短流程生产线的主体装备与工艺实践_虞明全
精益生产工艺装备总体目标和实施计划

精益生产工艺装备总体目标和实施计划哎呀,这可是个大活儿!我们得好好规划一下,才能让它变得更轻松愉快呢。
我们要明确我们的总体目标:打造一套精益生产工艺装备,让生产过程更加高效、环保、节能。
为了实现这个目标,我们需要制定一个详细的实施计划。
我们要从头开始,对现有的生产设备进行全面的检查和评估。
这就像是在给自己做一次体检,找出哪些地方需要改进。
我们要确保每一台设备都能发挥出最大的潜力,这样才能让我们的生产过程更加顺畅。
接下来,我们要对生产流程进行优化。
这就像是在调整自己的作息时间表,让自己的生活更加规律。
我们要找出那些影响生产效率的环节,然后想办法加以改进。
比如说,我们可以通过引入先进的自动化技术,来减少人工操作的繁琐;或者通过优化物流系统,来缩短生产周期。
当然了,我们在追求高效的也不能忽视环保和节能。
这就像是在培养自己的健康生活习惯,既要保持身体健康,又要保护环境资源。
我们要尽量使用绿色、环保的原材料,减少生产过程中的污染排放;还要利用循环经济的理念,让废弃物得到有效利用。
在实施计划的过程中,我们还要不断地学习和借鉴其他企业的经验。
这就像是在向身边的朋友请教经验一样,让我们的成长之路更加丰富多彩。
我们要关注行业的发展动态,了解最新的技术和理念,这样才能让我们的企业始终保持竞争力。
打造一套精益生产工艺装备,是我们共同的目标。
只要我们团结一心,付诸实践,相信我们一定能够取得成功!加油吧,伙伴们!让我们一起努力,创造出更美好的未来!。
低压成套设备的工艺
低压成套设备的工艺低压成套设备工艺是指在低压领域中,通过一系列工艺操作和装配过程,将各个电器元件组装在一起,并进行连接、调试和测试,最终形成可供使用的完整设备的过程。
低压成套设备通常包括断路器、接触器、继电器、电动机保护器、变压器等电器元件。
这些元件在工厂生产出来后需要经过一系列的加工和装配步骤,才能形成成品设备。
首先,在低压成套设备制造过程中,需要对各个电器元件进行检验和测试。
这些测试包括外观质量检验、尺寸检验、电性能测试等,以确保元件的质量符合标准要求。
对于一些特殊材料制成的元件,还需要进行材料测试,以确保其材料性能符合要求。
在元件质量符合要求后,需要进行组装过程。
组装过程包括将各个元件按照设计要求进行装配,并进行电器连接。
装配过程中需要注意对元件进行正确的安装和调节,保证其能够正常工作。
同时,还需要对各个元件之间的电气连接进行处理,确保连接牢固可靠,并且符合工程要求。
装配完成后,还需要进行接线和标识。
接线是将低压成套设备与其他设备或电源进行接线连接,确保设备能够正常工作。
接线需要按照设计要求进行,遵循相应的安全规范。
同时,在接线过程中需要对接线点进行标识,以方便后续维护和检修工作。
完成接线和标识后,需要进行调试和测试。
调试是指通过对低压成套设备进行各项参数设置和功能测试,确保设备能够正常工作,并满足用户的要求。
测试包括工频耐压试验、功能测试、短路保护试验等。
这些测试一般可以通过专用的测试设备和仪器进行。
最后,完成调试和测试后,需要对低压成套设备进行外观清洁和包装。
外观清洁是指对设备进行清洗,保持设备外观的整洁和美观。
包装是指对设备进行合适的包装,以保护设备在运输和储存过程中不受到损坏。
总之,低压成套设备工艺是一个复杂而严谨的过程,需要经过检验、装配、接线、调试、测试和包装等一系列环节。
只有在这些环节都完成并符合要求后,才能保证低压成套设备的质量和可靠性。
这些工艺步骤的有效实施,对于提高低压成套设备的生产效率和质量水平具有重要意义。
