CA6140车床手柄轴课程设计工序卡
CA6140车床杠杆(831009)工艺设计说明书完全版(附毛坯图-工序卡片)资料
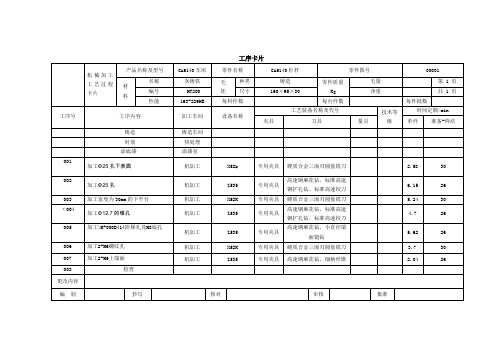
工序卡片机械加工工艺过程卡片产品名称及型号CA6140车床零件名称CA6140杠杆零件图号00001材料名称灰铸铁毛坯种类铸造零件质量Kg毛量第 1 页编号HT200 尺寸160×95×30 净重共 1 页性能163-229HB 每料件数每台件数每件批数工序号工序内容加工车间设备名称工艺装备名称及代号技术等级时间定额/min 夹具刀具量具单件准备-终结铸造铸造车间时效热处理涂底漆涂漆室001 加工Φ25孔下表面机加工X52k 专用夹具硬质合金三面刃圆盘铣刀 2.58 30002 加工Φ25孔机加工Z535 专用夹具高速钢麻花钻、标准高速钢扩孔钻、标准高速铰刀6.15 26003 加工宽度为30mm的下平台机加工X52K 专用夹具硬质合金三面刃圆盘铣刀 5.24 30τ004 加工Φ12.7的锥孔机加工Z535 专用夹具高速钢麻花钻、标准高速钢扩孔钻、标准高速铰刀4.7 26005 加工\M+000D414阶梯孔及M8底孔机加工Z535 专用夹具高速钢麻花钻、小直径端面锪钻5.62 26006 加工2-M6螺纹孔机加工X52K 专用夹具硬质合金三面刃圆盘铣刀 3.7 30 007 加工2-M6上端面机加工Z535 专用夹具高速钢麻花钻、细柄丝锥 2.04 26 008 检查更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 1 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精铣Φ25通孔下表面001 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 2.58 30工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣Φ25通孔下表面专用铣夹具、硬质合金三面刃圆盘铣刀300 94.2 1.9 57.6 1 0.34 0.41 2 精铣Φ25通孔下表面专用铣夹具、硬质合金三面刃圆盘铣刀75 24 0.1 108 1 1.42 0.41更改内容编制抄写核对审核批准工序卡片2 CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻、扩、铰Φ25H7的通孔002 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 6.15 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ22的通孔专用钻夹具、高速麻花钻Φ22195 17 30 0.43 1 0.41 1.77 2 扩孔至Φ24.7高速钻夹具、标准高速钢扩孔钻Φ24.7275 23.1 30 0.57 1 0.22 1.77 3 铰通孔到Φ25H7专用钻夹具、标准高速铰刀Φ25100 7.8 30 1.6 1 0.21 1.77 更改内容编制抄写核对审核批准机械加工产品名称及型号零件名称零件图号第 3 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精铣宽度为30mm的下平台003 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB 设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 5.24 30工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣宽度为30mm的下平台专用铣夹具、硬质合金三面刃圆盘铣刀300 94.2 2 5.76 1 2.21 0.41 2 精铣宽度为30mm的下平台专用铣夹具、硬质合金三面刃圆盘铣刀75 24 1 108 1 2.21 0.41 更改内容机械加工工序卡片产品名称及型号零件名称零件图号第 4 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻锥孔Φ12.7004 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 4.7 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ12的孔专用钻夹具、高速钢麻花钻Φ12195 11.22 5 0.43 1 0.58 1.77 2 扩孔至Φ12.7专用钻夹具、标准高速钢扩孔钻Φ12.7275 21.3 5 0.57 1 0.58 1.77 