PCB制程工艺
pcb制程工艺

pcb制程工艺PCB制程工艺是一种以印刷线路板(PCB)为载体,将电子元件焊接在上面的技术。
其目的是为了实现电子设备的集成化和小型化。
下面,我们就来分步骤阐述一下PCB制程工艺。
一、设计与平台在进行PCB制程工艺前,首先需要进行电路设计。
设计电路时需要注意各个元器件之间的连线和布局。
再根据设计的电路,绘制出PCB 的版图。
这就需要使用PCB布局软件,可以选择自己喜欢的软件进行操作。
电路设计完成后,就可以将完整的版图传输到制造厂商的平台上。
也可以自己DIY PCB板。
二、印刷压铜在制造厂商的平台上,电路设计师提交的电路板版图会被制造厂商放在一张刻有铜板图案的基板上。
随后,这个基板将被送入铜盐溶液中浸泡,让铜离子与基板上的铜板结合。
接着,将该基板放在一个高度温度控制的炉子中进行加热,这样铜将会形成一个均匀的铜层。
三、电路绘制和化学加工为了让铜层成为一个有用的电路,需要将不需要的铜蚀掉,只保留需要的电路的部分。
这就需要进行电路绘制和化学加工两个步骤来实现。
1.电路绘制在这一步中,制造厂商会将板图上的未来电路的位置喷涂上一薄层特殊的光敏材料。
然后,他们会使用UV光将该板置于一张滚筒上,使光敏材料仅与UV光接触。
该制程被称为曝光。
曝光后,电路板被送入化学液中。
该液会溶解未曝光部分的化学物质,使能够将铜去除。
2.化学加工为了使电路变得稳定,电路板还需要进行化学加工。
这可以通过单层或多层板将不同位置喷涂上不同类型的抗蚀涂料来实现。
将电路板放入酸性液体中后,液体用于去除抗蚀剂未覆盖的铜,留下待刻制的电路元件。
四、钻孔在PCB制程中,必须钻出每个电子元件的孔,这样电子元件在PCB 上就可以引出针脚。
这一过程可以通过钻孔机的技术来实现。
五、安装元器件在钻孔之后,就可以将电子元件焊接在电路板的预先钻好的孔洞中。
在完成焊接过程之后,使用专用工具进行测试和检验,以确保电路板中没有任何问题。
六、打标志和测试在最后的制程工艺是打标志和测试。
pcb铜基板工艺流程

pcb铜基板工艺流程一、概述:PCB铜基板是一种特殊的印制电路板,其主要特点是底材采用铜箔,具有优良的散热性能和导电性能,广泛应用于高功率电子设备、LED照明等领域。
铜基板的制造过程主要包括底材制备、制图、成膜、成型、镀铜、钻孔、贴膜、外层制程和最终检验等工序。
以下将详细介绍pcb铜基板工艺流程。
二、pcb铜基板工艺流程:1.底材制备:首先将铜箔加工成所需的大小和形状,通常包括铜箔裁剪、去毛刺、抛光等工序。
然后,将加工好的铜箔与介质(通常为玻璃纤维布)层层压合,形成铜基板的底材。
2.制图:利用电脑辅助设计软件将电路图转化为电路板的制图文件,并进行布局确定、导线连接等操作。
同时,还需要进行电路板外框的设计。
3.成膜:将基材放置在特定的涂覆机上,通过涂布的方式在其表面形成一层保护膜,以保护基材免受化学物质的侵蚀。
4.成型:将成膜的基材放入特定的模具中,通过高温和压力的作用,使其成型并获得所需的厚度和表面特性。
5.镀铜:在成型完成的基材上镀上一层薄薄的铜层,以增加其导电性能。
镀铜的方式通常有湿镀铜和干镀铜两种。
6.钻孔:在铜基板上钻孔,用于连接不同层次的电路,通常采用机械钻孔或激光钻孔的方式进行。
7.贴膜:在铜基板上贴上一层保护性膜层(通常为无机胶膜),以保护板表面不受腐蚀,同时也能增加板的机械强度。
8.外层制程:对板的外层进行镀金、焊盘制作、喷阻焊油和剥雳等处理,以便与其他电子元器件的连接和安装。
9.最终检验:对制作完成的铜基板进行外观检查、电气性能测试、可靠性测试等,确保其质量符合要求。
以上为pcb铜基板的工艺流程,不同厂商和不同要求的铜基板制作过程可能会有所差异,但基本的工艺流程是相似的。
通过上述工艺流程,可以生产出高质量的pcb铜基板,用于各种电子设备的生产和应用。
PCB生产工艺流程设计规范
一次銅
D、外层干膜流程介绍
☺ 流程介绍:
前处理
压膜
曝光
显影
☺ 目的:
经过钻孔及通孔电镀后,内外层已经连通,本制程制作外 层干膜,为外层线路的制作提供图形。
外层干膜—前处理介绍
☺ 前处理:
目的:去除铜面上的污染物,增加铜面粗糙度,以利于压膜制程 重要原物料:磨刷
☺ 压膜(Lamination):
分类以及它的制造工艺。
A. 以材料分 a. 有机材料 酚醛树脂、玻璃纤维/环氧树脂、Polyimide、BT等皆属之。 b. 无机材料 铝基板、铜基板、陶瓷基板等皆属之,主要取其散熱功能。
B. 以成品软硬区分 a. 硬板 Rigid PCB b. 软板 Flexible PCB 见图1.3 c. 软硬结合板 Rigid-Flex PCB 见图1.4