简述低压成套配电装置生产工艺的流程

简述低压成套配电装置生产工艺的流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!简述低压成套配电装置的生产工艺流程低压成套配电装置是电力系统中不可或缺的一部分,主要用于电能的分配、控制和保护。
写作方法机械工程论文题目机械论文题目开题报告毕业论文文献综述
187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237
整经机经轴上落运输机器人机械结构设计研究 薄膜力学性质及台阶势垒影响下的表面形貌计算模拟研究 CQS-550型道岔清筛机运用优化设计 基于冻融干湿作用的非饱和黄土力学性质试验及工程应用研究 机械臂运动的示教学习方法与应用研究 低速风洞三自由度机械臂及其控制系统设计 矿用挖掘机提升机构齿轮传动系统动力学分析及优化设计 基于ROS的同位素分装机器人运动规划及控制仿真研究 二自由度机械臂运动控制及试验研究 铣车复合加工中心直驱摆头动力刀架支架轻量化设计 高锰钢辙叉机械冲击预硬化的研究 仿人柔性臂的交互控制研究 面向视觉三维测量的机器人手眼标定技术研究 具有有限性能关节的机械臂最优轨迹控制方法及避障研究 基于DQN的机械臂控制策略的研究 多年冻土区路基填土力学性质变化及长期变形研究 CANDU-6核燃料元件制造成型工序自动化研究 探索细胞内主动机械力的产生 NW型风电增速器的非线性动力学建模与综合性能优化设计 航空发动机叶片自动装配控制系统研究 新型抗负载波动大惯量回转控制阀动态特性优化设计 轴流泵水力模型优化设计方法及关键技术研究 底部扫描光固化3D打印机的研制 煤矿主扇风机在线监测监控与故障诊断系统 基于PLC的画家座椅的研制与开发 离心式热媒泵结构设计和优化 基于ADAMS的空间四杆机构参数化建模分析优化系统研发 椎板磨削手术机器人的设计与研究 嵌套试验设计在机械设备优化设计中的应用研究 黄土高原沟壑区不同土地利用下的土壤水力学性质变化研究 论文服务TB交易验货过后付款三W点SOSLW点COM/V信EDiTORKiNG CANDU-6核燃料芯块烧结自动上下料系统研制及其应用 洗衣机用永磁无刷电动机的噪音降低方法 海洋绞车机械系统设计与关键结构优化 基于联合仿真分析的海洋绞车盘式制动系统力学性能研究 新型6,6,12-石墨炔纳米管的理论研究 基于强度比较的铧式犁机架设计方法研究 船用低速主机台架试验振动特性与减振方法研究 某中型客车传动轴振动仿真分析 YM60型农用变速箱孔系加工自动化设备的研发 基于分形理论的微线段齿轮的加工方法及其表面精度研究 低维材料的电—力学性质和晶体结构的理论计算研究 矿用振动筛弹簧永久变形故障动力学特性及实验研究 智能机器人“人—机—环境”交互及系统研究 天然橡胶包装生产线自动化改造 靶室内防护层拆装设备设计与分析 多关节串联机器人的建模与运动控制 颗粒的相互作用与宏观力学性质的关系研究 类沸石结构1,2,4-三氮唑锌骨架材料的高压和弹性性质的研究 基于Cortex-M3的新型低频力学谱仪研究与实现 细粒尾矿料力学特性及其筑坝静动力分析
制造执行系统技术课程教学大纲

“制造执行系统技术”课程教学大纲英文名称:ManufacturingExecutionSystemsTechnology课程编号:MACH3448学时:48(理论学时:16课内实践学时:32)学分:2适用对象:机械工程及其自动化专业本科生先修课程:装备与制造技术基础、测试技术、先进制造技术使用教材及参考书:[1]赵汝嘉.先进制造系统导论.北京:机械工业出版社,2002年。