更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 5 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻M8底孔及锪钻Φ14阶梯孔005 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 5.62 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ7的孔专用钻夹具、高速钢麻花钻Φ7900 19.8 10 0.25 1 0.07 1.77 2 攻M8的螺纹孔专用钻夹具、细柄机用M8丝锥360 8.88 10 1.5 1 0.05 1.77 3 锪钻Φ14阶梯孔专用钻夹具、小直径端面锪钻Φ14195 7.35 3 0.23 1 0.19 1.77 更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 6 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精2-M6端面006 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 3.7 30工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣2-M6的上端面专用铣夹具、硬质合金三面刃圆盘铣刀300 94.2 2 57.6 1 0.17 0.41 2 精铣2-M6的上端面专用铣夹具、硬质合金三面刃圆盘铣刀75 24 1 108 1 1.05 0.41 更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 7 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻M8底孔及锪钻Φ14阶梯孔007 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 2.04 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ5的孔专用钻夹具、高速钢麻花钻Φ5900 14.4 15 0.25 1 0.16 1.77 2 攻M6的螺纹孔专用钻夹具、细柄机用M6丝锥480 8.88 15 1.5 1 0.05 1.77 更改内容编制抄写核对审核批准CA6140车床杠杆加工工艺及夹具设计设计内容:1、课程设计说明书1份2、零件加工工艺设计表1张3、机械加工工艺过程卡1张4、机械加工工序图 1 张5、夹具体零件图1张6、夹具装配图 1 张目录1.绪论 (3)2.杠杆加工工艺规程 (6)2.1零件的分析 (6)2.11零件的作用 (6)2.12零件的工艺分析 (6)2.2杠杆加工的主要问题和工艺过程设计所应采取的相应措施 (7)2.21确定毛坯的制造形式 (7)2.22基面的选择 (7)2.23确定工艺路线 (8)2.24机械加工余量、工序尺寸及毛坯尺寸的确定 (9)2.25确定切削用量 (10)2.26确定基本工时 (20)3.夹具的设计 (24)4.总结 (27)5.参考文献 (27)1.绪论加工工艺及夹具是对所学专业知识的一次巩固,是在进行社会实践之前对所学各课程的一次深入的综合性的总复习,也是理论联系实际的训练。
CA车床手柄座加工工艺及夹具设计工艺卡片

Z525
工步
安装及工步说明
刀具
量具
主轴转速
切削速度
进给量
切削深度
走刀长度
基本工时
r/min
m/min
mm/r
mm
mm
min
1
钻 底孔
高速钢锥柄麻花钻
卡尺
545
16
2
攻螺纹 孔
高速钢机用丝锥
螺纹
量规
272
340
16
3
设计
审核
共10页
第7页
XX大学
机械加工工序卡片
工序名称
钻 锥销通孔
工序号
9
零件名称
3
设计
审核
共10页
第10页
XX大学
机械加工工序卡片
工序名称
钻,扩,绞 孔
工序号
II
零件名称
CA6140车床手柄座
零件号
831015
零件重量
同时加工
零件数目
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS151-229
模锻件
设备
夹具
辅助工具
名称
型号
立式钻床
Z535
工步
安装及工步说明
刀具
量具
主轴转速
切削速度
进给量
名称
型号
专用夹具
卧式插床
工步
安装及工步说明
刀具
量具
主轴转速
切削速度
进给量
切削深度
走刀长度
基本工时
r/min
m/min
mm/r
mm
CA6140车床手柄座加工工艺和夹具设计-工艺卡片
