常用材料热处理及热处理代号
常用钢材热处理参数
常⽤钢材热处理参数热处理⼯艺规程B/Z61.012-95(⼯艺参数)⽬录1.主题内容与适⽤范围 (1)2.常⽤钢淬⽕、回⽕温度 (1)2.1要求综合性能的钢种 (1)2.2要求淬硬的钢种 (4)2.3要求渗碳的钢种 (6)2.4⼏点说明 (6)3.常⽤钢正⽕、回⽕及退⽕温度 (7)3.1要求综合性能的钢种 (7)3.2其它钢种 (8)3.3⼏点说明 (8)4.常⽤钢去应⼒温度 (10)5.各种热处理⼯序加热、冷却范围 (12)5.1淬⽕……………………………………………………………………………………………1 2 5.2 正⽕及退⽕ (14)5.3回⽕、时效及去应⼒ (15)5.4⼯艺规范的⼏点说明 (16)6.化学热处理⼯艺规范 (17)6.1氮化 (17)6.2渗碳 (20)7.锻模热处理⼯艺规范 (22)7.1锻模及胎模 (22)7.2切边模 (24)7.3锻模热处理注意事项 (25)8.有⾊⾦属热处理⼯艺规范 (26)8.1铝合⾦的热处理 (26)8.2铜及铜合⾦ (26)9.⼏种钢锻后防⽩点⼯艺规范 (27)9.1第Ⅰ组钢 (27)9.2第Ⅱ组钢 (28)热处理⼯艺规程(⼯艺参数)1.主题内容与适⽤范围本标准为“热处理⼯艺规程”(⼯艺参数),它主要以企业标准《⾦属材料技术条件》B/HJ-93年版所涉及的⾦属材料和技术要求为依据(不包括⾼温合⾦),并收集了我公司⽣产常⽤的⼯具、模具及⼯艺装备⽤的⾦属材料。
本标准适⽤于汽轮机、燃⽓轮机产品零件的热处理⽣产。
2.常⽤钢淬⽕、回⽕温度2.1 要求综合性能的钢种:表1技术要求材料牌号强度σs硬度HB(d10)淬⽕温度(℃)冷却介质有效⾯积(mm)淬⽕后硬度(d10)回⽕温度(℃)回⽕后硬度(d10)45 440197~229(4.30~4.00)820~840 ⽔≤80 540~560 4.00~4.20≤35 2.7~3.0 580~60036~70 3.1~3.4 570~580390192~223(4.35~4.05)71~160 3.4~3.6 560~5704.00~4.10≤35 2.7~3.0 570~58036~70 3.1~3.4 560~570490217~255(4.10~3.80)71~120 3.4~3.6 550~5603.80~3.90油≤40 2.7~3.0 560~570590241~277(3.90~3.65)⽔油 41~60 2.5~3.0 590~620 3.65~3.80油≤30 2.7~3.0 550~56040CrA685269~302(3.50~3.70)840~860⽔油31~40 2.6~3.0 570~6003.50~3.60≤40 3.0~3.2 590~61041~70 3.25~3.4 570~590490217~255(3.80~4.10)71~120 3.45~3.6 550~5703.80~4.00油≤40 3.0~3.2 560~58035CrMoA241~277(3.90~3.65)850~870⽔油41~70 2.6~3.0 580~610 3.65~3.80*40CrNiMoA 690255~293(3.80~3.55)840~860 油≤80 2.7~3.1 580~600 3.65~3.80 590241~277(3.90~3.65)≤300 670~690*30Cr1Mo1V690255~285(3.80~3.57)950~970 油≤250 660~680690255~293(3.80~3.55)1030~1050油≤190 700~72020Cr1Mo1VTiB*732.6~3.0 640~660油≤1003.1~3.4 630~6402.6~3.0 650~670590241~277 (3.90~3.65)⽔油101~1603.1~3.2 630~650 3.65~3.902.6~3.0 630~650油 ≤503.1~3.3 610~630277~302 (3.65~3.50)⽔油51~1003.0~3.2 620~6403.50~3.65油 ≤40 2.7~3.2 610~6302.6~3.0 630~65038CrMoAlA785293~321 (3.55~3.40) 930~950⽔油41~603.1~3.2 610~6303.40~3.50油 ≤30 3.6~3.8 550~60015CrMoA 490207~241 (4.20~3.90)900~920⽔ 31~70 3.4~3.8 570~620 3.90~4.10≤60 2.8~3.1 660~680590241~277(3.90~3.65) 61~200 3.2~3.45 660~6703.60~3.90≤60 2.8~3.1 660~67025Cr2MoV A735269~302 (3.70~3.50) 920~940 油61~150 3.2~3.3 650~6703.55~3.652.8~3.0 640~660690241~282 (3.90~3.62) ≤350 3.1~3.3 620~640 3.65~3.9255~284(3.80~3.58) ≤300 3.1~3.3 600~620 3.6~3.752.8~3.0 600~62034CrNi3Mo 785271~298 (3.65~3.52) 870~890 油≤250 3.1~3.3 580~600 3.55~3.65*15MnMoVN 490≥217(≤4.1) 960~980 油 ≤105 600~6201Cr12Mo 550229~255(4.0~3.8) 960~980油≤100 670~690 3.80~3.953.0~3.25 710~730355187~229 (4.4~4.0)3.3~3.5 690~7104.10~4.303.0~3.25 680~7001Cr13①440197~229 (4.3~4.0) 1030~1050油≤1003.3~3.5 650~6804.0~4.201Cr12① 440197~229(4.30~4.00) 1030~1050油 ≤100 3.0~3.30 680~710 4.00~4.20 187~2072.8~3.2 720~7402.8~3.0 700~720490217~248 (4.10~3.85) ≤80 3.1~3.2 670~700 3.90~4.102.8~3.0 660~6802Cr13①590235~269 (3.95~3.70) 980~1000油②≤603.1~3.2 650~6603.80~3.90235~269 (3.95~3.70) 空 ≤40 2.6~3.0 650~670590269~302 (3.70~3.50)油 41~1302.6~3.2 640~6603.70~3.90空 ≤40 2.6~3.0 590~610690286~321 (3.60~3.40) 油 41~100 2.6~3.2 580~590 3.50~3.60 3Cr13980~10202.8~3.0 710~730390192~241 (3.90~4.35) ≤100 3.1~3.3 690~7103.90~4.302.8~3.0 700~720490217~248(4.10~3.85) ≤100 3.1~3.3 680~700 3.90~4.052.8~3.0 670~6901Cr11MoV590235~269 (3.95~3.70) 1000~1030油 ≤60 3.1~3.3 660~680 3.80~3.90 590235~269(3.95~3.70) ≤150 3.0~3.4 