常用材料及热处理
常见材料热处理方法
常见材料热处理方法部份材料热处理方法一、45 钢调质:1. 正常情况下加热温度在 810,840?之间:只要充分奥氏体化,加热温度越低越好。
2. 冷却中应注意的问题:热处理生产中最重要的一环就是冷却,很多热处理缺陷都产生在冷却中。
如:开裂、硬度不足、变形超差、局部有软点等等。
?出炉时不要慌忙,有时为怕不能淬硬而手忙脚乱。
只要不低于Ar3,是不会析出铁素体而影响表面硬度的。
?水温在冷却中相当重要,要严格控制水温不要超过 30?,若超过 30?,析出铁素体将是不可避免的,任你此后将工件冷透,硬度很难高于 300HB。
因此要严格控制水温不要超过 30?。
?工件入水后要不停的在水中移动,以快速破裂蒸汽膜而提高 500?以上的冷却速度,从而避免析出铁素体或珠光体,进而影响工件最终硬度。
?为避免复杂工件开裂,温度低于 300?以下可以出水空冷一会再水冷,当工件温度不超过 150?出水回火。
3. 严格按 45 钢的回火温度回火:一般取中偏下的回火温度,按 HRC=62-T×T/9000 进行计算,并结合每台炉子自身温差及淬火情况进行适当调整。
4. 其它注意事项:?对于小件,特别是 30mm 以下的工件,要注意淬裂的问题。
45 钢仍然可能开裂,在硬度要求不太高时,可以选择油淬。
?除严格按规定的温度回火外,应根据实际淬火情况调整回火参数。
?对于批量较大且要求硬度较高的小件,要特别注意在水中的搅动问题,以增加冷却能力。
否则,返工不可避免。
?选择合适的电炉,确保加热时间不可过长,长时间加热并不利于提高工件硬度。
二、合金结构钢调质:1. 合金结构钢调质:可以参照上面的要求。
应注意的是:由于加入合金元素,C 曲线不同程度右移,甚至改变了形状;提高了珠光体的稳定性,提高了钢的淬透性和淬硬性,淬裂倾向增加。
因此,对相同含碳量来说,各临界点有所升高,加热温度要略高一些,保温时间要适当延长,便于合金碳化物的分解;淬火冷却时要适当缩短水冷时间,增加空冷时间,从而避免开裂。
常用材料热处理及热处理代号

常用金属材料及热处理代号硬度材料牌号 图纸热处理标注HB HRc热处理目的Q235-A ─ 不热处理16Mn─ 不热处理渗碳淬硬S-C59 表面≥59表面耐磨,心部韧性高,去碳处可钻孔20 20Cr 渗碳高频淬硬S-G59表面≥59表面耐磨,心部韧性高,不淬硬处可钻孔正火Z ≤230 组织均匀化,消除应力调质T235 220~250提高性能,改善组织调质T265 250~280提高性能,改善组织淬硬C35 30~40 变形小,硬度略提高淬硬C42 40~45 提高强度和耐磨性,有一定的韧性 淬硬C48 45~50 提高强度和耐磨性,有一定的韧性高频淬硬G48 表面45~50表面耐磨,心部韧性高,变形小4540Cr高频淬硬G52 表面50~55表面耐磨,心部韧性高,变形小调质T265 250~280提高性能,改善组织38CrMoAlA氮化D900 HV≥850 提高表面硬度及耐磨性,耐疲劳,耐腐蚀性能退火Th ≤230 降低硬度 65Mn60Si2MnA50CrVA 淬硬C42 40~45 提高强度和弹性退火Th ≤230 降低硬度 GCr15淬硬C59 ≥59 提高硬度和耐磨性退火Th ≤230 降低硬度 T8A淬硬C58 55~60 提高硬度和耐磨性退火Th ≤230 降低硬度 T10AT12A 淬硬C62 ≥62 提高硬度和耐磨性退火Th ≤255 降低硬度 9SiCrCr12MoVW18Cr4V 淬硬C62 ≥62 提高硬度和耐磨性 HT100HT200HT250热时效去应力QT400-15QT600-3热时效去应力ZG200-400ZG270-500正火ZZCuSn5Pb5Zn5 ─不热处理 ZAlSi7Mg ─不热处理 T2 ─不热处理H62 ─不热处理L2 ─不热处理。
