有信机械手错误信息跟应对计划资料精
SINUMERIK810D系统机械手故障排除与解决方法

SINUMERIK810D系统机械手故障排除与解决方法SINUMERIK810D系统机械手故障排除与解决方法摘要:SINUMERIK是西门子为其数控系统注册的品牌,90年代末西门子推出SINUMERIK 810D系统。
SINUMERIK810D系统的特点是在数字化控制的领域中,第一次将CNC和驱动控制集成在一块主板上,快速的循环处理能力,使其在模块加工中独显威力。
它比以往的数控系统更加容易使用,更加简单易懂,它的硬件结构更加清晰、小巧、智能化,显示界面好更加清晰饱满,功能更加先进,反响速度更快。
它以其高质量、高性能,得到了广阔用户的认可,就其系统本身而言完全经受得了连续长时间的工作考验,当然故障还是难免的,总结我在使用过程中的故障主要存在于轴向功能上,下面就以轴向功能故障做一个简单地分析并提供一些解决方案,希望能给使用或喜欢使用SINUMERIK 810D系统的同行们带来点思路和帮助,也恳请大家提出珍贵意见。
关键词:数控加工中心;凸轮式机械手;刀库;机床维护;企业效益1 数控加工中心简介与故障描述数控加工中心是由机械设备与数控系统组成的适用于加工复杂零件的自动化机床。
它是一种功能较全的数控加工机床。
它把铣削、镗削、钻削、攻螺纹和切削螺纹等功能集中在一台设备上,使其具有多种工艺手段。
加工中心设置有刀库,刀库中存放着不同数量的各种刀具,在加工过程中由程序自动选用和更换。
由于机床机械手使用频率较高的原因出现故障的概率也大大增加,在机床启动过程中,系统会对机床软硬件进行检测,但是开机后会显示“700048〞,机床报警无法工作。
查阅说明书查阅是机械手伸出故障,重启机床后故障还是没有解除,完全无法正常工作。
2 机床故障分析与处理过程数控加工中心是以凸轮作为驱动机构的凸轮式机械手,它具有结构简单,动作平稳,相位准确、工作节奏快、本钱低等独特优点。
首先尝试进行机械手的手动换刀,输入相关换刀指令后,系统没有反响,换刀失败,系统又再次报警。
操作机器失误的反思与改进

操作机器失误的反思与改进操作机器失误的反思与改进1. 引言在当今高度自动化和数字化的时代,操作机器已经成为我们日常生活和工作中的常态。
无论是在家庭中使用家电,还是在工作中操作生产设备,机器成为了我们重要的工具和助手。
然而,尽管现代机器的智能和可靠性不断提高,但操作机器时的失误仍然是不可避免的一部分。
本文将从深度和广度的角度,对操作机器失误的原因进行评估,并提出改进措施,以促进更加安全和高效的操作机器的方式。
2. 深度评估:操作机器失误的原因2.1. 人为因素操作机器时的失误,往往与人为因素密切相关。
这可能包括以下几个方面:2.1.1. 缺乏培训和技能不足许多操作机器的失误是因为人员缺乏充分的培训和技能。
在高度自动化的环境下,机器的操作变得越来越复杂,需要操作者具备丰富的知识和技术。
如果操作人员没有接受过全面的培训,就可能无法正确地理解和应用机器的功能和操作要求,从而导致失误的发生。
2.1.2. 疏忽和粗心大意有时,操作人员可能因为疏忽或粗心大意而犯下错误。
他们可能没有完全集中精力,或者在操作机器时分心做其他事情,从而导致忽略关键步骤或操作要求。
这种情况下,即使是最简单的操作也可能出错,给人身安全和财产安全带来潜在的威胁。
2.1.3. 压力和疲劳在某些行业中,操作者经常需要承受高强度的工作压力和长时间的工作。
这可能导致疲劳和注意力不集中,从而增加了操作机器时发生失误的风险。
特别是在夜间工作、连续轮班或长时间加班的情况下,操作者更容易犯错,因为他们的身体和精神状态都处于较差的状态。
2.2. 技术因素除了人为因素,操作机器失误的另一个重要原因是技术因素。
根据机器的性能和可靠性,以下几个方面可能导致失误:2.2.1. 设备故障机器的设备故障是造成操作失误的常见因素之一。
无论是由于机械部件损坏、电气故障还是软件错误,机器故障可能导致操作者无法正常地完成操作,从而引发错误和事故。
2.2.2. 用户界面不友好一些机器的用户界面设计可能不够友好或易于理解。
IAI机械手故障内容