晶圓
第0層次
第4層次 (Gate)
第3層次 (Board)
第1層次 (Module)
第2層次 (Card)
– 2、PCB的演变
1.早於1903年Mr. Albert Hanson(阿尔伯特.汉森)首创利用“线路 ”(Circuit)观念应用于电话交换系统上。它是用金属箔切割成线路导体,将 之粘于石蜡纸上,上面同样粘上一层石蜡纸,成了现今PCB的构造雏形。如 下图:
2L 3L 4L 5L
Layer 1 Layer 2 Layer 3 Layer 4 Layer 5 Layer 6
层压工艺—压合介绍
• 压合:
• 目的:通过热压方式将叠合板压成多层板 • 主要生产辅料: 牛皮纸、钢板
压力
可叠很多层
热板
钢板 牛皮纸 承载盘
层压工艺—后处理介绍
• 后处理: • 目的: • 对层压后的板经过磨边;打靶;铣边等工序进行初步的外形处理以便后
PCB制作工艺流程

PCB制作工艺流程一、开料目的:以制造流程单之规格,将大面积的敷铜泊基板依制前设计所规化的工作尺寸裁切尺寸及厚度发料并裁板。
1、裁板作业流程:仓库→裁板室→调整尺寸→裁板→检查测量2、磨边作业流程:设置长、宽→磨边→水洗一→水洗二→水洗三→挤干→吹干→烘干二、内层1、内层前处理目的:将除去板面氧化物及油污,再加磨刷粗化铜面增加感光材料于铜面的附著力。
作业流程:上板→化学清洗(H2SO4:3%~5%,压力:1.5±0.5㎏/C㎡)→溢流水洗(压力:1.5±0.5㎏/C㎡)→磨刷→中压水洗(压力:3.0±0.5㎏/C㎡)→微蚀刻(SPS:100~120g/1, H2SO4:1%~3%,压力:1.5±0.5㎏/C㎡)→溢流水洗(压力:1.5±0.5㎏/C㎡)→酸洗(H2SO4:1%~3%)→溢流水洗(压力:1.5±0.5㎏/C㎡)→烘干→检查注意事项:1、做板之前要做刷痕实验、水纹实验,刷痕宽度:1.0±0.2㎝,水纹:15秒以上;2、内层板厚分为两种:47mil的为普通基板,其他为特殊基板,特殊基板要做标记,还要测板厚;3、检查压力表;2、涂布目的:以抗蚀性材料附著力在铜面上,制作内层线路GND、VCC作业流程:进料→粘尘→下降→入料→涂布→烘烤(第一阶段:145℃;第二阶段:125℃;第三阶段:115℃;第四阶段:55℃;第五阶段:35℃) →出料→检查注意实项:1、粘尘纸200片后换一次;2、油墨刮刀压力调整(压力:1.0~3.0㎏/C㎡);3、检测膜厚(8.0±1.5mil),检查脏点等3、曝光(半自动曝光)目的:曝光灯发出紫外光投射在已贴有干膜的板面上,将曝光菲林上线路图形转移到感光干膜上,未吸紫外光的干膜显影时会溶解于显影液中作业流程:检查底片→架底片→调整对准度→放板→吸真空→曝光→检查注意事项:1、每天清洁机台,做能量测试;2、室内温度:22.0±2℃,湿度:55±5%;3、黑色底片每曝光2000次后报废,每曝光500次后底片检查;4、每曝光前用手动滚轮清洁一次底片,底片每曝光10片清洁一次,每50片上机检查一次;5、底片L2朝上,L3朝下;6、灯管亮到熄灭:12秒;7、抽真空度至少600~700MMHG;8、抽真空后用刮刀赶气;9、放板时,把底片翻开看到压条后,沿着压条放板,避免刮伤底片4、显影目的:显影是把尚未发生聚合反应的区域用显影液将之冲洗掉,已感光部分则因已发生聚合反应而洗不掉乃留在铜面上成为蚀刻之阻剂膜5、蚀刻目的:以蚀刻液将铜表面去除,留有抗蚀油墨之线路,制作内层线路GND、VCC 6、去墨剥膜目的:将线路上之抗蚀材料去掉,露出铜线路完成制作内层线路ND、VCC(4,5,6)工作流程:显影(温度:31.0±2℃;浓度:碳酸钠:1.0±0.2wt%,传送速度:4.0±0.5m/min;压力:1.75±0.25㎏/C㎡)→水洗(压力:1.5±0.3㎏/C㎡)→蚀刻(温度:40~45℃;传动速度:4.0±0.5m/min;喷压:上压3.0±0.5㎏/C㎡,下压2.8±0.5㎏/C㎡;铜含量:105~115g/l) →水洗(压力:1.5±0.3㎏/C㎡)→检查→软化去墨(温度:45~50℃;传动速度:4.5±0.5m/min;浓度:NaOH1.0~0.2%;去墨第一段0.1~0.2㎏/C㎡;去墨第二段0.5~0.2㎏/C㎡;去墨第三段1.5~0.2㎏/C㎡)→水洗→酸洗(温度:RT;压力:1.5±0.3㎏/C㎡,H2SO4浓度:1~3%)→水洗→烘干(温度:90.0±10℃)→检查→收板注意事项:1、每天退槽一次;2、有线路的板含有线路的板面朝上,没有线