[2]江平宇.网络化制造电子服务理论与技术.北京:科学出版社,2004.[3]李培根、张洁.敏捷化智能制造系统的重构与控制.北京:机械工业出版社,2003.[4]理查德B.蔡斯等著,宋国防等译.生产与运作管理一制造与服务.北京:机械工业出版社,1999.一、课程性质和目的性质:专业课程II制造类目的:拓展学生MES方面的理论知识,培养其在制造企业生产运作与智能控制方面的应用技能与解决工程问题的能力,为机械工程领域培养优秀技术人才。
二、课程内容简介制造执行系统(ManufacturingExecutionSystemsTechnology,MES)作为企业级生产计划层和车间级生产的设备控制层的管理信息系统,是实现现代制造企业高效运作与智能控制的关键环节。
本课程旨在全面介绍与讨论MES涉及的关键技术,为拓展学生在制造企业生产运作与智能控制方面的理论知识,培养其应用技能与解决工程问题的能力,为机械工程领域培养优秀技术人才。
本课程采用理论学习与实验相结合的手段进行课程教学。
课程设置的内容包括:MES 的基本概念;车间制造执行系统的基础信息结构;支撑制造执行决策的实时数据采集;车间制造任务的排程与调度;车间工序物流与库存控制;车间生产过程与质量控制;车间资源维护;车间制造数据库与生产信息跟踪管理;车间制造任务的承包与外包服务。
三、教学基本要求1.掌握MES的基本理论;2.掌握MES的关键技术;3.采用理论与实验相结合的方法,培养学生理论与方法服务于实践的能力,提升其解决制造企业生产运作管理与智能控制的应用技能。
1253854_服装工程专业“一体两翼”人才培养模式的探索与实践

20132人才培养模式的选择和实施,不仅决定人才培养的质量,而且决定着人才培养目标的实现。
不同类型的专门人才,应根据企业行业发展需要采用不同的模式进行培养。
近年来,许多高职院校在专业人才培养过程中,普遍存在“教师缺乏行业企业经历”、“课程与课程之间孤立”、“课程内容与企业生产分离”、“实践教学途径单一”、“专业产学研分离”等问题,教学内容的改革停留在对书本内容的提炼与操作训练上,真实的职场氛围营造不够,没有实现产学研紧密结合。
高职服装专业人才培养目标与其教学系统性的特点,要求必须采用与之相适应的人才培养模式。
因此探索与实践既符合高职教育规律,又符合服装专业教育规律的人才培养模式,培养符合服装企业用人需求的服装技术人员的项目研究就应运而生了。
“一体两翼”人才培养模式是以学生职业能力培养为主体,以校内项目工作室与校外实训基地为“两翼”,将人才培养与产品设计研发紧密结合,将教学过程与工作过程融于一体,实现专业建设与行业产业对接,人才培养规格与企业需求对接,学生学业与社会职业对接。
一、“一体两翼”人才培养模式的实施背景江苏省背倚上海发达的国际贸易港口,面俯中原人力资源雄厚的豫皖晋,纺织服装产业发展的基础条件雄厚、人才集中,具备了技术设备、服装面辅料和配件等辅助工业发达等优势,纺织面料、服装加工、服装设计等产业是江苏省经济支柱。
作为我国纺织服装产业区域集群的江苏省,具有完整的纺织服装产业链,据统计,2010年底江苏省服装企业从业人员为82.27万,工业总产值2438.9亿,占全国比重的20.89%,销售产值2391.5亿元,占全国比重的21.12%,各类服装产量均位居全国前列。
服装工程专业“一体两翼”人才培养模式的探索与实践穆红(无锡工艺职业技术学院,江苏宜兴214206)〔摘要〕高等职业中服装专业人才培养目标与其教学体系,要求必须采用与之相适应的人才培养模式。
