xx公司编码方案
XX文具有限公司作业文件-编码原则
1.目的确保公司产品型号、物料编码的规范化,达到产成品及物料编码的唯一性、易读性、可扩展性。
2. 范围本编码规则适用公司所有成品、半成品、原材料、辅料、包装材料。
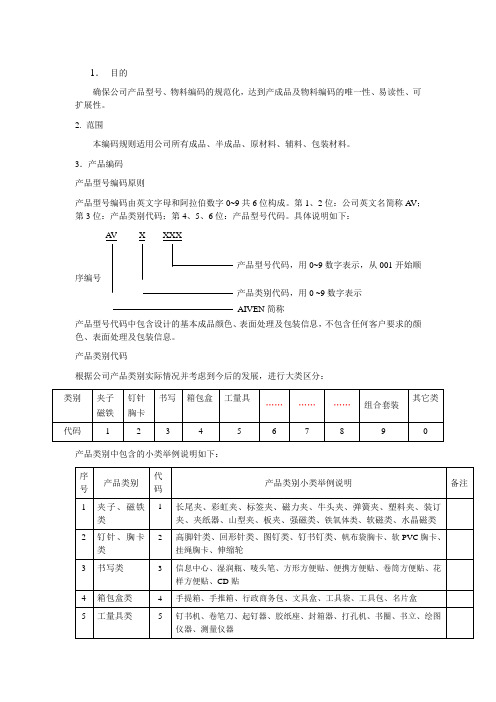
3.产品编码产品型号编码原则产品型号编码由英文字母和阿拉伯数字0~9共6位构成。
第1、2位:公司英文名简称A V;第3位:产品类别代码;第4、5、6位:产品型号代码。
具体说明如下:A V X XXX产品型号代码,用0~9数字表示,从001开始顺序编号产品类别代码,用0 ~9数字表示AIVEN简称产品型号代码中包含设计的基本成品颜色、表面处理及包装信息,不包含任何客户要求的颜色、表面处理及包装信息。
产品类别代码根据公司产品类别实际情况并考虑到今后的发展,进行大类区分:产品类别中包含的小类举例说明如下:产品型号代码产品型号代码按产品小类划分代码段,各代码段内各型号产品按流水号区分。
小类代码段划分如下夹子、磁铁类代码段划分举例说明:A V1001型号表示爱文公司夹子类产品第1种长尾夹。
钉针、胸卡类代码段划分举例说明:A V2001型号表示爱文公司钉针类产品第1种高脚钉。
书写类代码段划分举例说明:A V3031型号表示爱文公司书写类产品第1种唛头笔。
箱、包、盒类代码段划分举例说明:A V4001型号表示爱文公司箱类产品第1种手提箱。
工、量具类代码段划分举例说明:A V5091型号表示爱文公司工量具类产品第1种胶纸座。
组合套装类代码段划分举例说明:A V9063型号表示爱文公司组合套装类产品第3种四格组合。
第6、7、8三类为考虑到公司产品的发展,系统预留的产品大类代码。
其它类代码不能归入1~5类的产品,而又未能形成系列的,按流水号编写型号代码。
4.物料编码物料编码原则物料编码用8位阿拉伯数字0~9表示。
第1位表示物料大类;第2~8位表示物料小类和流水号。
物料大类划分及代码如下物料小类和流水号划分及代码如下成品类各型号不带包装产成品,因颜色和表面处理不同而用不同的代码区分,小类代码占第2~5位,共4位,用产品类别代码+型号代码表示。
企业内部编码设置规范
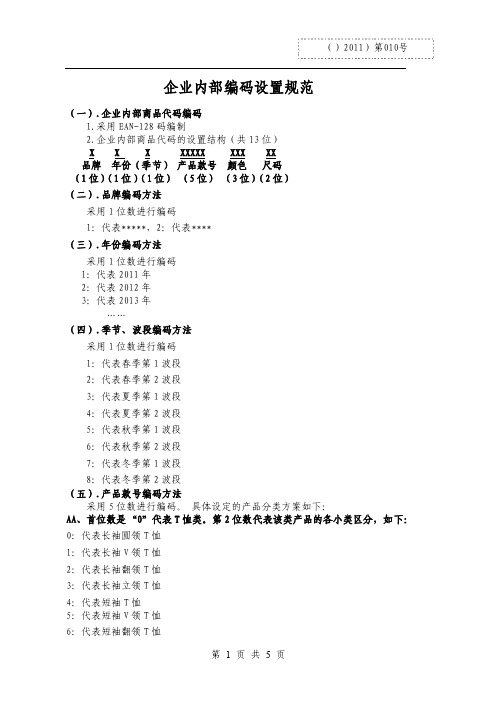
企业内部编码设置规范(一).企业内部商品代码编码1.采用EAN-128码编制2.企业内部商品代码的设置结构(共13位)X X X XXXXX XXX XX品牌年份(季节)产品款号颜色尺码(1位)(1位)(1位)(5位)(3位)(2位)(二).品牌编码方法采用1位数进行编码1:代表*****,2:代表****(三).年份编码方法采用1位数进行编码1:代表2011年2:代表2012年3:代表2013年……(四).季节、波段编码方法采用1位数进行编码1:代表春季第1波段2:代表春季第2波段3:代表夏季第1波段4:代表夏季第2波段5:代表秋季第1波段6:代表秋季第2波段7:代表冬季第1波段8:代表冬季第2波段(五).产品款号编码方法采用5位数进行编码。
