UV(紫外光固化) 能量和强度
UV固化原理能量技算及固化设备
UV固化原理能量技算及固化设备UV固化是通过使用紫外线(UV)照射来固化材料的过程。
它广泛应用于印刷、涂料和胶粘剂等行业,因为它具有高效、环保和可靠的特点。
在UV固化过程中,材料中添加了光引发剂。
当紫外线照射到光引发剂时,光引发剂会吸收紫外线能量,并将其转化为化学能。
这个化学能激发材料中的单体,使其发生聚合反应,从而形成交联聚合物网状结构,达到固化的效果。
UV固化的能量计算非常关键,因为它直接影响到固化的效果和速度。
能量技算有两个关键参数:照射剂量(Dose)和照射强度(Intensity)。
照射剂量是指单位面积上所接受的紫外线照射能量,通常以mJ/cm²为单位。
照射剂量的大小取决于所使用的材料以及固化的要求。
通常情况下,较高的照射剂量会导致更快的固化速度,但是过高的照射剂量可能会导致材料过度固化或产生副反应。
照射强度是指单位时间内所提供的紫外线照射能量,通常以mW/cm²为单位。
照射强度的大小取决于光源的功率以及紫外线照射区域的大小。
较高的照射强度会产生更快的固化速度,但是过高的照射强度可能会导致热效应和材料退化。
为了实现准确的能量技算,需要使用专门的固化设备。
固化设备主要由光源、反应室和控制系统组成。
光源是固化设备的核心部件,通常采用汞灯、氘灯、LED等作为紫外线发光源。
不同的光源具有不同的光谱能量分布和功率特性,因此在能量技算时需要对其进行准确的测试和调整。
反应室是指光源发出的紫外线照射到材料上的区域。
反应室通常具有反射镜和空气过滤器等组件,以确保紫外线照射的均匀性和纯净度。
控制系统用于控制固化设备的工作参数,如照射时间、照射强度和照射剂量等。
通过精确的控制,可以实现对固化过程的精确控制和调整。
总而言之,UV固化通过紫外线照射来固化材料。
能量技算是实现高效固化的关键,需要通过准确的照射剂量和照射强度来控制固化过程。
固化设备通过使用合适的光源及其控制系统来实现固化的精确控制。
uv光固化机原理

uv光固化机原理
UV光固化机是一种常见的表面处理设备,通过利用紫外光的能量将光敏材料固化,具有固化速度快、环保、高效等特点。
其主要工作原理如下:
1. 光源发出紫外光:UV光固化机的核心部分是紫外光源,通常采用汞灯或LED。
光源会发出特定波长的紫外光,通常在365nm至405nm之间,这种波长的光具有高能量,能够激活光敏材料。
2. 光敏材料吸收紫外光:光敏材料是一种能够吸收紫外光并发生化学反应的物质。
当紫外光照射到光敏材料上时,光敏材料中的分子会吸收能量,进入激发态。
3. 化学反应发生:光敏材料中的分子在激发态时会发生各种化学反应,如交联反应、聚合反应等。
这些反应会使光敏材料由液态或粘稠状态转变为固态,最终形成固化膜。
4. 固化过程控制:UV光固化机通过控制光源的开关和紫外光的照射时间来控制固化过程。
一般情况下,固化时间较短,通常在几秒钟至几分钟之间。
需要注意的是,UV光固化机的工作效果与光敏材料的选择和配方有很大关系。
不同的光敏材料适用于不同的应用场景,固化后的膜性能也会有所不同。
因此,在使用UV光固化机时,需要根据具体需求选择合适的光敏材料和设定固化参数,以获得最佳的固化效果。
UV光固化的原理
UV光固化的原理首先,光敏剂是UV光固化过程中至关重要的一个环节。
光敏剂是一种特殊的化学物质,可以在UV光照射下发生光化学反应。
