凝固模拟软件在大型铸钢件上的应用研究
数值模拟技术在大型锻件生产中的应用(1)

数值模拟技术在大型锻件出产中的应用摘要数值模拟技术在包管工件质量、减少材料消耗、提高出产效率、缩短试制周期等方面显示出无可比拟的优越性。
在钢锭凝固方面,有限元模拟程序MIPS可以阐发凝固过程中温度场的分布,确定不同时刻凝固前沿的位置,而且能预测缩孔和疏松的位置及尺寸。
使用该程序对220吨钢锭的出产工艺进行优化,成功地解决了疏松进入锭身的问题。
在锻造方面,已开发出了基于ANSYS的三维大变形弹塑性、弹粘塑性程序,可以阐发复杂的三维金属塑性成形问题。
热处置专用软件NSHT不仅可以阐发加热、淬火及回火过程中温度场分布,而且可以给出应力的分布及相态的变化过程,并已在实际出产中取得了成功。
前言大锻件出产具有单件、小批的特点。
出产前需要大量的人力和物力筹办原材料、模具或辅具,前期投入相当大,一旦产物报废,将造成很大的损掉,这对工艺制定的合理性提出了很高的要求。
在出产新产物或制定新工艺时,工艺人员往往无法按照经验确定工艺是否合理,只能采用大量尝试的方法进行研究。
由于大型锻件尺寸较大,不成能进行1∶1的实物尝试,而小件尝试有时会与实际出产过程相差过大。
而且物理尝试通常只能给出工艺过程某个阶段的成果,无法全面了解整个工艺过程,具有必然的局限性。
由于大锻件出产的这些特殊性,采用先进的数值模拟技术改变工艺制定过程中仅凭经验决定的现状是具有重要意义的。
1 数值模拟技术在现代制造中的地位和作用随着计算机技术的飞速开展,人类社会已经步入了信息时代。
计算机及网络不仅改变了人们生活方式,也同样改变了传统机械制造的概念与方法。
随着计算机辅助技术(CAX)的广泛应用,计算机已经深入到工业出产的各个环节之中。
一个现代的产物制造过程可以由图1来描述。
当接到出产任务时,首先采用CAD(Computer Aided Design)系统进行产物设计,其设计成果将由CAE(Computer Aided Engineering)系统对其出产工艺的可行性及合理性进行评估,如果其不满足制造要求或所需要成本太高,将返回到CAD系统中进行从头设计:如果通过了CAE的评估,就将采用CAM(Computer Aided Manufacturing)系统进行实际的出产制造。
procast在铸造中的应用
对于我们学铸造专业的学生来说,掌握几款铸造方面的软件是很有必要的,有了一定的软件基础在以后的铸造设计、模拟中都是很有用的。
下面介绍下ProCAST软件在铸造中应用。
一、概述∙ProCAST是为评价和优化铸造产品与铸造工艺而开发的专业CAE系统,借助于ProCAST系统,铸造工程师在完成铸造工艺编制之前,就能够对铸件在形成过程中的流场、温度场和应力场进行仿真分析并预测铸件的质量、优化铸造设备参数和工艺方案。
∙ProCAST可以模拟金属铸造过程中的流动过程,精确显示充填不足、冷隔、裹气和热节的位置以及残余应力与变形,准确地预测缩孔、缩松和铸造过程中微观组织的变化。
∙作为ESI集团热物理综合解决方案的旗舰产品,ProCAST是所有铸造模拟软件中现代CAD/CAE集成化程度最高的。
它率先在商用化软件中使用了最先进的有限元技术并配备了功能强大的数据接口和自动网格划分工具。
∙全部模块化设计适合任何铸造过程的模拟;∙采用有限元技术,是目前唯一能对铸造凝固过程进行热-流动-应力完全耦合的铸造模拟软件;∙高度集成。
二、发展历程∙Procast自1985年开始一直由位于美国马里兰州首府Annapolis的UES Software进行开发,并得到了美国政府和诸多研究机构的大力资助。
为了保证模拟的精度,Procast一开始就采用有限元方法作为模拟的技术核心。
