柜体标识
工具柜责任标识
工具柜责任标识工具柜责任标识是指在工作场所中,为了确保工具柜的安全管理和责任追究,需要对工具柜进行标识,明确责任人和使用规范。
本文将详细介绍工具柜责任标识的标准格式,包括标识内容、标识位置和标识要求等方面。
一、标识内容1. 工具柜编号:每一个工具柜都应有独立的编号,用以区分不同的工具柜。
编号普通采用阿拉伯数字,可以用贴纸、刻字或者喷涂等方式进行标识。
2. 责任人信息:在工具柜上标明责任人的姓名、工号或者其他惟一标识,以便于工具柜的管理和责任追究。
可以使用贴纸、标牌或者刻字等方式进行标识。
3. 使用规范:在工具柜上标明使用规范,包括但不限于以下内容:- 使用人员须按规定归还工具;- 禁止私自调拨工具;- 禁止将工具带离工作场所等。
二、标识位置1. 工具柜正面:编号和责任人信息应放置在工具柜正面显眼位置,便于识别和管理。
2. 内部份隔板或者抽屉:可以在工具柜内部的分隔板或者抽屉上标明使用规范,提醒使用人员注意工具的归还和使用规范。
三、标识要求1. 易识别:标识内容应清晰、易读,使用合适的字体和字号,确保人员能够迅速识别。
2. 耐久性:标识材料应具有一定的耐久性,能够经受日常使用和清洁的考验,不易退色、剥落或者损坏。
3. 安全性:标识应符合安全要求,不得使用尖锐的标识物或者材料,以免对使用人员造成伤害。
4. 统一性:在同一工作场所内的工具柜标识应保持统一,使用相同的标识格式和标识材料,以便于管理和维护。
5. 更新及时:当责任人变更或者使用规范发生变化时,应及时更新标识内容,确保标识信息的准确性和有效性。
以上是工具柜责任标识的标准格式要求。
通过对工具柜进行编号、标明责任人信息和使用规范,可以提高工具柜的管理效率和责任追究的准确性,确保工具的安全使用和归还。
标识内容要清晰易读,标识位置要显眼合理,标识要求要符合安全性和耐久性要求。
同时,要保持标识的统一性,及时更新标识内容。
这些标准格式的要求将有助于提高工作场所的工具柜管理水平,确保工作的顺利进行。
如何打造5S标杆区域(一)-新易咨询

如何打造5S标杆区域(一)为了便于生产车间的管理,保证现场规范整洁,防止误拿、误用、误操作,及时发现异常情况,并能进行正确的处理,以达到控制产品品质、简化作业动作、维持设备正常运行、优化生产环境、降低生产事故、提高工作效率的效果,5S管理在其中所发挥的作用至关重要。
那么首先要选取某车间某工序的某个区域作为试点,进行标杆区域的打造,然后以点带面,使其他工序也能效仿该改善思路与步骤进行区域优化,从而在整个区域铺开5S管理的工作。
5S管理相关的理论概念相信大家早已耳熟能详了,那么今天我们就来学习一下,如何顺利开展5S管理的工作。
具体要做的工作有以下两大方面:一、物品的整理和整顿明确生产过程中的必需品与非必需品,将与生产无关的物品全部清出区域,腾出足够大的空间,并确定好保留下来的必需品的数量和存放位置,加以标识,换句话讲,就是要让该出现的物品出现在该出现的位置。
1、整理工作参考物品的范围主要有:工具柜、工具、量具、配件柜、标准件、文件柜、文件、个人物品柜、个人物品、原辅料、换模后的首件产品、在制品、成品、不良品、废品、报废或闲置设备、容器(空桶、空筐、空栈板等)、垃圾桶、作业台、运输工具、清洁工具、管理看板等。
2、整顿划定区域和位置,进行目视化管理。
目视化分为七大类:现场管理、物品管理、作业管理、设备管理、安全管理、品质管理、文化管理。
定位所遵循的原则一般为便于清扫、操作、检查、取放、寻找和安全。
