热轧粘合工艺参数对非织造材料力学性能的影响
非织造布的性能与测试
1.非织造布:是指定向或随机排列的纤维通过摩擦、抱合、粘合或者这些方法的组合而相互结合形成的片状物、纤网或絮垫。
不包括纸、针织物、机织物、簇绒织物、带有缝编纱线的缝编织物和湿法缩绒的毡制品。
2.非织造布的加工方法:1)干法成网法:机械加固法(针刺法、水刺法、缝编法)、化学粘合法(浸渍法、喷洒法、泡沫法、印花法、溶剂粘合法)、热粘合法(热熔法、热轧法)2)聚合物纺丝成网法:纺粘法、熔喷法、膜裂法、闪蒸法3)湿法成网法:圆网法、斜网法3,非织造布按用途分类:1)服装、鞋类产品用非织造布:衬布、衬里;服装内外衣;非织造布保暖絮片2)医疗卫生非织造布:卫生巾、尿布;手术衣帽;3)日用装饰类非织造布:地毯;室内装饰织物4)工业用非织造布:工业过滤材料;绝缘材料(电缆布、蓄电池隔板布、碳素毡绝热材料);汽车用非织造布;纺织、造纸用非织造布5)土木工程、建筑用非织造布:路基布、土工布、防雨材料等6)农业、园艺用非织造布:丰收布、保温布、护根育秧布等4.非织造布的特点:1)非织造布是纺织、化工、塑料、造纸工业的交错边缘产品2)非织造布产品外观、结构多样化3)非织造布使用范围广5.非织造布的几种典型结构1)纤网中部分纤维得到加固的结构①靠纤维的缠结得以加固②由纤维形成线圈得到加固2)纤网由外加纱线得到加固的结构3)纤网由粘合作用得到加固的结构①由粘合剂加固②热粘合作用加固6,非织造布测试准备★预处理:50℃,相对湿度5%〜25%条件下进行预烘干预调湿:标准状态下20℃±1℃,相对湿度65%±2%,一般调湿24h。
非织造布用纤维原料及性能测试1.纤维性能对非织造布性能的影响★1)纤维长度:纤维长度长,制品的强度高,均匀度好。
但是纤维过长不利于梳理,易产生纤维结。
气流成网一般用10mm左右的纤维,机械梳理一般采用小于65 mm的中长型纤维2)纤维的线密度:线密度小,产品的强度高,均匀度好。
但线密度大时,纤维的回弹性好。
非织造学下学期复习资料
名词解释:1.形变热:由于轧辊间的压力使处于轧辊钳口的高聚物产生宏观放热效益,导致纤网温度进一步上升。
2.clapeyron效应:高聚物分子受压时熔融所需热量远比常压下多。
3.面粘合热轧:适用于生产婴儿尿片和妇女卫生巾包覆材料、药膏基布、胶带基布及其他薄型非织造材料,纤网面密度通常为18~25g/m2,少数甚至在10以下,制成的非织造材料表面结构比较光滑。
4.ES纤维:芯是聚丙烯材料,起主体纤维作的用,其皮是聚乙烯材料,起热熔粘合的作用。
超声波粘合:利用超声波激励被粘合材料内部分子产生高频振动,分子运动加剧而熔融,再施以一定压力使材料粘合。
热轧粘合:热轧粘合是指用一对热辊对纤网进行加热,同时加以一定压力的热粘合方式。
热辊加热方式有电加热、油加热、电感应加热等。
第七章:1.泳移现象:所谓泳移即是在烘燥过程中聚合物分散液在加热时随水蒸发一起移向纤网的表层,因而烘燥后纤网的表面粘合剂含量多,而纤网内部粘合剂含量少未得到充分加固,导致了纤网分层疵病。
2.接触角:液体对固体表面润湿程度可用接触角θ表示。
它是在液滴、固体、气体接触的三相界面点,作液滴曲面的切线与固体表面的夹角。
液体在固体表面上的接触角越小,润湿程度越好。
