PLC在机械手中的应用
机械手工件搬运PLC顺控程序
机械手工件搬运PLC顺控程序机械手工件搬运PLC顺控程序是一种自动化工艺,用于控制和协调机械手和工业车间中的其他设备,以完成物料和零件的搬运。
PLC(可编程逻辑控制器)是这个系统的核心部分,它包含了一个程序,用于控制机械手的动作,并协调搬运过程中的其他元素,例如输送带、传送机和各种传感器。
该系统的主要应用场景是工业生产线,例如汽车、电子和五金制品制造厂等。
其中最大的优点是实现了高效率、高精度和高质量的生产流程。
本文将深入探讨机械手工件搬运PLC顺控程序的构成、原理和应用,以帮助读者更好地理解和应用这个自动化系统。
1. 构件机械手工件搬运PLC顺控程序由以下四个构件组成:机械手、输送带、传送机和PLC控制器。
机械手是核心部件,它包括一个控制系统和一系列从动部件。
控制系统通常由一个工控机和一个专用的PLC控制器组成,它们负责控制机械手的动作,并与其他设备协调工作。
输送带和传送机是用来传输工件和零件的,通常安装在生产线上。
输送带通常是一条长度较长的带式输送机,由电机驱动,可在两端控制速度和停止运行。
传送机通常是一个类似于传送带的机械臂,负责在不同的生产器件之间传输物品。
这两个设备都配备了传感器,用于激活PLC控制器,以便向机械手指示何时进行抓取和卸载操作。
PLC控制器是整个系统的核心,由一个或多个微处理器组成。
它与机械手、输送带和传送机之间建立通信网络,以便管理工作流程,并实现自动化操作。
因为PLC控制器是可编程的,它可以根据需要进行定制操作,满足不同的生产要求。
2. 工作原理该系统的工作过程如下:- 首先,工件或零件通过输送带或传送机传输到机械手前方,触发传感器。
- 传感器激活PLC控制器,PLC控制器发送信号到机械手,让机械手开始运作。
- 机械手进行抓取动作,把工件从输送带或传送机上抓取下来。
- 机械手在特定的位置上停止,等待PLC控制器发送下一道指令。
- PLC控制器向机械手发送下一道指令,指示机械手如何移动或卸载工件。
PLC在机械手控制上的应用

一
择左/ 右运动时, 按下起动按钮 , 机械手左移, 按下停止按钮 , 机械手右移 ; 当 选择夹紧/ 放松按钮时, 按下起动按钮, 机械手夹紧, 按下停止按钮 , 机械手 放松 , 该方式用于机械手 系统 的“ 回原位 ’ 操 作本系统 中, 可用手动方 式用于 机械手 的初始状 态定位 , 用 操作面 板 ( 图2 ) 上 的按钮 ( S B 5 , S B 6 , S B 7 , S B8 , S B9 , S B1 0 ) 来 点 动执 行 相 应 的 各 动作 ;
科 学 发 展
嗨 赋
P L C在机械手控制上的应用
段平平
摘
传 送带 A
( 新乡职业技术学 院 4 5 3 0 0 6 ) 要: 本文介绍 了如何利用P L C( 可编程控制器) 的 自动控 制和逻辑运算 的优 点改变P L C的程序 及参数, 通过对物料搬运机械 手装 鼍结构与功能 的
开关用于定位。
图2机槭手的操作 面板
2 ) 单步: 每 按 一 次起 动按 钮 S B 3 , 机械 手 完 成 一 步动 作 后 , 自动停 止 ;
3 ) 单周期操作 : 机械手 从原点开始 , 按一下起 动按钮S B 3 , 机械 手 自动 完成一个周期的动作后, 返回原位 ( 如果在动作过程中 , 按下停止按钮S B4 , 机械手停在 该工序上 , 再按下起动按钮S B 3 , 则又从 该工序 继续工作 , 最 后 停在原位) , 本系统采用单周期方式进行机械手 的工艺过程 ( 机械手 移动 到 传送 带B ——夹 紧工 件——将 工件 移动 到指 定位 置传送 带A —— 放下 工 件—— 机械手 回到初始位 置) ; 4 ) 连续操作 : 机械 手从 原点开始 , 按 一下起动按钮S B 3 , 机械手 的动 作
PLC在机械手控制系统中的应用

PLC在机械手控制系统中的应用PLC在机械手控制系统中的应用机械手是通过电气信号控制系统,以柔性、快速、精准的方式实现物品的抓取、移动和放置等动作的高科技装备。
机械手控制系统是机械手的核心部件,也是机械手实现智能化、自动化生产的基础。