二、参考具体事项1、通道、墙面划定:确定范围、颜色和线宽2、定位:可移动物品、不可移动物品、不良品、运输工具3、警示:凸起、防撞位置、配电柜(GB2894-2008执行)4、定容器、定量:确定生产所需物料的储存容器,如:筐、桶、箱、瓶等,并规定其容积和数量5、定标识:色调、LOGO、名称规则、字体、字号、字体颜色要统一消防标识、区域标识,设备标识、柜体标识、放置处标识、物品标识6、状态:设备状态(闲置?停机?运行?维修中?保养中?);人员状态(人数?应到?实到?作业中?);物料状态(日期?呆滞天数?名称?保质期?)7、限位:仪表、控制面板8、消防:地面区域(红色镂空斜道、黄黑斜道、红色实心黄边都行,全场统一,无论消防栓、灭火器等)、消防提示牌、消防使用说明9、行迹:门的轨迹线、设备或流水线转弯轨迹、工具放置10、区域定置图:区域布局图11、宣传标语:横幅、墙面、楼梯、立柱12、管理看板13、关键提示点、标准作业指导书:统一位置和顺序!完成了以上的步骤,我们的5S管理工作就成功一半了,那么接下来工作的重点,就是进行定期的5S点检活动,维持我们生产现场的改善成果。
eplan项目结构及标识(汽车总装生产线)-示例一

预留
O
预留
P
预留
Q
预留
R
预留
S
预留
T
预留
U
预留
V
预留
W
焊接回路和图纸
X
柜体图纸、柜内布局图、端子定义、 线缆图纸、标签图纸
Y
BOM变更记录、BOM清单、标签明细
YA
主要的材料清单
YB
存在多家供应商的特殊应用
Z
标准图纸
所有图纸中涉及到标准柜体(其中包括 MCP/VFP/HMI/PB/BS/SW/JB/TS/TJB)的名称 时,需使用全称表示,如EC-BMP-B1-UB1柜内布局图、电源分配图、通讯图 010&030-MCP01;机器人控制柜、焊接控制柜、 、接线图、柜体本体图、BOM等 涂胶控制柜、螺柱焊控制柜、修磨器、阀岛、 IP67模块、电机、区域扫描仪、光栅、光栅复 位盒、急停盒等均使用简称,如UB1-010-RC01 。
通讯图
机架上的所有设备(电源模块、CPU模块、安全伙伴、网络模块、 模块)需标明机架号和槽号,空槽也须标明。
机架设备标明机架号和槽号,外形图上需注明设备型号,完整表 急停按钮A路接测试信号,B路接常供电信号。 I/O模块通讯模块需在右侧说明每个输入输出通道的作用 电源分配图、接线 所有延续到其他页的线缆应当在断续处标注,标注使用文档类
CC
24V直流电源连接
CD
DeviceNet 连接,从MCP到设备的连接
CE
Ethernet连接
CG
接地连接
CM
其他的连接
D
操作顺序图
E
380V电源分配图和控制电源分配图
F
I/O通讯接线图
G
XX电子技术有限公司XX配电箱柜标识要求(2024年)

XX电子技术有限公司
XX配电箱柜标识要求
1、一次、二次系统图均需采用箱门内侧应贴好电脑打印的系统图。
不干胶塑料膜塑封制作,粘贴于配电箱、柜的箱柜门的内侧,须做到所有电气元器件、附件均应有明显的代号标识,标识应符合图纸中的代号并为印刷体,标识表面有防止脏损的防护层,标识应牢固粘贴在元件的显著位置(发热元件除外)。
2、所有二次控制线均应有线号标记,线号用白色线号管烫印黑色号码,并有效固定在导线端头上。
所有门板元件应所供设备名称及其操作功能标识,标识为印刷体,标明支路号及相应的控制对象,并能够牢固固定在门板元件下方。
门板元件按工艺流程排列。
3、每台配电箱(柜)应具有不锈钢或铝制抛光设备铭牌,铭牌中的箱(柜)号应与设计图纸编号一致,钟接在箱门上方。
4、铭牌应字迹清晰、经久耐用,铭牌上应标有制造厂名称、设备出厂日期、编号、型号、额定参数。
特别说明:中标人必须保证产品能够通过国家质检部门及北京供电局验收。
集装箱重量标识(中英文)
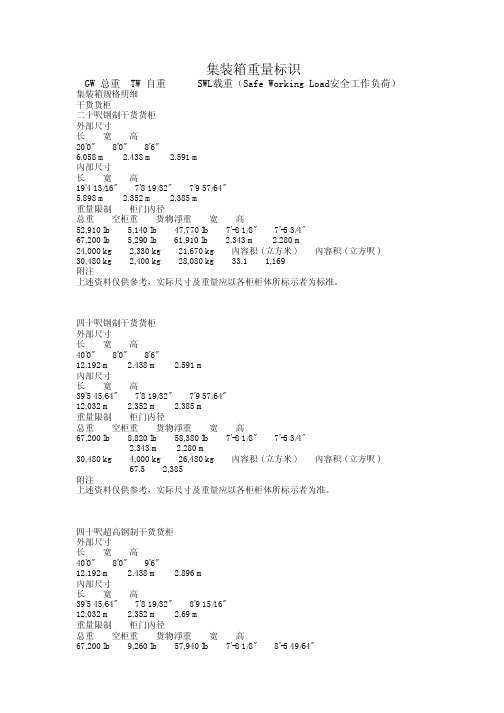