3.泡沫半衰期:是指一定的泡沫容积内部所含的液体流出一半所需要的时间。
它表征了泡沫的排液速度和稳定性。
化学粘合加固:利用化学粘合剂的粘合作用使纤维间相互粘结,纤网得到加固的一种方法。
泡沫粘合:利用刮涂或轧液等方式,将制备好的泡沫粘合剂均匀的施加到纤网中去的方法,待泡沫破裂后,释放出粘合剂,烘干成布1.粘均分子量:用稀溶液粘度法测得的平均相对分子质量。
2.熔体指数(MFI):是纺丝成网、熔喷实际生产中对原料性能的主要指标,其定义为:在一定的温度下,熔融状态的高聚物在一定负荷下,10分钟内从规定直径和长度的标准毛细管中流出的重量,单位为g/10min,熔体指数越大,流动性越好。
3.热裂解现象:热裂解制程为间接加热将碳氢化合物分解后重组,将高沸点、巨大分子的有机物质裂解或分解为较低分子的物质如轻油及柴油等高价物质。
非织造学资料
《非织造学》复习大纲一、名词解释1、双组分纤维—两种组分的成纤高聚物通过统一喷丝孔复合纺丝而制得的纤维。
2、ES纤维—由聚乙烯和聚丙烯组成的皮芯结构的双组分热粘合纤维。
其中皮层为聚乙烯,其热熔粘合作用,芯层为聚丙烯,作为主体纤维。
3、干法造纸—干法造纸是先采用气流成网制备纤网,再经加固形成非织造材料的一种新工艺。
其主要原料是木浆纤维,属纤维素纤维。
4、纤网杂乱度—纤维数量沿纤网各个方向排列的均匀程度称之为杂乱度,杂乱度越高表示纤维沿各方向排列越均匀。
5、纤网定向度—纤维在纤网中呈单方向(如纵向或横向)排列数量多少程度称作定向度,定向度表示为某一方向,在该方向排列的纤维数量占优势。
6、纤网均匀度—指纤维在纤网中分布的均匀程度。
7、CV值—用统计数学中的变异系数来表征产品性能或特征值的不匀率。
8、针刺深度—针刺深度是刺针穿刺纤网至极限位置后,突出在纤网外的长度。
9、针刺密度—是指纤网在单位面积(1cm2)上受到的理论针刺数,它是针刺工艺的重要参数。
10、步进量—指针刺机每针刺一个循环,非织造纤网所前进的距离。
11、泳移现象—所谓泳移即是在烘燥过程中聚合物分散液在加热时随水蒸发一起移向纤网的表层,因而烘燥后纤网的表面粘合剂含量多,导致纤网内部粘合剂含量减少非织造材料未得到均匀加固,导致了纤网分层疵病。
12、玻璃化温度—高聚物从玻璃态向高弹态转变的温度,也就是高聚物链段开始发生运动的温度。
13、熔体指数(MFI) —在一定的温度下,熔融状态的高聚物在一定负荷下,10分钟内从规定直径和长度的标准毛细管中流出的重量,单位为g/10min。
14、形变热—轧辊间的压力使处于轧辊钳口的高聚物迅速变形而产生宏观放热效应。
15、点粘合—点粘合是一种热压粘合工艺,通过刻花辊和光棍组成的热轧辊对纤网进行局部熔融粘合达到加固目的,其中有规则形状的粘合区和保持纤维原有结构的无粘区组成。
16、面密度—指纤网中所含纤维的质量,用g/m2表示。
非织造学整理(1)

第一章 绪论1.非织造材料:定向或随机排列的纤维通过摩擦、抱合或粘合或者这些方法的组合而相互结合制成的片状物、纤网或絮垫(不包括纸、机织物、簇绒织物,带有缝编纱线的缝编织物以及湿法缩绒的毡制品)。
所用纤维可以是天然纤维或化学纤维;可以是短纤维、长丝或当场形成的纤维状物。
