铝合金薄壁件铣削加工精度控制研究
典型薄壁零件数控铣削加工工艺

典型薄壁零件数控铣削加工工艺数控铣削是一种高精度、高效率的数控加工方法,广泛应用于模具、航空航天、船舶、汽车、电子、仪器仪表等行业。
在零件加工中,薄壁零件因其结构特殊、加工难度大,对加工工艺要求较高。
本文将针对典型薄壁零件的数控铣削加工工艺进行介绍和分析。
一、工件材料及加工要求1. 工件材料:典型薄壁零件常用的材料有铝合金、钛合金、不锈钢等,材料硬度一般在28-45HRC之间。
2. 加工要求:薄壁零件加工一般要求表面光洁度高、尺寸精度要求高、壁厚薄、结构复杂等特点。
二、数控铣削工艺分析1. 工艺方案选择:根据零件的结构特点和加工要求,选择合适的数控铣削刀具和切削参数。
对于铝合金等材料,一般选择硬质合金刀具,切削参数选择合适的进给速度和转速。
2. 夹紧方式选择:薄壁零件加工时,应选择合适的夹紧方式,避免加工过程中因变形而影响加工质量。
一般可采用夹具夹紧或磁力吸盘夹紧等方式,根据零件尺寸和形状特点选择合适的夹紧方式。
3. 切削力控制:在数控铣削过程中,控制切削力对薄壁零件加工至关重要。
要合理选择切削参数和刀具几何角度,降低切削力,避免引起零件变形和加工质量不稳定。
4. 节渣处理:薄壁零件加工过程中,切屑容易产生,特别是在高速切削时更为显著。
应采取合适的节渣方式,避免切削刀具堵塞,影响加工质量。
5. 冷却润滑:在数控铣削过程中,及时有效的冷却润滑对加工质量和刀具寿命有着重要影响。
对薄壁零件加工,更需要合理选择喷淋位置和冷却润滑液的使用方式,以防止零件变形和表面质量不稳定。
6. 加工精度控制:薄壁零件加工时,对尺寸精度和表面质量要求较高。
在数控铣削过程中,应严格控制切削参数,采取合适的刀具路径和切削刀具轨迹,避免因加工过程中引起加工质量问题。
7. 加工工艺优化:针对典型薄壁零件的形状特点和加工要求,应综合考虑工艺方案和加工工艺优化,在保证加工质量的前提下,提高加工效率和降低成本。
例如采用高速切削、干法加工等新技术,以提高加工效率和节约成本。
铝合金薄壁件加工变形控制技术研究
High & New Technology︱10︱2016年10期 铝合金薄壁件加工变形控制技术研究李善勇安徽方圆机电股份有限公司,安徽 蚌埠 233010摘要:在航天、电子等高精尖制造业发展的过程中,对铝合金薄壁件的性能要求非常高,但在铝合金薄壁件加工时会受到多种相互作用的因素影响产生变形,所以控制铝合金薄壁件加工变形的技术研究一直被高度关注,在此背景下,本文针对铝合金薄壁件加工变形控制技术展开研究,为相关制造企业提升铝合金薄壁件加工效果提供参考。
关键词:铝合金薄壁件;加工变形;控制变形中图分类号:TS912+.3 文献标识码:B 文章编号:1006-8465(2016)10-0010-01前言 现阶段人们普遍将壳体件、环形件、平板件、轴类件等工业零件中,零件壁厚与内径率半径或轮廓尺寸的比值小于0.5的称为薄壁件,其一般具有刚度低、结构复杂、加工过程中易变形等特点,如果将变形的铝合金薄壁件应用于高精尖产品中,会直接影响其使用性能,甚至造成严重的安全事故,所以提升铝合金薄壁件加工变形控制技术具有重要的现实意义。