探索与实践相符合的高职教育规律,及符合服装专业教育规律的人才培养模式,创建学生职业能力培养为主体,以校内项目工作室与校外实训基地为“两翼”“的专业人才培养模式,构建课岗直通的“三连环”课程体系,通过“四递进”的实践教学体系,使专业群建设与产业链发展相互促进,通过专业建设为企业提供人才和技术支撑。
国产SMS非织造布生产设备的发展
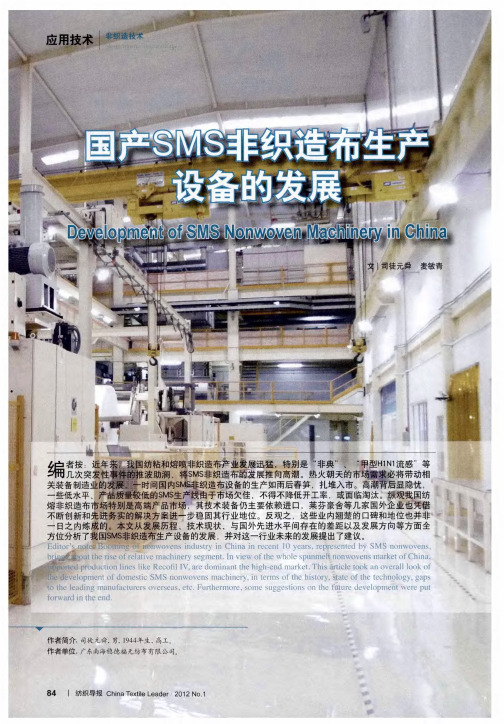
( 4~ 6 k a 的纺丝牵伸工艺; <( ) P) 而配套的熔喷系统均
为单排喷 丝孔的的低 压力 ( 0 3 a E xI 艺 。 < . 1 MP ) xo 正 除了个 NS 生产 线的纺 粘系统 曾试 纺过P T P A IMS I E 、 L 产品 外, 商品 生 产线 均使用清一 色的P 材 料 ; 前 , P 目 国产 的S 型生 产线 MS 配置形 式有 S 、 MXS S MS S 、 MMS 3种组 合方 案 ; 等 产品幅
S M M XS S M M M S M S
同 上
同上
约2. 95
2 0年前 引进 的都是 仅有 3个 纺丝系统的基本 型S 05 MS
生 产 设备 , 虽然 都 预 留了一 个 “ x”, 到 目前 为止 , 但 仅有一
家企 业将生 产线 升级 为S MMS 其他生 产线 的 “ ” , x 均仍 处 于 闲置状态 。 20 年, 05 国内制造 的第 l 幅宽 1 条 . m的 S 生 产 线 6 MS
S MS M
1 SS M 型非织造布生产设备的发 展历程 ( 1 表 )
2 0 年 , 国从德 国R i n a sr 莱 芬 豪舍 ) 00 我 e e h ue ( f 公司 引
产品幅宽 ( m)
32 32 32
3 2
原料 产能 ( a 万“
P P P P P P
的产能 增幅 与实 际产 量增 幅2 . ( 自 86 摘 行业 统计 公报 ) % 相
表 4 国 r ̄ 克重为1 / M 产品C 断裂强力比较 N 5 m S l ' gm 的S S 5 D /c
序号 机型 平均值 最大值 最 小值 极羞 标准 差 C 值 ( V %)
机电技术应用专业课程标准

目录《电工电子技术与技能》课程标准1《典型电气控制安装与调试》课程标准10《PLC控制技术》课程标准18《PLC应用设计与实践》课程标准25《机床电气控制》课程标准33《机电设备概论》课程标准43《机械基础》课程标准49《机械加工基础》课程标准56《机械制图》课程标准62《液压与气压传动》课程标准70《钳工基础实训》课程标准76《装配钳工》课程标准83《自动化设备及生产线维护》课程标准90《电工电子技术与技能》课程标准(-)课程定位本课程是机电技术应用专业的一门专业核心课程、必修课程。
课程的功能在学生学完本课程的前导课程基础上,采用任务教学法,培养学生选择、使用常用低压电器,连接与安装普通车床电气控制电路的初步能力,为后续学习《机床电气控制》、《传感器及应用》、《PLC控制技术》课程奠定扎实的基础。
(二)设计思路本课程依据职业能力分析和专业人才培养目标确定课程目标;以使学生学会使用常用低压电器,形成连接与安装普通车床电气控制电路的初步能力为主线设计项目课程结构;按照电工电子相关知识与技能形成过程设计学习任务系统;遵循从简单到复杂的认知规律,将教学内容整合、序化为十三个工作任务;以工作过程为导向,设计教学活动。
二、课程学习目标主要培养学生电工电子电路的基本知识和基本操作技能,使学生成为具有良好职业道德和可持续发展能力的髙素质高技能人才。
(一)知识目标1.掌握安全用电基本常识;2.分析简单的交、直流电路的方法;3.理解变压器、电动机、常用低压电器的符号、结构和工作原理;4.了解常见半导体元器件的特性及应用;5.知道常见的电子电路的组成及工作原理。