常用材料热处理工艺参数

常用材料热处理工艺参数
常用材料的热处理工艺参数取决于材料的组织性能要求、工艺性能要
求和使用条件等因素。
下面以几种常见的材料为例,介绍一些主要的热处
理工艺参数。
碳钢是一种普遍使用的金属材料,其热处理工艺参数包括淬火温度、
回火温度、保温时间等。
一般来说,碳钢的淬火温度在800℃至900℃之间,回火温度在150℃至500℃之间。
保温时间通常为1小时到3小时。
不锈钢是一类具有良好耐腐蚀性能的材料,其热处理工艺参数包括退
火温度、固溶温度和时效温度。
退火温度一般在800℃至900℃之间,固
溶温度在1000℃至1200℃之间,时效温度在500℃至700℃之间。
保温时
间通常为1小时到5小时。
铝合金是一种轻质高强度的材料,其热处理工艺参数包括固溶温度、
时效温度和时效时间等。
固溶温度一般在480℃至520℃之间,时效温度
在150℃至250℃之间。
时效时间一般为1小时至10小时。
铜合金是一种导电性能良好的材料,其热处理工艺参数包括固溶温度、时效温度和时效时间等。
固溶温度一般在800℃至950℃之间,时效温度
在300℃至550℃之间。
时效时间一般为1小时至10小时。
上述只是对于不同材料几种常见的热处理工艺参数进行了简单的介绍,实际工艺参数还需要根据具体材料的特性和要求进行调整。
同时,热处理
工艺参数的选择也应考虑到工艺设备和生产成本等因素。
在实际应用中,
可以通过试验和实践来确定最佳的热处理工艺参数。
常用材料及热处理名词解释
曲轴、摇杆、拉杆、键、销、螺栓、转轴齿轮、齿条、链轮、凸轮、轧辊、曲柄轴齿轮、轴、联轴器、衬套、活塞销、链轮活塞杆、齿轮、不重要的弹簧
齿轮、连杆、扁弹簧、轧辊、偏心轮、轮圈、轮缘
叶片、弹簧
1.数字表示钢中平均含碳量的万分数,例如45表示平均含碳量为0.45%
2.序号表示抗拉强度、硬度依次增加,延伸率依次降低
30Mn
40Mn
50Mn
60Mn
螺栓、杠杆、制动板
用于承受疲劳载荷零件:轴、曲轴、万向联轴器
用于高负荷下耐磨的热处理零件:齿轮、凸轮、摩擦片弹簧、发条
含锰量0.7%~1.2%的优质碳素钢
合金结构钢
铬钢
15Cr
20Cr
30Cr
40Cr
45Cr
渗碳齿轮、凸轮、活塞销、离合器较重要的渗碳件
常用材料及热处理名词解释
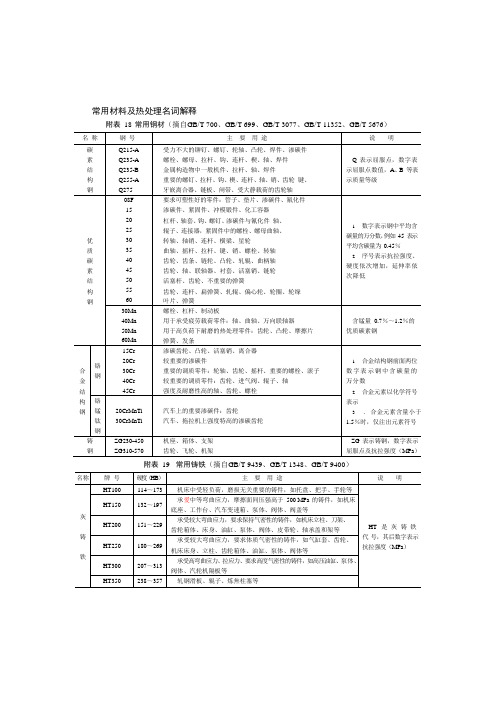
附表18常用钢材(摘自GB/T 700、GB/T 699、GB/T 3077、GB/T 11352、GB/T 5676)
名称
钢号
主要用途
说明
碳素结构钢
Q215-A Q235-A Q235-B Q255-A Q275
受力不大的铆钉、螺钉、轮轴、凸轮、焊件、渗碳件螺栓、螺母、拉杆、钩、连杆、楔、轴、焊件
汽车、拖拉机上强度特高的渗碳齿轮
铸
钢
ZG230-450
ZG310-570
机座、箱体、支架
齿轮、飞轮、机架
ZG表示铸钢,数字表示
屈服点及抗拉强度(MPa)