CA6140车床手柄做座加工工艺及夹具设计机械加工工艺规程卡片XX 大学机械加工工序卡片工序名称铣mm 45凸台端面工序号3零件名称CA6140车床手柄座零件号83115零件重量0.73kg同时加工零件数目1材料毛坯牌号 硬度 型式 重量 HT200HBS151-229 模锻件 设备夹具辅助工具名称型号专用夹具立式铣床X51 工步安装及工步说明刀具量具主轴转速 切削速度进给量切削深度 走刀长度 基本工时r/minm/minmm/rmmmmmin18检验入库标记签字处数审核日期1 粗铣45φ凸台端面高速钢镶齿三面刃铣刀卡板160 20 0.15 3.5 0.43 2 半精铣45φ凸台端面高速钢镶齿三面刃铣刀卡板160 20 0.15 2 0.65 3设计审核共10页第2页XX大学机械加工工序卡片工序名称钻,扩,绞825Hφ孔工序号 4零件名称CA6140车床手柄座零件号831015 零件重量0.73kg同时加工零件数目1材料毛坯牌号硬度型式重量HT200 HBS151-229 模锻件设备夹具辅助工具名称型号专用夹具立式钻床Z535 工步安装及工步说明刀具量具主轴转速 切削速度进给量 切削深度 走刀长度 基本工时 r/minm/min mm/r mm mm min 1 钻孔mm 23φ 高速钢锥柄标准麻花钻 卡尺 195 14.08 83.9 11.5 54 0.64 2 扩孔mm 084.0080.24+φ高速钢锥柄扩孔钻 卡尺 68 5.29 49.0 0.9 54 1.1 3 铰825H φ孔高速钢锥柄机用铰刀 卡尺685.3483.0 0.1 540.65 设计审核共10页第3页XX 大学机械加工工序卡片工序名称钻,绞710H φ孔工序号 5零件名称 CA6140车床手柄座 零件号 831015零件重量0.73kg同时加工零件数目1材料毛坯牌号 硬度 型式 重量 HT200HBS151-229模锻件设备夹具辅助工具名称 型号专用夹具立式钻床Z525 工步安装及工步说明刀具量具主轴转速 切削速度进给量 切削深度 走刀长度 基本工时 r/minm/min mm/r mm mm min 1 钻mm 8.9φ孔 高速钢锥柄麻花钻 卡尺 960 29.54 163.2 4.9 50 0.31 2 粗铰mm 96.9φ孔 高速钢锥柄机用铰刀 卡尺 195 6.1 253.5 0.08 48 0.19 3 精铰mm 10φ孔高速钢锥柄机用铰刀卡尺1956.12156 0.02 480.31 设计审核共10页第4页XX 大学机械加工工序卡片工序名称铣mm 24.0014+的槽工序号 6零件名称 CA6140车床手柄座 零件号 831015零件重量0.73kg同时加工零件数目1材料毛坯牌号 硬度 型式 重量 HT200HBS151-229 模锻件 设备夹具辅助工具名称 型号专用夹具立式铣床X51 工步安装及工步说明刀具量具主轴转速 切削速度进给量 切削深度 走刀长度 基本工时 r/minm/min mm/r mm mm min 1 铣mm 24.0014+的槽高速钢粗齿盘状铣刀卡板 375 14.72 0.2 37 9.6 2 3设计审核共10页第5页XX 大学机械加工工序卡片工序名称钻,粗绞,精绞714H φ孔工序号7零件名称CA6140车床手柄座零件号831015XX 大学机械加工工序卡片工序名称钻mm 5.8φ底孔攻螺纹10M 孔工序号8零件名称CA6140车床手柄座零件号831015零件重量0.73kg同时加工零件数目1材料毛坯牌号 硬度 型式 重量 HT200HBS151-229 模锻件 设备夹具辅助工具名称型号专用夹具立式钻床Z525 工步安装及工步说明刀具量具主轴转速 切削速度进给量切削深度 走刀长度 基本工时r/minm/min mm/r mm mm min 1钻mm 5.8φ底孔高速钢锥柄麻花钻卡尺54514.55152.64.25160.102攻螺纹10M 孔高速钢机用丝锥螺纹量规2726.83400.75160.053设计审核共10页第7页XX 大学机械加工工序卡片 工序名称钻mm 5 锥销通孔工序号 9零件名称 CA6140车床手柄座 零件号 831015零件重量0.73kg同时加工零件数目1材料毛坯牌号 硬度 型式 重量 HT200HBS151-229 模锻件 设备夹具辅助工具名称 型号专用夹具立式钻床Z525主轴转速切削速度进给量切削深度走刀长度基本工时工步安装及工步说明刀具量具r/min m/min mm/r mm mm min 5φ的圆锥孔高速钢锥柄麻花钻卡尺1360 20.5 136 2.5 13 0.096 1 钻mm5φ的孔高速钢锥柄机用机用铰刀卡尺392 6.15 235.2 13 0.05 2 铰mm3设计审核共10页第8页6H工序号10 XX大学机械加工工序卡片工序名称插键槽9零件名称CA6140车床手柄座零件号831015同时加工1零件重量0.73kg零件数目材料毛坯牌号硬度型式重量HT200 HBS151-229 模锻件设备夹具辅助工具名称型号专用夹具卧式插床主轴转速切削速度进给量切削深度走刀长度基本工时工步安装及工步说明刀具量具r/min m/min mm/r mm mm min 6H插刀卡板52 0.6 541 插键槽9设计审核共10页第9页5.5 孔工序号11XX大学机械加工工序卡片工序名称钻,绞mm零件名称CA6140车床手柄座零件号831015同时加工1零件重量0.73kg零件数目材料毛坯。