PLC(可编程控制器)是应用最为广泛的控制器之一,它在机械手控制系统中起着至关重要的作用。
本文将介绍PLC在机械手控制系统中的应用。
一、PLC的基本原理PLC是一种可编程的数字电子控制器,它具有灵活性、可靠性、可扩展性、可编程性等特点。
PLC的核心是CPU(中央处理器),其功能主要包括信号采集、信号处理、运算、控制输出等。
PLC将实现控制的程序经过编程装载到内部存储器中,通过读写操作,将输入信号经过处理和比较后产生输出信号,实现对机械手的控制。
二、PLC在机械手控制系统中的应用1.控制机械手的运动机械手的运动包括关节运动和连杆运动,这些运动是由电机驱动的。
PLC可以根据机械手的设计规格,编写相应的运动控制程序,实时监测机械手各个关节的运动位置、速度和加速度等参数,并在需要的时候改变机械手的运动速度和位置,从而控制机械手的运动轨迹和抓取动作。
2.检测机械手与工件的距离和力度机械手与工件之间的物理接触是实现抓取、移动和放置的重要环节。
因此,PLC在机械手控制系统中的另一个应用是检测机械手与工件之间的距离和力度。
PLC可以通过搭载各种传感器来实现对机械手与工件之间的距离感知和力度监测,这些传感器包括接近开关、压力传感器、负载传感器、激光测距仪等。
3.控制机械手的柔顺性和定位精度机械手的工作环境往往比较复杂,需要具有一定的柔顺性和定位精度。
PLC可以通过编写自适应控制算法,在机械手的运动过程中实现柔顺性和定位精度的控制,从而保证机械手在不稳定的环境下的正常运行。
4.采集和处理数据机械手的控制系统中,常常需要采集和处理大量的电气信号和工艺数据,以便进行控制和优化。
PLC具有强大的数据采集和处理能力,能够实时采集、传输各种类型的数据信号,通过编程实现对数据的处理和分析,实现对机械手控制系统的优化和智能化。
简易机械手PLC控制
简易机械手PLC控制简介在制造业中,机械手是一种关键的工业自动化设备,用于处理和搬运物品。
机械手的控制非常重要,它决定了机械手的精度和效率。
PLC (可编程逻辑控制器)是一种常用的控制设备,它可以编程来控制机械手的运动和动作。
本文将介绍如何使用PLC控制一个简易机械手的运动。
所需硬件和软件•一台简易机械手•一个PLC设备•一个用于编程的PLC软件步骤步骤一:连接PLC设备和机械手首先,将PLC设备连接到机械手控制器上。
确保连接正确,以便PLC能够发送指令给机械手控制器。
步骤二:安装PLC软件并编程在电脑上安装PLC软件,并启动软件。
创建一个新的项目,并选择适当的PLC类型和通信配置。
然后,开始编程。
步骤三:设置输入输出(IO)点在PLC软件中,设置适当的输入输出(IO)点,以接受和发送信号。
例如,设置一个输入点来接收机械手的位置信号,以便PLC可以确定机械手的当前位置。
同时,设置一个输出点来发送控制信号给机械手,以控制它的动作。
步骤四:编写程序逻辑使用PLC软件编写机械手的控制程序。
根据机械手的需求,编写逻辑来控制机械手的运动和动作。
例如,如果机械手需要抓取一个物体并将其放置到另一个位置,那么编程逻辑应该包括机械手的移动和抓取指令。
确保编写的逻辑合理且有效。
步骤五:测试和调试在PLC软件中,模拟机械手的动作并进行测试。
确保PLC能够正确地控制机械手的运动。
如果发现错误或问题,进行调试并修正程序逻辑。
步骤六:上传程序到PLC当测试和调试完成后,将编写的程序上传到PLC设备中。
确保上传的程序可以在PLC上正确运行。
步骤七:运行机械手一切准备就绪后,运行机械手。
PLC将根据编写的逻辑控制机械手的运动和动作。
结论使用PLC控制机械手是一种常见的工业自动化方法。
通过编写合理的程序逻辑,PLC可以控制机械手的运动和动作,提高生产效率和精度。
希望本文能够帮助读者了解如何使用PLC控制简易机械手。
如何用PLC来控制机械手
输出端口配置
输出设备
输出端口编号 接考核箱对应端口
下降电磁阀KT0
Y00
H01
上升电磁阀KT1
Y01
H02
右移电磁阀KT2
Y02
H03
左移电磁阀KT3
Y03
H04
夹紧电磁阀KT4
Y04
H05
操作要求