光敏剂分为硅烷类、芳香胺类、芳基酮类等多种类型,每种光敏剂都具有特定的波长范围,可以通过选择合适的光敏剂来使其与UV光源相匹配。
在UV光照射下,光敏剂分子中的键能被光解,生成自由基、离子或自由基族离子。
这些高能物种具有较强的反应活性,它们会引发接下来的聚合反应。
其次,聚合物是光敏剂引发的反应终产物,也是最终的固化产物。
当光敏剂中的高能物种与聚合物分子接触时,会发生聚合反应。
这种聚合反应可以是链聚合、交聚合或自身聚合等不同形式。
UV光固化聚合过程中主要依靠的是自由基聚合反应。
当光敏剂中的离子或自由基与聚合物分子接触后,了激发或捕获共价键的自由电子,从而发生聚合反应。
这种聚合反应是一个快速的化学反应过程,它能够在几秒钟内将聚合物分子连接在一起,形成坚固的聚合物网状结构。
最后,UV光源是UV光固化过程中不可或缺的一部分。
UV光源一般采用紫外线辐射源,包括宇航仪器、高频电流灯、水银灯和UVLED等。
人们可以根据需要选择不同波长的UV光源,以使光敏剂能够较好地吸收紫外线,并发生光解反应。
UV光固化的过程可以概括为:首先通过选择合适的光敏剂和聚合物材料,将它们混合在一起形成涂料或胶水;然后将混合物施加到需要固化的物体表面上;接着使用UV光源照射,使光敏剂发生光解反应,产生自由基或离子等高能物种;高能物种与聚合物分子发生聚合反应,形成固化层。
1.快速固化:UV光照射下,聚合反应速度很快,几秒钟就可以完成固化,大大缩短了生产周期。
2.无挥发性有机物(VOC):UV光固化过程中无需添加稀释剂或挥发性有机物,避免了对环境的污染。
3.高效能:UV光固化是一种点状固化,能够精确固化所需区域,避免了传统热固化产生的能量损耗。
4.固化薄膜的性能优异:UV光固化产生的聚合物层具有很高的硬度、耐磨性、耐化学腐蚀性等性能,可以满足各种工业应用的需求。
uv固化灯波段

uv固化灯波段UV固化灯波段是指紫外光固化技术中所使用的紫外光的波长范围。
紫外光固化技术是一种利用紫外光照射物质,使其快速固化的技术,广泛应用于印刷、涂料、胶水、电子等行业。
而紫外光固化灯波段的选择对于固化效果和产品质量有着重要影响。
紫外光波段可分为UVA波段(315-400nm)、UVB波段(280-315nm)和UVC波段(200-280nm)。
其中,UVA波段的紫外光具有较长波长和较低能量,透过力强,对于深度固化较为适用;UVB波段的紫外光波长较短,能量较高,对于表面固化效果好;UVC波段的紫外光波长最短,能量最高,但由于其具有较强的杀菌性,对人体和环境有一定的危害,所以在实际应用中较少采用。
在选择紫外光固化灯波段时,需要根据所要固化的物料的特性和需要达到的固化效果来确定。
不同的材料对紫外光的吸收能力和反应特性有所差异,因此需要选用适合的波段来实现最佳的固化效果。
UV固化灯波段的选择还需考虑到固化速度和效果的平衡。
波长较短的紫外光能量较高,固化速度快,但对材料的穿透力较差,只能固化材料表面;波长较长的紫外光能量较低,固化速度相对较慢,但对材料的穿透力较强,可以实现深度固化。
因此,在实际应用中,需要根据不同材料的要求和产品的固化需求来选择合适的波段。
选择UV固化灯波段还需要考虑能源消耗和环境影响。
不同波段的紫外光灯具有不同的功率和能耗,对环境的影响也有所差异。