1组CA6140车床手柄座图

课程设计题目:CA6140手柄座夹具设计一、主要内容及基本要求:手柄座是CA6140车床操纵部分的组成零件之一,该手柄座的作用就相当于一个连杆。
车床外部手柄的运动是通过CA6140车床手柄座传递到车床内部实现人为对机床的操纵。
手柄与该零件通过φ25mm孔连接,机床内部零件通过φ10mm 孔与手柄座连接,即CA6140车床手柄座的作用是实现运动由外部到内部的传递。
实现纵向进给。
1. 零件图一张, 毛坯图一张2. 夹具装配图一份, 夹具零件图一张3. 机械加工工艺卡一套, 主要工序工序卡一份4. 设计说明书一份。
二、原始数据零件图一张, 生产纲领10000件三、指定查阅的主要参考文献及说明1. 《机械制造工艺手册》2.《机械零件设计手册》3.《夹具设计手册》4. 《机械制造基础课程设计指南》附:CA6140手柄座简图1、铣φ45mm圆柱大端面,以φ45mm圆柱小端面为定位基准;2、钻,扩,铰φ25H8mm孔,以φ45mm圆柱大端面为定位基准;3、钻,扩,铰φ10H7mm,以φ25H8mm孔和φ45mm圆柱小端面为基准;4、粗铣φ14mm孔端面,利用φ45mm圆柱小端面, φ25H8mm孔和φ10H7mm 孔定位,保证尺寸43mm;5、钻,扩,铰φ14H7mm孔,利用φ45mm圆柱小端面, φ25H8mm孔和φ10H7mm 孔定位,保证孔深度25mm;6、钻,攻M10mm螺纹孔,利用φ45mm圆柱小端面, φ25H8mm孔和φ10H7mm 孔定位;7、钻,铰φ5mm圆锥孔,利用φ45mm圆柱小端面, φ25H8mm孔和φ10H7mm 孔定位8、插键槽,为便于加工,以φ45mm圆柱小端面, φ10H7mm孔和φ14H7mm孔端面定位,同时要保证尺寸27.3H11mm;。
CA6140车床床身加工工艺及夹具设计 工艺过程卡片

MM52125A
砂轮 百分表 0.01游标卡尺
15
磨削
粗、精磨导轨面
机加
MM52125A
砂轮 百分表 0.01游标卡尺
16
终检
检查、入库
机加
划线平台划针划线盘
4
刨削ቤተ መጻሕፍቲ ባይዱ
粗刨床身底面
机加
B2010A
YG8刨刀0.05游标卡尺
5
铣削
粗铣床身导轨面和各结合面
机加
X2010C
高速钢圆柱铣刀0.05游标卡尺
6
热处理
人工时效处理
热处理
7
刨削
半精刨床身底面
机加
B2010A
YG3宽刃刨刀0.05游标卡尺
8
铣削
半精铣导轨面床身内外侧面及结合面
机加
X2010C
机械加工工艺过程卡片
产品型号
零(部)件图号
共1页
产品名称
CA6140车床
零(部)件名称
床身
第1页
材料牌号
HT150
毛坯种类
铸造
毛坯外型尺寸
2340×428
每毛坯可制件数
每台件数
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
铸造
铸造、清砂
铸造
2
钳
清理喷砂后上底漆
机加
3
钳
划底面及导轨面的刨加工线及校正线
高速钢圆柱铣刀0.02游标卡尺
9
热处理
导轨表面高濒淬火
热处理
10
刨削
精刨底面压板面和齿条安装面
CA6140车床手柄轴课程设计工艺过程卡
精车外圆$16mm, $20mm
C616A车
床
三爪自定心卡盘
115
6
粗车
粗车圆锥面
CA6140车
床
三爪自定心卡盘
136
7
半精
车
半精车圆锥面
C616A车
床
三爪自定心卡盘
115
8
精车
精车圆锥面
C616A车
床
三爪自定心卡盘
156
9
抛光
圆锥面抛光
185
10
镀铬
圆锥面镀铬
132
11
钻孔
钻 $14mm, $8mm的孔
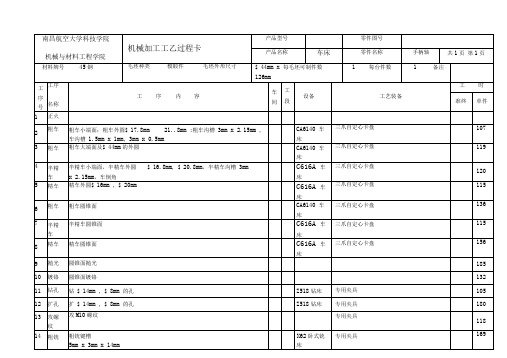
南昌航空大学科技学院
机械与材料工程学院
机械加工工乙过程卡
产品型号
零件图号
产品名称
车床
零件名称
手柄轴
共1页 第1页
材料牌号45钢
毛坯种类模锻件毛坯外形尺寸
$44mm x每毛坯可制件数
126mm
1每台件数
1备注
工 序 号
工序
名称
工序内容
车 间
工
段
设备
工艺装备
工时
准终
单件
1
正火
2
粗车
粗车小端面;粗车外圆$17.8mm21..8mm;粗车沟槽3mm x 2.15mm,
钳工台
17
终检
按零件图样要求全面检查
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
校对(日期)
标记
处数
更改文件号
签字
日期
标记
更改文件号
签字
日期
Z518钻床
专用夹具