对策 :重新接通电源后如再次发生,请联系本公司。 表示向非挥发性存储器写入数据时,规定时间内无响应。 原因 :①非挥发性存储器的故障。
②写入次数超过了 10 万次。 (非挥发性存储器宣称可写入次数标准为 10 万次)
对策 :重新接通电源后如再次发生,请联系本公司。
干扰引起的误动作。 对策 :重新接通电源后如再次发生,请联系本公司。 控制器内部未能正常工作。 原因 :控制器内部零件故障。
② 带刹车时,无法解除刹车。 ③ 施加外力,马达负载较大的状态。 ④ 碰触到机械终端的状态下接通了电源。 ⑤ 驱动轴自身的滑动阻力较大。 对策 :①确认马达中继电缆的接线状况。 ② 确认刹车电缆的接线状况,拨动刹车解除开关,确认刹车部位
是否发出“咔嚓”声。 ③ 确认机械零件的组装状态是否存在异常。 ④ 推离机械终端,重新接通电源。 ⑤ 如承载重量正常,则切断电源,然后用手转动,确认滑动阻力。 如果原因在于驱动轴自身,请联系本公司。 原因 ① 接通 24V 电源时先于简易绝对型编码器接通了控制器的电源。 ② 详细代码 H'0001 时,简易绝对型编码器的通信因干扰等原因无法 正常进行。 ③ 详细代码 H'0002 时,因编码器电缆内的通信线断线等原因, 与简易绝对型编码器之间的通信无法正常进行。 对策 ① 在控制器之前,先接通简易绝对型编码器的电源(或同时接通)。 ② 变更控制器的安装场所。采取干扰对策,如设置 FG、干扰过滤器、 U 型过滤器等。 ③ 确认控制器与简易绝对型编码器之间的编码器中继电缆的接头是否 松动。或更换电缆。 未能正常检测出编码器信号。 原因 ① 编码器中继电缆的接头松动或断线。 ② 简易绝对型编码器的琴键开关 4 的状态有误。 ③ RA10C 型与其他驱动轴混用时,编码器电缆的组装有误。 对策 ① 确认接头的松动或断线。 ② 确认简易绝对型编码器使用说明书的 5.1.1 琴键开关的设定。 ③ 确认编码器电缆的型号。 (简易绝对型编码器⇔驱动轴之间) 注)仅限 RCP2 系列 RA10C 型中的电缆型号 :CB-RFA-※ 其他驱动轴 :CB-RCP2-※
有信机械手错误信息和应对方法
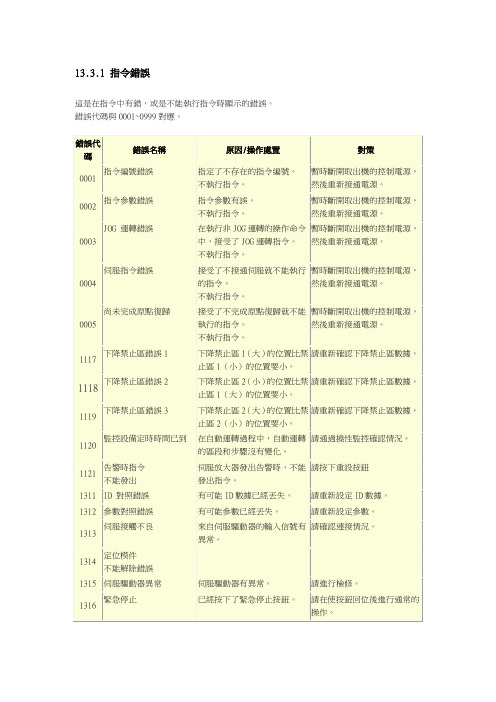
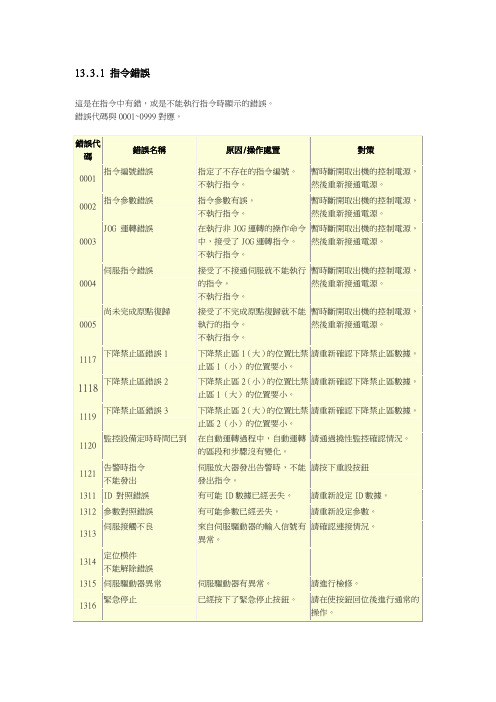
13.3.1 指令錯誤這是在指令中有錯,或是不能執行指令時顯示的錯誤。
錯誤代碼與0001∼0999對應。
錯誤代碼錯誤名稱原因/操作處置對策0001指令編號錯誤指定了不存在的指令編號。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
0002指令參數錯誤指令參數有誤。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
0003JOG 運轉錯誤在執行非JOG運轉的操作命令中,接受了JOG運轉指令。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
0004伺服指令錯誤接受了不接通伺服就不能執行的指令。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
0005尚未完成原點復歸接受了不完成原點復歸就不能執行的指令。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
1117下降禁止區錯誤1下降禁止區1(大)的位置比禁止區1(小)的位置要小。
請重新確認下降禁止區數據。
1118 下降禁止區錯誤2下降禁止區2(小)的位置比禁止區1(大)的位置要小。
請重新確認下降禁止區數據。
1119下降禁止區錯誤3下降禁止區2(大)的位置比禁止區2(小)的位置要小。
請重新確認下降禁止區數據。
1120監控設備定時時間已到在自動運轉過程中,自動運轉的區段和步驟沒有變化。
請通過撓性監控確認情況。
1121告警時指令不能發出伺服放大器發出告警時,不能發出指令。
請按下重設按鈕1311ID 對照錯誤有可能ID數據已經丟失。
請重新設定ID數據。