具体设定的产品分类方案如下:AA、首位数是“0”代表T恤类。
第2位数代表该类产品的各小类区分,如下:0:代表长袖圆领T恤1:代表长袖V领T恤2:代表长袖翻领T恤3:代表长袖立领T恤4:代表短袖T恤5:代表短袖V领T恤6:代表短袖翻领T恤7:代表短袖立领T恤8:代表短袖开恤A、首位数是“1”代表衬衫类。
第2位数代表该类产品的各小类区分,如下:0:代表长袖休闲衬衫1:代表长袖商务衬衫2:代表短袖休闲衬衫3:代表短袖商务衬衫B、首位数是“2”代表毛线衫类。
第2位数代表该类产品的各小类区分,如下:0:代表长袖圆领毛衫1:代表长袖V领毛衫2:代表开衫3:代表长袖翻领毛衫4:代表长袖立领毛衫5:线衫背心6:代表短袖圆领毛衫7:代表短袖V领毛衫8:代表短袖立领毛衫9:代表长袖翻领毛衫C、首位数是“3”代表外套类。
第2位数代表该类产品的各小类区分,如下:0:代表茄克1:代表棉服2:代表羽绒3:代表马甲4:代表皮衣5:代表棉西6:代表风衣7:代表休闲服8:代表昵大衣9:代表棉楼0:代表尼克服D、首位数是“4”代表西服类。
第2位数代表该类产品的各小类区分,如下:0:代表套西1:代表正装单西服2:代表韩牌便西E、首位数是“5”代表毛衣类。
工程类项目文件编码制度
工程类项目文件编码制度一、总则为规范工程类项目文件的编码管理,提高文件管理效率和数据准确性,制定本制度。
二、适用范围本编码制度适用于公司内所有的工程类项目文件编码。
三、编码体系1. 项目编码项目编码由数字和字母组成,一般由项目类型、项目编号、项目名称和项目阶段组成,具体格式为:项目类型-项目编号-项目名称-项目阶段。
例如,项目类型为建筑工程,项目编号为001,项目名称为XX公司总部办公楼,项目阶段为设计阶段,则项目编码为:JZ-001-XX公司总部办公楼-设计。
2. 文件编码文件编码由项目编码、文件类型、文件编号和文件名称组成,具体格式为:项目编码-文件类型-文件编号-文件名称。
例如,对于上述项目,设计图纸的文件编码为:JZ-001-XX公司总部办公楼-设计-001-设计图纸。
3. 文件类型公司规定的文件类型包括但不限于设计文档、施工图纸、合同文书、验收报告、技术规范等。
四、编码规范1. 统一管理项目文件编码由项目管理部门统一管理,确保文件编码的规范性和唯一性。
2. 保密性项目文件编码属于公司内部管理信息,不得外泄。
3. 精简性项目文件编码应尽可能精简,避免冗长和复杂的编码格式。
4. 顺序性文件编号应按照在项目中的顺序逐次递增,确保文件的顺序和完整性。
五、文件管理1. 文件存储项目文件按照编码规范存储在公司指定的项目文件夹中,确保文件的归档和检索方便。
2. 文件备份项目文件应定期进行备份,确保文件的安全性和可靠性。
3. 文件传递项目文件传递时,应按照编码规范进行标识,确保文件的准确传递和接收。
六、违规处理对于违反项目文件编码规范的行为,将按照公司内部管理制度进行处理。
七、附则1. 本编码制度由公司设立的编码管理委员会制定并不定期进行审查和修订。
