程处理
1.烘套管注意套管居中摆放;
外观:5pcs/2H
IPQC
目视
▲
作业员
目视
N/A
IPQC
目视
▲
作业员
目视
N/A
QC工程表范本

隔离/返修 调整至规定的范 班长确认 围 隔离/返修 作业员 调整至规定的范 班长确认 围 隔离/返修 作业员 班长确认 作业员 班长确认 作业员 调整至规定的范 围 隔离/返修 调整至规定的范 围
隔离/返修 调整至规定的范 班长确认 围 班长确认 作业员 班长确认 调整至规定的范 围 隔离/返修 调整至规定的范 围 XXX
01/06
第02页 共15页 ■ 量 产 QC工程表编号 权责 单位
作业员 班长确认 作业员 班长确认 作业员
□ 原 型 品 质量 特性
外观 温度 时间 外观 温度 时间 外观 温度 时间 外观
温度/波美度
□ 量 产 前 管 检验方式
目 视 温控计 时控器 目 视 温控计 时控器 目 视 温控计 时控器 目 视
主要联系人/电话﹕XXX/XXXXXXXXXXX
L0201系列 L0201.0101
其它单位核准/日期(如有要求)﹕ 产品名称 衣钩 先期质量规划小组 研发:xx 生产:xx 生管: xx 品保:xx 机器﹑模 N 工 管制 产品/制程规 制程名称 具治具﹑ 制程条件 质量特性 o. 序 特性 格/公差 工具
温控计/测试仪
管制 产品/制程规 特性 格/公差
A B B B B B B B B B A B B B B B B B B B B A B B B B B B B B A
不能有明显撞划伤,缺 料等外观缺陷
制 方 式 管制方式 抽 样 数 量/频率 统计技术 记录表单
全检 1次/2小时 10PCS/1H 1次/2小时 10PCS/1H 1次/2小时 10PCS/1H 1次/2小时 10PCS/1H 1次/2小时 10PCS/1H 1次/2小时 10PCS/1H 1次/2小时 1次/2小时 10PCS/1H 1次/2小时 自主检查 制程镀槽检验记 录表 自主检查 制程镀槽检验记 录表 自主检查 制程镀槽检验记 录表 自主检查 制程镀槽检验记 录表 自主检查 制程镀槽检验记 录表 自主检查 制程镀槽检验记 录表 自主检查 制程镀槽检验记 录表 制程镀槽检验记 录表 自主检查 制程镀槽检验记 录表 制订
QC工程表的制作方法

QC工程表的制作方法
1、QC工程表的目的和作用
QC工程表正如词语所含的意义一样,是为了QC(品质管理)的工程一览表,它有以下的目的和作用。
1)用文字表达出品质保证的计划(ISO9000规格的品质计划书相当于此)。
2)构成作业标准书的目录。
3)品质不良发生时可探究查明原因。
4)作为作业改善时的议论、讨论平台。
5)作为监督者的指导、监督的依据资料。
6)作业者交接班时的必要资料。
2.QC工程表的书写方式
1)样式(见图)
2)、项目
①、工程号码
②、工程名
③、管理点(管理项目:为制造良品而控制的项目—原因系,要因系),(品质特性:在此工程保证的品质特性—结果系)
④、规格制造基准(使用的规格值,制造时的基准或作业标准书号码)
⑤、机械测定器(使用的机械设备名,或者测定品质特性的测定器名称)
⑥、检查方式(批量的最初产品的抽样方法和量产时的抽样方法)
⑦、记录方式(记录检查结果的文件及号码)
⑧、标准时间(各工程的准备时间以及每货的加工标准时间)
3)、书写的组织和顺序
QC工程表由于是生产技术资料,所以有生产技术课写原方案,经过资材、制造、检查课的担当者的研究讨论而决定内容,并编写再分布。
QC工程表(品质控制计划)
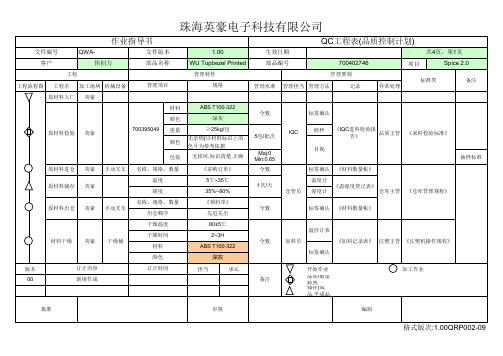
《仓库管理规程》
《仓库管理规程》
喷涂
英豪
全数
《调油作业指导书》 《干燥炉操作规程》 装配主管
H1 TPV&000-247 不能少油,多油,重影,颜色 不符,拖油,手印等 抗磨损性测试后油墨不磨 损,印刷字体清晰可见 羊毛脂测试后油墨无剥 落,缺口无明显颜色变化 1pc/袋,2袋/格(8*3刀 卡),36pcs/箱 不能少油,多油,重影,颜色 不符,拖油,手印等 抗磨损性测试后油墨不磨 损,印刷字体清晰可见 羊毛脂测试后油墨无剥 落,缺口无明显颜色变化 1pc/袋,2袋/格(8*3刀 卡),36pcs/箱
1次/2H 机头5啤 箱内10啤 1啤/2H QC
巡检
英豪
700395049
尺寸
卡尺
《尺寸测量报告》 品质主管 《注塑检验指导书》 纠正预防措施
要求表》
包装
1次/2H 1次/4H Maj:0 Min:0.65 10pcs/批 QC
目视
《注塑部巡检日报 表》 《QA检验日报 表》 《尺寸测量报告》 品质主管 《注塑检验指导书》 《注塑部巡检日报 表》 《产品进仓单》 仓库主管 《仓库管理规程》
外观
无模痕,起泡,裂纹,流痕,缺 胶等 A: 157.95± 0.2mm B: 200.73± 0.2mm 1pc/袋,2袋/格(8*3刀 卡),36pcs/箱 无模痕,起泡,裂纹,流痕,缺 胶等 A: 157.95± 0.2mm B: 200.73± 0.2mm 1pc/袋,2袋/格(8*3刀 卡),36pcs/箱 《生产计划通知单》
QC工程表(品质控制计划)
1.00 WU Topbezel Printed
管理特性 规格 管理水准 管理担当 管理方法
QWA伟创力
新QC工程表样板