CA6140车床杠杆(831009)工艺设计说明书完全版(附毛坯图-工序卡片)

工序卡片机械加工工艺过程卡片 产品名称及型号 CA6140车床零件名称 CA6140杠杆 零件图号00001材料名称 灰铸铁 毛 坯种类 铸造零件质量 Kg 毛量第 1 页 编号 HT200 尺寸160×95×30净重 共 1 页 性能 163-229HB每料件数每台件数 每件批数工序号工序内容 加工车间 设备名称工艺装备名称及代号 技术等级 时间定额/min 夹具刀具 量具 单件 准备-终结铸造 铸造车间时效 热处理涂底漆涂漆室001加工Φ25孔下表面机加工X52k专用夹具 硬质合金三面刃圆盘铣刀2.5830002加工Φ25孔机加工 Z535 专用夹具 高速钢麻花钻、标准高速钢扩孔钻、标准高速铰刀6.15 26 003 加工宽度为30mm 的下平台 机加工 X52K专用夹具 硬质合金三面刃圆盘铣刀 5.24 30 τ004加工Φ12.7的锥孔 机加工 Z535 专用夹具 高速钢麻花钻、标准高速钢扩孔钻、标准高速铰刀4.7 26 005加工\M+000D414阶梯孔及M8底孔机加工 Z535 专用夹具 高速钢麻花钻、小直径端面锪钻5.62 26 006 加工2-M6螺纹孔机加工 X52K 专用夹具 硬质合金三面刃圆盘铣刀 3.730 007 加工2-M6上端面机加工 Z535专用夹具 高速钢麻花钻、细柄丝锥2.0426008 检查更改内容 编 制抄写核对审核批准机械加工 工序卡片 产品名称及型号 零件名称 零件图号 第 1 页 CA6140车床CA6140杠杆831009共 7 页 车间工序名称 工序号 材料牌号 机加工 粗、精铣Φ25通孔下表面001 HT200 同时加工件数 每料件数 技术等级 力学性能11163-229HB设备名称 设备型号 设备编号 工作液 立式铣床 X52K夹具名称 夹具编号单件时间min 准备—终结时间/min 专用夹具v2.5830 工步号 工步内容 工艺 装备主轴转速 r/min 切削速度 m/mim 背吃刀量mm 进给量mm/r进给 次数时间定额 机动辅助 1 粗铣Φ25通孔下表面 专用铣夹具、硬质合金三面刃圆盘铣刀300 94.2 1.9 57.6 1 0.34 0.41 2精铣Φ25通孔下表面专用铣夹具、硬质合金三面刃圆盘铣刀7524 0.1 108 1 1.420.41 更改内容 编 制 抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 2 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻、扩、铰Φ25H7的通孔002 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 6.15 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ22的通孔专用钻夹具、高速麻花钻Φ22195 17 30 0.43 1 0.41 1.77 2 扩孔至Φ24.7高速钻夹具、标准高速钢扩孔钻Φ24.7275 23.1 30 0.57 1 0.22 1.77 3 铰通孔到Φ25H7专用钻夹具、标准高速铰刀Φ25100 7.8 30 1.6 1 0.21 1.77 更改内容编制抄写核对审核批准机械加工产品名称及型号零件名称零件图号第 3 页工序卡片CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精铣宽度为30mm的下平台003 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB 设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 5.24 30工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣宽度为30mm的下平台专用铣夹具、硬质合金三面刃圆盘铣刀300 94.2 2 5.76 1 2.21 0.41 2 精铣宽度为30mm的下平台专用铣夹具、硬质合金三面刃圆盘铣刀75 24 1 108 1 2.21 0.41 更改内容机械加工工序卡片产品名称及型号零件名称零件图号第 4 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻锥孔Φ12.7004 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB 设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 4.7 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ12的孔专用钻夹具、高速钢麻花钻Φ12195 