路的板不作要求;3、每天用报废板做显影、蚀刻实验,检查参数是否合格;4、检查压力表;5、每班换水一次;6、滤网每天清洗一次;7、检查喷嘴7、黑化处理工作流程:上料→碱性清洁(16″)→水洗(6″)→水洗(11″)→微蚀(8″)→水洗(1″)→水洗(5″)→预侵(6″)→黑化(15″)→热纯水洗(8″)→水洗(5″)→水洗(16″)→后侵(16″)→纯水洗(3″)→纯水洗(8″)→热纯水洗(16″)→滴干→烘干(35″)注意事项:1、开机前须检查各槽液位是否正常;2、插板时须一片一片的插;3、黑化好的板做首件、自主检查时需垂直向上取板且手指不能拿入单元内;4、黑化OK板预叠前所停放的时间不能超过一小时;5、生产的合格黑化板必须在24小时之内压合完毕,否则超过时间需要新烘烤或重工;6、卸板时需两手平行从飞靶上取出,轻放板上,防止动作不规范造成板面刮伤;7、检查黑化颜色均匀不均匀、漏不漏铜、刮伤、有没有烘干;8、HTG170以上只能在白班做;9、检查压力表;10、参数:微蚀35±2℃,室温32.8℃,黑化75±5℃,热水洗50±3℃,后侵28±5℃,热纯水洗50±3℃,烘干一:120±10℃,烘干二:120±10℃,烘干三:120±10℃,共用35分,清洁:50分8、棕化处理(TG150℃以上的不做棕化)作业流程:上料→酸洗(温度:30±5℃,浓度: 5±2%H2SO4,压力:上压1.5±0.2㎏/C㎡,下压1.5±0.2㎏/C㎡)→水洗(压力:上压1.0±0.2㎏/C㎡,下压1.0±0.2㎏/C㎡)→清洁(温度:50±2℃,压力:上压1.5~2.5㎏/C㎡,下压1.5~2.5㎏/C㎡,碱度:0.96±0.1N)→纯水洗(压力:上压1.0±0.2㎏/C㎡,下压1.0±0.2㎏/C㎡)→预侵(温度:30±3℃,强度:70~100%,酸度:0.06~0.12N,速度:3.6±0.2m/min)→棕化(温度:38~45℃,酸度:1.8~2.3N,CB2218A强度:90~120%,CB2218B强度:150±30%,H2O2:11.5±2g/l,CU2+<50g/l,微蚀量:40~80u″,速度:3.6±0.2m/min)→纯水洗(压力:上压1.0±0.2㎏/C㎡,下压1.0±0.2㎏/C㎡)→干燥1(温度:90±5℃)→干燥2(温度:90±5℃)→收板→检查注意事项:1、每天须做首件,检查各个参数是否合格;2、生产的合格棕化板必须在小时之内压合完毕;3、做完后,检查颜色均匀度、是否漏铜、是否刮伤;4、检查压力表;9、压合①、PP裁切工作流程:安装PP→调整刀具(上下间隙为0.08mm)→开机→长度设定(控制单位inch换mm,裁板尺寸依OP单规定)→速度设定→张数设定→加工作业(在更换裁切不同的TG材料前必须把机台上的粉尘清理干净后方可裁切)→手动部分→收料注意事项:1、温度:22±5℃,湿度:50±10℃;2、PP的经向、纬向一定要根据OP来裁切:3、裁切OK的PP可以静至一个月,超过时间不能用;4、裁切好的TG180℃PP用红色大字报表示,TG140℃的PP用白色大字报表示,TG150℃的PP用黄色大字报表示;5、裁好HTG的PP不能超过6小时;6、裁切首片,测量尺寸是否与OP单要求的尺寸相符;②、预叠(温度:20~18℃,湿度:55±5%)⑴、熔合(六层板或六层板以上)工作流程:开机(检查三点组合)→机台调整(检查定位pin位置是否于板的对位孔相重合)→参数设定→加工作业→关机⑵、铆合(六层板或六层板以上)工作流程:开机→机台调整→调整铆钉→加工作业→关机注意事项:1、预叠前,先看板是否有刮伤、颜色是否均匀等,方可叠合;2、熔合、铆合必须做首件,检查是否合格;3、熔合、铆合要求L2、L5朝外,L3、L4向里;4、隔2小时测量一次铆钉高度,铆钉高度的范围:1.27±0.2mm;5、熔合的温度不做限制,但是就好在340~360℃,时间:加光板的是30~33秒,其他的是22秒③、叠合(温度:22±2℃,湿度:60±5℃)工作流程:准备工作(铜箔、无尘纸、粘尘布、钢板)→清洁机台→检查铜箔→选择排版数→参数设定→叠板注意事项:1、读取工单叠合图所用铜箔规格、产商等,检查机台铜箔是否一致,否则更换;2、根据生产胺尺寸计算在钢板上的排版面积,排版所在钢板上的利用率尽可最大,在排版台上调整红外线固定排版位置或方向;3、根据SOP规定,生产板层数设定排版层数,排版总高度必须高于防滑块高度;4、把板放在红外线固定位置上,叠板时不能在叠台上齐板或抖动PP,叠板动作要轻快;5、六层板要求11叠,四层板12叠④、压合作业流程:开机→设立压合参数→上机→热压→