2. 对于特殊情况和特殊文件编码需求,可由项目管理部门进行临时调整,但应在不影响文件规范化管理的前提下进行。
3. 本制度自发布之日起正式执行。
以上就是本公司工程类项目文件编码制度的内容,希望各位员工严格遵守,确保工程项目文件管理的规范和高效。
xx公司合同编码规则(2017-7)
Xxxx有限公司合同文书编制规范(试
行)
一、编制原则
为规范公司档案管理,增强公司档案的实用性和有效性,根据xxxxxx有限公司《关于印发公司档案系统全宗号编制
规则的通知》的相关规定,特制定本办法。
二、编码结构
根据保理业务实际操作的需要,对于在业务开展活动中应当签署的协议编码,按照以下规则统一编撰:
K00407YYYYXXX-ZZ
K00407——根据xxxx公司的文件规定采用,表示“xxxx 公司”;
YYYY——表示年份;
XXX——表示顺序号;
ZZ——从合同顺序号。
三、资料的收集与整理
公司的归档资料实行“项目归档”制度,档案移交由业务人员发起,档案管理人员组织。
发起人将自己经办的资料移交给档案管理人员,档案管理人员组织验收、核对、归档。
档案资料移交时,需经档案移交人、档案管理人员及监交人核实无误后,在移交清单上签字确认完成档案移交。
业务人员在业务完成后15日内,完成经办项目的资料整理,填写《档案移交清单》,于每笔业务完成后的15日内,将档案移交至综合财务部。
本制度自发布之日起实施,请遵照执行。
公司
二O一七年七月七日。
XX机械制造公司编码规则(附图)
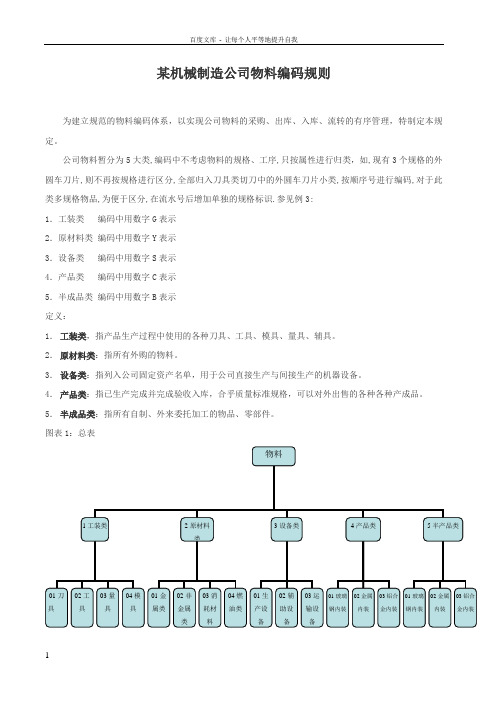
某机械制造公司物料编码规则为建立规范的物料编码体系,以实现公司物料的采购、出库、入库、流转的有序管理,特制定本规定。
公司物料暂分为5大类,编码中不考虑物料的规格、工序,只按属性进行归类,如,现有3个规格的外圆车刀片,则不再按规格进行区分,全部归入刀具类切刀中的外圆车刀片小类,按顺序号进行编码,对于此类多规格物品,为便于区分,在流水号后增加单独的规格标识.参见例3:1.工装类编码中用数字G表示2.原材料类编码中用数字Y表示3.设备类编码中用数字S表示4.产品类编码中用数字C表示5.半成品类编码中用数字B表示定义:1.工装类,指产品生产过程中使用的各种刀具、工具、模具、量具、辅具。
2.原材料类:指所有外购的物料。
3.设备类:指列入公司固定资产名单,用于公司直接生产与间接生产的机器设备。
4.产品类:指已生产完成并完成验收入库,合乎质量标准规格,可以对外出售的各种各种产成品。
5.半成品类:指所有自制、外来委托加工的物品、零部件。
图表1:总表⒈工装类编码图表2:工装类图表编码规则用5段10位数字来表示物品,具体为其中第一段一位数字1表示工装类,第二段二位数字01表示刀具类,第三段二位数字01表示铣刀,第四段二位数字01表示圆柱型铣刀,第五段三位数字001表示顺序号为001的具体刀具。