∙1990年后,位于瑞士洛桑的Calcom SA和瑞士联邦科技研究院也加入了Procast部分模块的开发工作,基于其强大的材料物理背景,Calcom在Procast 的晶粒计算模块和反求模块开发上贡献良多。
∙2002年,Procast和Calcom SA先后加入ESI集团,并重新组建为Procast Inc. (美国马里兰州)和Calcom ESI (瑞士洛桑)。
ESI也重新整合了其原有的热物理模拟队伍如PAM-CAST和SYSWELD,这样Procast(有限元铸造仿真),PAM-CAST(有限差分元铸造仿真), Calcosoft(连续铸造仿真)和SYSWELD (热处理与焊接模拟)一起组成ESI完整的热物理综合解决方案。
利用凝固模拟技术优化铸造工艺实例
20 0 3 0 9)
摘要: 采用有限元模拟仿真软件对铝合金汽车座椅骨架低压铸造工艺进行数值模拟 , 研究了低压铸造加压工 艺中的充型压力、 充型加压速率及增压压力对铸件缩松缩孔的影响。模拟结果表 明: 充型压力和充型加压速率的
提高, 有助于提高薄壁件的充型能力 ; 对于特定的薄壁件, 存在一个临界增压速率, 使得缩松缩孔率最小。 另外, 随 着增压压力的提高 , 缩松缩孔率减小。 关键词: 铝合金 ; 低压铸造 ; 大型薄壁件; 数值模拟; 缩松缩孔 中图 类号: 9 . 9 文献标识码: ; 分 T 3 19 ; P A 文章编号: 0 6 9 5 ( O ) 6 3 l 0 — 6 82 儿 0 — 低压铸造具有经济性好 ,充型能力强 ,平稳可控
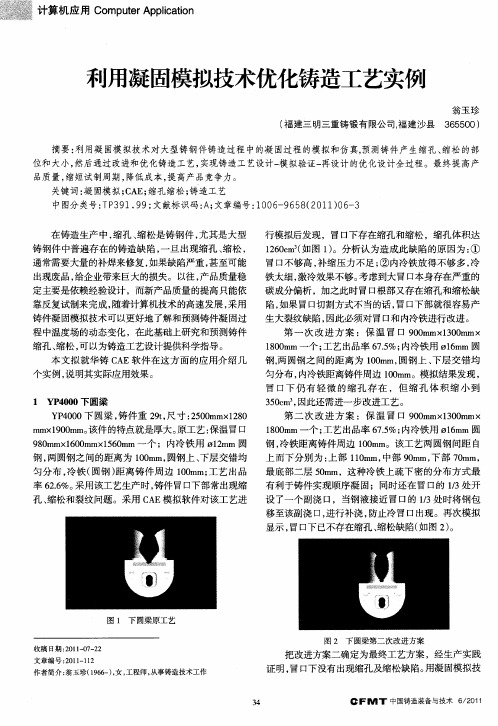
图 1 下 圆梁 原 工 艺
图 2 下 圆梁第二次改进方案
收稿 日期 :0 1 0 — 2 21-72 文章编号 :0 1 12 2 1 - 1
把改进方案二确定为最终工艺方案 ,经生产实践
证 明 , I下 没有 出现缩 孔及 缩松 缺陷 。 冒= I 用凝 固模 拟技
作者简介 : 翁玉珍( 9 6 )女 , 1 6 一 , 工程师 , 从事铸造技术工作
30m , 5 c 因此还 需进 一步 改进 工艺 。
个实例 , 明其实际应用效果 。 说
1 Y 40 P 0 0下 圆梁
Y 40 P 00下 圆梁 , 铸件重 2t尺寸 :50 m 18 9, 2 0m x 20 m x 9 0 m。 m 10 m 该件的特点就是厚大。 原工艺 : 保温冒口 9 0 mx6 0 mx5 0 m一个 ;内冷铁用 o 2 m 圆 8m 10 m 16 m lm 钢 , 圆钢之 间的距离为 lO m, 两 O m 圆钢上 、 下层交错均 匀分布 , 冷铁 ( 圆钢 ) 距离铸件周边 10 m; 0m 工艺 出品 率 6. 采用该工艺生产时 , 2 %。 6 铸件 冒口下部常出现缩 孑、 L缩松和裂纹问题 。采用 C E模拟软件对该工艺进 A
华铸CAE铸件凝固模拟分析研究报告(aass)
华铸CAE铸件凝固模拟分析研究报告(aass)————————————————————————————————作者:————————————————————————————————日期:阀体工艺充型凝固过程模拟分析报告华铸软件2011年10月1 华铸CAE10.0系统简介华铸CAE10.0 ——铸造工艺分析软件系统是分析和优化铸件铸造工艺的重要工具,是华中科技大学(前华中理工大学)经二十多年研究开发,并在长期的生产实践检验中不断改进、完善起来的一项软件系列产品。
它以铸件充型过程、凝固过程数值模拟技术为核心,对铸件进行铸造工艺分析。