因此,在选择紫外光固化灯波段时,需要综合考虑固化效果、固化速度、能源消耗和环境影响等因素,以实现最佳的固化效果和经济效益。
UV固化灯波段的选择是紫外光固化技术中至关重要的一环。
在实际应用中,需要根据材料的特性和固化需求来选择合适的波段,以实现最佳的固化效果和质量。
同时,还需综合考虑能源消耗和环境影响等因素,以达到经济、环保的固化效果。
紫外光固化技术的不断发展和创新,将为各行业带来更多的应用机遇和发展空间。
uv固化胶所需的能量

uv固化胶所需的能量UV固化胶是一种特殊的胶水,其固化过程是通过紫外线辐射来完成的。
在使用UV固化胶时,需要提供一定的能量才能使胶水固化。
那么,UV固化胶所需的能量有哪些因素影响呢?固化胶的成分会直接影响所需的能量。
不同的成分会有不同的固化特性,因此所需的能量也会有所不同。
例如,某些UV固化胶只需较低的能量就能固化,而其他一些胶水则需要更高的能量。
固化胶的厚度也会影响所需的能量。
一般来说,UV固化胶的厚度越薄,所需的能量就越少。
这是因为能量需要穿透整个厚度才能到达胶水的底部,而薄层胶水的能量损失相对较小。
光源的功率也是影响所需能量的重要因素之一。
功率越高的光源,所提供的能量就越大,固化胶也会更快。
因此,在使用UV固化胶时,选择合适的光源功率非常重要。
还有一个重要的因素是光源与固化胶之间的距离。
通常情况下,光源与胶水之间的距离越近,所需的能量就越少。
这是因为能量的损失会随着距离的增加而增加,所以将光源尽可能地靠近胶水可以减少能量损失。
环境温度也会对固化胶所需的能量产生影响。
一般来说,较高的温度可以加快固化胶的固化速度,从而减少所需的能量。
当然,在使用UV固化胶时,要注意环境温度不要过高,以免对胶水的性能产生负面影响。
除了以上因素,还有一些其他的因素也会对固化胶所需的能量产生影响,例如固化时间、胶水的成分比例等。
因此,在使用UV固化胶时,需要综合考虑各个因素,选择合适的条件来提供所需的能量,以确保胶水能够有效固化。
总结一下,UV固化胶所需的能量受到多个因素的影响,包括胶水的成分、厚度、光源功率、光源与胶水之间的距离、环境温度等。
在使用UV固化胶时,我们需要根据具体情况来选择合适的条件,以确保胶水能够有效固化。
通过合理控制这些因素,我们可以更好地利用UV固化胶的特性,提高工作效率。
紫外光固化强度检测的方法---(UV能量计)

深圳市林上科技有限公司
2019-03-21 第 1 页 共 1 页 紫外光固化强度检测的方法---(UV 能量计)
紫外线光固化技术是在印刷行业,一种较为先进的技术。
提高紫外线光固化效率经常要用到UV 能量计。
紫外光固化印刷油墨作为UV 固化材料中的一大组成部分,在包装印刷行业和印刷电路行业中得到了广泛应用。
已遍及胶印、凸印、凹印、网印及喷墨印刷等印刷领域。
紫外光固化技术有着独特的优点:固化快,迎合现代自动化生产的需要;无污染,顺应了现代涂料、油墨的发展方向;涂膜质量高、硬度高、耐划伤、耐腐蚀等优点而广受关注。
在紫外光固化过程中,紫外线光源的照射强度对材料的固化效果起着重要作用。
由于紫外光固化的时间非常短,光固化效果要达到良好状态,就必须满足紫外线光源的辐射强度达到一定的强度标准。
由于紫外线光源的强度会在长时间的使用过程中逐渐减弱,当紫外线强度不够时紫外光固化的效果就不够理想。
所以必须要使用到UV 能量计来检测光固化中紫外线照射的强度。
在紫外线固化过程中,常用的是UVA 波段的紫外线。