1312參數對照錯誤有可能參數已經丟失。
請重新設定參數。
1313伺服接觸不良來自伺服驅動器的輸入信號有異常。
請確認連接情況。
1314定位模件不能解除錯誤1315伺服驅動器異常伺服驅動器有異常。
請進行檢修。
1316緊急停止已經按下了緊急停止按鈕。
請在使按鈕回位後進行通常的操作。
1317不能執行定位操作暫時斷開取出機的控制電源,然後重新接通電源。
1319機身編號對照錯誤不能原封不動地使用在其他機身上示教的數據。
有信机械手错误信息和应对方法
13.3.1 指令錯誤這是在指令中有錯,或是不能執行指令時顯示的錯誤。
錯誤代碼與0001∼0999對應。
錯誤代碼錯誤名稱原因/操作處置對策0001指令編號錯誤指定了不存在的指令編號。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
0002指令參數錯誤指令參數有誤。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
0003JOG 運轉錯誤在執行非JOG運轉的操作命令中,接受了JOG運轉指令。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
0004伺服指令錯誤接受了不接通伺服就不能執行的指令。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
0005尚未完成原點復歸接受了不完成原點復歸就不能執行的指令。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
1117下降禁止區錯誤1下降禁止區1(大)的位置比禁止區1(小)的位置要小。
請重新確認下降禁止區數據。
1118 下降禁止區錯誤2下降禁止區2(小)的位置比禁止區1(大)的位置要小。
請重新確認下降禁止區數據。
1119下降禁止區錯誤3下降禁止區2(大)的位置比禁止區2(小)的位置要小。
請重新確認下降禁止區數據。
1120監控設備定時時間已到在自動運轉過程中,自動運轉的區段和步驟沒有變化。
請通過撓性監控確認情況。
1121告警時指令不能發出伺服放大器發出告警時,不能發出指令。
請按下重設按鈕1311ID 對照錯誤有可能ID數據已經丟失。
請重新設定ID數據。
1312參數對照錯誤有可能參數已經丟失。
請重新設定參數。
1313伺服接觸不良來自伺服驅動器的輸入信號有異常。
請確認連接情況。
1314定位模件不能解除錯誤1315伺服驅動器異常伺服驅動器有異常。
請進行檢修。
1316緊急停止已經按下了緊急停止按鈕。
請在使按鈕回位後進行通常的操作。
1317不能執行定位操作暫時斷開取出機的控制電源,然後重新接通電源。
1319機身編號對照錯誤不能原封不動地使用在其他機身上示教的數據。
百斯特机械手动作校验和有误

百斯特机械手动作校验和有误1. 引言本文将探讨百斯特机械手动作校验中可能存在的问题和误差,并提供解决方案。
百斯特机械手是一种常见的工业机器人,用于自动化生产线上的物料搬运任务。
在机器人执行任务之前,通常会进行手动作校验,以确保机器人操作的准确性和安全性。
然而,手动作校验中可能存在一些误差,本文将深入分析这些误差的原因,并提出改进的方法。
2. 手动作校验的重要性手动作校验是在机器人执行任务之前进行的一项重要步骤,它可以确保机器人操作的准确性和稳定性。
通过手动校验,操作员可以验证机器人的动作路径、位置和姿态是否正确,以及机械手是否能够安全地操作物料。
只有在手动作校验通过后,机器人才能执行实际任务,这可以避免可能发生的不良后果,如物料丢失、机械损坏或人身伤亡。
3. 手动作校验误差的原因虽然手动作校验是确保机器人操作准确性的重要步骤,但它并不是完全可靠的。
以下是可能导致手动作校验误差的一些常见原因:3.1 操作员技能不足手动作校验需要操作员具备一定的技能和经验。
如果操作员的技能水平不够,他们可能无法准确地判断机器人的动作路径、位置和姿态是否正确。
这可能导致机器人在实际任务中出现运动错误或者无法完成任务。