1 铝合金薄壁件加工变形控制技术的主要思路 在铝合金薄壁件加工的过程中,毛坯的形状、内应力,刀具的材料、刚度、磨损,装夹系统的定位精度、加紧位置和夹紧力,机床的耐度、控制精度,切削的温度、深度、进给量等条件,工件的材料、结构形状以及刀具半径、工作组织、加工顺序、随机因素等其他因素均可能会引起铝合金薄壁件的加工变形[1]。
现阶段人们已经认识到基于加工工艺系统整体刚性进行薄壁件加工对控制薄壁件加工变形的重要性,并在实际加工的过程中结合导致铝合金薄壁件加工变形的因素采用以下手段进行控制。
首先,对具体的加工机床和刀具进行优化,例如,日本提出从薄壁件两侧壁用双轴机床同时加工,我国提出的利用立铣刀从侧壁进行加工等,均具有控制薄壁件变形的效果。
其次,灵活的选用多种加工工艺控制变形,如在精加工完成后直接进行切光和手工打磨,可以达到优化走刀路径和刀具切削用量控制变形的效果,但此方法在应用的过程中会对加工效率产生影响[2]。
铝合金6063薄壁件周铣加工变形误差试验研究

( C o l l e g e o f Me c h a n i c a l a n d E l e c t i r c a l E n g i n e e r i n g ,S u z h o u V o c a t i o n a l U n i v e r s i t y ,
铝合金 6 0 6 3薄壁件周铣加工变形误差试验研究
李振 兴
( 苏州 市职 业 大 学机 电工程 学 院 ,江 苏苏州 2 1 5 1 0 4 )
摘要 :分析薄壁类零件铣削加工 的工 艺特点 ;针对薄壁构件周铣加工 中的变形 误差 ,采用 正交试验 法 ,在立式 加工 中 心上进行铝合金 6 0 6 3周铣切削试验 , 研究进给速度 、径 向切 削深度 、轴 向切 削深度对加工误差 的影 响规 律 ,为合 理选用切
S u z h o u J i a n g s u 2 1 5 1 0 4,C h i n a )
Ab s t r a c t :C r a f t c h a r a c t e r o f t h i n — wa l l e d p a r t s mi l l i n g ma c h i n i n g wa s a n ly a z e d .A c c o r d i n g t o t h e d e f o r ma t i o n e r r o r o f t h i n — w ll a e d
削参数 、减少加工 变形 、提 高零 件质量提供了可靠依据 。 关键词 :薄壁构件 ;周铣加 工 ;变形误差 ;正交试 验 ;铝合金
中图分类 号 :T H1 6 文献标识码 :A 文章编号 :1 0 0 1— 3 8 8 1( 2 0 1 4 )2— 0 3 6— 3
典型薄壁零件数控铣削加工工艺
典型薄壁零件数控铣削加工工艺随着制造业的发展,数控加工技术逐渐成为最常用的加工方法之一。
而在数控加工领域中,数控铣削技术是常见的加工方法之一。
本文将介绍典型薄壁零件数控铣削加工工艺,包括工艺准备、加工流程、刀具选择和切削参数等方面的内容。
一、工艺准备1.1 材料选择因为薄壁零件通常是轻型结构件,所以材料一般选择铝合金、镁合金、不锈钢等轻质、高强度的材料。
1.2 工件夹紧在加工薄壁零件时,一定要保证工件夹紧牢固。