11.22 5 0.43 1 0.58 1.77 2 扩孔至Φ12.7专用钻夹具、标准高速钢扩孔钻Φ12.7275 21.3 5 0.57 1 0.58 1.77 更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 5 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻M8底孔及锪钻Φ14阶梯孔005 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB 设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 5.62 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ7的孔专用钻夹具、高速钢麻花钻Φ7900 19.8 10 0.25 1 0.07 1.77 2 攻M8的螺纹孔专用钻夹具、细柄机用M8丝锥360 8.88 10 1.5 1 0.05 1.77 3 锪钻Φ14阶梯孔专用钻夹具、小直径端面锪钻Φ14195 7.35 3 0.23 1 0.19 1.77 更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 6 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精2-M6端面006 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB 设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 3.7 30工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣2-M6的上端面专用铣夹具、硬质合金三面刃圆盘铣刀300 94.2 2 57.6 1 0.17 0.41 2 精铣2-M6的上端面专用铣夹具、硬质合金三面刃圆盘铣刀75 24 1 108 1 1.05 0.41 更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 7 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号C A 6140车床机加工钻M8底孔及锪钻Φ14阶梯孔007HT200同时加工 件 数 每料件数技术等级力学性能 1 1163-229HB设备名称 设备型号 设备编号工作液立式铣床Z535夹具名称 夹具编号单件时间 min 准备—终结 时间/min 专用夹具v2.0426 工步号工步内容工艺 装备主轴转速 r/min切削速度 m/mim背吃刀量mm 进给量 mm/r进给 次数时间定额 机动辅助1 钻Φ5的孔 专用钻夹具、高速钢麻花钻Φ5900 14.4 150.25 1 0.16 1.77 2 攻M6的螺纹孔专用钻夹具、细柄机用M6丝锥4808.88151.510.051.77更改内容编 制抄写核对 审核 批准杠杆加工工艺及夹具设计设计内容:1、课程设计说明书1份2、零件加工工艺设计表1张3、机械加工工艺过程卡1张4、机械加工工序图 1 张5、夹具体零件图1张6、夹具装配图 1 张目录1.绪论 (3)2.杠杆加工工艺规程 (6)2.1零件的分析 (6)2.11零件的作用 (6)2.12零件的工艺分析 (6)2.2杠杆加工的主要问题和工艺过程设计所应采取的相应措施 (7)2.21确定毛坯的制造形式 (7)2.22基面的选择 (7)2.23确定工艺路线 (8)2.24机械加工余量、工序尺寸及毛坯尺寸的确定 (9)2.25确定切削用量 (10)2.26确定基本工时 (20)3.夹具的设计 (24)4.总结 (27)5.参考文献 (27)1.绪论加工工艺及夹具是对所学专业知识的一次巩固,是在进行社会实践之前对所学各课程的一次深入的综合性的总复习,也是理论联系实际的训练。
最新CA6140车床手柄轴课程设计汇总