可以完成多种合金材质(包括球铁、灰铁、铸钢、铸造铝合金等)、多种铸造方法(砂型铸造、金属型铸造、铁模覆砂铸造、压铸、差压、低压铸造、熔模铸造等)下的流动分析、凝固分析以及流动和温度的耦合计算分析,曾在多种不同材质复杂铸件的工艺改进、工艺优化中圆满地完成增收降废的任务,创造了显著的经济效益和社会效益,博得了众多生产厂家和同行的好评,得到众多厂家或公司的青睐。
目前,HZCAE10.0系统已集成在Windows98、Windows2000、NT 以及XP 下运行。
应用实践证明,本系统能预测铸件缩孔缩松缺陷的倾向、改进和优化工艺,提高产品质量,降低废品率,减少浇冒口消耗,提高工艺出品率。
图1是HZCAE10.0的基本模块和功能。
图1 华铸CAE10.0的基本模块和功能HZCAE 10.0前处理 三维造型,网格剖分计算分析 充型过程分析,耦合分析, 凝固过程分析, 铸件凝固与缩孔形成过程分析 后处理 图形,曲线, 帧动画,实时动画 五大专用模块 STL 处理,切片显示,MAT 旋转,温度曲线,缺陷判断数据库辅料库 合金库2 模拟分析内容利用华铸CAE10.0来进行铸件凝固模拟分析,首先要依据图纸和工艺方案进行三维实体造型,生成若干个STL格式文件,然后利用前处理模块的网格自动剖分功能对铸件、铸型等实体进行网格剖分,得到计算部分所需的离散模型。
ProCAST仿真技术在铸钢件缺陷预测上的探讨与应用_赵富
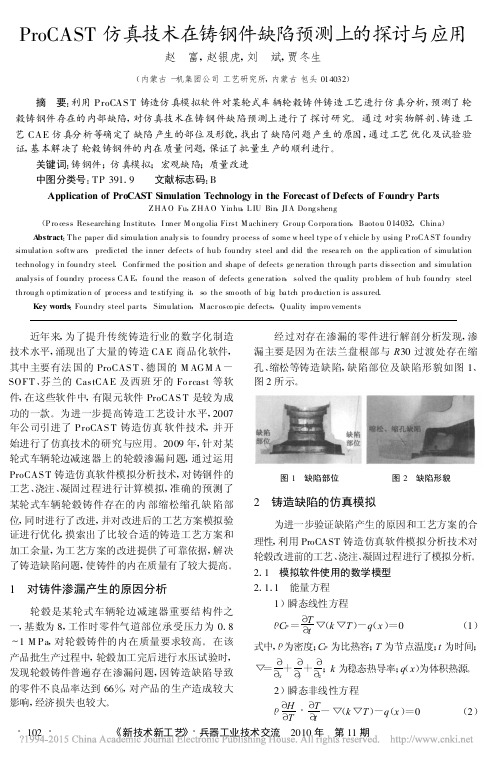
ProCAST仿真技术在铸钢件缺陷预测上的探讨与应用赵 富,赵银虎,刘 斌,贾冬生(内蒙古一机集团公司工艺研究所,内蒙古包头014032)摘 要:利用ProCAS T铸造仿真模拟软件对某轮式车辆轮毂铸件铸造工艺进行仿真分析,预测了轮毂铸钢件存在的内部缺陷,对仿真技术在铸钢件缺陷预测上进行了探讨研究。
通过对实物解剖、铸造工艺CAE仿真分析等确定了缺陷产生的部位及形貌,找出了缺陷问题产生的原因,通过工艺优化及试验验证,基本解决了轮毂铸钢件的内在质量问题,保证了批量生产的顺利进行。
关键词:铸钢件;仿真模拟;宏观缺陷;质量改进中图分类号:TP391.9 文献标志码:BApplication of ProCAST Simulation Technology in the Forecast of Defects of Foundry PartsZ HA O Fu,Z HA O Yinhu,L IU Bin,JI A Do ng sheng(P ro cess Researching Institute,I nner M o ng olia First M achinery Gr oup Co rpora tion,Baoto u014032,China)A bstract:T he paper did simula tion analy sis to foundry pr ocess of some w heel type o f v ehicle by using P roCA ST fo undry simulatio n softw are,predicted the inner defects o f hub foundry steel and did the resea rch on the applica tion o f simulation technolog y in foundry steel.Confir med the po sitio n and shape of defects ge nera tion thro ug h par ts dissection and simulation analysis of f