3.2 人眼观察误差人眼观察是手动作校验的主要手段之一,但它存在一定的误差。
人的眼睛会受到疲劳、干扰和注意力不集中等因素的影响,导致观察结果不准确。
尤其是当机械手动作较快或者复杂时,操作员可能无法准确地判断机器人的动作是否符合预期。
3.3 无法检测到机器人内部故障手动作校验通常只涉及外部观察,无法检测到机器人内部的故障。
例如,机械手的传感器可能出现故障,导致机器人在执行任务时无法正确感知物体的位置和姿态。
如果机械手内部存在故障,即使手动作校验通过,机器人的实际操作也可能出现误差。
4. 改进手动作校验的方法为了减少手动作校验误差,提高机器人操作的准确性和稳定性,可以采取以下改进方法:4.1 提高操作员培训和技能水平通过提供更系统和全面的培训,可以帮助操作员提高技能水平,提高他们判断机器人动作准确性的能力。
机械手故障诊断调试流程

机械手故障诊断调试流程英文回答:Machine arm fault diagnosis and debugging process:1. Initial observation: The first step in diagnosingand debugging a machine arm is to observe any visible signs of malfunction. This includes checking for loose connections, abnormal sounds, or any physical damage to the arm.2. Error code analysis: If there are error codes displayed on the control panel or interface, they can provide valuable information about the nature of the fault. By referring to the machine arm's manual or consulting the manufacturer, the error codes can be decoded to identifythe specific issue.3. Functional testing: To further narrow down the fault, functional testing can be performed. This involvesexecuting specific movements or actions using the machine arm and observing its response. For example, if the arm is not moving as expected, testing each joint individually can help identify the problematic area.4. Sensor and actuator check: Machine arms are equipped with various sensors and actuators that enable their operation. Checking these components for proper functioning is crucial. This can be done by using specialized tools or equipment to measure sensor outputs or actuator responses.5. Software analysis: Many machine arms are controlled by software programs. Analyzing the software code can help identify any programming errors or glitches that may be causing the malfunction. This