2.非织造材料的主要用途有:医用卫生非织造材料;服装用非织造材料;日常生活用非织造材料;工业用非织造材料;农业用非织造材料;国防用非织造材料等。
3.非织造工艺的技术特点(1)多学科交叉,突破传统纺织原理,综合了纺织、化工、塑料、造纸以及现代物理学、化学等学科的知识。
(2)工艺过程简单,劳动生产率高。
(3)生产速度高,产量高。
(4)可应用纤维范围广。
(5)工艺变化多,产品用途广。
4、非织造材料的特点:1、是介于传统纺织品、塑料、皮革和纸四大柔性材料之间的材料2、外观结构多样性3、性能多样4、构成主体是纤维(呈单纤维状态)5、由纤维组成网络状结构。
6、必须通过化学、机械、热学等加固手段使该结构稳定和完整。
6、非织造材料生产的工艺流程通常为:纤维原料→成网前处理→成网→加固→后整理→卷绕针刺法水刺法缝编法机械加固浸渍法喷洒法泡沫法印花法溶剂粘合法化学粘合法热熔法热轧法热粘合法干 法机械法化学法热粘合法纺粘法熔喷法膜裂法聚合物挤压成网法化学粘合园网法热粘合斜网法湿 法非织造材料第二章非织造用纤维原料1.纤维在非织造材料中的作用:一、纤维作为非织造材料的主体成分;二、纤维作为非织造材料的缠结成分三、纤维作为非织造材料的粘合成分;四、纤维既作非织造材料的主体,同时又作非织造材料的热熔粘合成分。
2.纤维特性对非织造材料性能的影响规律(1)细度和长度:纤维变粗变长,非织造材料强度提高;(2)卷曲度:纤维卷曲度影响抱合力、弹性、压缩回弹性。
(3)纤维截面形状:过滤材料采用多叶截面,孔径变小,表面积增大,非织造材料强度提高。
(4)表面光滑程度:影响强度,影响加工工艺性,如静电、针刺力等。
非织造原理复习题修改版
非织造原理2 复习题一.名词解释1.泳移:所谓泳移即是在烘燥过程中聚合物分散液在加热时随水蒸发一起移向纤网的表层,因而烘燥后纤网的表面粘合剂含量多,而纤网内部粘合剂含量少未得到充分加固,导致了纤网分层疵病。
2.针刺密度:指纤网在单位面积里所受的总针刺数。
3.马丽瓦特缝编:将具有一定厚度的纤网喂入缝编区,通过缝编机件的相互作用,由缝编纱形成线圈结构,使纤网得到加固而形成非织造布。
4.饱和浸渍:纤网喂入装有粘合剂的浸渍槽中,浸渍后经过一对轧辊或吸液装置除去多余的粘合剂,最后通过烘燥系统使纤维得到固化而成为非织造材料。
5.超声波粘合:利用超声波激励被粘合材料内部分子产生高频振动,分子运动加剧而熔融,再施以一定压力使材料粘合。
6.静电植绒:将有粘合剂的非织造布(或其他材料),经过带负电的输送帘喂入静电场,植绒的材料经过电极,带上正电后落向非织造布,由于植绒材料在电场中呈垂直形态,绒头下端被粘合剂粘住,经过焙烘后粘合剂固化,绒头便挺立在非织造底布上,形成绒面状外观。
7.喷洒粘合:采用喷洒的方式把粘合剂施加到纤网中,再使纤网受热固化而得到加固的一种方法。
8.毡缩法:利用纤维表面鳞片所具有的定向摩擦效应,使纤维互相纠结在一起并且牢固地连结起来,使纤网得到加固。
9.轧辊海陆比:即轧点总面积占轧辊面积比,一般为8%-28%。
10.泡沫半衰期:一定体积的泡沫流出其中液体重量一半所需的时间,一般为2min-12min.11.步进量;指针刺机每针刺一个循环纤网所前进的距离(cm)。
12.热轧粘合:热轧粘合是指用一对热辊对纤网进行加热,同时加以一定压力的热粘合方式。