波长范围一般都是选择
280nm-400nm ,中心波长在365nm 对应的紫外线强度照射效果最佳。
如果需要提高固化的效率,还需要考虑UV 紫外光固机的光源强度,温度,功率,照射时间等因素。
选择合适的参数是固化的必备条件。
紫外线辐射强度,对整个光固化效果起着非常重要作用。
稳定的紫外线照度能够提高固化的产品品质。
所以用UV 能量计对紫外线照射的强度进行检测是很有必要的。
光固化打印参数

光固化打印参数
光固化打印(UV curing printing)是一种利用紫外线(UV)光源来固化墨水或涂料的印刷工艺。
在光固化打印中,通常需要考虑一些参数来控制打印质量和固化效果,这些参数可能包括:
1. 光源类型和功率:选择合适类型和功率的UV光源对于固化墨水或涂料至关重要。
不同类型的墨水或涂料可能需要不同波长和功率的紫外线光源来进行固化。
2. 曝光时间:固化墨水或涂料所需的曝光时间取决于光源的功率、墨水或涂料的特性以及打印材料的特性。
通常需要通过实验来确定合适的曝光时间。
3. 曝光强度:曝光强度是指单位面积上的光照能量,通常以瓦特/平方厘米(W/cm^2)来表示。
合适的曝光强度可以确保墨水或涂料能够快速而均匀地固化。
4. 波长选择:不同类型的墨水或涂料对光的波长有不同的要求。
因此,选择合适波长的光源对于固化效果至关重要。
5. 打印速度:打印速度会影响墨水或涂料的曝光时间,因此需要根据打印速度来调整曝光时间和曝光强度。
6. 表面处理:打印前的表面处理也会影响墨水或涂料的固化效果,因此需要考虑表面处理的方法和效果。
这些参数的选择和调整需要根据具体的打印设备、墨水或涂料的特性以及打印材料的特性来进行。
通过合理地控制这些参数,可以实现高质量的光固化打印效果。
UV能量计算方法
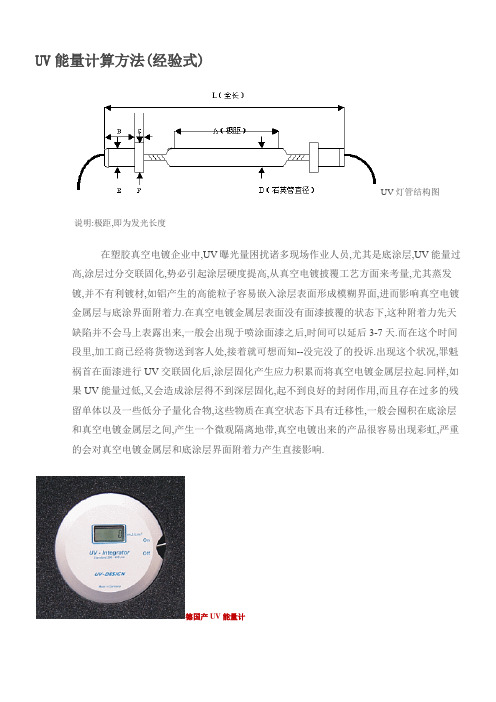
UV能量计算方法(经验式)UV灯管结构图说明:极距,即为发光长度在塑胶真空电镀企业中,UV曝光量困扰诸多现场作业人员,尤其是底涂层,UV能量过高,涂层过分交联固化,势必引起涂层硬度提高,从真空电镀披覆工艺方面来考量,尤其蒸发镀,并不有利镀材,如铝产生的高能粒子容易嵌入涂层表面形成模糊界面,进而影响真空电镀金属层与底涂界面附着力.在真空电镀金属层表面没有面漆披覆的状态下,这种附着力先天缺陷并不会马上表露出来,一般会出现于喷涂面漆之后,时间可以延后3-7天.而在这个时间段里,加工商已经将货物送到客人处,接着就可想而知--没完没了的投诉.出现这个状况,罪魁祸首在面漆进行UV交联固化后,涂层固化产生应力积累而将真空电镀金属层拉起.同样,如果UV能量过低,又会造成涂层得不到深层固化,起不到良好的封闭作用,而且存在过多的残留单体以及一些低分子量化合物,这些物质在真空状态下具有迁移性,一般会囤积在底涂层和真空电镀金属层之间,产生一个微观隔离地带,真空电镀出来的产品很容易出现彩虹,严重的会对真空电镀金属层和底涂层界面附着力产生直接影响.德国产UV能量计那么,如何计算UV能量,首先从灯管供应商处取得灯管一些相关参数,包括:灯管线性功率W/cm,灯管发光长度cm,灯管功率W或者KW-用来考评灯管是否达到指标,视乎灯管口径.接着计算光强mW/cm*cm.公式为灯管线性功率W/cm*灯管发光长度cm*有效UV光谱17%*10%/12cm*灯管发光长度cm,计算出来的结果单位为:mW/cm*cm.