附表19常用铸铁(摘自GB/T 9439、GB/T 1348、GB/T 9400)
常用模具材料及热处理

常用模具材料及热处理常用的模具材料有许多种,每一种材料都具有独特的特点和适用范围。
而热处理则是在模具制造过程中必不可少的一步,可以提高材料的硬度、强度和耐磨性,从而提高模具的使用寿命。
以下是几种常用的模具材料和热处理方法。
一、常用的模具材料:1.铝合金:铝合金具有良好的导热性能和成型性能,重量轻,价格便宜。
适用于制造小型模具或高精度的塑料模具。
2.铝青铜:铝青铜具有良好的导热性能、耐磨性能和耐腐蚀性能,适用于制造高速冲压模和注塑模。
3.铜合金:铜合金具有良好的导热性能和热膨胀系数,适用于制造大型的冲压模和注塑模。
4.微晶玻璃钢:微晶玻璃钢具有高强度、耐磨性和抗腐蚀性能,适用于制造大型的冲压模和注塑模。
5.构造钢:构造钢具有高强度和耐磨性能,适用于制造大型的冲压模。
6.热作模具钢:热作模具钢具有优良的耐热性和抗热疲劳性能,适用于制造高温下工作的模具。
7.不锈钢:不锈钢具有良好的耐腐蚀性能和高温强度,适用于制造化学模具和食品模具。
二、热处理方法:1.淬火:淬火是常用的热处理方法之一,通过迅速冷却材料,使其获得高硬度和高强度。
淬火温度和冷却介质根据材料的不同而不同。
2.回火:回火是淬火后的一个步骤,通过加热材料到一定温度并保持一段时间,降低材料的硬度和脆性,提高其抗冲击性和韧性。
3.淬火回火:将材料先进行淬火然后回火的组合处理,既能获得高硬度也能提高韧性。
4.预淬火:预淬火是在热处理之前先进行一次淬火,然后再进行其他热处理工艺,可以提高热处理的效果。
5.淬火再回火:在完全淬火和回火的基础上,再进行一次淬火和回火,以进一步提高材料的性能。
6.等温淬火:将材料加热到一个特定温度并保持一段时间,然后进行快速冷却,可以使材料获得均匀细小的组织和高硬度。
7.渗碳:通过在材料表面渗入一定的碳元素,提高材料的表面硬度和耐磨性。
总结:常用的模具材料有铝合金、铝青铜、铜合金、微晶玻璃钢、构造钢、热作模具钢和不锈钢等。
热处理方法包括淬火、回火、预淬火、淬火回火、等温淬火、淬火再回火和渗碳等。
常用材料及零件热处理

常用材料及零件热处理
3.表面热处理方法特点和应用
表面热处理是通过改变零件表层组织,以获得硬度很高的马氏体,而保留心部韧性和朔性(即表面火),或同时表层的化学成分,以获得耐蚀、耐酸、耐碱性,及表层硬度更高的处理方法。
6.钢的淬透性
不同的钢种,接受淬火的能力不同,淬透层深度愈大,表明该钢种的淬透性愈好。
淬透性大的钢,其力学性能沿截面分布均匀;而淬透性小的钢心部力学性能低。
但全部淬透的工件,通常表面残留拉应力,对工件承受疲劳不利,工件热处理中也易变形开裂。
未淬透工件表面可残留压应力,反而有一定好处。
淬透层深度是指由淬火表面马氏体---50%马氏体+50%珠光体层的深度。
碳钢的淬透性低。
在设计大尺寸零件时,用碳钢正火比用碳钢调质更经济,而效果相似。
直径较大并具有几个台阶的台阶轴,需经调质处理时,考虑到淬透性影响,应先粗车成形,然后调质。
如果以棒料先调质,再车外圆,由于直径大,表面淬透层浅,阶梯轴尺寸较小的部分调质后的组织在粗车时可能被车去,起不到调质作用。
7.几种典型零件热处理示例
机床齿轮等零件常用材料及热处理。
常用材料及热处理名词解释