热辊加热方式有电加热、油加热、电感应加热等。
13.针刺深度:指刺针穿刺纤网后突出在纤网外的长度。
14.化学粘合加固:利用化学粘合剂的粘合作用使纤维间相互粘结,纤网得到加固的一种方法。
15.针刺力:是针刺过程中刺针穿刺纤网所受到的阻力。
16.缝编加固技术:利用经编线圈结构对纤网、纱线层、衬布等材料或它们的组合进行加固而制成非织造布的一种方法。
东华大学非织造历年试题

非织造学试卷 A 卷一 名词解释 ( 每题 2 分,共 20 分 )1、 ES 纤维2、 熔体指数 (MFI)3、干法造纸4、 纤网杂乱度5、 CV 值6、 泳移现象7、针刺密度8、形变热9、 SMS 非织造材料 10、各向同性二 填空(每空 1分,流程图每空 0.5 分,共 25 分)( ) 和加固。
6、试标出流程图中各部分的名称。
7、试标出流程图中各部分的名称。
1 、熔喷工艺中,聚合物原料的分子量越小,熔体粘度越( ) ,同样拉伸条件下,纤维细度越 ()2、 非织造热风烘燥工艺中有 ( )3、 短纤维非织造的成网方式有 ( )4、 非织造化学粘合工艺包括 ( ) ( ) 。
5、 聚酯纺丝成网的工艺过程为 ()、( ) 和( ) 三种方式。
、( ) 和( ) 。
、( )、()、 ( )、熔融纺丝、 ( ) 、 ( )三问答题和论述题(共55分)1、阐述非织造布的定义以及与纸张的区别。
(6 分)2、按成网及加固方法,对非织造材料分类(用框图表示)。
(5 分)3、论述杂乱罗拉杂乱成网的原理,其纤网MD CD比值范围为多少?(6分)4、试述预针刺机与主针刺机的主要区别。
(5 分)5、试比较纺丝成网法与熔喷法两者的特点。
(6 分)6、试述粘合剂玻璃化温度(Tg)对非织造材料性能的影响。
(5 分)7、试述水刺加固机理及工艺参数对产品性能的影响。
(8 分)8、简述水刺工艺中预湿的作用。
(3 分)9、热轧工艺三要素对产品性能有何影响?(6 分)10、试述弧形针板对纤网结构与材料性能的影响。
(5 分)习题作业第一章绪论:1. 试说明非织造材料与其他四大柔性材料的相互关系。
2. 从广义上讲,非织造工艺过程由哪些步骤组成?3. 试阐述非织造工艺的技术特点。
4. 掌握理解我国国标给非织造材料给予的定义。
5. 试根据成网或加固方法,将非织造材料进行分类。
6. 试阐明非织造材料的特点。
7. 试列出非织造材料的主要应用领域。
纺粘法非织造布的粘合机理及热轧工艺对产品性能的影响
3 热轧工艺对产品性能的影响
3 1 实验准备 原料: 采用上海赛科 S2040 聚丙烯。 设备: 国产 SS 纺粘线上进行, 幅宽 3 2m, 纤网
2011 年 ( 总第 85 期 ) 张月庆 , 钱晓明 : 纺粘法非织造布的粘合机理及热轧工艺对产品性能的影响
13
于生产的进行, 也改善了非织造布的手感。
2
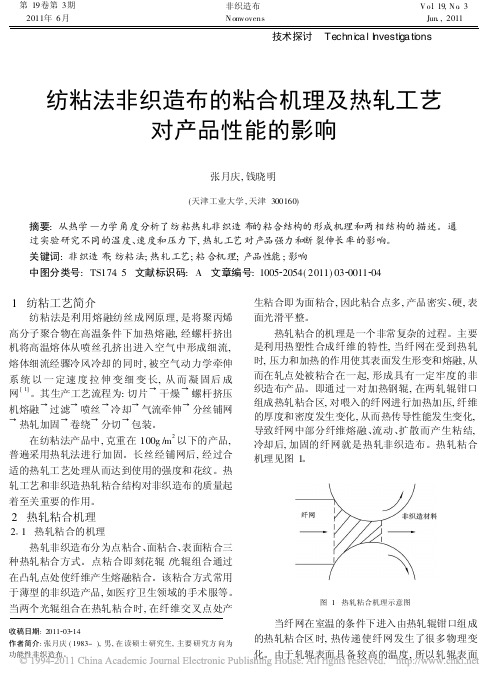