680~700 3.90~3.70690269~302(3.70~3.50) ≤100 3.0~3.4 660~680 3.55~3.651Cr12W1MoV*735286~331(3.6~3.3) 1000~1050油 3.0~3.2 660~6702Cr12NiMo1W1V760293~331(3.55~3.35) 970~990 油 ≤200 660~680 3.55~3.45≤60 2.8~3.1 670~690590241~277 (3.70~3.50) 61~250 3.2~3.45 670~6803.60~3.80≤60 2.8~3.1 670~68030Cr2MoV735269~302(3.70~3.50) 940~960 油61~150 3.2~3.3 660~6803.55~3.65205≤187 ~1Cr18Ni9Ti 225(≥5.4) 1080~1100⽔ 5.0~5.1 800~820 4.75~4.85≤1871Cr18Ni9Ti 0Cr19Ni9205≥5.41050~1100⽔ ~ZG1Cr13 390187~217(4.40~4.10)1020~1040油梅花试棒~70700~720ZG2Cr13 440197~227(4.30~4.00) 980~1000空叶⽚本体 2.8~2.9 730~740 4.00~4.10ZG1Cr11MoV 490197~227(4.30~4.00 1020~1040油梅花试棒~70 700~720ZG1Cr12W1MoV490197~227(4.30~4.001020~1040油梅花试棒~70700~720精铸叶⽚ZG0Cr19Ni9190 1050~1100⽔ ~ ~注:①采⽤⽇本材料时,淬⽕温度为960~980℃,回⽕温度允许⽐表中温度⾼10~30℃。
(完整)热处理工艺守则
一、热处理代号和材料标注方法(一)热处理代号1. 适用于结构钢和铸件代号:0—自然状态1—正火(或正火+回火)2—退火3—精锻+回火(如精锻或精辊叶片在精锻后只需高温回火)4—淬硬5—调质6—化学热处理(渗碳或氮化)7—除应力(包括活塞环定型处理)9—表面淬火或局部淬火2.适用铸造有色金属和奥氏体钢的代号:0—原始状态1—再结晶退火T—除应力退火T1-人工时效T4—淬火(固溶处理)T5—淬火和不完全时效T6-淬火和完全时效(固溶处理和完全时效到最高硬度)3.压力加工有色金属代号:0—原始状态M—退火C-淬火CZ—淬火和自然时效CS-淬火和人工时效(二)材料的标注方法:1.零件的材料或毛坯(包括铸锻件)如不作任何处理,也不作机械性能检查,则只标材料牌号(其热处理代号“0”在图纸上不标注)如:A3,20,35,ZQSn6—6-3。
2.零件的材料或毛坯在热处理后,不作硬度及机械性能检查者则只标注材料牌号和热处理代号:如:45-1,若有几种热处理,可用热处理代号按工艺路线顺序逐项填写:如:15CrMoA-1+7。
3.有些材料的技术条件,有几种检查组别,但强度等级只有一种或可按材料截面尺寸来决定强度等级,只注明材料牌号,热处理代号和检查组别:如:45—5(Ⅱ) 35CrMoA—5(Ⅱ)4.有些材料的技术条件,有几种组别,在同一热处理状态中有不同的强度等级,则注明材料牌号、热处理代号强度等级和检查组别,不需要规定检查组别时,检查组别可省略。
25Cr2MoVA-5 25Cr2MoVA-5如:735—Ⅲ 7355。
有些零件或者是比较重要或者是技术要求比较复杂,用上述标注方法不能说明全部要求者,则应注明标准号,在同一热处理状态中有不同的强度级别时,还应注明强度级别。
35CrMoA-5 35CrMoA-5如:Q/CCF M 3003-2003 590×Q/CCF M 3003—20036。
大锻件如叶轮、铸造轴、整体转子等的材料标注方法钢号锻件级别×标准编号7。