(-)能力目标1.能连接一般的直流电路;2.会安装和维护一般照明电路;3.能安装简单的配电线路;4.能独立使用用仪器、仪表和工具并判断电路的工作状态;5.识读简单的电工、电子线路图;6.能识别和检测常用电子元器件;7.能安装和调试基本电子电路。
(三)素质目标1.养成认真负责的工作态度和严谨细致的工作作风;2.具有良好的职业素养和爱岗敬业意识;3.形成沟通能力及团队合作意识。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文章编号:1002-1639(2000)03-0025-04短流程生产线的主体装备与工艺实践虞明全(上海五钢(集团)有限公司,上海200940)摘要:叙述了五钢短流程生产线的主体设备特点和工艺流程,热调试生产工艺及品种开发等工作。
关键词:工艺;装备;短流程生产线中图分类号:TM924.4 文献标识码:A Main Equipment and Process Practice of Short Cycle Product ion LineY U M ing-quan(F ifth Shanghai Steel(Gr oup)Co.L td.Shanghai200940,China)Abstract:In t his paper,the aut hor intro duces the m ain equipment and technolog y o f sho rt cy cle pro ductio n line,and also empha sizes pro cess practice on hot-readjusting tr ial and development of steel gr ades.Key words:pr ocess;equipm ent;shor t cycle pr oduction line1 前言上海五钢集团有限公司的电炉短流程生产线1997年3月正式投产。
在1997年的热调试期间生产800炉钢,并于10月和12月相继完成对外商的100t直流电弧炉和5机5流连铸机设备作性能考核工作。
1998年以来,该生产线转为特殊钢的品种开发和耐火材料的国产化,至今已开发高碳轴承钢等25个特殊钢品种,耐火材料成本大幅度下降,取得令人满意的效果。
2 短流程生产线主体设备的选型及主要技术参数2.1 电弧炉的选型及其主要技术参数(1)选型 选择GHH型的直流电弧炉,主要考虑在电极消耗和冶炼电耗方面要优于交流电弧炉;对电网的闪烁比较小。
这一点较适合用电负荷高、电网容量相对较弱的上海地区;GHH型触针式直流电弧炉的设计和操作技术较成熟,而且小炉底耐材的打结、维护和调换比较方便,有利于耐材的国产化。
(2)主要技术参数冶炼周期/min 78公称出钢量/t100最大出钢量/t 115留钢量/t 15年产钢量/万t 55收稿日期:2000-02-12作者简介:虞明全(1962- ),男,高级工程师.变压器容量/M VA 76冶炼功率/MW49功率因素(cos )0.6~0.9最大电压/V840最大电流/kA92炉底电极类型触针炉底电极192支棒针2.2 炉外精炼设备的选型及其主要技术参数(1)炉外精炼设备的选型RH脱气装置投资远高于VD型真空炉,尽管RH脱气效果优于V D型真空炉,但公司在VD真空精炼方面积累了十多年的丰富经验,可以通过VD精炼工艺的优化,使其冶金效果达到RH的水平。
钢包炉离线式的布置,可使精炼钢包实现在线烘烤,并可及时就位于电炉出钢位,最大限度地发挥直流电弧炉的生产效率。