oundry process CA E,fo und the reaso n of defects g ene ratio n,solved the quality pro blem o f hub foundry steel throug h o ptimizatio n of pr ocess and te stifying it,so the smo oth of big ba tch pro ductio n is assured.Key words:Foundry steel par ts,Simulation,M acr osco pic defects,Q uality impro vements 近年来,为了提升传统铸造行业的数字化制造技术水平,涌现出了大量的铸造CAE商品化软件,其中主要有法国的ProCAS T、德国的M AGM A-SOFT、芬兰的CastCAE及西班牙的Fo rcast等软件,在这些软件中,有限元软件ProCAS T是较为成功的一款。
数值模拟在铸造充型及凝固过程的应用进展
数值模拟在铸造充型及凝固过程的应用进展摘要:综述了铸造过程中数值计算的基本理论,简要介绍了铸造充型及凝固当前国内外发展状况以及所存在的问题,并对铸造过程数值模拟的相关软件进行评述。
最后指出合理地利用铸造模拟软件,能够优化铸件的微观组织,提高产品质量,降低产品成本,缩短产品设计和试制周期。
关键词:铸造;充型过程;数值模拟;模拟软件The Application of Numerical Simulation in Mold Fillingand Solidification ProcessAbstract:The basic theory of numerical calculations is summarized, and a brief introduction of the developing situation and existing problems of the casting mold filling and solidification process at home and abroad,reviewed the numerical simulation software of casting process. In the end, it also clearly shows that it can optimize the casting microstructure, improve the quality, decrease the cost and reduce the design and trial cycle for the products by using the numerical simulation software properly.Key words: Casting; Filling and Solidification process; Numerical Simulation; Simulation Software1 前言铸造过程就是将高温的液态金属浇注到封闭的型腔中,通过充型和凝固过程最终获得所需形状铸件的热成形过程。
金属液流动与凝固过程模拟软件的开发与应用

金属液流动与凝固过程模拟软件的开发与应用金属液流动与凝固过程模拟软件的开发与应用概述金属液流动与凝固过程在金属制备和加工中起着重要作用。
为了更好地理解和预测金属液流动与凝固过程的行为,开发出了许多金属液流动与凝固过程模拟软件。
这些软件可以模拟金属液在铸造、焊接、熔炼等工艺中的流动与凝固过程,帮助工程师和科研人员分析和优化金属制备和加工过程。