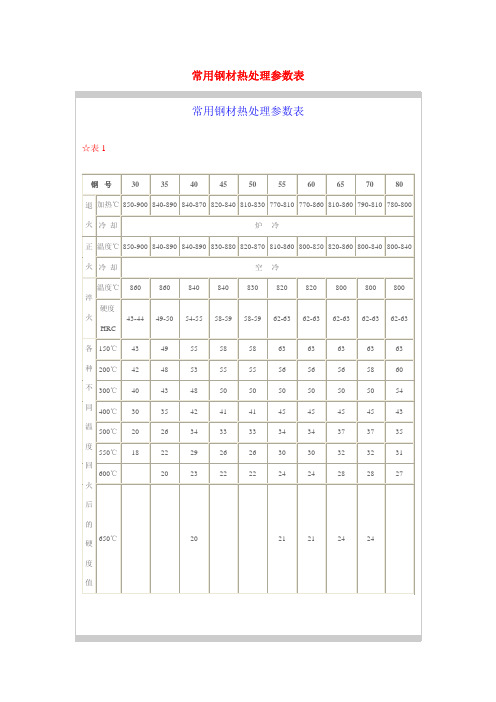
常用钢材热处理参数表
火 等温℃
炉冷
710
炉冷
正 温度℃ 火 冷却
900-950 900-950
900-950 870-880
空冷
930-950
温度℃ 980
880
840 820
淬
硬度
火
61-64 58-60 >62
65
HRC
840
860 800
800 840
53-58 62-66 62 62-64 62-65
150℃ 63
810-870 800-870 780-800 炉冷
850-870
正 温度℃ 820-860 820-860 830-860 850-880
火 冷却
空冷
温度℃ 淬
硬度 火
HRC
810 57-64
810 57-64
870 >60
860 56-62
880 54-56
880 950 1050 1130 58-60 60-62 62-63 42-45
各 150℃ 61
61
61
56
54
59
60
63
42
种 200℃ 58
58
60
55
52
58
59
62
42
不 300℃ 54
54
56
51
48
53
58
59
43
同 400℃ 47
47
51
49
42
48
57
57
44
温 500℃
39
39
43
45
39
42
54
55
48
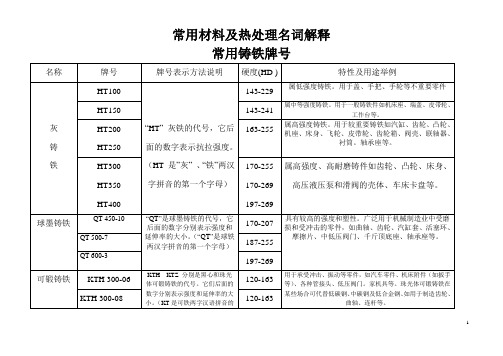
常用材料及热处理名词解释
曲轴、摇杆、拉杆、键、销、螺栓、转轴齿轮、齿条、链轮、凸轮、轧辊、曲柄轴齿轮、轴、联轴器、衬套、活塞销、链轮活塞杆、齿轮、不重要的弹簧
齿轮、连杆、扁弹簧、轧辊、偏心轮、轮圈、轮缘
叶片、弹簧
1.数字表示钢中平均含碳量的万分数,例如45表示平均含碳量为0.45%
2.序号表示抗拉强度、硬度依次增加,延伸率依次降低
30Mn
40Mn
50Mn
60Mn
螺栓、杠杆、制动板
用于承受疲劳载荷零件:轴、曲轴、万向联轴器
用于高负荷下耐磨的热处理零件:齿轮、凸轮、摩擦片弹簧、发条
含锰量0.7%~1.2%的优质碳素钢
合金结构钢
铬钢
15Cr
20Cr
30Cr
40Cr
45Cr
渗碳齿轮、凸轮、活塞销、离合器较重要的渗碳件
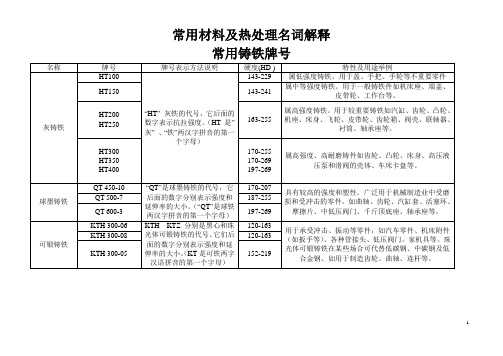
常用材料及热处理名词解释
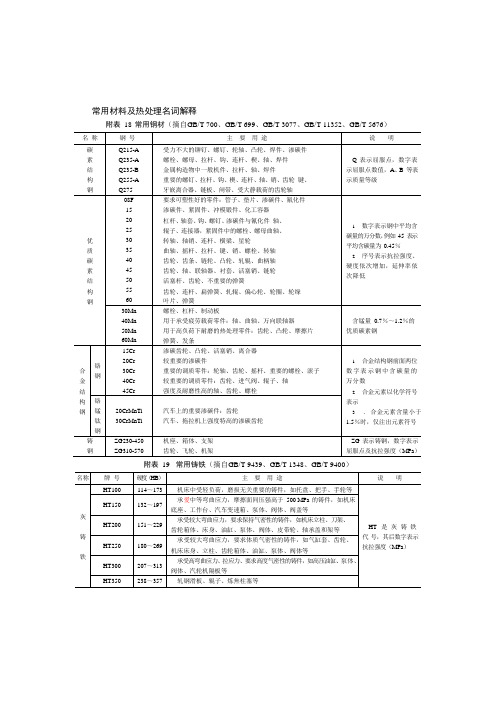
附表18常用钢材(摘自GB/T 700、GB/T 699、GB/T 3077、GB/T 11352、GB/T 5676)
名称
钢号
主要用途
说明
碳素结构钢
Q215-A Q235-A Q235-B Q255-A Q275
受力不大的铆钉、螺钉、轮轴、凸轮、焊件、渗碳件螺栓、螺母、拉杆、钩、连杆、楔、轴、焊件
汽车、拖拉机上强度特高的渗碳齿轮
铸
钢
ZG230-450
ZG310-570
机座、箱体、支架
齿轮、飞轮、机架
ZG表示铸钢,数字表示
屈服点及抗拉强度(MPa)
附表19常用铸铁(摘自GB/T 9439、GB/T 1348、GB/T 9400)
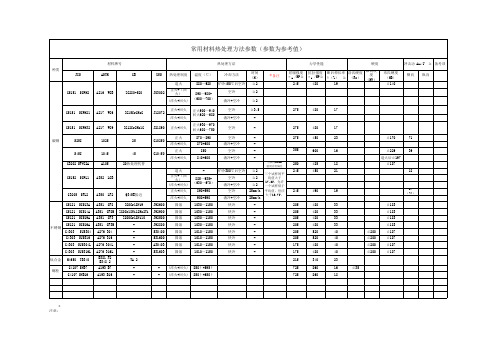
常用金属材料热处理方法

GB/T 1220 ASTM A564
淬火+回火 淬火+回火
固溶 固溶 固溶 固溶 淬火+回火 淬火+回火
淬火+回火 淬火+回火 淬火+回火
固溶 固溶 淬火+回火 淬火+回火 正火+回火
空冷 空冷
1.硬度HB167~HB229; 2.要符合NACE要求,需进行二次回火; 3.调质处理(淬火+回火,硬度HB240~HB270)。
固溶
1040℃~1100℃
水冷 硬度≤HB237
固溶 固溶 固溶 固溶+稳定化处理
淬火+回火
淬火+回火
