卷绕式锂离子电池设计规范
锂离子电池芯体卷绕设备的设计与分析
190
1\13011111617 0681^11 &
第 10期 2009 年 10 月
文 章 编 号 :1001-3997(2009)10-0190-02
锂离子电池芯体卷绕设备的设计与分析
肖艳春赵庚张宇 (河北工业大学机械学院,天 津 300130〕
811*1101111*31 06 519 门 3 门亡 3113178 18 0 于1116 1^011111011 00|1|||31710111 1〇「11111111171 1011 匕3 打6 「163
2 锂离子电池芯体卷绕设备的结构设计
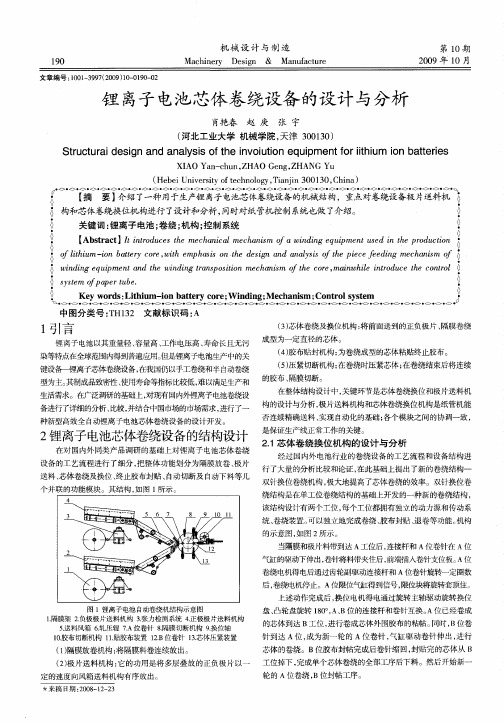
在对国内外同类产品调研的基础上对锂离子电池芯体卷绕 设备的工艺流程进行了细分,把整体功能划分为隔膜放卷、极片 送料、芯体卷绕及换位、终止胶布封贴、自动切断及自动下料等几
1.隔 膜 架 负 极 极 片 送 料 机 构 3^张 力 检 测 系 统 I 正 极 极 片 送 料 机 构 5^送 料 风 箱 6 轧 压 辊 7』 位 卷 针 隔 膜 切 断 机 构 1 换 位 轴
0 ^ 1111x111111-1071 6 (2 1 1 6 ^ 0 0 ^6 ^101111 6171^)11(1818 0X1 1^16 ^631^11 011(1 01101^815 0 ^ 1^16 ^ 1 6 0 6 6(1,171^ 171601101113171 0 ^
10111(1111^ 6(^111^)1716111 0,71(1 1^16 1^171(1111^ 1^(1718^)08111011 77160)1(17113171 0 ^ 1^16 0 0 ^6 ^ 17101711011116 1111X0^110& 1^16 00X11X01
卷绕式锂离子电池设计规范
卷绕式锂离子电池设计规范一、观察给定型号和客户需求1、型号制定了电池的尺寸(以063048为例,尺寸为6.0×30×48mm)2、客户要求的容量和电池的放电类别(动力型、高温型、普通型),通常而言电池所能达到的容量一般为普通型>高温型>动力型(以便确定所需要的材料)3、材料的选用:3.1容量≥1000mAh的型号,如果客户无容量或高温要求的用正极CN55系列3.2有高温要求的型号,正极材料必须使用Co系列,电解液必须用高温电解液二、卷芯设计1、容量设计根据客户要求的最小容量来确定设计容量。
设计容量(mAh)= 要求的最小容量×设计系数=(长×2-刮粉)×宽÷10000×面密度×理论克容量注:设计系数:标称容量≤200mAh设计系数一般取1.10~1.20;标称容量200<C≤350mAh设计系数一般取1.08±0.02;标称容量C>350mAh设计系数一般取1.07±0.02。
2、卷针的设计2.1 卷针的宽度Wj=电芯的宽度-卷针厚度-电芯的厚度-1.7(根据实际情况而定)2.2 卷针厚度Tj由卷针的宽度决定,具体见卷针统计表。
3、包装膜尺寸设计3.1包装膜膜腔长度的确定:膜腔长度=成品高-顶封宽度(5mm)3.2包装膜膜腔长度的确定:膜腔宽度=成品宽-1.2mm3.3 槽深的设计:槽深H与电芯厚度的关系如下:H = T-α其中:T —电芯的厚度;α—当型号为双坑电池时,α取0.2当型号为单坑电池时,α取-0.23.4 包装袋长、宽尺寸的确定:3.4.1 包装袋宽度:a. 厚度≤5mm的电池铝塑膜宽度为电池本体宽度+(45~50mm),取代5mm的整数倍为规格;b. 