1.01.01.01.001001的具体铣刀指圆柱型铣刀指工装类编码表(大分类代码G)代码名称说明01 刀具指设备用刀具,包括用于切削加工的刀具02 工具指用于辅助生产的各种常用工具和辅助工具03 量具加工装配中用于测量尺寸、形状、位置的器具与装置04 模具指有特定形状用于加工生产的特殊工具刀具经清点,现有粗齿板锉50支,经认定,属工装类,则一级目录为工装类,首段编码为1,二级目录为刀具类,则二段编码为01,三级目录为锉刀类,则三段编码为05,四级目录为平板类锉刀,则四段编码为01,按现有数量编制流水号为001—050,则这50把粗齿锉刀的编码为:例3:现有5毫米外圆车刀片4把,8毫米外园车刀片5把,10毫米外园车刀片6把,则这些外园车刀片的编码为: 表示5毫米外园车刀片第一把…………表示8毫米外园车刀片第一把…………..表示10毫米外园车刀片第一把………工具量具模具原材料类编码图表3:原材料类图表编码规则:原材料类用4段8位数字表示,例:第一段一位数字2表示原材料大类,第二段2位数字01表示材料属性金属类,第三段二位数字01表示材料具体分支角钢,第四段三位数字001表示流水号为001的角钢.编码表(大分类代码Y)设备类编码图表2:设备类图表编码规则:设备类用5段9位数字表示,例:第一段一位数字3表示设备大类,第二段二位数字01表示生产设备小类,第三段二位数字01表示机床类,第四段二位数字01表示普通机床类,第五段三位数字001表示流水号为001的普通机床.编码表(大分类代码S)名称代码说明生产设备01 用于直接生产的机器设备辅助设备02 用于辅助生产(含动力机械)的机器设备(含生产设备的附件部分)运输设备03 用于运输、装配的机器与车辆生产设备例4:现有立式升降台铣床一台,经认定,属设备类,则编码首段为3,属生产设备,则编码二段为01,属铣床,则编码三段为03,属于普通铣床,则编码四段为03,因为只有一台,则流水号为01,所以该立式升降台铣床编码为:而尚有数控铣床一台,则该铣床编码则为:表示设备大类下生产设备小类中铣床类下数控铣床,流水号为001而对于存在多规格的同一机器,如3台不同规格的加工中心,我们则分为3.01.01.02.001(V301)表示:设备类中的生产设备小类下机床中的数控机床的编号为001的特殊标识为V301的数控机床。
XX服装公司商品编码设计规则
商品编码=品牌+性别类别+年份+季节+大类+产品编号+颜色(主色+配色)
9 10
货号位数 1
2
345
6--8
主色 配色
代表意义
品 牌
性别/类别
年 份
季 节
大 类
产品编号
颜色
旧产品编码新产品编码
9 10
货号位数 1
2
345
6--8
主色 配色
旧产品编码新产品编码
9 10
货号位数 1
2
345
6--8
主色 配色
季节
Q1
Q2
Q3
Q4
代码
1
2
3
4
旧产品编码新产品编码
9 10
货号位数 1
2
345
6--8
主色 配色
(5)第5位数字表示“大类”:由0-9的10个数字作为类别代码,具体含 义如下:(具体品类以文字形似体现在条码外) •服装:
大类代码 1 2
3
4
代表大类 T恤
裤子
套装
梭织上衣