集装箱重量标识GW 总重TW 自重SWL载重(Safe Working Load安全工作负荷)集装箱规格明细干货货柜二十呎钢制干货货柜外部尺寸长宽高20'0" 8'0" 8'6"6.058 m 2.438 m 2.591 m內部尺寸长宽高19'4 13/16" 7'8 19/32" 7'9 57/64"5.898 m 2.352 m 2.385 m重量限制柜门內径总重空柜重货物淨重宽高52,910 lb 5,140 lb 47,770 lb 7'-8 1/8" 7'-5 3/4"67,200 lb 5,290 lb 61,910 lb 2.343 m 2.280 m24,000 kg 2,330 kg 21,670 kg 內容积 ( 立方米 ) 內容积 ( 立方呎 ) 30,480 kg 2,400 kg 28,080 kg 33.1 1,169附注上述资料仅供參考,实际尺寸及重量应以各柜柜体所标示者为标准。
四十呎钢制干货货柜外部尺寸 长宽高40'0" 8'0" 8'6"12.192 m 2.438 m 2.591 m內部尺寸长宽高39'5 45/64" 7'8 19/32" 7'9 57/64"12.032 m 2.352 m 2.385 m重量限制柜门内径总重空柜重货物淨重宽高67,200 lb 8,820 lb 58,380 lb 7'-8 1/8" 7'-5 3/4"2.343 m 2.280 m30,480 kg 4,000 kg 26,480 kg 內容积 ( 立方米 ) 內容积 ( 立方呎 )67.5 2,385附注上述资料仅供参考,实际尺寸及重量应以各柜柜体所标示者为准。
配电柜标识牌规范
配电柜标识牌规范配电柜是指供电用的设备柜,主要包括电流互感器、电压互感器、保护设备和电能计量装置等电器设备。
为了正确、清晰地标识配电柜,确保人员操作的安全和设备的正常运行,制定配电柜标识牌规范是必要的。
1.标识牌的位置和固定:配电柜标识牌应放置在配电柜门或者柜体显眼位置,确保易于观察和识别。
标识牌应采用固定的方式,固定牢靠,不易脱落。
可使用螺丝、胶水等方式固定。
2.标识牌的内容:标识牌上应包含以下内容:(1)配电柜的名称:标明配电柜的名称,如“主配电柜”、“楼层配电柜”等。
(2)配电柜的编号:标明配电柜的编号,可使用数字、字母或者组合形式表示。
(3)电压等级:标明配电柜所处的电压等级,如“220V”、“380V”等。
(4)额定电流:标明配电柜的额定电流,如“100A”、“200A”等。
(5)保护装置标志:标明配电柜所装备的保护装置,如“过载保护器”、“短路保护器”等。
(6)使用注意事项:标明与配电柜相关的使用注意事项,如“切勿乱动配电柜内部设备”、“慎重操作电源开关”等。
3.标识牌的尺寸和字体:标识牌的尺寸应根据配电柜的大小和安装位置进行确定,以确保易于观察和识别。
字体大小应适中,保证清晰可辨。
一般情况下,标识牌的尺寸不小于10cm×10cm,字体高度不小于1.5cm。
4.标识牌的颜色:标识牌的颜色应明显与配电柜的颜色区别开来,以便于识别。
一般情况下,标识牌的背景色为白色,文字和图案的颜色为黑色。
同时,可以使用其他醒目的颜色作为标识牌的辅助色,如黄色、红色等。
5.标识牌的制作材料:标识牌应使用防火、耐高温、耐酸碱腐蚀的材料制作。
一般可采用铝板、不锈钢板、亚克力板等材料制作标识牌。
标识牌应平整光滑,不得有明显的瑕疵和变形。
6.标识牌的维护和更换:标识牌应定期进行维护,保持清洁、光亮。
如发现标识牌有损坏、褪色等情况,应及时更换。
更换标识牌时,应确保新标识牌与原标识牌的内容一致。
正确的标识配电柜是保证人员操作安全和设备正常运行的重要措施。
pt柜铭牌标注电流计算

pt柜铭牌标注电流计算柜铭牌标注电流是指在电气设备或配电柜上的标识,用于指示设备或柜子的额定电流,以便操作人员和维修人员了解设备的工作电流范围,从而确保正常运行和安全使用。
本文将介绍PT柜铭牌标注电流计算的相关知识。