否则,易造成加工过程中工件的振动或位移,导致加工精度降低。
1.3 加工精度要求由于薄壁零件的厚度较小,所以在加工过程中要保证加工精度高,以防加工出错或造成损失。
二、加工流程2.1 预处理将所选材料进行预处理,包括去表面氧化层、去毛刺等。
2.2 下刀编制好数控加工程序后,进行下刀和切割。
2.3 清洗清洗零件,以便检查和测试。
2.4 检测检测零件的精度、结构、特性等。
如果不合格,要重新加工。
进行表面处理,包括抛光、喷漆、防锈等。
三、刀具选择在加工薄壁零件时,需要选用比较特殊的刀具。
常用的刀具主要包括切割刀具、削铣刀具、倒角刀具、钻头等。
3.1 切割刀具为了保证零件表面的质量和精度,需要选用切割刀具。
切割刀具的作用是将零件中的材料割离,形成所需的几何形状。
在进行倒角时,需要选用倒角刀具。
倒角刀具能够将薄壁零件边缘处的角进行倒角处理,使其具有更好的平滑度和美观度。
3.4 钻头在加工薄壁零件时,常常需要进行孔加工。
钻头是一种常用的刀具,在加工孔时经常被使用。
四、切削参数在加工薄壁零件时,需要注意切削参数的选择。
切削参数对加工质量起着重要的影响。
4.1 切削速度切削速度是指刀具在切割过程中移动的速度。
切削速度过快,容易导致刀具磨损、表面质量差等问题。
切削速度过慢,加工效率低下。
切削深度是指刀具在一次切削过程中切入材料的深度。
切削深度过大,会导致切屑对切削影响的加重,影响加工质量和效率。
总之,在加工薄壁零件时需要注意工艺准备、加工流程、刀具选择和切削参数等方面的内容。
探索薄壁铝合金零件在铣削加工中热变形与应力变形的控制
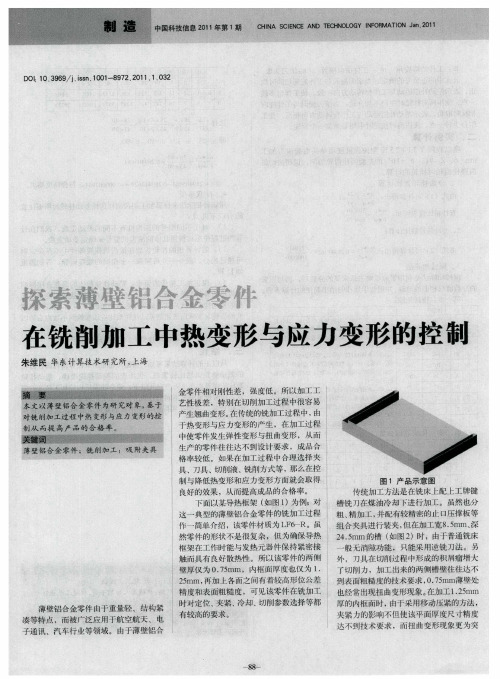
图 2 导热框架零件尺寸 通 过 改 进 传 统 的 加 工 方 法 , 即在 加 工 过程中合理选择夹具 、刀具 、 切削液 、 削 铣
方 式 等 , 减 小 切 削 力 , 低ቤተ መጻሕፍቲ ባይዱ夹 紧 力 , 制 来 降 控 和 降 低 热 变 形 和 应 力 变 形 ,从 而 提 高产 品
一
2 rm , 加 上 各面 之 间有 着较 高 形 位 公差 5 a 再 【精度和表面粗糙度 ,可 见该零件在铣加 工
到表 面 粗 糙 度 的技 术 要 求 , .5 m薄 壁 处 0 7r a
也经常出现扭 曲变形现象 。 在加工12 rm .5 a
厚的内框面时 , 由于采用移动压紧的方法 , 夹紧力的影响不但使该平面厚度尺寸精 度 达 不 到 技 术 要 求 ,而 扭 曲变 形 现 象 更 为突
加 工 时 应 以 冷 却 为主 。 工 件 与 夹具 部 分 采 用 水 基 切 削 液 进 行 常 规 浇 注 冷 却 , 为 克服 水 基 冷 却 液 的 不 足 ,切 削部 分 采 用 喷 雾 冷
却 。喷 雾 冷 却 的 降 温 效 果 要 优 于 单 相 切 削 液 。利 用 气 液 混 合流 体 喷 出时 体 积 骤 然 膨 胀 消 耗 内能 吸 收 热 量 ,单 位时 间 内能 带 走 大 量 的 热 量 ,可 比常 规 浇 注 冷 却 降 低 温 度 1 ~2 ℃ ,进 一步 增 强 了降 温 效 果 。 0 0
良好的效果 ,从而提高成品的合格率。
.