C A6140车床手柄轴课程设计机械制造技术课程设计说明书设计题目“手柄轴”零件的机械加工工艺规程及夹具设计班级设计者指导教师西安科技大学目录前言…………………………………………………………………………………1. 零件工艺性分析(包括零件作用、结构特点、结构工艺性、关键表面的技术要求分析等)………………………………………………………………………2. 工艺设计与计算………………………………………………………………. 2.1 毛坯选择与毛坯图说明………………………………………………………2.2 工艺路线的确定………………………………………………………………2.3 加工余量、切削用量的确定…………………………………………………2.4 工序尺寸与公差的确定………………………………………………………3. 夹具设计………………………………………………………………………. 3.1 设计思想与不同方案对比……………………………………………………3.2 定位分析与定位误差计算……………………………………………………3.3 对刀与导引装置设计…………………………………………………………3.4 夹紧机构设计与夹紧力计算…………………………………………………3.5 夹具操作动作说明……………………………………………………………4. 设计总结或心得体会………………………………………………………….参考文献……………………………………………………………………………机械制造技术课程设计任务书题目:“手柄轴”零件的机械加工工艺规程及夹具设计(小批量或大批量)内容:1.零件图 1张2.毛坯图 1张3.机械加工工艺过程卡 1张4.机械加工工序卡片 1套5.夹具装配图 1 张6.课程设计说明书 1份班级设计者指导教师日期年-月引言毕业设计是在我们学完了大学的全部基础课、技术基础课以及全部专业课之后进行的。
这是我们对所学各课程的一次深入的综合性的总复习,也是我们在走进社会工作岗位前的一次理论联系实际的训练。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
南昌航空大学科技学院机械与材料工程系机械加工工序卡片产品型号零件图号
产品名称车床零件名称手柄轴共9 页第 1 页
车间工序号工序名称材料牌号
1 粗车45钢
毛坯种类
毛坯外形尺
寸
每毛坯可制件数每台件数
锻件mm
mm126
44⨯
φ 1 1
设备名称设备型号设备编号同时加工件数
卧式车床CA6140 1
夹具编号夹具名称切削液
三爪自定心卡盘
工位器具编号工位器具名称
工序工时(分)
准终单件
可转位车刀
工步号工步内
容
工艺装备
主轴转速切削速度
进给
量
切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 粗车车端面CA6140200 16 0.5 1
2 1 17.7
2 钻中心孔CA6140200 1 4
3 粗车mm
8.
21033.0-
φ外圆CA6140200 16 0.5 1.1 1 64.2 4 粗车φmm
8.
17033.0-外圆CA6140200 16 0.5 2 1 30
5 1
6 1
7 1
南昌航空大学科技学院机械与材料工程系机械加工工序卡片
产品名称车床零件名称手柄轴共9 页第 2 页
车间工序号工序名称材料牌号
2 切槽45钢
毛坯种
类
毛坯外形尺寸每毛坯可制件数每台件数
锻件 1 1
设备名称设备型号设备编号同时加工件数
CA6140
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称
工序工时(分)
准终单件
高速钢
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 机动辅助
1 粗车槽1 15.2X1.5CA6140200 0.08
2 1 1.5
2 粗车槽2 15X3CA6140200 0.08 2 1 1.87
3 粗车槽3 15.7X3 CA6140200 0.08 2 1 1.87
4 粗车槽4 19X3CA6140200 0.08 2 1 8.06
南昌航空大学科技学院机械与材料工程系机械加工工序卡片
产品名称车床零件名称手柄轴共9 页第 3 页
车间工序号工序名称材料牌号
3 粗车45钢
毛坯
种类
毛坯外形尺
寸
每毛坯可制件数每台件数
锻铁 1
设备名
称
设备型号设备编号同时加工件数
CA6140
夹具编号夹具名称切削液
三爪卡盘
工位器具编
号
工位器具名称
工序工时(分)
准终单件
可转位车刀
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 机动辅助
1 粗车外圆mm
44
CA6140200 25.1 0.5 22 1 16.2 2 粗车端面2CA6140200 0.5 2 1 15 3
南昌航空大学科技学院机械与材料工程系机械加工工序卡片产品型号零件图号
产品名称车床零件名称手柄轴共9 页第 4 页
车间工序号工序名称材料牌号
4 精车45钢
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
锻件 1
设备名称设备型号设备编号同时加工件数
C616A
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称
工序工时(分)
准终单件
可转位车刀
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 机动辅助
1 半精车mm
8.