requires expertise in programming languages and the ability to understand the specific software architecture.6. Communication check: If the machine arm is connected to a network or other external devices, checking the communication channels is important. This involvesverifying the integrity of the connections, ensuring properdata transmission, and troubleshooting any communication errors.7. Documentation review: Reviewing the machine arm's documentation, including manuals, technical specifications, and troubleshooting guides, can provide valuable insights into common faults and their solutions. It is important to consult the manufacturer's documentation for accurate information and guidance.8. Consultation and support: If the fault diagnosis and debugging process becomes challenging or if specialized knowledge is required, consulting the manufacturer's technical support or seeking assistance from experts in the field can be beneficial. They can provide guidance, advice, or even remote assistance to resolve complex issues.中文回答:机械手故障诊断调试流程:1. 初始观察,诊断和调试机械手的第一步是观察是否有任何明显的故障迹象。
机械手的原理及其常见故障分析
(一)、刀具掉刀产生故障的原因可能有: (1)刀具夹不紧掉刀 原因可能是卡紧爪弹簧压力过小;或弹簧后面的螺母松动;或 刀具超重;或机械手卡紧锁不起作用卡爪缩不回:应调松螺母, 使最大载荷不超过额定数值。
(3) 刀具交换时掉刀 换刀时主轴箱没有回到换刀点或换刀点漂移,机械手抓刀时没 有到位,就开始拔刀,都会导致换刀时掉刀。这时应重新移动主轴箱,使其回到换刀点 位置,重新设定换刀点。
由于加工中心的自动换刀要求可靠准确,而且结构相对比较复杂,提高换刀速度技 术难度大。目前国外机床先进企业生产的高速加工中心为了适应高速加工,大都配备了 快速自动换刀装置,很多采用了新技术、新方法。
功能部件技术水平的高低、性能的优劣以及整体的社会配套水平,都直接决定和影响 着数控机床整机的技术水平和性能,也制约着主机的发展速度。而换刀机械手则是加工中 心稳定可靠运行的关键功能部件。它的快速、准确的换刀程序是影响加工中心发挥高效、 可靠的加工性能的重要因素。没有换刀机械手,就不可能有集中工序进行加工的加工中心。 有资料显示,刀库和机械手的故障率约占整机故障率的 25%[1]。所以说,换刀机械手的性 能、质量直接影响着数控机床整机的性能、质量和品种的发展。
机械手的原理及其常见故障分析
摘要:目前,加工中心是备有刀库,并能自动更换刀具,对工件进行多工序加工的一种功能较全 的数字控制机床,也是典型的集高新技术于一体的机械加工设备,它的发展代表了一个国家设计、制 造的水平,是判断企业技术能力和工艺水平标志的一个方面.