厚度﹥5mm的电池铝塑膜宽度为电池本体宽度+(55~60mm),取代5mm的整数倍为规格;3.4.2包装袋长度:铝塑膜长度=成品电池长度×2+10mm5、极片的设计:5.1隔膜宽度=卷芯高度=电芯高度-5mm,(客户容量要求高的小型号电池或极片较宽的各别型号除外);5.2负极片宽度=电芯高度-7mm(客户容量要求高的小型号电池或极片较宽的各别型号除外);5.3正极片宽度=电芯高度-(8~9 mm),(客户容量要求高的小型号电池或极片较宽的各别型号除外);5.4正极片长度设计原则:容量达到客户要求,控制面密度和卷绕圈数5.5负极片长度=正极片长度-半圈长度5.6隔膜长度=负极长度×2+(20~30mm)6、面密度比:6.1 1000mAh以下,面密度比为2.25~2.3,优选2.25;6.2 1000-2000mAh,面密度比为2.2~2.25,优选2.2;6.3 2000-4000mAh,面密度比为2.15~2.2,优选2.15;6.4 4000mAh以上,面密度比为2.1~2.15,优选2.1;6.5 CN55系列,面密度比为1.75~1.9,优选1.85;6.6 Mn系列,面密度比为2.5~2.9,NM28为2.5,NM19为2.7,Mn为2.9;6.7 Fe系列,面密度比为2.35;7、极片厚度的确定:为保证极片中活性物质的性能发挥,涂布后的极片要进行适当压片,一般根据材料的压实密度来确定不同面密度的极片的压片厚度。
卷绕式聚合物锂离子电池设计规范

一、卷绕式聚合物锂离子电池设计规范1. 设计容量根据客户需要的最小容量来确定设计容量。
设计容量(mAh)= 要求的最小容量×设计系数(1)设计系数一般取1.05~1.15。
2.极片方式正极负极正极负极1.竖卷式2.横卷式根据电池的宽度确定极片的设计方式,一般宽度<20mm的电池采用第一种竖卷的设计方式;宽度≥20mm的电池采用第二种横卷的设计方式。
3.卷针的确定卷针的宽度Wj由以下公式确定:Wj = W-T-λ(2)其中:W —电池的宽度;T —电池的厚度;λ—卷芯与包装袋在宽度方向的空隙差值,一般取2~3mm。
卷针厚度Tj由卷针的宽度决定,具体见表1表1.卷针的宽度4. 卷芯尺寸的确定4.1 卷芯厚度卷芯的厚度T'是指正负极片卷绕成的电芯卡紧后的厚度(不包括包装膜的厚度),一般是根据实际电池的厚度确定的,有以下关系:T' = T-Φ(3)其中:T —电池的厚度;Φ—系数,一般取0.7~0.9mm,具体数值根据电池的厚度决定。
4.2 卷芯宽度卷芯的宽度w'是极片卷绕后的电芯的宽度,由以下公式确定:w' = w j+T j+T'+δ(4)其中:w j—卷针的宽度;T j —卷针的厚度;T'—卷芯的厚度;δ—系数,一般取0.5~1。
5.极片的设计5.1 极片宽度的确定:极片的宽度Wa根据卷绕的方式不同分别由以下公式确定(正、负极极片的宽度相同):横卷:Wa = L-ω(5)其中:L —电池的长度;ω—系数,根据电池的厚度决定,一般≤3mm的电池取值6.5~7.5mm;>3mm 的电池取值7.0~7.5mm。
竖卷:Wa = L-φ(6)其中:L —电池的长度;ω—系数,一般取值2.5~3.0mm。
5.2 极片长度、面密度的确定:5.2.1试卷电芯极片长度的计算:试卷电芯正极极片长度Lc的计算:以390g/m2的面密度来计算试卷电芯的极片长度。
Lc = C设÷140÷η÷390÷Wa÷2﹢2Wj﹢T'+8 (7)其中:C设—电池的设计容量;η—配方中正极活性物质的百分含量;Wa —极片的宽度;Wj —卷针的宽度;T' —卷芯的厚度。
锂电池生产铝壳卷绕工序规范牌
L9
L7
wW