软件开发金属液流动与凝固过程模拟软件的开发需要结合数学模型、计算方法和计算机编程技术。
首先,需要建立金属液流动与凝固过程的数学模型,描述金属液流动和凝固过程中的质量守恒、动量守恒和能量守恒等物理现象。
然后,选择合适的计算方法,将数学模型离散化,并使用数值计算方法求解离散化方程。
最后,利用计算机编程技术,将求解离散化方程的算法实现为软件,以实现金属液流动与凝固过程的模拟。
软件应用金属液流动与凝固过程模拟软件在金属制备和加工中有广泛的应用。
以下是几个典型的应用场景:1. 铸造过程仿真金属铸造是一种常见的金属制备方法,铸造过程仿真软件可以模拟金属液在铸型中的流动和凝固过程,帮助工程师优化铸造工艺,减少缺陷产生。
通过模拟软件,可以分析铸造中的液相流动、固相形态演变和热传导等过程,提高铸件的质量和生产效率。
2. 焊接过程模拟金属焊接是一种常见的金属加工方法,焊接过程模拟软件可以模拟金属液在焊缝中的流动和凝固过程,帮助工程师优化焊接工艺,减少焊接变形和裂纹产生。
通过模拟软件,可以分析焊接中的熔池形态演变、固相晶体生长和热应力分布等过程,提高焊接质量和生产效率。
3. 金属熔炼过程模拟金属熔炼是一种常见的金属制备方法,熔炼过程模拟软件可以模拟金属液在熔炉中的流动和凝固过程,帮助工程师优化熔炼工艺,提高金属纯度和均匀性。
通过模拟软件,可以分析熔炼中的熔体流动、相分离和杂质分布等过程,提高熔炼效率和质量控制。
4. 材料设计与优化金属液流动与凝固过程模拟软件可以用于金属材料的设计与优化。
procast凝固模拟简介
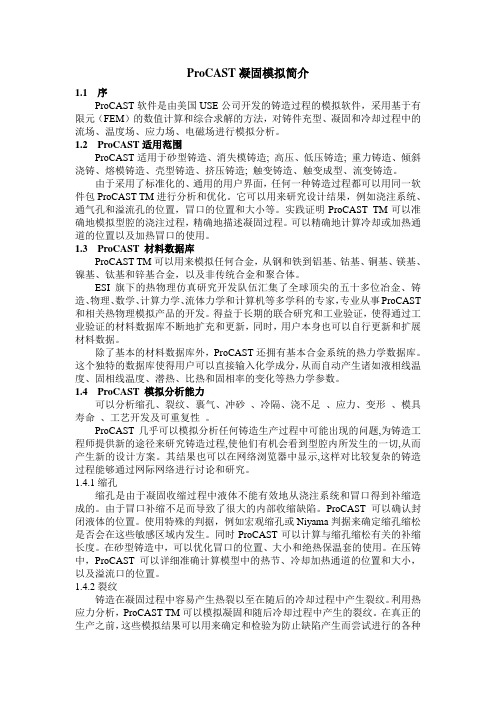
ProCAST凝固模拟简介1.1 序ProCAST软件是由美国USE公司开发的铸造过程的模拟软件,采用基于有限元(FEM)的数值计算和综合求解的方法,对铸件充型、凝固和冷却过程中的流场、温度场、应力场、电磁场进行模拟分析。
1.2 ProCAST适用范围ProCAST适用于砂型铸造、消失模铸造; 高压、低压铸造; 重力铸造、倾斜浇铸、熔模铸造、壳型铸造、挤压铸造; 触变铸造、触变成型、流变铸造。
由于采用了标准化的、通用的用户界面,任何一种铸造过程都可以用同一软件包ProCAST TM进行分析和优化。
它可以用来研究设计结果,例如浇注系统、通气孔和溢流孔的位置,冒口的位置和大小等。
实践证明ProCAST TM可以准确地模拟型腔的浇注过程,精确地描述凝固过程。
可以精确地计算冷却或加热通道的位置以及加热冒口的使用。
1.3 ProCAST 材料数据库ProCAST TM可以用来模拟任何合金,从钢和铁到铝基、钴基、铜基、镁基、镍基、钛基和锌基合金,以及非传统合金和聚合体。
ESI旗下的热物理仿真研究开发队伍汇集了全球顶尖的五十多位冶金、铸造、物理、数学、计算力学、流体力学和计算机等多学科的专家,专业从事ProCAST 和相关热物理模拟产品的开发。
得益于长期的联合研究和工业验证,使得通过工业验证的材料数据库不断地扩充和更新,同时,用户本身也可以自行更新和扩展材料数据。
除了基本的材料数据库外,ProCAST还拥有基本合金系统的热力学数据库。
这个独特的数据库使得用户可以直接输入化学成分,从而自动产生诸如液相线温度、固相线温度、潜热、比热和固相率的变化等热力学参数。
1.4 ProCAST 模拟分析能力可以分析缩孔、裂纹、裹气、冲砂、冷隔、浇不足、应力、变形、模具寿命、工艺开发及可重复性。
ProCAST几乎可以模拟分析任何铸造生产过程中可能出现的问题,为铸造工程师提供新的途径来研究铸造过程,使他们有机会看到型腔内所发生的一切,从而产生新的设计方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