• 按工艺要求画出控制流程图;
– 写出梯形图程序或语句程序(考生自选其一) ;
– 用FX2系列PLC简易编程器或计算机软件进行 程序输入;
停止
N 循环3次
Y
Y X1
S20 S22
S26 S24
S21
S25
下降 夹紧 上升
右移 下降 放松 上升 左移
用“PLC仿真软件”调试时,需要输入指令: LD M8000 MOV C0 D0
注意: 用组态王调试时, 触点X4、X6、X7 不要输入电脑; 用PLC仿真软件调 试时,X4、X6、 X7三个触点 都要输入电脑参与 调试
输入端口配置
输入设备 启动按钮SB1 停止按钮SB2 下降到位ST0 夹紧到位ST1 上升到位ST2 右移到位ST3 放松到位ST4 左移到位ST5 光电检测开关SB7
输入端口编号 X10 X11 X02 X03 X04 X05 X06 X07 X00
接考核箱对应端口 SB1 SB2
电脑和PLC自动连接 电脑和PLC自动连接 电脑和PLC自动连接 电脑和PLC自动连接 电脑和PLC自动连接 电脑和PLC自动连接
谢谢观看/欢迎下载
BY FAITH I MEAN A VISION OF GOOD ONE CHERISHES AND THE ENTHUSIASM THAT PUSHES ONE TO SEEK ITS FULFILLMENT REGARDLESS OF OBSTACLES. BY FAITH I BY FAITH
PLC实验——机械手控制

1. 机械手控制
搬运纸箱的机械手结构示意图如图1所示, 它的气动系统原理图如图2所示。
机械手的主要运动机构是升降气缸和回转气缸。
升降挡铁初始时处于行程开关SQ1处, 吸盘在A处正上方。
系统启动后, 如果光电开关TD检测出A处有纸箱, 则升降气缸使机械手的升降杆下降, 当升降挡铁碰到行程开关SQ2时, 吸盘恰好接触到纸箱上表面, 继续让升降杆下降, 以挤出吸盘和纸箱表面围成的空腔内的空气, 形成负压。
持续几秒钟, 升降杆停止下降, 升降气缸使升降杆上升, 吸盘带着纸箱上升, 当升降挡铁碰到SQ1时, 停止上升。
回转气缸使回转臂顺时针转180°, 吸盘运动至B处正上方, 回转挡铁碰到行程开关SQ4时停止回转, 吸盘下降, 当升降挡铁碰到SQ2时, 停止下降, 并且停止几秒钟, 这时, 电磁阀HF3开启, 吸盘放松纸箱。
之后, 吸盘上升, 当升降挡铁碰到SQ1时, 吸盘逆时针转180°回到A处正上方, 回转挡铁碰到行程开关SQ3时停止回转, 如果TD未检测出A处有纸箱, 则机械手停止等待;若TD检测出A处有纸箱, 则机械手重复上述工作过程。
机械手的I/O连接图、流程图、梯形图分别如图2、图3、图4所示。
图1 机械手
图2 I/O连接图图3 流程图
图4 梯形图。
机械手的plc的设计方案

机械手的plc的设计方案机械手是一种能够模拟人手动作的自动化设备,广泛应用于工业生产中。
机械手的运动控制系统中,PLC(Programmable Logic Controller,可编程逻辑控制器)起到了关键的作用。
下面是机械手PLC设计方案的详细介绍。
首先,机械手PLC的设计需要考虑到机械手的控制方式。
机械手的控制方式常见的有手动控制、自动控制以及远程控制等。
手动控制方式下,PLC需要能够实现对机械手各个关节的控制,并能够实时获取传感器等设备的信号,以便实时调整机械手的动作。
自动控制方式下,PLC则需要根据预先设定的程序,自主完成机械手的动作控制。
远程控制方式下,PLC需要支持远程通信功能,接收来自上位机或其他远程设备的指令,并将指令转化为机械手的动作。
其次,机械手PLC的设计需要考虑到机械手的安全性。
机械手在工作过程中可能会接触到危险物体,因此PLC需要具备安全防护功能,能够监测机械手的位置、速度等参数,并及时预警或停止机械手的运动。
此外,PLC还应该具备故障自诊功能,能够自动检测机械手及其附属设备的故障并及时报警。
再次,机械手PLC的设计需要考虑到机械手的精准度。
机械手在工作过程中需要完成各种精确的动作,因此PLC需要具备高精度的控制能力。