生粘合即为面粘合 , 因此粘合点多 , 产品密实、 硬, 表 面光滑平整。 热轧粘合的机理是一个非常复杂的过程。主要 是利用热塑性合成纤维的特性, 当纤网在受到热轧 时, 压力和加热的作用使其表面发生形变和熔融 , 从 而在轧点处被粘合在一起, 形成具有一定牢度的非 织造布产品。即通过一对加热钢辊 , 在两轧辊钳口 组成热轧粘合区, 对喂入的纤网进行加热加压, 纤维 的厚度和密度发生变化 , 从而热传导性能发生变化, 导致纤网中部分纤维熔融、 流动、 扩散而产生粘结, 冷却后, 加固的纤网就是热轧非织造布。热轧粘合 机理见图 1 。
- 3 [ 3]
, 这就是热轧粘合
经一对钢辊进行热轧 , 上辊为花辊, 下辊为光辊, 采 用导热油进行加热。 实验仪器 : 采用 YG028型电子万能材料试验机 测试拉伸性能 , 夹持距离 200mm, 拉伸速度 100mm / m in , 试样宽度 5cm。 3 2 实验方案 在厂房设 备、 产品克 重一定的条 件下, 轧 机温 度、 轧机线速度和轧机间压力是影响热轧粘合非织 2 造布性能的主要因素。试验以 16g /m SS 聚丙烯纺 粘法非织造布为例 , 探讨热轧辊的温度、 线速度、 压 力三种指标对纵横向强力的影响。测试产品在不同 的温度、 速度和压力下强力的变化情况 , 其中轧机压 力是在轧机两端施加的 , 轧机会因此产生弯曲变形。 因此本实验轧机两端压力设为 4 0MP a 不变 , 通过 改变增压泵的数值来改变压力的大小。参数设置见 表 1 。
非织造题纲

第一章1、非织造原理及工艺过程答:非织造材料(Nonwovens)又称非织造布、非织布、非织造织物、无纺织物或无纺布。
非织造技术是一门源于纺织,但又超越纺织的材料加工技术。
不同的非织造工艺技术具有各自对应的工艺原理。
但从宏观上来说,非织造技术的基本原理是一致的,可用其工艺过程来描述,一般可分为以下四个过程:(1)纤维(原料)选择;(2)成网;(3)加固;(4)后整理。
2、非织造材料的分类答:(一)按成网方法分类:(1)干法成网:天然纤维或者化学纤维通过机械成网或气流成网制的。
①机械成网:用锯齿开棉机或梳理机梳理纤维,制成一定规格和面密度的薄网。
这种纤网可以直接进入加固工序,也可以经过铺叠或交叉折叠再进入加固工序。
②气流成网:利用空气动力学原理,让纤维在一定的流场中运动,并以一定的方式均匀的沉积在连续运动的多空帘带或尘笼上形成纤网。
纤维长度相对较短,最长80mm。
纤网中纤维的取向通常很随机,因此纤网具有各向同性的特点。
(2)湿法成网:以水为介质,使短纤维均匀的悬浮在水中,并借水流作用,使纤维沉积在透水的帘带或多孔滚筒上,形成湿的纤网。
(3)聚合物挤压成网:利用聚合物挤压的原理和设备。
首先采用高聚物的熔体、浓溶液或溶解液通过喷丝孔形成长丝或短纤维。
这些长丝或短纤维在移动的传送带上铺放形成连续的纤网。
纤网随后经过机械加固、化学加固或热粘合形成非织造材料。
大多数聚合物挤压成网的纤网中,纤维长度是连续的。
(二)按照纤网加固方式分类:(1)机械加固:非织造纤网通过机械的方法使纤维互相交缠得到加固,如针刺、水刺和缝编法等。
(2)化学粘合:在化学粘合剂粘合过程中,粘合剂乳液或粘合剂溶液在纤网内或周围沉积,然后通过热处理得到粘合,粘合剂通常经过喷洒、浸渍或者印花附着于纤网表面或内部。
(3)热粘合:该工艺是将纤网中的热熔纤维在交叉点或轧点受热熔融后固化而使纤网得到加固。