冷压→下机注意事项:1、热板温度测试:180℃恒温10分钟状态,每个热盘取9点,使用感温探针直接测试;2、每6个月测试一次热板,正常热板温差为3.0℃±1.5℃;3、热盘平行度测试:①取直径3.0mm铅条,各热盘放置5根铅条并注意避开盘面滚珠依左右平均放置;②放置后以100psi压力压合10分钟;③取该热盘每一点值与该热盘所有点的平均值对比其差异值小于±0.03mm,否则进行维修,每年测试一次;4、热压真空度:700mmHg以上,热盘温度及压力:依附件之温度及压力设定;5、冷压系统压力设定:100~125㎏/C㎡(板面压力为85~105psi),时间:50min,冷压的降温速率为5℃/min下,冷压后板面的实际温度设定为53℃以下压合程式一览表:阶段T(℃)(±5℃)t(min)(±0.1min)P(psi)(±3psi)t(psi)(±0.1min)1 150 13 100 132 150 12 300 123 195 25 400 254 195 65 400 655 185 5 300 56 180 3 150 37 170 2 50 2 Total 125 125阶段T(℃)(±5℃)t(min)(±0.1min)P(psi)(±3psi)t(psi)(±0.1min)1 150 13 100 152 150 12 300 133 195 25 400 274 195 65 400 605 185 5 300 56 180 3 150 37 170 2 50 2Total 125 125压合程式执行完毕;②超出5分钟外来电时,将压合板取出,把表面PP及铜箔撕掉,再做一次黑化制程,后续正常作业(注:1、黑化制程不能做微蚀处理;2、只能适用于无阻抗控制板子)压合扳子取出→PP及铜箔撕掉→黑化→后续正常作业2、在压合程式第二阶段时停电停机因此时PP的树脂开始融化流动,有大量气泡存在不能重工3、在压合程式第三阶段(高压段)时停电停机①在压合程式第三阶段(高压段上压1~50分钟)时停电停机,因此时PP的树脂开始融化流程,有大量气泡存在不能重工②在压合程式第三阶段(高压段上压50分钟以上)时停电停机,此时树脂已固化,保证足够固化时间即可来电后接着该压合程式执行,下压后须测TG值、热冲击爆实验、介质厚度测试,判定是否合格10、裁切→捞边→铣靶→钻靶→磨边①磨边作业流程:开机→送板→磨边(根据不同板厚调整刀具的位置每次更换刀具后应做一次对应位置检测,进给量每边磨掉0.5mm左右即可)→洗板(传输速度:5.5±0.5m/min,水洗压力:第一段1.0±0.5㎏/C㎡,第二段1.5±0.5㎏/C㎡,第三段1.0±0.5㎏/C㎡)→烘干→收板11、钻孔多层板作业流程:钻孔工具准备→程式输入→裁定位PIN→上料→钻孔作业→下机台检验→刷磨去毛头双面板作业流程:磨板边→上PIN→钻孔工具准备→程式输入→上料→钻孔作业→下PIN→下机台检验→刷磨去毛头注意事项:1、核对OP,所取钻头是否合乎OP上之尺寸;2、检查钻头条件:进刀速、转速、孔限数设定,这些参数根据钻针大小、材质来设定的;3、打PIN (PIN直径:0.123″,深度12.5mm);4、铝垫板必须能涵盖所有的孔,以免断针;5、孔径15.7mil以下(﹤1.5mil),钻孔片数双面板2片,4-10层板2片;孔径15.7mil以上(≧15.7mil),钻孔片数双面板3片,4-6层板3片,8-10层板2片;6、钻孔前要空跑孔数,确认无误;7、胶带距离板边小于0.8cm;8、冰水机温度:19±2℃;9、喷锡板使用手推磨机600﹟,化金板、化银板、OSP 板、金手指板使用800﹟~1000﹟;10、检查备针是否备错,测量大小;11、钻孔、刷磨完后,用X-RAY孔位检查机检查是否钻偏;12、温度:22~25℃,湿度:45~50%;13、检查铝片上的压痕,确认压力角是否水平重工流程:检查并输入钻孔程式→上料→找孔→下料→检查①因停电、停气、断针等造成的漏孔、孔未钻透的板子检查后按照重工流程重工②因用错针造成孔小的板须重工12、去胶渣与化学铜目的:钻孔中造成高温产生胶渣黏于内层铜箔上,此胶渣会造成内层OPEN,所以要去胶渣工作流程:上板→酸洗(压力:1.0±0.2㎏/C㎡,H2SO4:3~5%)→水洗(压力:1.7±0.3㎏/C㎡)→刷磨(刷痕:1.0±0.2cm,电流:2.8±0.5A)→水洗(压力:1.7±0.3㎏/C㎡)→高压水洗(38±2㎏/C㎡)→超音波水洗(温度:40±5℃,电流:2.5±0.2A)→水洗(压力:1.7±0.3㎏/C㎡)→烘干(温度:75±5℃)→收板注:传动速度:3.5±0.5m/min;刷磨完成后的板子,须于12小时内完成一铜电镀作业13、一铜线工作流程:上架(抽样方式检视板子是否有严重凹陷及刮伤)→膨胀剂(Normal