不经热处理可用于中等载荷的零件,如拉杆、轴、套筒、钩子等。经调质处理后适用于强度及韧性要求较高的零件如传动轴等。
普通含锰钢
15
用于强度要求较高的零件。通常在调质或正火后使用。用于制造齿轮,机床主轴,花键轴,联轴器等。由于它淬透性差,因此截面大的零件很少采用。
60
这是一种强度和弹性相当高的钢。用于制造连杆,轧辊。弹簧、轴等。
硬度测定是为了检验材料经热处理后的机械性能—硬度
用于经退火、正火、调质的零件及铸件的硬度检查。
HRC洛氏硬度
用于经淬火、回火及表面化学热处理的零件的硬度检查。
HV维氏硬度
特别适用于薄层硬化零件的硬度检查。
HT200
HT250
163-255
属高强度铸铁。用于较重要铸铁如汽缸、齿轮、凸轮、机座、床身、飞轮、皮带轮、齿轮箱、阀壳、联轴器、衬筒。轴承座等。
HT300
HT350
HT400
170-255
170-269
197-269
属高强度、高耐磨铸件如齿轮、凸轮、床身、高压液压泵和滑阀的壳体、车床卡盘等。
球墨铸铁
冰冷处理
冰冷处理
将淬火钢继续冷却至室温以下的处理方法
进一步提高硬度,耐磨性并使其尺寸趋于稳定
用于滚动轴承的钢球、量规等。
发蓝发黑
发蓝发黑
氧化处理。用加热方法使一件表面形成一层氧化铁所组成的保护必薄膜。
防腐蚀,美观
用于一般常见的紧固件
硬度
HB布氏硬度
材料抵抗硬的物体压入零件表面的能力称”硬度”。根据测定方法不同,可以分布氏硬度,洛氏硬度、维氏硬度等。
A6
A7
延伸率低,拉拉强度高,耐磨性好,焊接性不够好。用于制造不重要的轴、键。弹簧等。
常用金属材料热处理规范
常用金属材料热处理规范热处理是指通过加热、保温和冷却等工艺方法,使金属材料在固态下发生化学、物理或机械性能变化的过程。
热处理可以提高金属材料的硬度、强度、韧性、耐磨性等性能,从而满足具体的应用要求。
下面将介绍几种常用金属材料的热处理规范。
1.碳钢的退火处理碳钢是最常见的金属材料之一,经过退火处理后可以提高其塑性和韧性。
通常将碳钢加热至800-900°C,保温时间由材料厚度决定,通常是每25mm厚度增加1小时。
然后将材料冷却到室温,这样可以得到具有良好塑性和韧性的碳钢。
2.不锈钢的固溶处理不锈钢具有优良的耐腐蚀性能,但在焊接后会出现晶间腐蚀的问题。
固溶处理是为了解决晶间腐蚀问题而进行的热处理过程。
通常将不锈钢加热至1050-1150°C,保温时间取决于材料的厚度。
然后将材料迅速冷却到室温,这样可消除晶界处的过饱和元素,减少晶界的碳化物析出,从而提高不锈钢的耐腐蚀性能。
3.铸铁的正火处理铸铁是一种含碳量较高的金属材料,通过正火处理可以提高其硬度和强度。
通常将铸铁加热至850-950°C,保温时间由材料的厚度决定,通常是每25mm厚度增加1小时。
然后将材料冷却到室温。
正火处理可以改善铸铁的组织和性能,提高其机械性能。
4.铝合金的时效处理铝合金具有良好的强度和韧性,但在加工过程中可能会出现软化现象。
时效处理是为了提高铝合金的强度和稳定性的热处理过程。
通常将铝合金加热至150-200°C,保温时间由材料的合金组成决定,通常是几小时至几十小时。
然后将材料迅速冷却到室温。
以上是几种常用金属材料的热处理规范,不同的金属材料可能需要不同的热处理工艺。
在进行热处理时,需要严格控制加热温度、保温时间和冷却速度等参数,以保证热处理的效果。
同时,需要根据具体应用要求选择适当的热处理工艺,以获得期望的材料性能。
常用材料及热处理名词解释及钢临界点(全)