L8
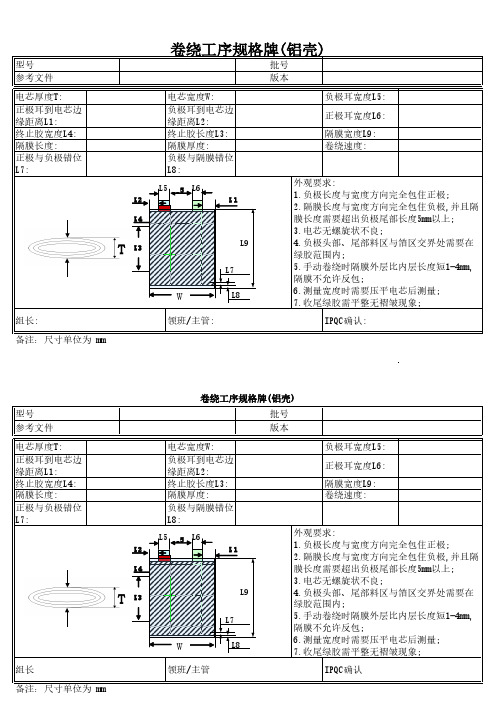
负极耳宽度L5:
正极耳宽度L6:
隔膜宽度L9: 卷绕速度:
外观要求: 1.负极长度与宽度方向完全包住正极; 2.隔膜长度与宽度方向完全包住负极,并且隔 膜长度需要超出负极尾部长度5mm以上; 3.电芯无螺旋状不良; 4.负极头部、尾部料区与箔区交界处需要在 绿胶范围内; 5.手动卷绕时隔膜外层比内层长度短1-4mm, 隔膜不允许反包; 6.测量宽度时需要压平电芯后测量; 7.收尾绿胶需平整无褶皱现象;
型号 参考文件
电芯厚度T: 正极耳到电芯边 缘距离L1: 终止胶宽度L4: 隔膜长度: 正极与负极错位 L7:
L2 L4
T L3
组长: 备注:尺寸单位为 mm
卷绕工序规格牌(铝壳)
批号 版本
电芯宽度W: 负极耳到电芯边 缘距离L2: 终止胶长度L3: 隔膜厚度: 负极与隔膜错位 L8:
L5 L5 L6 L1
领班/主管:
IPQC确认:
型号 参考文件
电芯厚度T: 正极耳到电芯边 缘距离L1: 终止胶宽度L4: 隔膜长度: 正极与负极错位 L7:
L2 L4
T L3
组长 备注:尺寸单位为 mm
卷绕工序规格牌(铝壳) 批号 版本
电芯宽度W: 负极耳到电芯边 缘距离L2: 终止胶长度L3: 隔膜厚度: 负极与隔膜错位 L8:
领班/主管
IPQC确认
L5 L5 L6 L1
L9
L7
wW
L8
负极耳宽度L5:
正极耳宽度L6:
隔膜宽度L9: 卷绕速度:
外观要求: 1.负极长度与宽度方向完全包住正极; 2.隔膜长度与宽度方向完全包住负极,并且隔 膜长度需要超出负极尾部长度5mm以上; 3.电芯无螺旋状不良; 4.负极头部、尾部料区与箔区交界处需要在 绿胶范围内; 5.手动卷绕时隔膜外层比内层长度短1-4mm, 隔膜不允许反包; 6.测量宽度时需要压平电芯后测量; 7.收尾绿胶需平整无褶皱现象;
锂离子电池总规范

锂离子电池总规范锂离子电池是一种使用锂离子进行电池反应的可再充电电池。
由于其高能量密度、长寿命、低自放电率、轻量化等优点,锂离子电池已经成为现代移动电子设备、电动工具和电动汽车等领域的主要能源存储技术。
为了确保锂离子电池的安全和性能,制定一些总规范是非常重要的。
一、物理规范1.外观特征:锂离子电池应具有良好的外观特征,包括无明显变形、无渗漏、无损伤和无腐蚀等。
2.尺寸和重量:锂离子电池的尺寸和重量应符合相关的技术规范和标准。
3.电极材料:正负极材料应符合设计要求,并且需要具备良好的电化学性能。
4.电解液:电解液必须符合相关的技术规范和标准,包括粘度、比重、扩散系数等参数。
二、电化学性能1.电压特征:锂离子电池的额定电压应符合设计要求,并且在使用过程中电压变化应稳定。
2.能量密度:锂离子电池的能量密度应满足设计要求,并且能够保持在长时间内的稳定性。
3.密封性能:锂离子电池的密封性能应良好,能够有效防止液体和气体的泄漏。
三、安全性能1.过充保护:锂离子电池应具备过充保护功能,能够在电池电压高于额定值时自动切断充电电流。
2.过放保护:锂离子电池应具备过放保护功能,能够在电池电压低于额定值时自动切断放电电流。
3.短路保护:锂离子电池应具备短路保护功能,能够在发生短路时自动切断电流。
4.温度保护:锂离子电池应具备温度保护功能,能够在电池过热时自动切断电流。
5.冲击保护:锂离子电池应具备冲击保护功能,能够在遭受外力冲击时自动切断电流,以防止安全事故的发生。
四、循环寿命1.充放电循环次数:锂离子电池应具备良好的循环寿命,能够完成预定的充放电循环次数。