FR-4 材料:温度67~73℃,强度:10~16%;HTG材料:温度72~80℃,强度:13~16%,NaOH浓度:0.75~1.1N)→高锰酸钾(Normal FR-4 材料:温度72~78℃;HTG材料:温度76~80℃,NaOH浓度:1.0~1.4N,KmnO4浓度:45~65g/L,Mn6+:须保持在25g/L以下)→预中和(H2SO4浓度:2~4%,H2O2浓度:1.0~2%)→中和(温度:42~46℃)→碱性清洁(温度:47~51℃,碱当量:0.012~0.018N)→微蚀(温度:25~30℃,H2O2浓度:2~5%,SPS浓度:40~70g/L,CU﹥25g/L更槽)→预侵(温度:28~32℃,比重:1.100~1.1600,CU:少于1500PPM)→活化(温度:42~46℃,强度:70~100%,氯化亚钾﹥3g/L,比重:1.140~1.1820,CU:少于2000PPM,铁:少于100PPM)→化学铜(温度:30~36℃,CU2+:1.7~2.3g/L,NaOH:9.0~13g/L,甲醛浓度:3~5g/L,EDTA浓度:25~30g/L)→酸侵(H2O2浓度:100~120ml/L)→镀铜(温度:20~30℃,电流密度:14±2ASF,CuSO4.5H2O浓度:60~80g/L,H2SO4浓度:100~120ml/L,HCL浓度:40~80PPM,EP1100B-2:0.7~3.0ml/L,EP1100C-2:2.8~17ml/L)→烘烤(温度控制:95±5℃,速度:4.5±0.5m/min)→下架注意事项:1、每班分析膨胀剂后在添加,每周更换滤芯,每生产84万平方尺换槽;2、高锰酸钾槽,电流控制在1500±50A,不生产时控制在1000±50A,每生产100万平方尺后换槽;3、中和槽每生产15万平方尺后换槽;4、碱性清洁槽每生产6.7万平方尺后换槽;5、预侵槽每生产30万平方尺换槽;6、活化槽每日槽液浓度分析后添加,滤芯2周换一次,每一年换槽一次或CU﹥2000PPM换槽;7、化学铜槽每天依分析后添加,控制在14 ~26 ,每天二次试验控制在8-10级;8、镀铜槽:阳极铜块每星期检视、添加一次一年更换一次,每周做一次Hull Cell试验,每周分析一次槽液,每次分析后添加。
PCB板钻孔制程介绍
五、钻锣带制作知识的介绍
c.单位制
公制(METRIC) mm 英制(ENGLISH) inch or mil
d.单位换算
1 inch=1000 mil=2.54 cm=25.4 mm 1 mm=0.03937inch=39.37 mil
五、钻锣带制作知识的介绍
2、钻(锣)带文件头介绍(以常用的EXEL格式为例)
3、垫板 要求垫板本身树脂成分不能过高,否则钻孔时将会形成熔融的脂 球黏附在孔壁。常用的有: a.普通纸质垫板 b.高密度纸质垫板 c.酚醛垫板
五、钻锣带制作知识的介绍
1、钻孔档(Drill File)介绍 a.常见格式:
Exel系
S&m系
b.坐标格式
LEADING ZERO 省前0补后0 例:12.3→12300
原因分析
解决对策
钻咀磨损过度
更换钻咀
板材问题
更换板材
切割速度过快
降低转速或下钻速
钻头断或钻咀长度不够 更换钻咀重新补孔
台面不平
调整台面平整度
下钻深度设置错误
更改合理设置
操作失误Biblioteka 补孔或报废钻带出错或格式用错 用正确格式的钻带生产
三、钻孔品质及其鱼骨图分析
1、钻孔的品质要求 孔径:+0/-1mil 孔位:≤2mil
原因分析
解决对策
内层焊盘不硬
检查内层
板材厚板不均匀
更换更好的板材
压力脚不平或压力不足 更换压脚或调整气压
烤板时间或温度不够 重新烤板
钻床不稳定
检查钻床固定座
主轴偏摆过大
清洗夹嘴或维修主轴
钻咀类型不附或有缺口 更换钻咀
盖板不好
更换盖板
PCB制造工艺流程详解
I. 目的: ➢ 利用影像转移原理制作内层线路/圖形
精品课件
内层介绍(2)
I. 前处理(PRETREAT):
I. 目的: ➢ 去除銅面上的污染物,增加
銅面粗糙度,以利於後續的 壓膜制程 I. 主要方法:微蝕 微蝕=SPS(過硫酸鈉)或H2O2
H2SO4(硫酸) W3(安定劑)
精品课件
铜箔 绝缘层
前处理后 铜面状况
➢
盖板:主要为铝片,在制程中起钻头定位;
散热;减少毛头;保護基板的作用
➢
垫板:主要为紙漿墊板,在制程中起保护
钻机台面;清洁钻针沟槽胶渣作用.