我们需要了解什么是额定电流。
额定电流是指设备在正常使用的情况下,能够持续工作的电流值,通常以安培(A)为单位。
额定电流是根据设备的设计和制造要求来确定的,它是设备运行稳定可靠的重要参数。
对于PT柜来说,PT柜通常用于配电系统中的电压转换和分配。
由于PT柜涉及到电流的转化和分配,因此需要详细标注其额定电流。
额定电流的标注常常以柜体上的铭牌方式呈现,用于提醒使用人员和维修人员柜子的额定工作电流。
在PT柜铭牌标注电流时,需要考虑以下几个因素:1.系统负载:PT柜的电流标注应基于所连接的负载的额定电流。
负载的额定电流可以从负载设备的铭牌上获取,对于多个负载设备之和应小于等于柜体的额定电流。
2.额定电流容量:根据PT柜的设计和制造要求,需要明确确定柜体的额定电流容量。
这取决于各种因素,如柜体的材料、散热方式、绝缘等级以及所连接负载的额定电流等。
为了计算PT柜铭牌标注的电流,可以按照以下步骤进行:1.确定所有负载设备的额定电流,可以通过查看设备的铭牌来获取。
如果有多个负载设备,则将它们的额定电流相加。
2.确定PT柜的额定电流容量。
这可以通过查看PT柜的设计文档或制造商提供的信息来确定。
3.将所有负载设备的额定电流与PT柜的额定电流进行比较。
如果所有负载设备的额定电流之和小于等于PT柜的额定电流容量,那么可以将该数值作为PT柜铭牌标注的电流。
4.如果所有负载设备的额定电流之和大于PT柜的额定电流容量,那么需要对系统进行重新设计或选择更大容量的PT柜。
需要注意的是,以上步骤仅为计算PT柜铭牌标注电流的一般方法,具体计算应根据实际情况进行。
在总结上述内容时,PT柜铭牌标注电流的计算是为了确保设备的正常运行和安全使用。
电气控制柜设计制作-安装与装配-柜体的标记、标识与丝网印制

柜体的标记、标识与丝网印制1.柜体标记、标识的要求(1)在柜体的醒目位置上,标注产品型号及制造厂名。
(2)柜体标记、标识可以在柜体表面采用丝网印制,也可以制成标牌安装在柜体表面。
具体采用哪种形式及位置须与用户协商确定。
(3)标牌应正确、清晰,易于识别,安装牢固。
(4)机柜铭牌安装应选择在门楣位置。
2.LOGO的丝网印制工艺1)固定丝网框架丝网框架的外形尺寸按网印图形每边放大150~200mm选用。
2)试印将印料倒入框架内丝网上,先在白纸上试印。
发现问题,对症调整,再行试印。
再发现问题,进一步调整,直至丝印合格为止。
3)定位一般采用边定位,先在底板上丝印一个图形,再根据图形位置,固定定位板条或定位角铁。
4)丝印操作工艺(1)丝印工艺对面板表面的清洁处理要求不太严格,一般擦拭干净即可。
(2)丝印时,将印版按定位要求放置在固定位置,丝网与面板之间的合适距离为1.5~2mm;然后用刮板刮压印料,使丝网与面板直线接触。
刮板过后,丝网靠自身弹性复原。
(3)刮板刀口应做成直角。
若刀口圆钝,丝印时刀口和丝网便呈弧面接触,这时丝网和面板接触也呈弧面。
在这种状态下会漏印,先印下的印料又受到刮板后部的挤压,致使丝印图形扩散、失真、边缘毛糙。
(4)丝印中刮板与丝网的夹角,从理论上讲以45°为佳。
这时刮板和丝网的接触面是一条直线。
夹角增大或缩小,都会使接触面加宽。
但由于刮板的软硬、丝网张力的大小、丝印时用力的大小及刮板橡皮的弹性变形等因素的影响,实际上刮板和丝网的夹角为50°较为合适。
(5)丝印操作时,两手揿住刮板,由前向后或由后向前,用力均匀而平缓地进行刮印。
这时印料在丝网模版和刮板之间,既被挤压又被推移,迫使印料穿过网孔,被印到面板上。
刮印后,掀开丝网框架,用刮板将印料进行回刮封网,以免印料干燥而封闭网孔。
(6)丝印时如发现丝网黏附面板反弹不起来,造成丝印图形毛刺很多,模糊不清,或出现双影,说明丝网距底板太近,可适当加厚垫板。