3、非织造材料的结构特征答:(1)构成主体是纤维(呈单纤维状态)(2)由纤维组成网络状结构(3)必须通过化学、机械、热学等加固手段使该结构稳定和完整第二章1、纤维在非织造材料中的作用及纤维特性对非织造材料性能的影响答:(1)作用:①纤维形成非织造材料的基本结构对于大多数粘合法非织造材料,针刺、水刺加固非织造材料,纺丝成网法非织造材料,湿法非织造材料,纤网型缝编法非织造材料,纤维以网状形式构筑成非织造材料的主体结构,纤维在这种非织造材料中的比重从一半以上直至百分之百。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Vol.32 No.4 Aug. 2019
热轧粘合工艺参数对非织造材料力学性能的影响
王孝锋,侯大寅,徐珍珍,汪 浩,杨 莉*
(安徽工程大学 纺织服装学院,安徽 芜湖 241000)
根据 GB/19976—2005《纺织品织物顶破性能测定》,采用 YG026H 型电子织物强力机对非织造材料的 顶破性能进行测试。夹布圆环内径为 2.5cm,弹子直径为 2cm,试验机下降速度为 100mm/min,试样直径 为 6cm,每组测试 5 个试样,取其平均值。
Level
1 2 3
A Hot melt adhesive
content(%)
40 50 60
表 1 因子水平
B
C
Web density (g/m2)
Hot rolling pressure (MPa)
40
4
100
6
140
8
D Hot rolling time
(min)
5 10 15
2 结果分析
2.1 对表面粘合非织造材料性能的影响
表 2 表面粘合非织造材料的拉伸断裂强力、顶破强力及其极差分析
Experimental Sample No:
A
B
C
D
Breaking strength/N
Burst strength /N
1
1
1
1
1
107.525
53.73
2
1
2
2
2
357.85
108.63
3
1
3
3
3
380.37
171.6
4
2
1
2
3
135.75
1.2 试样制备
热轧粘合是利用一对或两对加热钢辊或包有其他材料的钢棍对纤网进行加热加压,导致纤网中部分纤 维熔融、流动、扩散而产生粘结,冷却后使纤网得到加固,尺寸结构变得更稳定的一种工艺[8]。因此本实 验利用平板硫化机模拟纤网进入钳口区受压加热得到加固的过程,制备非织造材料。影响热轧粘合工艺的 参数主要有热压辊的温度、线速度、压力、纤网密度、热熔胶含量、热轧时间、粘合方式等,并且随着热
1.3 材料性能测试
1.3.1 材料拉伸断裂实验 根据 GB/3923.1—1997《纺织品织物拉伸性能测定》,采用 YG026H 型电子织物强力机对非织造材料的
拉伸性能进行测试。试样尺寸为 250mm×50mm,夹持长度为 200mm,拉伸速度设为 20mm/min,每组测试 5 个试样,取其平均值。 1.3.2 材料的顶破性能测定
1 实验部分
1.1 实验原料及设备
实验原料:40g/m2、100g/m2 和 140g/m2 三种经过预针刺的纯壳聚糖非织造布;热熔胶粉末(粒径为 40-100 目,主要成分是乙烯-醋酸乙烯共聚物,熔点为 96℃)。
实验设备:平板硫化机(QLB-25T,湖州橡胶机械有限公司);电子天平(上海天平仪器技术有限公 司);YG026H 型电子织物强力机(大荣纺织有限公司)。