常用材料及热处理名词解释常用铸铁牌号常用钢材牌号热处理名词解释钢的临界点(1)Ac1 钢加热时,开始形成奥氏体的温度。
(2)Ac3 亚共析钢加热时,所有铁素体都转变为奥氏体的温度。
(3)Ac4 低碳亚共析钢加热时,奥氏体开始转变为δ相的温度。
(4)Accm 过共析钢加热时,所有渗碳体和碳化物完全溶入奥氏体的温度。
(5)Arl 钢高温奥氏体化后冷却时,奥氏体分解为铁素体和珠光体的温度。
(6)Ar3 亚共析钢高温奥氏体化后冷却时,铁素体开始析出的温度。
(7)Ar4 钢在高温形成的δ相在冷却时,开始转变为奥氏体的温度。
(8)Arcm 过共析钢高温完全奥氏体化后冷却时,渗碳体或碳化物开始析出的温度。
(9)A1 也写做Ae1,是在平衡状态下,奥氏体、铁素体、渗碳体或碳化物共存的温度,也就是一般所说的下临界点。
(10)A3 也写做Ae3,是亚共析钢在平衡状态下,奥氏体和铁素体共存的最高温度,也就是说亚共析钢的上临界点。
(11)A4 也写做Ae4,是在平衡状态下,δ相和奥氏体共存的最低温度。
(12)Acm 也写做Aecm,是过共析钢在平衡状态下,奥氏体和渗碳体或碳化物共存的最高温度,也就是过共析钢的上临界点。
(13)Mb 马氏体爆发形成温度,以Mb表示(Mb≤MS)。
当奥氏体过冷至MS点以下时,瞬间爆发式形成大量马氏体,并伴有响声,同时释放相变潜热,使温度回升。
(14)Md 马氏体机械强化稳定化临界温度。
(15)MF 马氏体相变强化临界温度。
(16)Mf 有的文献以Mf表示奥氏体转变为马氏体的终了温度。
(17)MG 奥氏体发生热稳定化的一个临界温度。
(18)MS 钢奥氏体化后冷却时,其中奥氏体开始转变为马氏体的温度,符号中的“S”是“始”字汉语拼音第一个字母,也就是俄文书籍中的MH和英文书籍中的MS。
(19)MZ 奥氏体转变为马氏体的终了温度,符号中的“Z”是“终”字的汉语拼音第一个字母,也就是俄文书籍中的MK和英文书籍中的Mf。
常用材料热处理表面处理
常用材料热处理表面处理1. 引言1.1 热处理的概念热处理是指通过对金属材料进行加热和冷却过程,以改变其结构和性能的方法。
热处理是金属材料加工中非常重要的一环,可以显著提高材料的硬度、强度、韧性和耐磨性等性能,同时也可以改善材料的加工性能和使用寿命。
热处理的原理是通过控制材料的组织结构来控制材料的性能,通过调整材料的晶粒大小、分布和相变来实现这一目的。
在实际生产中,热处理通常包括退火、正火、淬火和回火等工艺,每种工艺都有不同的加热温度、保温时间和冷却速度要求,以实现不同的材料性能要求。
热处理过程中需要严格控制各个参数,以确保获得理想的材料性能。
热处理不仅可以提高材料的整体性能,还可以为表面处理提供基础。
表面处理是指通过改变材料表面的化学、物理性质来增强其表面硬度、耐磨性、耐腐蚀性等性能的方法。
热处理和表面处理往往结合应用,共同提升材料的整体性能。
在工程领域中,热处理和表面处理被广泛应用于各种金属制品的生产和加工过程中。
1.2 表面处理的重要性表面处理作为热处理的重要环节之一,在材料加工领域扮演着至关重要的角色。
通过表面处理,可以改善材料的表面性能,增强其耐磨、耐腐蚀、耐疲劳等性能,延长材料的使用寿命。
表面处理还可以提高材料的工艺加工性能,使其更易加工、更具韧性。
表面处理还可以美化材料的外观,提升产品的市场竞争力。