下一步,计算产品曝光时间,视乎灯管排放方式,直放按灯管实际发光长度算,单位cm,(单管),再除以机器运转速度(cm/秒,s),横放按12cm算(单管),计算方法同上,如果多支灯管排放,则取时间总和.最后计算出UV曝光量=光强mW/cm*cm*时间s(秒),计算出来的结果为:mj/cm*cm.现在通常的UV检测方法, 是测试UV灯管工作时峰值强度peak值,单位为:w/cm*cm或mw/cm*cm,和UV能量密度--曝光量,单位J/cm*cm或者mj/cm*cm ,峰值强度体现灯管UV射线的聚焦和衰减状况, 来评估灯管适用性, UV曝光量(J/cm*cm)是我们关注的参数, 对涂层固化至关重要, 很多情况下涂层会标定基本的能量要求,即,涂料配方设计时设定好的曝光量范围, 对传送带型UV机器, 可以通过调整速度来控制UV曝光量, 而对于UV灯反光罩, 可以通过曝光时间补偿或者对UV灯管强度调整来达到要求UV能曝光量.更严格来说, 通常工业上根据应用将UV射线分为四个波段, UVA UVB UVC UVV, 各个UV能量计厂家对波段的定义有细微差别,UVA (320-390nm), UVB (280-320nm), UVC(250-260nm),UVV (395-445nm), 各种灯管的光谱分布不同. 通常在选择UV能量计时, 要先了解, 您关注的UV波段是哪一个区域, 再作出选择相应的单波段UV能量计(UVICURE PLUS), 当然如果需要更多的信息, 或是经常更换不同涂层的应用, 选择四波段的UV能量计(POWER PUCK).椐相关文献披露,在保证UV曝光量的前提下,UV机器在进行设计时,可以采取双灯混合固化,双灯可以提供独有的固化优势,混合4种不同光谱灯管。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图一阐述了处理窗口的概念,来说明任何紫外光固化过程都是按照“速度——能量”曲线来运行的。
根据这个曲线,速度和能量成简单的反比关系。
例如,如果速度加倍,工件表面所吸收的能量减少了一半。
紫外光固化工艺曲线将适用于特定的紫外光油墨、基材和灯具中。
随着速度的增加,能量减少,工件表面所接收的能量越来越少,最终将不足以进行完全固化。
这个能量吸收量的临界点就是固化窗口的一个极限。
图例中,能量是沿着水平轴线运行的。
在很多紫外光固化过程中,能量密度或辐照甚至比能量本身还要重要。
辐照强度:包括最重要的峰值辐照。
因为辐照强度的分布图形主要与灯具外形存在一定的函数关系,而且除非灯具被移出焦点,否则该函数关系就会保持不变。
辐照强度的度量单位是毫瓦/平方厘米或瓦/平方厘米。
辐照强度由灯具的电气输入功率、灯具功效、辐射输出、发射功效(由灯具的几何形状、灯管尺码和光线焦点等决定)等因素决定。
长波和短波紫外光
可以在紫外灯管中添加物质而成为有时被称为“掺杂”或添加式灯管。
被添加的物质也能被蒸发并达到等离子状态。
紫外光一部分来自水银,一部分来自这些添加物。
但添加物发射其特有的波长。
从图2b和2c的D灯和V灯光谱分布图表中,我们可以看出添加物能改变灯管的输出。
D灯在350~400nm范围的输出强。
它也发射部分短波
长紫外光,但在有时称作紫外“UV A”波段的范围内非常有效(有时候把紫外光波长分为“A”,“B”和“C”三个波段)。