代表的产品品类 翻领T、圆领T恤、V领T、文化衫、背心 梭织长裤、针织长裤、梭织七分裤、针织七分裤、梭织五分裤、针织 五分裤、梭织短裤、针织短裤、棉裤类 牛仔裤 梭织运动套装上装、梭织运动套下装、针织运动套上装 、针织运动 套下装 、短袖针织套上装、短袖针织套下装 马夹、短袖风衣、衬单风衣、丝光绒风衣 摇粒风衣棉风衣、单茄克、 丝光绒茄克 摇粒茄克 棉茄克、摇粒、两件套风衣 、中长棉服 衬衫
(2)第2位数字表示“性别类别”,由0-9的10个数字作为类别代码,具体含 义如下:
类别代码 1 2 3 4
xx公司编码方案.doc
XX公司ERP编码方案一、产成品存货编码的原则:1.1原则采用:成品(4)+存货大类+公司产品品名+客户代码+颜色+材质1.2 简图成品编码规则(共13位数)其他规格流水客户代码存货大类成品--41.3 规则具体说明:1.3.1 第1位产品大类编码成品用4表示1.3.21.3.5 其他规格流水码 01-99位二、 半成品编码的原则:(1+2+4+4+1+1+2=15位)2.1 原则采用:半成品(3)+来源+小分类+规格+颜色+材质+流水 2.2 简图半成品编码的原则(共11位数)流水 材质颜色来源半成品---32.3 规则具体说明:2.3.1 第1位 半成品 用3表示 2.3.2 第2-3位 来源 具体如下表01 注塑 02 装配 03 外协 04包材2.3.5 第11位材质具体如下表三、外购配件编码的原则:(1+2+4+3)3.1原则采用:外外配件(2)+存货小分类+存货二级小分类+规格3.2 简图外购件编码规则(共10位数)存货小分类外购件--21.3 规则具体说明1.3.1 第1位外购件编码用2表示1.3.3 第4-7位存货二级小分类及规格描述具体如下表一级分类码分类名称二级分类码二级分类名称2040010 外箱0020 彩盒003 吸塑盒004 塑料袋005 纸卡006 不干胶007 说明书205 开关206 标准件001 螺丝002 弹簧207 备品备件001 劳保类002 生产辅料003 工具类004 维修配件四、塑料原料编码的原则:4.1原则采用:原料+规格流水4.2 简图原料。
物料编码范例

XXX 公司物料编码方案书文件名称: 物料编码规则 文件编号:生效日期: 版 本 号:受控正本 受控副本编 制: 校 核:批 准:1目的与用途1.1规范物料描述与物料编码规则。
1.2适用于本公司ERP系统用户。
2 物料描述2.1物料描述内容必须含有按各产品术语标准确定的图样名称。
2.2物料描述内容应力求简洁明了。
2.3物料描述的具体要求2.4.1成品——基本型号+电压功率+颜色或标准规定名称。
例如:YA500(2) 220V900W磨砂YD500(2) 220V900W磨砂2.4.2 原材料——标准规定名称+规格+材质+形态+颜色或型号+热变形温度+阻燃等级+颜色。
例如:不锈钢板0.33*879.5*193/SUS430PP-338/热变形温度130℃/黑色(308色板)2.4.3标准件——标准规定名称+规格+材质+表面处理,根据对象而定。