下面以某导热框架 ( 如图 1 为例,对 ) 这一典型的薄壁铝合金零件的铣加工过程
槽铣刀在煤 油冷却 下进行加 工。虽然也分 粗、 精加工, 并配有较精密的止 口压撑板等
薄壁零件精密铣削加工工艺探讨

僵I
薄 壁 零 件 精 密 铣 削加 工 工 艺 探 讨
李德 县
( 广西机械高级技工学校 广西 柳州 5 4 5 0 0 0 )
[ 摘 要] 本文 主要 论述 了薄壁 零件 精密 铣 削加 工质 量 和工 艺 , 通 过实 例论 述 了加 工重 点控 制 , 并就薄 壁零 件铣 削 紧密 加工 方 案展 开了探 讨 , 希 望 能为 同行 提 供 一定 的参 考 。 [ 关键 词] 薄 壁 零 件 铣 削 加 工 刀具 圆 弧 中图分 类 号 : T5 6 文献标 识码 : A 文 章编 号 : 1 0 0 9 — 9 1 4 X( 2 0 1 3 ) 1 3 — 0 0 2 9 — 0 2
能, 用 高速分 层铣削 , 既 降低 了刀 具对侧 壁的变形 影响也提 高 了加 工效率 , 还 可 以达 到很 好的 表面质 量 。
以要达 到工件 的质量 要求 , 做到 加工高精 度 , 必须控 制好薄 壁零件 的加工 工艺 , 减少 变形 。 薄 壁零 件精 密加 工 质量分 析
( a )
( b )
图 2薄 壁 (侧壁 ) 加 工示 意 图 ( 二) 进 刀 方 式和 走 刀 轨 迹
矩形 框体件 加工 中 , 铣 刀从 试件 中间位置 倾斜 下刀 , 在深 度方 向铣 到最 终 尺寸, 然后 一次走 刀 由中间 向四周 螺旋 扩展至 侧壁 。 该 方法较 为有 效地 降低 了 切 削变 形及其 影 响, 降低了 由于 刚性 降 低而发 生切 削振动 的可 能 , 零件 的质量 和 加工 效率 也有 了显 著提 高 。
大, 尤其 要 注意 圆 弧处 , 防止断 刀现 象 出现 , 避免 零件 报废 。
为圆弧切削是二轴联动, 不能仅改变其中一方向的铣削参数, 在圆弧处最易出
薄壁铸铝合金高速铣削加工试验研究
理 论 ,研 发 ,设 计 ,嗣 遵
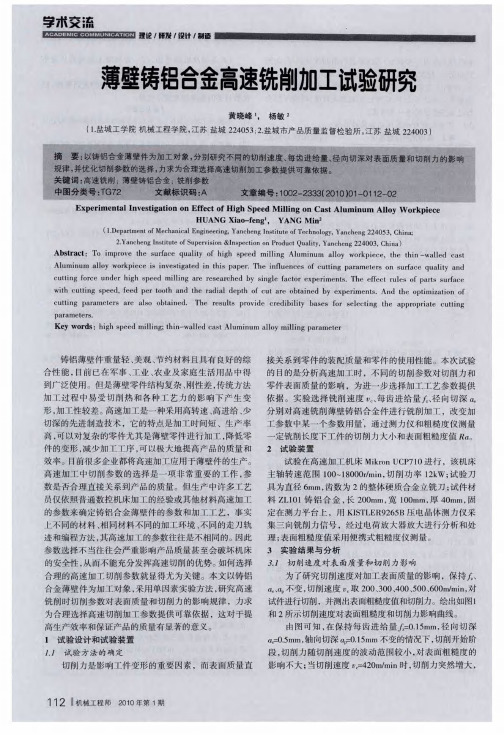
薄壁铸铝合金高速铣削加工试验研究
黄 晓峰
.