在今天日益激烈的市场竞争中,产品质量和性能要求越来越高,而表面处理正是满足这些要求的关键技术之一。
通过合理选择表面处理方法,可以使产品具有更好的耐用性和功能性,从而提高产品的附加值和市场竞争力。
表面处理不仅是材料加工领域中的一个重要环节,更是现代制造业中不可或缺的一部分。
通过对表面处理的深入研究和应用,可以进一步推动材料加工技术的发展,推动产品质量的提升,推动整个行业的进步和发展。
2. 正文2.1 热处理常用材料热处理常用材料包括钢、铝、铜、镍等金属材料以及塑料、陶瓷等非金属材料。
钢是最常见的热处理材料之一,通过控制加热和冷却过程可以改变钢的组织和性能,使其具有不同的硬度、强度和耐腐蚀性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用模具材料及热处理一.冲压模
1.冲模工作零件常用材料及硬度要求
二塑料模
1.塑料模工作零件常用材料及热处理工艺
三.压铸模
四.常用塑料种类
ABS:俗名工程塑料,可用于连接件、座椅背、座板,它是塑料中能进行电镀(水镀)主要原料。
PP:俗名聚丙烯,用于五星脚、扶手、脚垫以及强度要求不高连接件。
缺点:耐磨性差、表面硬度低。
PVC:俗名聚氯乙烯,主要用于封边件、插条件。
它适应于挤出成型,同时PVC材料属塑料件中不燃材料,加工成型温度稳定性差、特别是颜色的稳定性不好。
PU:俗名聚氨酯。
主要用于扶手(发泡)配件。
POM:俗名赛钢。
主要用于耐磨件如脚垫、脚轮、门铰、合页等。
性能耐磨、耐压、但尺寸稳定性较差。
PA:俗名尼龙。
主要用做脚垫、五星爪、脚轮等耐磨、寿命要求高的地方。
特点:耐磨、耐压、高强度室内使用寿命长,个别型号如PA66耐高温达2200,缺点是在太阳底下晒易改变性能、易断、耐候性差。
PMMA:有机玻璃(俗称亚加力)。
塑料中有五种透明材料,而PMMA是其中一种透明度最高,工件切割时有醋酸味,加工变形容易,用开水浸泡能整形变弯。
缺点:表面易划伤,硬度偏低,弯曲时容易龟裂,价格比ABS高20%以上。
PC:俗称聚碳酸酯。
该品种也属透明材料,表面硬度高、耐划伤、耐冲击力强、强度高、耐候性好(即不怕阳光照射)。
家具中屏风隔板阳光板便是此材料中空挤塑成型。
特点:价格成本高,比PMMA高约40%左右。
PE
PC
40Cr ABS
pvc 塑料颗
粒
CR12:常用冷作模具钢,热处理的硬度是根据工作要求来讲的,CR12耐磨但脆性大点,一般使用都是60HRC左右。
不锈钢:3Cr13
标准:GB/T 1220-1992
●特性及适用范围:
比 2Cr13淬火后的硬度高,作刃具、喷嘴、阀座、阀门等。
●化学成份:
碳 C :0.26~0.35
硅 Si:≤1.00
锰 Mn:≤1.00
硫 S :≤0.030
磷 P :≤0.035
铬 Cr:12.00~14.00
镍 Ni:允许含有≤0.60
●力学性能:
抗拉强度σ b (MPa):淬火回火,≥735
条件屈服强度σ0.2 (MPa):淬火回火,≥540
伸长率δ 5 (%):淬火回火,≥12
断面收缩率ψ(%):淬火回火,≥40
冲击功 Akv (J):淬火回火,≥24
硬度:退火,≤235HB;淬火回火,≥217HB
●热处理规范及金相组织:
热处理规范:1)退火,800~900℃缓冷或约750℃快冷;2)淬火,920~980℃油冷;3)回火,600~750℃快冷。
金相组织:组织特征为马氏体型。