160043.0-
φ外圆C616A400 27.4 0.3 1 2 22
2 精车mm
16055.0055.0+-
φ外圆C616A1400 91.5 0.2 0.8 2 9.4 3 半精车mm
8.
20052.0-
φ外圆C616A400 27.4 0.3 1 2 80 4 精车mm
200007.0-
φ外圆C616A1400 91.5 0.2 0.8 2 18 5 精车mm
20065.0065.0
φ外圆C616A1400 91.5 0.2 0.8 2 18 6 倒角C616A400 91.5 0.2 0.8 1 5
南昌航空大学科技学院机械与材料工程系机械加工工序卡片产品型号零件图号
产品名称车床零件名称手柄轴共9 页第 5 页
车间工序号工序名称材料牌号
5 半精车45钢
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
锻件 1
设备名称设备型号设备编号同时加工件数
C616A
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称
工序工时(分)
准终单件
两把刀如下
工步号工步内
容
工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 确定半精车外圆mm
8.
41
φC616A YT15硬质合金可转位刀400 71.54 0.14 0.5 8 128 2 半精车外圆mm
8.
21
φC616A YT15硬质合金车刀400 71.54 0.15 0.5 1 13 3
4
5
南昌航空大学科技学院机械与材料工程系机械加工工序卡片产品型号零件图号
产品名称车床零件名称手柄轴共9 页第 6 页
车间工序号工序名称材料牌号
6 镗削45钢
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
锻件 1
设备名称设备型号设备编号同时加工件数
磨床MQ1350
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称
工序工时(分)
准终单件
砂轮PSA400⨯100⨯127A80M5B35
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 机动辅助
1 磨削右端面及圆锥面砂轮900 94.3 0.
2 1.8 1 31.2 2
3
4
南昌航空大学科技学院机械与材料工程系机械加工工序卡片产品型号零件图号
产品名称车床零件名称手柄轴共9 页第7 页
车间工序号工序名称材料牌号
7 铣键槽45钢
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
锻件 1 1
设备名称设备型号设备编号同时加工件数
X62卧式铣床
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称
工序工时(分)
准终单件
直柄立铣刀
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 机动辅助
1 半精铣槽1直柄立铣刀200 90 0.3 3 1 22
2 半精铣槽2直柄立铣刀200 90 0.
3 3 1 22
南昌航空大学科技学院机械与材料工程系机械加工工序卡片产品型号零件图号
产品名称车床零件名称手柄轴共9 页第8 页
车间工序号工序名称材料牌号
8 钻孔45钢
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
锻件 1 1
设备名称设备型号设备编号同时加工件数
Z3025摇臂钻床
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称
工序工时(分)
准终单件
直柄麻花钻
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 机动辅助
1 钻mm
8
φ孔直柄麻花钻d=14 1082 0.16 22 9 15.6 2 钻mm
14
φ孔直柄麻花钻d=8 1082 17 手动 3.5 1 2
南昌航空大学科技学院机械与材料工程系机械加工工序卡片产品型号零件图号
产品名称车床零件名称输出轴共9 页第9 页
车间工序号工序名称材料牌号
9 钻孔45钢
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
锻件
设备名称设备型号设备编号同时加工件数
Z3025摇臂钻床
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称
工序工时(分)
准终单件
10mm的丝锥
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 机动辅助
1 攻螺纹10mm的丝锥108
2 17 0.16 16 1 399 2
3
4。