2.容量保持率:锂离子电池的容量保持率应符合设计要求,能够在循环使用过程中保持较高的容量。
3.自放电率:锂离子电池的自放电率应低于一定的标准,以确保长期存储时电池能够保持较高的容量。
五、环境友好性1.无污染物:锂离子电池应不含有对环境有害的重金属和有毒物质。
2.可回收利用:锂离子电池应设计成可方便回收利用的结构,以降低对环境的影响。
卷绕电芯设计
卷绕电芯设计卷绕电芯是一种圆柱形锂离子电池,由将正极和负极材料交替缠绕在集电器上制成。
卷绕电芯具有能量密度高、循环寿命长、安全性好等优点,广泛应用于电动汽车、笔记本电脑、智能手机等领域。
卷绕电芯的设计主要包括以下几个方面:1. 集电器设计集电器是卷绕电芯的正极和负极材料的载体,其材料选择和结构设计对电芯的性能有重要影响。
集电器常用的材料有铝箔、铜箔和镍箔。
铝箔具有重量轻、成本低、易加工等优点,但其强度较低,在卷绕过程中容易断裂。
铜箔具有强度高、导电性好等优点,但其成本较高。
镍箔具有强度高、导电性好、耐腐蚀性强等优点,但其成本最高。
集电器的结构设计主要包括厚度、宽度和长度。
集电器的厚度决定了电芯的能量密度,集电器的宽度决定了电芯的容量,集电器的长度决定了电芯的长度。
2. 正极材料设计正极材料是卷绕电芯的核心材料,其性能直接决定了电芯的能量密度、循环寿命和安全性。
正极材料常用的材料有钴酸锂、锰酸锂、磷酸铁锂、三元材料等。
钴酸锂具有能量密度高、循环寿命长等优点,但其成本较高、安全性较差。
锰酸锂具有成本低、安全性好等优点,但其能量密度较低、循环寿命较短。
磷酸铁锂具有成本低、安全性好、循环寿命长等优点,但其能量密度较低。
三元材料具有能量密度高、循环寿命长、安全性好等优点,但其成本较高。
3. 负极材料设计负极材料是卷绕电芯的另一个核心材料,其性能直接决定了电芯的容量、循环寿命和安全性。
负极材料常用的材料有石墨、硅碳负极、金属锂等。
石墨具有成本低、循环寿命长等优点,但其容量较低。
硅碳负极具有容量高、循环寿命长等优点,但其成本较高、安全性较差。
金属锂具有容量高、能量密度高等优点,但其安全性较差。
4. 电解液设计电解液是卷绕电芯的重要组成部分,其性能直接决定了电芯的导电性、循环寿命和安全性。
电解液常用的材料有碳酸酯类、醚类、离子液体等。
碳酸酯类电解液具有成本低、导电性好等优点,但其循环寿命较短、安全性较差。
醚类电解液具有循环寿命长、安全性好等优点,但其成本较高、导电性较差。
全密封绕卷式芯体结构锂电池的设计(Ⅰ)

维普资讯
电 池 工 业
第 7卷第 1 期 g :
20 0 2年 2月
全 密 封 绕 卷 式 芯体 结构锂 电池 的 设计 ( ) I
赵 佳 明 , 雏芝 扬
( 都建 中锂 电池厂 , 成 四川 成 都 6 0 4 ) 10 1
摘 要 :给 出 了锂 /: 氧 化 硫 ( i S 和锂 /亚硫 酰 氟(i S C  ̄ 池 绕 卷 式 芯 体 结 构 的设 计依 据 、 则 L / L /O I电 原
池 , 我 国生 产 、 用 已达 l 在 应 O年之 久 , 两 种体 系 但
的设计 。对 于其 它 电化学体 系的具有 卷绕式 芯体结
构 的电池 ,如 固体 阴极 的锂 /二 氧化锰和锂 离子 电 池等 , 也可参 照本 设 计方法 进行 设计 。 1 卷绕式芯 体 结构 的概 念 { 卷 绕式 芯体 结构是 指 正极 、负极 间夹有 一层 隔 膜, 一起卷 绕 成一 个柱形 ( 圆柱 或棱柱 ) 电池 芯体 。 的 此 结构 的特点 是 : 负极 以双 面进 行工作 。 为保证 负极