关键词:ATC 准确 快速 可靠 稳定
随着人类的发展、文明的进步,工业正不断发展着,需要人们完成的工作量也不断 增大(尤其是那种重复性大的工作,像传运货物),涉及到危险性的工作也日趋增多,这 就迫使人们研究开发一种新装置,能模仿人手和臂的某些动作功能,用以按固定程序抓 取、搬运物件或操作工具的自动操作的一种装置,而机械手正是这样一种装置:它可代 替人的繁重劳动以实现生产的机械化和自动化,能在有害环境下操作以保护人身安全, 因而广泛应用于机械制造、冶金、电子、轻工和原子能等部门。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
從下ห้องสมุดไป่ตู้禁止區自動等待 請以手動運轉使取出上升 時,升降軸安全傳感器尚 後,與我公司聯係。 未處在 ON。 不執行自動等待運轉。
橫行軸越出可動範圍。 請以手動運轉使橫行軸回
不執行各種運轉。
到可動範圍。
產品引拔軸可動範圍外 1010
主臂升降軸可動範圍外 1011
在取出結束時,已被指定 請在確認模具內的注塑品
的檢測尚未成為 ON。 後合上模具。
停止該循環。
當重設錯誤時,繼續自動
運轉。請在充分確認安全
後重設。
在自動運轉過程中,注塑 當關上安全門並重設時,
機的安全門被打開。 繼續自動運轉。請在充分
當場緊急停機。
確認安全後,關上安全門。
在自動運轉過程中,在工 當重設錯誤時,顯示出自 作頭處在模具內部的狀 動運轉等待畫面。
在按下伺服接通開關之前,請 解除緊急停止按鈕。
13.3.2 應用錯誤
這是由於取出不良等取出機的原因而發生的錯誤。 錯誤代碼與 1001∼1999 對應。
錯誤 代碼
錯誤名稱
更換工作頭位置異常
1003
開模極限信號關掉 1006
產品反轉回位極限關掉 1007
安全傳感器關掉 1008
橫行軸可動範圍外 1009
品引拔軸越出可動範圍。 請以手動運轉使主臂引拔
不執行各種運轉。
軸回到可動範圍。
主臂升降軸越出可動範 圍。 不執行各種運轉。
請以手動運轉使主臂升降 軸回到可動範圍。
副臂引拔軸越出可動範 圍。 不執行各種運轉。
請以手動運轉使副臂引拔 軸回到可動範圍。
副臂升降軸越出可動範 圍。 不執行各種運轉。
請以手動運轉使副臂升降 軸回到可動範圍。
副臂引拔軸 1012 可動範圍外
副臂升降軸 1013 可動範圍外
F 軸可動範圍外 1014
G軸可動範圍外 1015
H軸可動範圍外 1016
尚未執行示教 1101
示教位置異常 1102
裝箱數據異常 1104
緊急停止操作錯誤 1105
監控設備 1120 定時時間已到
取出不良
1201
安全門錯誤 1202
開模極限瞬斷錯誤 1203
檢測出伺服電源已被切斷 來自伺服驅動器的伺服接通輸 請檢查伺服驅動器和導線。 1321
入被切斷。
手動操作錯誤 1338
要進行自動運轉操作,請自動 切換自動/手動切換按鍵開關。
自動操作錯誤 1339
要進行手動運轉操作,請自動 切換自動/手動切換按鍵開關。
緊急停止按鈕重設錯誤 尚未重設緊急停止按鈕。 1340
下降禁止區錯誤 3 1119
下降禁止區 2(大)的位置比禁 請重新確認下降禁止區數據。 止區 2(小)的位置要小。
監控設備定時時間已到 在自動運轉過程中,自動運轉 請通過撓性監控確認情況。 1120
的區段和步驟沒有變化。
告警時指令 1121
不能發出
伺服放大器發出告警時,不能 請按下重設按鈕 發出指令。
不執行指令。