PLC需要能够实时获取传感器等设备的数据,将数据转化为机械手的动作指令,并能够根据需要对指令进行微调。
最后,机械手PLC的设计需要考虑到系统的可扩展性和易维护性。
PLC设计应该采用模块化的结构,能够方便进行新功能的添加和老功能的维护。
此外,PLC需要具备较高的可靠性和稳定性,能够在长时间运行中保持系统的正常工作。
总之,机械手PLC的设计方案需要结合机械手的控制方式、安全性、精准度以及可扩展性等方面的要求进行考虑。
通过科学的设计和合理的配置,能够实现机械手的高效、安全、稳定运行。
机械手控制plc程序

机械手控制plc程序【原创实用版】目录一、引言二、PLC 的基本概念与特点1.可编程逻辑控制器的定义2.PLC 的基本结构与工作原理3.PLC 的应用领域与优势三、PLC 程序设计方法与技巧1.指令的使用2.程序的设计流程3.程序的调试与优化四、机械手与 PLC 的结合1.机械手的基本概念与结构2.机械手的运动控制与 PLC 的关联3.实际应用案例分析五、结论正文一、引言随着科技的飞速发展,工业自动化技术在我国得到了广泛的应用,尤其是可编程逻辑控制器(PLC)技术。
PLC 作为一种广泛应用于工业自动化控制领域的设备,已经逐渐成为生产自动化过程中的重要组成部分。
机械手作为现代制造业中一种重要的自动化设备,其运动控制与 PLC 密切相关。
本文将围绕机械手控制 PLC 程序这一主题,介绍 PLC 的基本概念与特点,以及 PLC 程序设计方法与技巧,并结合实际案例分析机械手与PLC 的结合应用。
二、PLC 的基本概念与特点1.可编程逻辑控制器的定义可编程逻辑控制器(Programmable Logic Controller,简称 PLC),是一种专门用于工业自动化控制领域的数字计算机,具有较高的性能、可靠性和可维护性。
2.PLC 的基本结构与工作原理PLC主要由输入/输出(I/O)模块、中央处理器(CPU)、存储器和通信接口等组成。
其工作原理是:CPU根据输入信号的状态,执行存储器中预先编写好的程序,根据程序的逻辑关系,输出相应的控制信号,从而实现对机械设备等被控对象的自动化控制。
3.PLC 的应用领域与优势PLC 广泛应用于各种工业自动化控制场合,如生产线、机器人、自动化装配线等。
其优势主要体现在:较高的性价比、较强的通用性和可扩展性、易于编程与维护等。
三、PLC 程序设计方法与技巧1.指令的使用PLC 程序设计中常用的指令有:输入/输出指令、逻辑运算指令、计时/计数指令、移位/循环指令等。
根据实际控制需求,合理选用指令是提高程序效率和可靠性的关键。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械手运行过程 中由上限位开关 l下限位开 、 关S 2 左限位开关 . 3 右 限位 开 ̄.Q 、 限位开 Q、 、 S 4松
关 5等作为辅助控 制 。
动控制 中得 到 了广泛 的应用 。它是 以微处理 器为核
心, 综合计算机技术、 自动控制技术和通信技术发展 起来 的一种通 用的 自动控 制装 置 , 它具有结构 简单 、 易于编程 、 性能优 越 、 可靠 性高 、 活通用和使 用方 灵
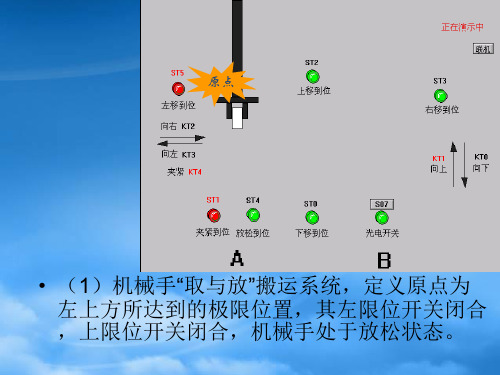
环过程 。
() 2 机械手控 制流程
且价格相对便宜。 而三菱公司的 F :6M X ̄ 4 R可编程 r
序控制器是 F X系列可编程序控 制器中功能最强 、 速
根据机械手的动作过程 , 我们首先画出机械手 示意图如图 1 所示 , 根据控制要求 , 设计出机械手 P C控制 流程 图( 图 2 以及 机械手 P C控 制输人 L 如 ) L 输 出点 ( 如表 1, )根据机械 手 P C控制 流程 图设计 L 出机械手 P C控制梯形图和指令程序表 ( L 如图 3 , ) 最后根据机械手 P C L 控制梯形图和指令程序表绘制 出机械手 P C控制接线图 ( L 如图 4 , )这样完成了机 械手控制方案设计。
控制 , 阐述 了控制方 案, 同时根据机械 手的控制要 求
和特 点 , 确定 了P C的输入输 出分配 , L 设计 出梯形 图 并进 行现场调 试 。 关键词 :L 机械 手 ; P C; 控制 方案