检查员
目视
——
AQLⅡ 0.1
出货检查记录表
参照外观限度样本
检查规格书 (SM-DY-005-0) 每架 作业要领书(出货检查) (SM-DY-003-0) ————
色泽均匀, 无黑斑、黄 斑、孔部无 打痕、划伤 、卡石 防止掉落
品管组长
————
————
———
———
———
———
———
———
△
24
出货 符号说明:
(SM-PS-DY-004-1)
作业要领书 (研磨工程) (SM-DY-009-0)
○
17
光泽 打光
VB100
—— ————
————
———
————
————
————
————
————
研磨班长
研磨时间 投入量
计时器到 每BATCH 时报警 目视 目视 热电偶测 量温度 目视 目视 每BATCH 每篮 每篮 每篮 每篮
*
○ 9 ◎ 水冷 水冷槽 ① (硬度) (HRC40~48) —— —— —— ——
目视确认:①下工序使用设备——水冷槽; ———— ————
②温度显示值为20~40℃。 温度 —— 冷 充
却
分
加工班长 冷却均匀 温度 加工班长 时间 40±1分 硬度Cpk目标值 技术员 1.33以上 20~ 40℃ 上下抖动5次 40~ 60℃ 操炉员 每架 每架 每架 每架 温度计 ——— 温度计 秒表 操炉员
洛氏硬度计
量产时检查 基准及记录
加工工程管理表 (SM-PS-DY-004-1)
加工工程管理表 (后处理) (SM-PS-DY-004-1)
○
标准QC工程表

锡膏
锡膏管制 3.粘度回温时间 3.回温时间:5小时
管理 搅拌机/冰箱 1次 2罐
4.使用锡膏在生产 4.搅拌均匀,时间4分钟,使用锡膏在生产 规范
线上保存
线上密封保存
目检
PQC 生产线
首件检查表 烤箱/冰柜 取放记录表
S
M
1.网板张力
1.网板张力:30~50牛顿
T 网板管制 2.网板寿命
2.网板寿命:依张力测试结果定
生产线 制程异常报 /PQC 告单
SMT稽核日 品保 报表抽检覆
力表
文件编号
产品名称
制程 名称
制程内容
SMT自动贴片 管制项目
管制 标 准
制定
审核
工程 仪器/设备/ 规范 工/治具
制定日期 修改日期 抽样设定 样本 频率
检查 方法
1.领料 1.BOM 2. 备料 2.数量、规格
1.依制造工单核对BOM与代用料表之数量与 BOM
规格
ECN
1.换线 2.首件
目检
版本
页别
超声波清洗 机
1次/每 周
目检
SOP
巡检 目检
IPQC 巡检/抽检
依SMT检验规范、AQL抽样水准进行抽检 AQL 放大镜
1次 随机 目检
版本
页别 权责 单位
A/2
3/3 品质记录/ 异常处理
生产线 /PQC
检查日报表 /PQC稽核日
报表
生产线 恒温烙铁温 /PQC 度记录表
生产线
生产线
制程异常报 告单
放大镜
100%/10P 全检/ CS 首检
目检
生产线 /PQC
检查日报表 /PQC稽核日
QC工程表范本