紫外“A”波段常常指320~400nm或300~450nm。
紫外“B”波段常常指280~320nm,而紫外“C”波段指200~280nm。
因为这种分类并不是很准确,我更愿意用长波、中波和短波来区分。
V灯添加了别的物质,它仍然发射短波,但不是很多。
但它在400~450nm范围内有非常强、非常有效的输出。
人们可设计出在长波、中波或短波有强输出的不同的紫外灯管。
然而却不能设计出在所有波段都有效的紫外灯管,而且这也不是我们所希望的,因为不能激活光引发剂的波段内的紫外光能是无效的、被浪费的能量。
选择特定灯管的主要原因在于它所发出的紫外光能避免被待固化物质吸收,但其波长又能激活光引发剂。
白色怪物
现在,在图5中,“绘制”出了二氧化钛与众不同的紫外光吸收特性,二氧化钛是典型的常用白色颜料,它吸收几乎所有的紫外光并反射可见光。
这使得白色难于用紫外光进行固化。
白色物质有一个“窗口”,大约在400~430nm。
如果我们使用长波长的V灯,这种灯在这个窗口范围内很有效,因此我们就能成功地固化白色油墨。
这就是我们为什么要花大量篇幅说明灯管光谱分布与紫外固化物质吸收性相匹配的原因。
聚焦紫外光固化还有许多有待揭开的神秘:与灯管输出效果和光谱分布同样重要的是,灯管的焦距与反射罩的作用。
此刻,我们得将灯管发射的辐射能量与抵达工件表面的能量区别开来。
可瞬间抵达表层的光称为辐照。
辐照常常不准确地称为“强度”。
下面对辐照与辐射作一个区别:用灯管来照亮墙壁。
当灯管从墙壁处移开时,灯的辐射没变,但对墙壁辐照减少了。
(你会发现,如果你不清楚我们谈论的是灯管强度还是到达表面的强度,那就可能造成混淆。
)
精确使用反射罩能在不增加灯管输入功率的情况下增加工件表层的辐照。
能量最聚集的那一点就是最高或峰值辐照所在的点。
图6阐述了反射罩将能量聚集在工件表面上。
一些未聚焦的光线也能抵达表层,但它对油墨固化的效果不如聚焦的光线。
用作说明的是一种椭圆形反射罩,它具有大约75%的能量收集效果(参见下问有关反射罩的内容)。
换句话说,灯管发出的75%的能量将被反射罩收集并聚焦。
固化难关
我们用一种黑色的汽车玻璃丝网印刷油墨(它以难固化闻名)来做一个有趣的关于固化深度,以及辐照是如何影响固化深度的演示。
用两只D灯来固化油墨,这两只灯仅仅在辐照上有差别,一个灯的辐照是另一个灯的两倍。
使用第一个灯照射一次达到的固化深度是一密耳(mil)。
再次照射并不能显著增加其固化深度。
而另一个灯能发
出两倍的辐射,它只照射一次达到的固化深度是前一个灯两次照射达到深度的两倍,尽管两者的辐射剂量是一样的。
这里,我们应该清楚所说的辐射剂量指的是什么。
剂量就是辐照乘以时间,或者累积的光能。
放慢带速,剂量增加了,加快带速,剂量减少了。
如果油墨暴露在灯管下的时间越长,油墨表层接收到的剂量越高,但辐照并不是越高。
(我们将发现增加剂量不但没什么帮助,反而有害于热敏感性的基材)。
第二个灯管再照射一次——剂量加倍了——但并未显著增加固化深度。
由此我们认识到通过多次暴光来增加剂量并不是令光子穿透油墨抵达底层光引发剂的有效方法。
固化深度更受峰值辐射而不是剂量的影响。
这个事实有几个实用意义。
正如我们注意到的,更高的灯管输出(不一定是W/in功率更高)、选择有效输出紫外波长合适的灯管以及更小直径的灯管都能显著增强辐照。
多次照射、多灯逐一照射以及降低带速能增加剂量,但对增加辐照没什么意义。