中图分类 号 : P 1. T 21 4 文献标 识码 : A 文 章 编 号 :0 98 8 ( 0 8 0 —0 50 10 .9 4 2 0 )30 4 .4
() 1机械手控 制系统 机 械 手 工 作示 意 图如 图 l 示 ,在 工 业 控 制 所
0 引言
机 械手 在 工业 自动 化 生产 中得 到 了广 泛 的应
中一般都用绿按钮做 为启动按钮 , 红按钮做为停
止按钮。
用, : 如 机械手 在 电镀车 间把 电镀零件从原位 送到镀 槽, 从镀槽送 到 回收液槽等 中的应用 、 机械手 在工厂 自动化运输线 中把工件从一 条传输带搬 到另一条传 输带上 的应用等 等。它可 以减 少人 的重 复操 作 ,还
便等一 系列优 点 。 为 了适应 高等 院校教学 的需要 ,我们研 制了关 于机 械手 的控 制系统 , 其作为 ( L 将 P C控制技术 》 这 门专业 课程 的教学演示 程序 。 三 菱公 司的 F 系列 可编程序控 制器吸 收了整 X 体 式和模 块式 可编程序控 制器 的优 点 ,为整体式 和 模块式结 合 的叠装式 结构 , 于小型控制 系统 , 适合 并
表 1 机械 手 P C控 制 输入 输 出点 L
O LD X0 O o
2 OR Y0 0 8 0 2 ANI Xo 6 9 o 3 ANI Xo 2 O o
3 OUT Y0 0 l o 3 LD X0 2 4 0
下 降
l AND X0 5 0
机械手控制系统能实现从左高位为起点的一个 循环过程。机械手在左高位启动首先下降,当机械 手下降到工件位置时停止下降并夹紧工件, 接着机 械手夹 着工件开始 上升 ,当机械手上升 到指定高度 后开始 右移 ,当机械 手 向右移 动到指定位 置时 开始
下降 ,当机械手下 降到可 以放 工件的位 置时停止 下 降并放 下工件 , 然后机 械手 开始上升 , 当机械手 上升 到指定 高度后开始左 移直到起 点位置 ,完成一 次循
I N 0 9. 98 SS 1 0 8 4
丽
长春工程学 院学报( 自然科学版)0 8 2 0 年第 9 卷第 3 期 JC ag hnIs T c . t c.d. 2 0 , o. , . . hn cu t eh( . i i, 0 8 V 1 No3 n. Na S E ) 9
2 LD XO 6 0
3 ANI Xo 7 o 4 0RB
5 0R Y0 3 0
3 AND X0 6 3 0 3 OR Y0 5 4 0
3 ANI X0 7 5 0
夹紧
6 AM X0 4 0 7 AM X0 2 0 8 ANI X0 0l
度最高的微型可编程序控制器。 采用三菱 P C的F 26MR作为控制器 , L X ̄ 4 - 既可 以使 学 生 验 证 所 编 程 序 的 正 确 性 ,还 可 以感 受 F 6MR在 工业生产 中的应用 , 强学生学 习该 X .4 增 械 手控 制 方案 设计
收稿 日期 :0 80 .5 2 0.51 作者简介 : 王善剐 ( 9 9一 )男( )吉林白山。 16 。 汉 , 实验师
主要研究机电控制技术 、 电气 自 动化。
长春工程学院学报(自然科学版)
2 0 ,() 08 93
图 1 机 械 手示 意 图
图 2 机械 手 P C控 制流 程 图 L
可 以完 成人无法完 成的操作 ,从而大大提 高工业生 产效率 。 可 编程 序控制器 ( L 已在工业 生产过 程的 自 P C)
机 械手控制 系统 要求 由一个绿按 钮( 启动 按钮 ) S 控 制机 械手 启动 , B1 一个 红 按钮 ( 止按 钮 )B 停 S2 控 制机 械手 停止 , 一个 急停 按钮 S 3控制 机 械手 紧 B
l ,8 52
4; 8 54 -
P C在机械手中的应用 L
王善 刚 许 海斌 ,
(. 1 长春工程 学院 机电工程 学院 , 长春 1 0 1 ;2吉林省 电力勘测设计 院 , 302 . 长春 10 2 3 0 2)
摘
要 : 绍 了利用 三菱 F 系列 P C对机 械手 的 介 X L