D s n o tim atr t n e o e sr cu e I) ei fl hu b tey wi wid d c r tu tr ( g i h
Z A i - i g Y N e — h H O J a mn , A G W i z i
(h n d i n hn i h u a tr a tr ,h n d 10 1C ia C e g u J a z o g L t im b te y F c o y C e g u 6 0 4 ,h n )
卷绕式锂离子电池设计规范

卷绕式锂离子电池设计规范一、观察给定型号和客户需求1、型号制定了电池的尺寸(以063048为例,尺寸为6.0×30×48mm)2、客户要求的容量和电池的放电类别(动力型、高温型、普通型),通常而言电池所能达到的容量一般为普通型>高温型>动力型(以便确定所需要的材料)3、材料的选用:3.1容量≥1000mAh的型号,如果客户无容量或高温要求的用正极CN55系列3.2有高温要求的型号,正极材料必须使用Co系列,电解液必须用高温电解液二、卷芯设计1、容量设计根据客户要求的最小容量来确定设计容量。
设计容量(mAh)= 要求的最小容量×设计系数=(长×2-刮粉)×宽÷10000×面密度×理论克容量注:设计系数:标称容量≤200mAh设计系数一般取1.10~1.20;标称容量200<C≤350mAh设计系数一般取1.08±0.02;标称容量C>350mAh设计系数一般取1.07±0.02。
2、卷针的设计2.1 卷针的宽度Wj=电芯的宽度-卷针厚度-电芯的厚度-1.7(根据实际情况而定)2.2 卷针厚度Tj由卷针的宽度决定,具体见卷针统计表。
3、包装膜尺寸设计3.1包装膜膜腔长度的确定:膜腔长度=成品高-顶封宽度(5mm)3.2包装膜膜腔长度的确定:膜腔宽度=成品宽-1.2mm3.3 槽深的设计:槽深H与电芯厚度的关系如下:H = T-α其中:T —电芯的厚度;α—当型号为双坑电池时,α取0.2当型号为单坑电池时,α取-0.23.4 包装袋长、宽尺寸的确定:3.4.1 包装袋宽度:a. 厚度≤5mm的电池铝塑膜宽度为电池本体宽度+(45~50mm),取代5mm的整数倍为规格;b. 厚度﹥5mm的电池铝塑膜宽度为电池本体宽度+(55~60mm),取代5mm的整数倍为规格;3.4.2包装袋长度:铝塑膜长度=成品电池长度×2+10mm5、极片的设计:5.1隔膜宽度=卷芯高度=电芯高度-5mm,(客户容量要求高的小型号电池或极片较宽的各别型号除外);5.2负极片宽度=电芯高度-7mm(客户容量要求高的小型号电池或极片较宽的各别型号除外);5.3正极片宽度=电芯高度-(8~9 mm),(客户容量要求高的小型号电池或极片较宽的各别型号除外);5.4正极片长度设计原则:容量达到客户要求,控制面密度和卷绕圈数5.5负极片长度=正极片长度-半圈长度5.6隔膜长度=负极长度×2+(20~30mm)6、面密度比:6.1 1000mAh以下,面密度比为2.25~2.3,优选2.25;6.2 1000-2000mAh,面密度比为2.2~2.25,优选2.2;6.3 2000-4000mAh面密度比为2.15~2.2,优选2.15;6.4 4000mAh以上,面密度比为2.1~2.15,优选2.1;6.5 CN55系列,面密度比为1.75~1.9,优选1.85;6.6 Mn系列,面密度比为2.5~2.9,NM28为2.5,NM19为2.7,Mn为2.9;6.7 Fe系列,面密度比为2.35;7、极片厚度的确定:为保证极片中活性物质的性能发挥,涂布后的极片要进行适当压片,一般根据材料的压实密度来确定不同面密度的极片的压片厚度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卷绕式锂离子电池设计规范