。
杨敏
.
:
( 1 盐 城 工 学 院 机 械 工 程 学 院 江 苏 盐 城 2 2 4 0 5 3 :2 盐 城 市 产 品 质 量 监 督 检 验 所 江 苏 盐 城 2 2 4 0 0 3 )
, ,
E
集三
3
3 J
.
向铣 削 力 信 号
经 过 电荷 放 大 器 放 大 进 行 分 析 和 处
。
迹 和 编 程 方 法 其 高 速 加 工 的 参数 往 往 是 不 相 同 的 因 此
,
。
理 ;表 面 粗 糙 度 值 采 用 便 携 式 粗 糙 度 仪 测 量
、
生产率
,
,
通 过 测 力仪 和 粗糙 度仪测 量
a
。
高 可 以 对 复 杂 的 零 件 尤 其 是 薄 壁 零 件 进 行 加 工 降低 零 件 的 变 形 减 少 加 t 工 序 可 以 极 大 地 提 高产 品 的 质 量 和
,
,
定 铣 削 长 度 下 工 件 的 切 削 力大 小 和 表 面 粗 糙 度 值 试验装置 试 验 在 高速 加 工 机 床
主轴转速 范 围
10 0
,
~
2
效率
。
目前 很 多 企 业 都将 高速 加 工 应 用 于 薄 壁 件 的 生 产
一
。
M ik r o
,
n
U C P 7 10
进行
,
该机床
;
高 速 加 工 中 切 削参 数 的 选 择 是
项 非常重 要 的工 作 参
薄壁零件数控铣削加工工艺技术研究

这样 无 疑 增加 了工 时 , 低 了生 产效 率 , 降 还容 易 因刀 具后 刀 面与工 件 间的积 屑瘤 造成 加 工表 面粗 糙 。
面对 企 业 生产 的加 工 困境 ,笔者 分 析 薄 壁零 件 件 装夹 变形 、 件受 热 ( ) 工 力 变形 等 。 加 工 变形 的原 因 ,采 取 措施 积极 减 小 薄 壁零 件 加 工 有 重要 的参 考作 用 。 大 量 的生 产 实 践证 明 , 随着 薄 壁件 壁 厚 的 减小 , 振 的发生 , 重影 响零 件 加工 品质 。 严 为 此 ,提 出了基 于 零 件 整体 刚性 进行 刀 具 路 径 优 化 的刚性 利 用方 案 。即在切 削过 程 中 , 量 利用 零 尽 件 未 加 工部 分 , 为 铣 削 时 的支 撑部 分 , 作 让零 件 加 工 薄壁 件 由于本 身 结 构相 对 复杂 ,壁 薄 ,质量 较 时 处 在一 个 刚 性较 佳 的 状 态 ,以此来 提高 零 件 的整 减 g ̄ 小, 同时 精 度 要求 高 , Ⅱ 和强 度 也 有 一 定 要 求 , 冈度 这 体 刚性 , d JI误 差 。 导 致其 易 受 切 削力 和 切 削振 动 及装 夹 力 、切 削热 的
Eq i me t u p n Ma u a t n e h o o y N .0, 01 n fc r g T c n l g o 1 2 1 i
薄 壁 零 件 数 控 铣 削加 工 工 艺 技 术 研 究
袁 华, 覃 岭
( 德职业 技术学 院 机 电工 程系 , 顺 广东 佛 山 58 3 ) 23 3
一
的方 法 , 消 除加 工 变 形 , 时 费 力 且 效 率 低 下 , 来 费 无
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
L I AO Yu . s o n g , HA N J i a n g
( 1 .D e p a r t m e n t o f Me c h a n i c a l a n d A u t o m o t i v e E n g i n e e r i n g, C h u z h o V o c a t i o n a l a n d T e c h n o l o g y C o l l e g e ,
文章 编 号 : 1 0 0 1 — 2 2 6 5 ( 2 0 1 5 ) 0 5— 0 l 1 3— 0 5
D O I : 1 0 . 1 3 4 6 2 / j . c n k i . m mt a m t . 2 0 1 5 . 0 5 . 0 3 2
铝 合 金 薄 壁 件 铣 削加 工 精 度 控 制 研 究 术
第 5期 2 0 1 5年 5月
组 合 机 床 与 自 动 化 加 工 技 术
M od u l a r Ma c h i ne To o l& Au t o ma h ni qu e
No . 5
Ma y 2 0 1 5