尚未完成原點復歸 0005
接受了不完成原點復歸就不能 暫時斷開取出機的控制電源,
執行的指令。
然後重新接通電源。
不執行指令。
下降禁止區錯誤 1 1117
下降禁止區 1(大)的位置比禁 請重新確認下降禁止區數據。 止區 1(小)的位置要小。
下降禁止區錯誤 2
1118
下降禁止區 2(小)的位置比禁 請重新確認下降禁止區數據。 止區 1(大)的位置要小。
F軸越出可動範圍。 不執行各種運轉。
請以手動運轉使F軸回到 可動範圍。
G軸越出可動範圍。 不執行各種運轉。
請以手動運轉使G軸回到 可動範圍。
H軸越出可動範圍。 不執行各種運轉。
請以手動運轉使F軸回到 可動範圍。
在尚未執行示教而試圖 執行各種自動運轉時顯 示。 不執行各種自動運轉。
請在執行自動運轉之前進 行示教,或者讀出模具數 據。
1311 ID 對照錯誤
有可能 ID 數據已經丟失。 請重新設定 ID 數據。
1312 參數對照錯誤
有可能參數已經丟失。
請重新設定參數。
伺服接觸不良 1313
來自伺服驅動器的輸入信號有 請確認連接情況。 異常。
定位模件 1314
不能解除錯誤
1315 伺服驅動器異常
伺服驅動器有異常。
請進行檢修。
緊急停止 1316
13.3.1 指令錯誤
這是在指令中有錯,或是不能執行指令時顯示的錯誤。 錯誤代碼與 0001∼0999 對應。
錯誤代 碼
錯誤名稱
原因/操作處置
對策
指令編號錯誤 0001
指定了不存在的指令編號。 暫時斷開取出機的控制電源,
不執行指令。
然後重新接通電源。
指令參數錯誤 0002
指令參數有誤。 不執行指令。
暫時斷開取出機的控制電源, 然後重新接通電源。
JOG 運轉錯誤 0003
在執行非 JOG 運轉的操作命令 暫時斷開取出機的控制電源, 中,接受了 JOG 運轉指令。 然後重新接通電源。 不執行指令。
伺服指令錯誤 0004
接受了不接通伺服就不能執行 暫時斷開取出機的控制電源,
的指令。
然後重新接通電源。
已經進行示教的位置數 據有誤。 不執行各種自動運轉。
請重新確認示教的位置設 定,修正有錯誤的地方。
裝箱數據有誤。不執行各 請重新設定示教的裝箱設
種自動運轉。
定。
尚未解除緊急停止開關。 請在確認安全後,解除緊
不執行各種操作。
急停止開關。
在自動運轉過程中,自動 請通過撓性監控確認情 運轉的區段和步驟沒有 況。 變化。
升降單元故障
1204
反轉接近開關故障 1205
反轉極限輸入切斷
1206
反轉回位極限輸入切斷 1207
主臂升降軸原點位置 傳感器故障 1208
副臂升降軸原點位置 傳感器故障 1209
副臂上升極限 傳感器故障 1210
原因/操作處置
對策
更換工作頭的位置數據 有誤。 不執行工作頭更換位置 移動。
請重新設定示教的工作頭 更換位置設定。
從模具內自動等待時,開 請以手動運轉將取出臂挪 模極限信號尚未處在 ON。到模具的外面。 不執行自動等待運轉。
從模具內自動等待時,反 請以手動運轉將取出臂挪 轉極限信號尚未處在 ON。到模具的外面。請通過輸 不執行自動等待運轉。 入信號監控確認傳感器的
已經按下了緊急停止按鈕。 請在使按鈕回位後進行通常的 操作。
不能執行定位操作 1317
暫時斷開取出機的控制電源, 然後重新接通電源。
機身編號對照錯誤 1319
不能原封不動地使用在其他機 請修改示教數據。 身上示教的數據。
數據版本錯誤 1320
想要使用的示教數據的版本不 請從新登錄模具開始操作 同。