一、观察给定型号和客户需求
1、型号制定了电池的尺寸(以063048为例,尺寸为6.0×30×48mm)
2、客户要求的容量和电池的放电类别(动力型、高温型、普通型),通常而言电
池所能达到的容量一般为普通型>高温型>动力型(以便确定所需要的材料)
3、材料的选用:
3.1容量≥1000mAh的型号,如果客户无容量或高温要求的用正极CN55系列
3.2有高温要求的型号,正极材料必须使用Co系列,电解液必须用高温电解液
二、卷芯设计
1、容量设计
根据客户要求的最小容量来确定设计容量。
设计容量(mAh)= 要求的最小容量×设计系数=(长×2-刮粉)×宽÷10000×面密度×理论克容量
注:设计系数:
标称容量≤200mAh设计系数一般取1.10~1.20;
标称容量200<C≤350mAh设计系数一般取1.08±0.02;
标称容量C>350mAh设计系数一般取1.07±0.02。
2、卷针的设计
2.1 卷针的宽度
Wj=电芯的宽度-卷针厚度-电芯的厚度-1.7(根据实际情况而定)
2.2 卷针厚度
Tj由卷针的宽度决定,具体见卷针统计表。
3、包装膜尺寸设计
3.1包装膜膜腔长度的确定:
膜腔长度=成品高-顶封宽度(5mm)
3.2包装膜膜腔长度的确定:
膜腔宽度=成品宽-1.2mm
3.3 槽深的设计:
槽深H与电芯厚度的关系如下:H = T-α
其中:
T —电芯的厚度;
α—当型号为双坑电池时,α取0.2
当型号为单坑电池时,α取-0.2
3.4 包装袋长、宽尺寸的确定:
3.4.1 包装袋宽度:
a. 厚度≤5mm的电池铝塑膜宽度为电池本体宽度+(45~50mm),取代5mm
的整数倍为规格;
b. 厚度﹥5mm的电池铝塑膜宽度为电池本体宽度+(55~60mm),取代5mm
的整数倍为规格;
3.4.2包装袋长度:
铝塑膜长度=成品电池长度×2+10mm
5、极片的设计:
5.1隔膜宽度=卷芯高度=电芯高度-5mm,(客户容量要求高的小型号电池或极片较
宽的各别型号除外);
5.2负极片宽度=电芯高度-7mm(客户容量要求高的小型号电池或极片较
宽的各别型号除外);
5.3正极片宽度=电芯高度-(8~9 mm),(客户容量要求高的小型号电池或极片较
宽的各别型号除外);
5.4正极片长度设计原则:容量达到客户要求,控制面密度和卷绕圈数
5.5负极片长度=正极片长度-半圈长度
5.6隔膜长度=负极长度×2+(20~30mm)
6、面密度比:
6.1 1000mAh以下,面密度比为2.25~2.3,优选2.25;
6.2 1000-2000mAh,面密度比为2.2~2.25,优选2.2;
6.3 2000-4000mAh
面密度比为2.15~2.2,优选2.15;
6.4 4000mAh以上,面密度比为2.1~2.15,优选2.1;
6.5 CN55系列,面密度比为1.75~1.9,优选1.85;
6.6 Mn系列,面密度比为2.5~2.9,NM28为2.5,NM19为2.7,Mn为2.9;
6.7 Fe系列,面密度比为2.35;
7、极片厚度的确定:
为保证极片中活性物质的性能发挥,涂布后的极片要进行适当压片,一般根据材料的压实密度来确定不同面密度的极片的压片厚度。
表1. 不同材料的压实密度
斯诺材料LiCoO2CN55 LIFePO4 Mn NM19 NM28
MAG-5 压实密 3.9 3.6 2.15 2.9 2.9 3.0 1.55。