由于该短流程生产线的生产品种复杂,各类钢种的工艺以及生产节奏各不相同,因此钢包炉的在线布置将使生产组织十分困难。
所以选择VD型罐式真空精炼炉和离线式钢包炉。
(2)100t钢包炉和100t真空精炼炉的主要技术参数公称容量/t 100最大处理量/t115最小处理量/t 80变压器容量/M VA 18二次电压/V 320(m ax)二次电流/kA38(max)钢水升温速度/℃・min-13~5LF处理时间/min45~50VD处理时间/min35~50喷射泵数量6+3级大气压到66.7Pa时间/m in566.7Pa时抽气能力/kg・h-1400蒸汽压力/温度8MPa/175℃最大蒸汽消耗/t・h-113极限真空度/Pa26.72.3 连铸机及连铸坯断面的选择和主要技术参数(1)连铸机及其连铸坯断面的选择短流程生产线的建设主要是解决30万t合金钢棒材生产线的坯料缺口问题。
另外,为了满足上海汽车工业发展的需要,短流程生产线的主要生产品种为轴承钢、汽车用钢,因此选择了具有国际先进水平的5机5流Concast型特殊钢方坯连铸机,连铸坯有140×100、160×160、180×180、220×2204种断面。
(2)5机5流特钢连铸机的主要技术参数机型/浇注半径 弧形S22/10.25m流数/流间距5/1200mm钢坯断面尺寸/mm140,160,180,220引锭杆刚性年产量/万t52结晶器长度/mm800液面检测放射式Co-60电磁搅拌二段M+F-EM S拉矫机矫直方式 连续矫直机架数5驱动辊数3/架中间罐形式悬壁高架式行程/升降速度400/15m・m in-1足辊冷却段140,1601组180,2201组二冷段数/冷却方式3/喷淋5机5流特钢连铸机采用了以下先进技术: 全程无氧化保护浇注; 结晶器液面自动控制; 结晶器小振幅高频率; 结晶器电磁搅拌; 二冷段电磁搅拌; 二冷段汽水冷却; 铸坯快速硫印及信息反馈; 铸坯在线自动打印。
3 短流程生产线的热调试和试生产3.1 短流程生产线的热调试在热调试期间,短流程生产线共生产了包括轴承钢、汽车用钢、高压锅炉管、弹簧钢、碳工钢等19个品种,4种规格的连铸坯800炉钢,其中优钢占63.13%、普钢占26.87%,质量合格率为98.26%,直流电弧炉电耗509kW・h/t,电极消耗2.16kg/ t,金属料消耗1242kg/t,连铸机拉漏率0.25%,连铸坯收得率93.91%。
3.2 短流程生产线的试生产在热调试的基础上,从1998年开始,短流程生产线的工作重点是特钢品种的开发和耐火材料的国产化。
(1)1998年上半年主要技术经济指标直流电弧炉电耗/kW・h・t-1 496直流电弧炉氧耗/m3・t-129.1直流电弧炉每炉冶炼时间/min89.5直流电弧炉电极消耗/kg・t-1 1.57EBT寿命/次129连铸比(%)96.14连浇炉数/炉 2.69铸坯收得率(%)95.49质量合格率(%)99.49(2)品种开发短流程生产线已开发了以下品种优质碳素钢:20、35、45、50、60、20管、45管、40M n弹簧钢:65Mn、60Si2CrA合金结构钢:40Cr、40CrNiM o、42Cr Mo A高压锅炉管用钢:20G管、12Cr1M oV上管、25M nG管、15CrMo管碳工钢:T8A轴承钢:GCr15油井管用钢:37M n5、42MnM o7汽车用钢:CK45、16MnCr5、28M nCr5、20CrM oTi(3)钢液质量和铸坯质量轴承钢含氧量≤15×10-6,占94.51%,平均为11.4×10-6,最低达到7×10-620系列低碳钢含氧量平均达到21×10-6,最低为11×10-6钢中含氮量,波动范围为(46~115)×10-6钢中含氢量:平均1.35×10-6,波动范围在(0.8~2.4)×10-6重点品种的铸坯合格率为99.45%。