➢ 下PIN:
I. 目的:
➢ 将钻好孔之板上的PIN针下掉,将板 子分出
精品课件
鋁板
紙漿墊紙
鍍銅介紹(1)
☺ 流程介紹
鑽孔
去毛頭 (Deburr)
去膠渣 (Desmear)
后处理
II. 目的: ➢ 将铜箔(Copper)、PP(Prepreg)与氧化处理后的内层
线路板压合成多层板
精品课件
I. 黑化:
压合介绍(2)
I. 目的: ➢ (1)粗化铜面,增加与树脂接
触表面积 ➢ (2)增加铜面对流动树脂之湿
润性 I. 主要原物料:黑化药液 II. 注意事项: ➢ 黑化膜很薄,极易发生黑化问
精品课件
显影前 显影后
内层介绍(6)
I. 蚀刻(ETCHING):
I. 目的: ➢ 利用药液将显影后露
出的铜蚀掉,形成内层 线路图形 I. 主要原物料:蚀刻药液 (CuCl2) CUcl2+CU=2Cucl(蝕刻原理) Cucl+H2O2+Hcl= Cu2+H2O(再生原理)
pcb制程流程

PCB制程流程主要包括以下步骤:
裁板:将PCB基板裁剪成生产尺寸。
前处理:清洁PCB基板表面,去除表面污染物。
压膜:将干膜贴在PCB基板表层,为后续的图像转移做准备。
曝光:使用曝光设备利用紫外光对覆膜基板进行曝光,从而将基板的图像转移至干膜上。
DE:将进行曝光以后的基板经过显影、蚀刻、去膜,进而完成内层板的制作。
内检:检测及维修板子线路。
压合:将多个内层板压合成一张板子。
钻孔:按照客户要求利用钻孔机将板子钻出直径不同,大小不一的孔洞,使板子之间通孔以便后续加工插件,也可以帮助板子散热。
一次铜:为外层板已经钻好的孔镀铜,使板子各层线路导通。
外层:为方便后续工艺做出线路。
二次铜与蚀刻:二次镀铜,进行蚀刻。
以上步骤完成后,PCB制作流程基本完成。
PCB工艺流程说明
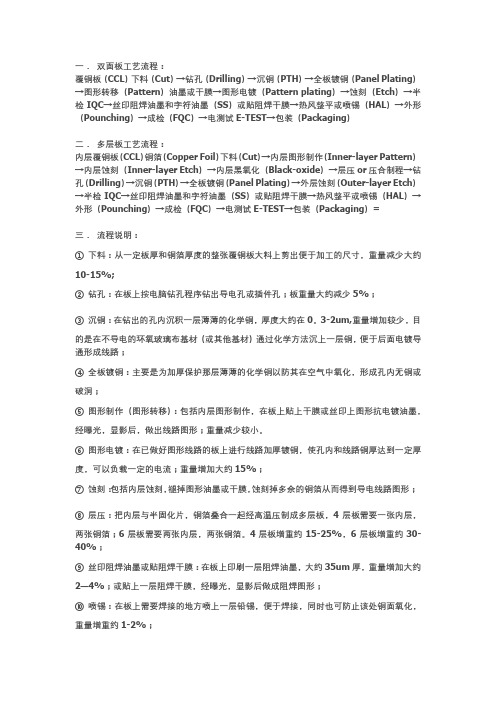
一.双面板工艺流程:覆铜板(CCL)下料(Cut)→钻孔(Drilling)→沉铜(PTH)→全板镀铜(Panel Plating)→图形转移(Pattern)油墨或干膜→图形电镀(Pattern plating)→蚀刻(Etch)→半检IQC→丝印阻焊油墨和字符油墨(SS)或贴阻焊干膜→热风整平或喷锡(HAL)→外形(Pounching)→成检(FQC)→电测试E-TEST→包装(Packaging)二.多层板工艺流程:内层覆铜板(CCL)铜箔(Copper Foil)下料(Cut)→内层图形制作(Inner-layer Pattern)→内层蚀刻(Inner-layer Etch)→内层黑氧化(Black-oxide)→层压or压合制程→钻孔(Drilling)→沉铜(PTH)→全板镀铜(Panel Plating)→外层蚀刻(Outer-layer Etch)→半检IQC→丝印阻焊油墨和字符油墨(SS)或贴阻焊干膜→热风整平或喷锡(HAL)→外形(Pounching)→成检(FQC)→电测试E-TEST→包装(Packaging)=三.流程说明:①下料:从一定板厚和铜箔厚度的整张覆铜板大料上剪出便于加工的尺寸,重量减少大约10-15%;②钻孔:在板上按电脑钻孔程序钻出导电孔或插件孔;板重量大约减少5%;③沉铜:在钻出的孔内沉积一层薄薄的化学铜,厚度大约在0。
3-2um,重量增加较少,目的是在不导电的环氧玻璃布基材(或其他基材)通过化学方法沉上一层铜,便于后面电镀导通形成线路;④全板镀铜:主要是为加厚保护那层薄薄的化学铜以防其在空气中氧化,形成孔内无铜或破洞;⑤图形制作(图形转移):包括内层图形制作,在板上贴上干膜或丝印上图形抗电镀油墨,经曝光,显影后,做出线路图形;重量减少较小。
⑥图形电镀:在已做好图形线路的板上进行线路加厚镀铜,使孔内和线路铜厚达到一定厚度,可以负载一定的电流;重量增加大约15%;⑦蚀刻:包括内层蚀刻,褪掉图形油墨或干膜,蚀刻掉多余的铜箔从而得到导电线路图形;⑧层压:把内层与半固化片,铜箔叠合一起经高温压制成多层板,4层板需要一张内层,两张铜箔;6层板需要两张内层,两张铜箔。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一〉流程:磨板→贴膜→曝光→显影一、磨板1、表面处理除去铜表面氧化物及其它污染物。
a. 硫酸槽配制H2SO4 1-3%(V/V)。
b.酸洗不低于10S。
2、测试磨痕宽度控制范围10-15mm,磨痕超过15mm会出现椭圆孔或孔口边沿无铜,一般控制10-12mm为宜。
3、水磨试验每日测试水膜破裂时间≥15s,试验表明,在相同条件下磨痕宽度与水膜破裂时间成正比。
4、磨板控制传送速度1.2-2.5M/min,间隔1",水压1.0-1.5bar,干燥温度70-90℃。
二、干膜房1、干膜房洁净度10000级以上。
2、温度控制20-24°C,超出此温度范围容易引起菲林变形。