着热熔胶含量的增加而增加,但顶破强力先增后减;面粘合非织造材料的断裂强力与顶破强力随着纤网密度的增
加而逐渐增大,随着热轧压力的增加而逐渐减小,断裂强力随着热熔胶含量的增加而增大,随着热轧时间的延长
而逐渐减小,顶破强力随着热熔胶含量的增加先增后减,随着热轧时间的延长而逐渐增大;并在相同的工艺参数
下,表面粘合非织造材料的力学性能要优于面粘合。
关键词:热轧粘合;工艺参数;纤网密度;力学性能;影响
中图分类号:TS174.5
文献标识码:A
文章编号:2095-414X(2019)04-0014-06
热粘合是非织造织物生产中一种很重要的加固方法,此方法具有生产过程简单、速度快、无三废问题、 产品性能变化多样、安全等特点,被广泛应用于婴儿尿布、卫生巾面料、过滤材料、高档服装衬等领域[1-4]。 而热轧粘合又是热粘合加固方式中一种重要的方式,此方式虽然加工工艺简单,但工艺过程相对复杂。当 纤网进入钳口区后就会发生一系列的变化,如纤网被压紧加热、纤网产生形变、部分纤维熔融、熔融的高 分子聚合物流动以及冷却成型等等。为了得到性能优异的非织造材料,已有学者对热轧粘合的工艺参数进 行了研究,如张月庆等人[5]经过试验得到,随着轧棍压力的升高非织造材料横向断裂强度线性增加,且热 轧压力对非织造材料的强力影响小于热轧温度和线速度;Mueller 等人[6]研究发现粘合温度达到纤维熔点时 非织造材料强度增加幅度变大;Bechter 等人[7]通过实验分别分析了热轧速度、温度、压力与非织造材料强 度之间的关系。但是他们均是采用单因素法分析了各个参数对非织造材料性能的影响,基于此,本文采用 正交试验法,综合分析热轧粘合方式及工艺参数对非织造材料力学性能的影响,并利用极差、方差分析法 探究工艺参数对非织造材料力学性能的影响程度及显著性。
摘 要:采用正交试验法综合分析热轧粘合方式与工艺参数对非织造材料力学性能的影响,以热熔胶含量、纤网
密度、热轧压力、热轧时间为影响因素,讨论采用同种热轧粘合方式时,纤网密度与热轧工艺参数对非织造材料
力学性能的影响,并进一步比较不同热轧粘合方式下非织造材料力学性能的差异性。结果表明:表面粘合非织造
材料的断裂强力与顶破强力随着纤网密度的增加而增大,随着热轧压力与热轧时间的增加先增后减,断裂强力随
________________________________ *通讯作者:杨莉(1978-),女,副教授,研究方向:纺织复合材料. 基金项目:“纺织面料”安徽省高校重点实验室基金项目(2018AKLTF10),安徽省自然科学基金重大项目(KJ2017ZD13).
第4期
王孝锋,等:热轧粘合工艺参数对非织造材料力学性能的影响
15
轧压力的提高,改善了轧辊与纤维间接触热量的传递,粘合效果好[9]。但是由于 Clapeyron 效应的存在,使 得高聚物受压时熔融所需的热量远比常压下多,因此要合理的选择温度与压力。故本文利用正交试验法, 分别以热熔胶含量、纤网密度、热轧压力、热轧时间为影响因素,讨论热轧粘合方式(表面粘合与面粘合)及 工艺参数对非织造材料力学性能的影响,根据热熔胶熔融温度和聚丙烯纤维网熔点确定热熔温度为 130℃,不 考虑交互作用,因子水平见表 1。