新订
客户质量核准/日期(如有要求)﹕ 其它单位核准/日期(如有要求)﹕
产品型号 产品名称
L0201.0101 厂商类别
履
历
衣钩
版次
1.0
先期质量规划小组 研发:xx 生产:xx 生管: xx 品保:xx 技术: xx
工 序
制程名称
机器﹑模 具治具﹑
工具
N o.
制程条件
质量特性
管制 特性
产品/制程规 格/公差
3PCS/5H 3PCS/6H
制程检验记录表
制程检验记录表
现场班长 品管员
全检/返修/报废
抛光 (粗抛)
01/05
抛光 (清光)
核准
抛光机
转速为10251250r/min
抛光机 (布轮)
转速为10251250r/min 用紫蜡
XXX
外观
B
不能有明显的抛 损或变形
外观 审查
B
不能有明显的抛 损或变形
目视
量/频率 统计技术 记录表单
权责 单位
异常时之处置 方式
温度
B
50-60℃
时控器
全光镍
电压
B
4.0-5.0V
时间
B
8-10分钟
电压表 1次/2小时
时控器
制程镀槽检验记 录表
班长确认
调整至规定的范 围
Ph值
A
4.0-4.3
Ph试纸
水洗
外观
B
水渍
目 视 10PCS/1H
自主检查
作业员 隔离/返修
01/06
温控计
时控器 1次/2小时
电压表
目 视 10PCS/1H
QC工程表

荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
W-QC1008-05
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
W-QC1013-03
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
W-QC1017-01。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A′1 φ 3*48 初 全数 10PCS/LOT
页码
1/1
材质/材径: SUM24L/φ 3(+0.05/+0.02)*2500 RoHS对应品 工程 检查项目 数量 材料 入货 1 材质 检查方法 计量器 秤 材质报告 检查项目
定 全数 10PCS/LOT
记录资料
《进料验收单》 《IQC检验报告》
卷尺 投影仪 投影仪 投影仪 5PCS/3H 千分尺 粗糙度仪 投影仪 40PCS/LOT 20PCS/LOT 3PCS/3H 50PCS/LOT 《生产传票》 《部品移动票》
《首件/尾件/样品检验记录表》
2 2-Φ 1.53+0.015/-0.035 3 走心机 4 5 6 13 1 通磨 3 1 环保无 电解Ni 3 5 受入 检验 1 3 1 1 2 入库 检验 3 4 5 6 包装 1 2 1 2 1 2 1 2 数量 图号 包装 现品票 数量 图号 外观 Φ 3±0.03 Ra1.6 外观 Φ 3±0.03 Ra1.6 外观 Φ 3±0.03 2-Φ 1.53±0.03 2-Φ 2±0.03 2-C0.3±0.07 2-0.5±0.07 1.6±0.07 数量 图号 2-Φ 2+0.01/-0.03 2-C0.3±0.05 2-0.5+0.06/-0 1.6±0.05 外观 Φ 3-0.015/-0.03
QC 工 程 表
客户代码: XXX 图号 XX-XX 版本 部品描述: 检查方法 检查 计量器 担当 仓库 3 4 7 8 9 10 11 12 材径:φ 3+0.05/+0.02 长度:2500 40.2+0.07/-0.09 3.2±0.05 2-1+0.04/-0.06 2-Φ 2+0.01/-0.03 Ra3.2 2-C0.1+0.1/-0 千分尺 IQC 2 1 外观 Φ 3+0.05/+0.02 目视 千分尺 槽卡 千分尺 投影仪 塞尺 投影仪 目视 千分尺 目视 千分尺 粗糙度仪 目视 千分尺 粗糙度仪 目视 千分尺 槽卡 千分尺 投影仪 塞尺 投影仪 电子秤 目视 电子秤 目视 目视 目视 目视 目视 作业员 全数 全数 《部品移动票》
全数
全数
修订记录:
核 准
杨锡芳
审 核
周新强
作 成
陈志琴
09.11.30 HR-CX-WI-061-03-A′1
《密着性报告》
2 4
Φ 2±0.03 外观
千分尺 IQC 目视 全检员 全数 全数 AQL:0.4 AQL:0.4
《生产传票》 《部品移动票》
《委外加工交货验收请款单》
《IQC检验报告》
全检
《生产传票》 《部品移动票》 《全检日报表》
7 8 9 10 11
40.2±0.1 3.2±0.07 2-1±0.07 2-Φ 2±0.03 外观
3PCS/3H
IPQC
《生产传票》 《部品移动票》
《首件/尾件/样品检验记录表》
《IPQC巡查报告》
2
Ra1.6
粗糙度仪 IPQC
5PCS/3H 50PCS/LOT
《IPQC巡查报告》
《生产传票》 《委外加工送货单》 《盐雾试验报告》
《镀层厚度测试报告》
2 4
Φ 2±0.03 镀层厚度5-7u
千分尺 膜厚仪 QA AQL:0.25 AQL:0.25
投影仪 投影仪 投影仪 QA 千分尺 目视 AQL:0.4 记录5PCS AQL:0.4 记录5PCS 《部品移动票》 《生产传票》 《QC工作报告》 《QA检查报告》
入库 出货 检验 出货
仓管员
全数
全数
《成品入库单》 《QC工作报告》 《QA检查报告》 《成品出库单》 《送货单》
QA全数全数仓管员