3、湿度控制60-70%,超出此温度范围也容易引起菲林变形。
4、工作者每次进入干膜房必须穿着防尘服及防尘靴风淋15-20s。
三、贴膜1、贴膜参数控制a. 温度100-120°C,精细线路控制115-120°C,一般线路控制105-110°C,粗线路控制100-105°C。
b.速度<3M/min。
c. 压力30-60Psi,一般控制40Psi左右。
2、注意事项a.贴膜时注意板面温度应保持38-40°C,冷板贴膜会影响干膜与板面的粘接性。
b. 贴装前须检查板面是否有杂物、板边是否光滑等,若板边毛刺过大会划伤贴膜胶辊,影响使用寿命。
c. 在气压不变情况下,温度较高时可适当加快传送速度,较低时可适当减慢传送速度,否则会出现皱膜或贴膜不牢,图形电镀时易产生渗镀。
d.切削干膜(手动贴膜机)时用力均匀,保持切边整齐,否则显影后出现菲林碎等缺陷。
e. 贴膜后须冷却至室温后方可进行曝光。
四、曝光1、光能量a.光能量(曝光灯管5000W)上、下灯控制40-100毫焦/平方厘米,用下晒架测试上灯,上晒架测试下灯。
b.曝光级数7-9级覆铜(Stoffer 21级曝光尺),一般控制8级左右,但此级数须显影后才能反映出来,因此对显影控制要求较严。
2、真空度大于69CMHG,否则易产生虚光线细现象。
3、赶气赶气须在真空度大于69CMHG以上且赶气力度要均匀,否则会产生焊盘与孔位偏移,造成崩孔现象。
4、曝光曝光时轻按快门,曝光停止后须立即取出板件,否则灯内余光长时间曝光,造成显影后出现板面余胶。
五、显影参数控制1、温度30±2℃。
2、Na2CO3浓度1±0.2%3、喷淋压力1.5-2.0kg/cm24、水洗压力1.5-2.0kg/cm25、干燥温度45~55℃6、传送速度显影点50±5%控制六、重氮片1、重氮片曝光5000W曝光灯管,曝光能量:21级曝光尺1~2格透明。
2、重氮片显影20%氨水、温度控制48~65℃,显影3-7次至线路呈深棕色为止。
3、影响重氮片质量因素及防止a. 线细①由光反射及衍射造成;可用纯黑色不反光平底板垫于重氮片下进行曝光消除此现象。
②曝光能量过强;适当降低曝光能量。
b.显影后出现斑点(俗称鬼影)曝光能量不足,适当延长曝光时间。
c. 颜色偏淡由以下因素构成①温度不够;待调整温度升至范围值再显影。
②氨水过期,浓度降低,更换氨水。
③显影时间太短;重新显影2-3遍。
④重氮片曝光后放置时间较长;线路部分已曝光,废弃重做。
〈二〉常见的故障及排除方法:在使用干膜进行图像转移时,由于干膜本身的缺陷或操作工艺不当,可能会出现各种质量问题。
下面列举在生产过程中可能产生的故障,并分析原因,提出排除故障的方法。
1、干膜与覆铜箔板粘贴不牢2>干膜与铜箔表面之间出现气泡3>干膜起皱4>有余胶5>显影后干膜图像模糊,抗蚀剂发暗发毛6>镀层与基体结合不牢或图像有缺陷7>镀铜或镀锡铅有渗镀电路板最新国际规范导读(IPC-6011;IPC-6012)一、国际规范之渊源与现状电路板供需双方均各有品质检验之成文规范,通常刚性印制电路板最为全球业者所广用的国际规范约有三种;即美国军规MIL-P-55110、IEC-326-5/-6及IPC-RB-276等。
MIL-P-55110己发布30余年,系电路板最早出现也最具公信力与影响力的正式规范。
其1993年最新E 版内容甚为精采,为业界所必读的重要文件,惜近年因跟不上时代脚步而渐失色。
IEC-326为“国际电工委员会” (IEC) 所推出共11份有关PCB之系列规范。
骨子上是由欧洲人所主导,为全球各会员国协商投票下的产物,内容并不严谨条文亦欠周详,除了少数欧商外一般较乏人引用。
IPC原为美国“印刷电路板协会”(Institute ofPrinted Circuit)之简称,创会时仅六个团体会员。
经多年努力成长与吸收外国成员,现已发展到六千余团体会员之大型国际学术组织,并改名为“TheInstitute for Interconnecting a ndPackaging Electronic Circuits”。
其所发表有关电路板之各种品质、技术、研究、及市调等文件极多,为全球上下游电子业界所倚重。
然其众多精采成套的规范与文件,泰半是出自一些美国大型电子公司,经过改头换面成一套看似“公开公正” 的资料,事实上是便於推行美式文化於全球,此即IPC规范新颖实用的原因之一。
IPC有关硬质电路板的品质规范,原有单双面的IPC-D-250,及多层板的IPC-ML-950等两份,二十余年来历经数次版本的修订,直到1992年3月才再整合成为单一体系的IPC-RB-276 。
1994年1 1月276原版在推出局部修订之Amendment1後,竟在未出现全文改版的276A之前,冒然将新建番号未久内容大体不错的276系统迳行废置,却另起炉灶开辟全新面貌的IPC-6011及IPC-6012,相当违反规范之伦理,原因如何则不易为外人所得知也。