1040℃~1080℃
1040℃~1080℃
111180℃~1210℃
1150℃~1180℃
910℃~930℃
1150℃~1180℃水冷到 940℃~990℃保温再水冷
1180℃~1210℃
680℃±10℃
淬火850℃~880℃ 回火700℃±15℃ 1120℃~1150℃炉冷到 1020℃,然后水冷 1120℃~1150℃炉冷到 1050℃,然后水冷
LC1
ASTM A182
ASTM A182 ASTM A182 ASTM A182 ASTM A182 ASTM A182 ASTM A350 ASTM A350 ASTM A351 ASTM A352 ASTM A352
常用金属材料热处理方法
热处理方式 正火 正火
固溶+沉淀硬化
常用材料热处理
种类 JIS
材料牌号
ASTM
GB
G5151 SCPH2 A216 WCB
ZG280-520
热处理方法
UNS 热处理制度 温度(℃)
冷却方法
J03002
退火 正火+(回
火)
(淬火+回火)
880~920 炉冷450℃后空冷
890~980+ (600~700)
空冷 液冷+空冷
G10250
淬火+回火
870+600
液冷+空冷
-
275
450
S45C
1045
正火
850
空冷
-
45
G10450
淬火+回火
840+600
液冷+空冷
-
355
600
G3202 SFVC2A
A105
20热处理代替
方法同SCPH2 温度存有偏差
250
485
G5152 SCPL1 A352 LCB
G3205 SFL2 A350 LF2
TA 2
175
480
215
340
G4107 SNB7
A193 B7
-
螺栓
G4107 SNB16 A193 B16
-
- (淬火+回火) 850↑+595↑ - (淬火+回火) 850↑+650↑
725
860
725
860
17
17
23
≦170
71
16
≦229
39
退火后≦197
常用材料及热处理名词解释
不经热处理可用于中等载荷的零件,如拉杆、轴、套筒、钩子等。经调质处理后适用于强度及韧性要求较高的零件如传动轴等。
普通含锰钢
15
用于强度要求较高的零件。通常在调质或正火后使用。用于制造齿轮,机床主轴,花键轴,联轴器等。由于它淬透性差,因此截面大的零件很少采用。
60
这是一种强度和弹性相当高的钢。用于制造连杆,轧辊。弹簧、轴等。
硬度测定是为了检验材料经热处理后的机械性能—硬度
用于经退火、正火、调质的零件及铸件的硬度检查。
HRC洛氏硬度
用于经淬火、回火及表面化学热处理的零件的硬度检查。
HV维氏硬度
特别适用于薄层硬化零件的硬度检查。
HT200
HT250
163-255
属高强度铸铁。用于较重要铸铁如汽缸、齿轮、凸轮、机座、床身、飞轮、皮带轮、齿轮箱、阀壳、联轴器、衬筒。轴承座等。
HT300
HT350
HT400
170-255
170-269
197-269
属高强度、高耐磨铸件如齿轮、凸轮、床身、高压液压泵和滑阀的壳体、车床卡盘等。
球墨铸铁
冰冷处理
冰冷处理
将淬火钢继续冷却至室温以下的处理方法
进一步提高硬度,耐磨性并使其尺寸趋于稳定
用于滚动轴承的钢球、量规等。
发蓝发黑
发蓝发黑
氧化处理。用加热方法使一件表面形成一层氧化铁所组成的保护必薄膜。
防腐蚀,美观
用于一般常见的紧固件
硬度
HB布氏硬度
材料抵抗硬的物体压入零件表面的能力称”硬度”。根据测定方法不同,可以分布氏硬度,洛氏硬度、维氏硬度等。
A6
A7
延伸率低,拉拉强度高,耐磨性好,焊接性不够好。用于制造不重要的轴、键。弹簧等。
常用材料及热处理名词解释及钢临界点(全)
常用材料及热处理名词解释常用铸铁牌号常用钢材牌号热处理名词解释钢的临界点(1)Ac1 钢加热时,开始形成奥氏体的温度。