(4)耐火材料国产化直流电弧炉的耐火材料国产化率为87.5%,除小炉底的捣打料之外,其余耐火材料已全部实现国产化。
钢包耐火材料国产化为100%,滑动水口上水口可使用5次,下水口可使用2次,透气砖寿命5~6次,钢包熔池寿命30次,渣线寿命20次。
连铸耐火材料除结晶器保护渣外,耐火材料国产化率为100%。
4 短流程生产线的基本工艺实践4.1 基本工艺的前期准备基本工艺的前期准备包括工艺、设备操作规程、热调试大纲和试生产及其方案的编制。
工艺技术操作规程主要包括配料及上位料仓、100t直流电弧炉、100t钢包炉、100t真空精炼炉、连铸机、钢坯检验及其精整等各个工序的规程。
设备操作规程主要包括短流程生产线上所有设备的特点,操作步骤和使用要求等内容。
热调试和试生产大纲主要包括热调试日期和节点安排;热调试的必要条件,调试钢种、规格及数量,工艺流程,操作要点,耐材砌筑,钢种的测试、取样、检验等环节。
热调试和试生产方案包括电弧炉、钢包炉、真空精炼炉和连铸机的调试方案和工艺操作步骤、时间和温度制度等。
4.2 短流程生产线的基本工艺实践(1)100t直流电弧炉工艺参数的初步摸索100t直流电弧炉的冶炼工艺主要围绕熔料、去磷和升温三大任务展开。
工艺流程为:补炉→进料(第一次进料)→通电→氧气助熔→停电(第二次进料)→通电→氧气助熔→成分分析→测温→流渣→测温和成分分析→定氧→停电出钢(打开EBT出钢口)→塞EBT出钢口→补炉随着钢中含碳量的上升,钢中氧活度明显下降。
钢中含碳量在0.03%时,钢中氧活度在750×10-6,钢中含碳量在0.10%时,钢中氧活度在300×10-6,钢中含碳量在0.20%时,钢中氧活度在200×10-6。
钢中氧活度对出钢增碳回收率和出钢脱硫率也有影响:钢中氧活度越高,出钢增碳回收率越低,出钢脱硫率也越低。
终点温度越高,电耗也越高。
终点温度为1640~1680℃时,吨钢电耗在450kW・h以下。
通电时间越长,供氧量越少。
随着电耗的下降,电极消耗呈下降趋势。
(2)100t钢包炉主要工艺参数的摸索功能100t钢包炉主要有加热、搅拌、精炼、气氛保护等功能。
可以利用电弧加热,控制钢液温度;通过钢包底吹氩,使钢液温度和成分均匀化,并促进反应;通过形成碱性渣,进行钢液的还原精炼;采用密封性较好的加热炉盖,在钢包底吹氩的条件下,使空气不易进入炉内。
尽可能降低炉气中氧和氮的分压。
加热特点100t钢包炉的升温速度与初始钢液温度、电炉出钢时合金和辅料加入量、钢包的预热温度、钢包底吹氩制度、钢液运转周期等因素有关。
钢液精炼之后,如果底吹氩气压力为0.2MPa,加热炉盖密闭的话,钢液以1.6℃/min的速度降温。
钢包内加入保温剂后,钢液的温降为0.2~0.3℃/min。
100t钢包炉的供氩制度及其成分控制水平热调试表明:在氩流量为100~300L/min的条件下,能够保证钢液成分和温度的均匀,也没有发现在钢包底部周围有结冷钢的现象。
100t钢包炉的成分控制水平如表1所示。
表1 100t钢包炉成分控制水平元素[C]目标-[C]实际(%)[M n]目标-[M n]实际(%)[Si]目标-[Si]实际(%)各占比例≤0.010.01,0.02>0.02≤0.030.03,0.05>0.05≤0.030.03,0.05>0.05钢种457720310000801462084511841069055 100t钢包炉的脱硫和脱氧水平经过30~40min的钢包炉精炼,钢渣脱硫反应基本达到平衡。