二、新规新事物前IPC硬质成品板之正式品检文件IPC-RB-276 ,系发布於1992年3月,颇受业界重视。
时至1996年7月已分裂为IPC-6011及IPC-6012两份全新规范做为继承。
前者6011之标题为“概述性电路板性能规范” 、只叙述一些分级、公差、SPC、品保行政、抽样计划等原则性条文,并未涉及PCB之实务检验。
後者6012标题为“硬质电路板之资格认可与性能检验规范”,系针对硬质板之各种实务品质,订定允收规格与检测方法。
现将新规范中明显更改的内容说明於後:2.1 IPC-6011 :2.1.1 新推出的6011及6012二规范中似乎有意回避原有的“美国军规”条文,摆脱军规的影响。
如在6011中1.2节之分级说明中,即刻意从三级板类条文中将“Military”字眼去掉。
另在6011的3.1节中,也将原引自军规的Group A及GroupB予以删除,其真正原因不明,但可显见者是各种先进的PCB均希望不再受到军规的影响。
然而全篇用字遗词仍甚模棱罗嗦,极尽晦涩玄虚之能事者,则未脱军规化简为繁的官僚窠臼。
2.1.2新6011之3.6节对“资格认可”已予以更明确规定,须按IPC-MQP-1710的仔细列表内容对PCB生产者的工程能力、生产设备、品管做法等进行详尽调查。
比旧规范只要求做几片打样板(如IPC-A-100047等)的确务实甚多,厂商能耐如何将优劣立判无所遁形。
2.1.3 新6011之3.6.3.3节中除供需双方立场外,也将独立公正之“第三评审者”如ISO、CSA、I ECQ等资料纳入。
甚至在3.7节中还文明指出ISO -9000为标准品保制度。
一反过去自认美国最优秀,对殴洲业界视而不见的心态,这大概也是“欧体”成立後市埸挂帅所造成的影响吧。
2.2 IPC-6012 :2.2.1新6012已将一些品检项目中未明确指出条件者(Default),也代为指定最广用的条件,并逐列於表1.1中。
如线宽下限定为4mil,焊锡性试验允收性可接J-STD-003之Catagory2又6012中会引证IPC-TM-650多项试验之实做方法,译者亦根据最新版本(1997.8)之资料简述其步骤,使读者能迅速获得具体的实务观念。
此处请业者特别注意,许多现埸常见的试验法己经过时而您也许并不知道。
为求跟上时代可针对本译文中所概述的IPC-TM-650最新版本,您即能加以比较与修正。
2.2.2新6012在3.2.7节中将裸铜板“有机保焊剂”(Organic Solderability Preservatives 简称OSP如商品Entek等)处理法首度列入正式规范。
2.2.3新6012在表3.2中对电镀铜“厚度”,已有重大改变,一般Class 2板类(如电脑产品者)其面铜与孔铜之“平均厚度”已由1mil降至0.8mil;下限也更降为0.7mil 。
此乃因小孔深孔盛行,孔铜不易达到厚度要求所致。
多年来之禁忌终於被打破,亦为挣脱军规束缚之明证,将对业界产生重大影响。
对於制程缩短,自动输送水平镀铜之兴起等方面均甚有利。
该表甚至就Class 2板类之盲孔(Blind Via)平均铜厚,也放松0.6mil,下限还可薄到0.5mil。
对小而薄的多层板类确是大好消息。
另在3.11.8中对镀铜层要求亦明订在99.5%以上,抗拉强度不可低於36000 PSI;延伸率不可低於6%。
此表3.2另对金手指之底镍厚度也由0.2mil降至0.1mil (Class2与Class 3两种板类均同时放宽)。
2.2.4新6012在3.3.2.5节中已有明确指出,内层板面的“黑氧化层”所经常出现的斑点与色差,当此等瑕面积未超过同一层总黑化面积的10%时应可允收。
但事实上这种合理的改变,却很难被明察外观的客户们所接受。
2.2.5新6012在3.4.4节中,对板弯板翘也取消掉原来不合时宜的上限值1.5%,另将SMT 板类行之有年的0.75%上限值形诸正式文字。
其实这只是反应事实符合组装之现状而已,并未紧缩插装类原有平坦性的尺度。
2.2.6新6012在其3.6.2.14的附注中,明文指出薄型多层板其最薄介质层已可薄到1mil (原276之3.9.2.6中规定不可低於2mil),此亦反应某些薄板之事实(如某些PCMCIA六层板只有18mil厚)。
又此新规之3.7.2节中,更明确指出对通孔多次插焊与解焊的“模拟重工”可靠度检验法,只应针对有通孔焊接的板子而做,而不在为难SMT或BGA等无插焊的板类了。
2.2.7新6012在3.8节中对绿漆的规定,比原IPC-RB-276在3.11中更为详尽,也更突显出绿漆的重要性。
又在3.8.1节中之f.1段中特别规定,绿漆故意或意外爬沾SMT方型焊垫或BAG 圆型焊垫时,凡脚距(Pitch)在50mil以上者,其爬沾的宽度不可超过2mil;脚距不足50mil者其爬沾宽度需低於1mil。