a c c u r a c y c o n t r o l o f mi l l i ng t h i n— wa l l a l u mi n u m a l l o y p a r t s .I n i l m l i n g he t hi t n s i d e wa l l ,f in i t e e l e me n t a n a l — y s i s ,t he o r e t i c a l a n a l ys i s a n d e x pe im e r n t s we r e u s e d t o in f d o u t t h e e f f e c t s o f i n c l i n a t i o n c o n ro t l a n d s y mm e t — r i c a l h i e r a r c h i c a l mi l l i n g t o he t ma c h i n i n g a c c u r a c y, I n mi l l i n g t h e hi t n — wa l l pl a t e,t h e he t o r e t i c a l a n a l y s i s a n d e x p e r i me n t s we r e u s e d t o in f d o u t t h e e f f e c t s he t r a d i us o f t o o l n o s e,t h e n u mb e r o f t o o h t a n d he t t o o l
廖 玉松 , 韩 江
( 1 . 滁州 职业 技术 学院 机械 与 汽车工 程 系 , 安徽 滁 j , j 、 I 2 3 9 0 0 0; 2 . 合 肥 工业 大 学 机械 与汽车 工程 学
院, 合肥 2 3 0 0 0 3 )
摘要 : 为 了实现对薄壁件较高精度的铣 削加 工, 文章通过理论分析 与实验研 究相 结合对铝合金 薄壁 件 的铣 削加 工 过程 中的精 度 控 制 方 法进行 了较 为 系统 的研 究 。在 侧 壁 的 铣 削加 工 上 , 从 有 限元 分 析, 理 论分 析 以及 实验 验证 的 角度 考 察 了过切 倾 斜 控 制 和 分 层 对 称 铣 削方 法对 提 高加 工 精 度 的 影 响; 在 腹板铣 削加 工上 , 通 过理 论分 析 和 实验 考 察 , 分 析 了切 深 、 刀具 的 选择 以及 走 刀 方式 对 加 工 变 形的 影响 。最 终得 出结论 : 在侧 壁铣 削加 工过 程 中采 用过切 倾 斜控 制 和 分层 对称 铣 削方 法能 有 效克 服 薄壁件刚性弱的缺点 , 加工精度较高; 在薄壁腹板铣 削加工过程 中发现采用刀尖圆角半径为 0 , 以 及 较 少的齿数 刀具 可 以有效减 小加 工 变形 , 在 走 刀 方式 上 , 螺 旋铣 削路 径将 是 减 小零件 加 工 变形 的
优 选走 刀方式 。
关键 词 : 铝 合金 ; 薄壁件 ; 铣 削加 工 中 图分类 号 : T H1 6 6 ; T G 5 4 文献标 识 码 : A
S t ud y o n t he Ac c u r a c y Co nt r o l i n he t Pr o c e s s o f Mi l l i ng Thi n・ wa l l Al u mi n um Al l o ys
T e c h n o l o g y , H e f e i 2 3 0 0 0 3 , C h i n a )
Abs t r a c t :As t o mi l l i n g t h i n— wa l l a l u mi n um a l l o y p a r t s a c c u r a t e l y,t hi s p a p e r d o e s s o me r e s e a r c h e s o n he t
Ch u z h o u An h u i 2 3 9 0 0 0, Ch i n a; 2.I n s t i t u t e o f Me c h a n i c a l a n d Au t o mo t i v e En g i n e e r i n g。 He f e i Un i v e r s i t y o f