(2)Ac3 亚共析钢加热时,所有铁素体都转变为奥氏体的温度。
(3)Ac4 低碳亚共析钢加热时,奥氏体开始转变为δ相的温度。
(4)Accm 过共析钢加热时,所有渗碳体和碳化物完全溶入奥氏体的温度。
(5)Arl 钢高温奥氏体化后冷却时,奥氏体分解为铁素体和珠光体的温度。
(6)Ar3 亚共析钢高温奥氏体化后冷却时,铁素体开始析出的温度。
(7)Ar4 钢在高温形成的δ相在冷却时,开始转变为奥氏体的温度。
(8)Arcm 过共析钢高温完全奥氏体化后冷却时,渗碳体或碳化物开始析出的温度。
(9)A1 也写做Ae1,是在平衡状态下,奥氏体、铁素体、渗碳体或碳化物共存的温度,也就是一般所说的下临界点。
(10)A3 也写做Ae3,是亚共析钢在平衡状态下,奥氏体和铁素体共存的最高温度,也就是说亚共析钢的上临界点。
(11)A4 也写做Ae4,是在平衡状态下,δ相和奥氏体共存的最低温度。
(12)Acm 也写做Aecm,是过共析钢在平衡状态下,奥氏体和渗碳体或碳化物共存的最高温度,也就是过共析钢的上临界点。
(13)Mb 马氏体爆发形成温度,以Mb表示(Mb≤MS)。
当奥氏体过冷至MS点以下时,瞬间爆发式形成大量马氏体,并伴有响声,同时释放相变潜热,使温度回升。
(14)Md 马氏体机械强化稳定化临界温度。
(15)MF 马氏体相变强化临界温度。
(16)Mf 有的文献以Mf表示奥氏体转变为马氏体的终了温度。
(17)MG 奥氏体发生热稳定化的一个临界温度。
(18)MS 钢奥氏体化后冷却时,其中奥氏体开始转变为马氏体的温度,符号中的“S”是“始”字汉语拼音第一个字母,也就是俄文书籍中的MH和英文书籍中的MS。
(19)MZ 奥氏体转变为马氏体的终了温度,符号中的“Z”是“终”字的汉语拼音第一个字母,也就是俄文书籍中的MK和英文书籍中的Mf。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用金属材料及热处理代号
硬度
材料牌号 图纸热处理标注
HB HRc
热处理目的
Q235-A ─ 不热处理
16Mn─ 不热处理
渗碳淬硬S-C59 表面≥59表面耐磨,心部韧性高,去碳处可钻孔
20 20Cr 渗碳高频淬硬
S-G59
表面≥59表面耐磨,心部韧性高,不淬硬处可钻孔正火Z ≤230 组织均匀化,消除应力
调质T235 220~250提高性能,改善组织
调质T265 250~280提高性能,改善组织
淬硬C35 30~40 变形小,硬度略提高
淬硬C42 40~45 提高强度和耐磨性,有一定的韧性 淬硬C48 45~50 提高强度和耐磨性,有一定的韧性高频淬硬G48 表面45~50表面耐磨,心部韧性高,变形小
45
40Cr
高频淬硬G52 表面50~55表面耐磨,心部韧性高,变形小
调质T265 250~280提高性能,改善组织
38CrMoAlA
氮化D900 HV≥850 提高表面硬度及耐磨性,耐疲劳,耐腐蚀性能
退火Th ≤230 降低硬度 65Mn
60Si2MnA
50CrVA 淬硬C42 40~45 提高强度和弹性
退火Th ≤230 降低硬度 GCr15
淬硬C59 ≥59 提高硬度和耐磨性
退火Th ≤230 降低硬度 T8A
淬硬C58 55~60 提高硬度和耐磨性
退火Th ≤230 降低硬度 T10A
T12A 淬硬C62 ≥62 提高硬度和耐磨性
退火Th ≤255 降低硬度 9SiCr
Cr12MoV
W18Cr4V 淬硬C62 ≥62 提高硬度和耐磨性 HT100
HT200
HT250
热时效去应力
QT400-15
QT600-3
热时效去应力
ZG200-400
ZG270-500
正火Z
ZCuSn5Pb5Zn5 ─不热处理 ZAlSi7Mg ─不热处理 T2 ─不热处理
H62 ─不热处理
L2 ─不热处理。