例如:螺钉ST3x10十字槽盘头锥尾/镀镍3 物料编码规则3.1物料类型代码注:1) 成品:包装好后的产品。
2)材料:指采购回来后还需在公司內再组织加工的零部件。
3)包装:指采购回来后还需在公司内再包装零件4)组件:指由几个零部件装配在一起的组合体。
公司内根据目前情况主要指还需要再次加工的零部件。
3.2成品物料编码规则(11位)物料类型代号小类代号型号规格描述表面处理(颜色)品牌代号 6XXX X 11 234XX 5环保代号X XXX例如: 12150105011表示该成品为 11150010801表示该成品为黑金刚环保电压力锅YA500(2)御尚堂产品简包。
3.3原材料编码规则X XXXX XX 表面处理流水号/型号规则描述小类代码大类代码物料类型代码XX 环保代号X123456X原材料各层表示见下表:3.31五金件编码规则X XXXXX XX 表面处理流水号小类代码大类代码物料类型代码XX 环保X123456X注:如果没有升数流水号最前一位为O 表示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XX公司ERP编码方案
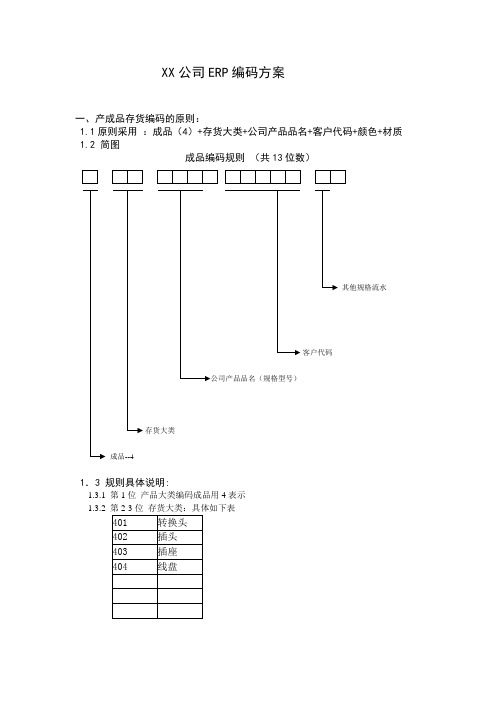
一、产成品存货编码的原则:
1.1原则采用:成品(4)+存货大类+公司产品品名+客户代码+颜色+材质1.2 简图
成品编码规则(共13位数)
其他规格流水
客户代码
存货大类
成品--4
1.3 规则具体说明:
1.3.1 第1位产品大类编码成品用4表示
1.3.2
1.3.5 其他规格流水码 01-99位
二、 半成品编码的原则:(1+2+4+4+1+1+2=15位)
2.1 原则采用:半成品(3)+来源+小分类+规格+颜色+材质+流水 2.2 简图
半成品编码的原则(共11位数)
流水 材质
颜色
来源
半成品---3
2.3 规则具体说明:
2.3.1 第1位 半成品 用3表示 2.3.2 第2-3位 来源 具体如下表
01 注塑 02 装配 03 外协 04
包材
2.3.5 第11位材质具体如下表
三、外购配件编码的原则:(1+2+4+3)
3.1原则采用:外外配件(2)+存货小分类+存货二级小分类+规格3.2 简图
外购件编码规则(共10位数)
存货小分类
外购件--2
1.3 规则具体说明
1.3.1 第1位外购件编码用2表示
1.3.3 第4-7位存货二级小分类及规格描述具体如下表
一级分类码分类名称二级分类码二级分类名称
204
0010 外箱
0020 彩盒
003 吸塑盒
004 塑料袋
005 纸卡
006 不干胶
007 说明书
205 开关
206 标准件
001 螺丝
002 弹簧
207 备品备件
001 劳保类
002 生产辅料
003 工具类
004 维修配件
四、塑料原料编码的原则:
4.1原则采用:原料+规格流水
4.2 简图
原料
(注:文档可能无法思考全面,请浏览后下载,供参考。
可复制、编制,期待你的好评与关注)。