,
样 反复试验 . 整 工艺 , 费十分严 重 。应用 凝 固过 调 浪 程 数 值 模 拟 技 术对 大 型铸 钢 件 的铸 造 工 艺进 行 分 析, 找到 存 在 缺 陷 的部位 , 化 工 艺设 计 . 可 缩 短 优 既 产 品试 制 周 期 、 可 降低 生 产 成 本 。中 国第 二重 型 又 机械 集 团公 司铸 造分 厂 的产 品多 为重 达几 吨 至几百 吨 的大 型铸 钢件 , 以往工 艺设计 主要 靠经验 , 浇失 试 败会 造成大 量 的浪 费 随 着铸 造分 析软件 的发 展及 其在 实 际生 产 上 的逐 步应 用 , 厂 引进 了清 华大 学 工 开发 的铸造 充型 凝 固过程模 拟分 析 软件F S T—TAR, 针 对 工 厂的 实 际情 况 , 对几 个 具 有代 表 性 的 铸件 按 照实 际生产过 程进 行 了模拟 , 改进 了原工 艺 , 定了 制 新 工艺 . 为工 厂带 来 了 良好 的经 济效 益 。 ( 上 页) 接 陶 瓷钢 电热 片所发 出 的热辐射 位 于图
的 目的 :) 1安全 , 根 除了远红 外 电暖器 那种烧 灼 感 它 和纸 、 等一接触 就 点燃 的危 险性 , 弱了可 见光 电 布 减 暖器 对家 具等物 品的变 色危 害 ;) 科 学原理 来论 . 2从 在这 个波 长范 围 内的热 传导使 人感 到 非常舒适 。辐 射导 热 , 最大 的优 点 是节 能 . 管 室温 多 低 . 不 只要 开 机并位 于 电暖器辐 射 区域 内 . 你就可 以感 觉到 温 暖 当然 , 正 因 为陶 瓷钢 电热 片所 发 出 的热 辐 射位 于 也
们 言 速 取 暖 会略 感 热 量不 足 时 . 可 见光 而快 曼 粤 不 . 同
,
参…文 考献 一 …
1 .比利时陶瓷钢厚膜电路发热片技术厦应用介绍 2 格力小寡电电暖器促销手册 ・ 责任 编辑 修神
清 华 大 学 (0 0 4 冯伟 明 柳 百成 10 8 ) 中 国第 二 重 型 机械 集 团公 司 ( 10 0 张 皖 宁 范 柳 光 杨 晓兵 680 )
【 要】 结 合 I 厂 实 际 生 产 条 件 . 用 所 开 发 的 铸 造 充 型 凝 固过 程 数 值 模 拟 商 品 化 软 件 摘 应 F —T T S ARN 测 大型 铸 钢件 的缩 孔 缩松 缺 陷 . 将计 算 结果 与铸 件 x 射 线 探 伤报 告 进 行对 比 分 析 , 明计算 结果 能较 好地反 映 实际情况 , 而 在原- 证 从 £艺改进 和 新产品 试制 方 面为- £厂提 供 7 技 术支 持 , 为优 化 铸钢 件铸 造- £艺提 供 7科 学依据 , 为- 取 得 7 良好 的经济 效益 。 并 £厂
关键 词
数值 模拟
铸 钢件 缩 孔缩松
K e wor s n m e ia i u a i n, t e a t g, h i k g y d u rc lsm l to s e lc s i n s rn a e
大 铸 件 量 『 差 若 像 一般 铸 件那产 为 件批 生 萎小 量 牛 曼 ; 一 造 型 固 程 拟 件 功 析 … 能 软 ~ 一一一 … ~
维普资讯
凝 固模拟软件在大型铸 钢件 上的应 用研究
App ia i n Re e r h o ol fc ton S mul to ofwa e o r e St e s i l to s a c fS i ia i i c di a i n S t r n La g e lCa tng
辐 射可 在 开 机 的 瞬 间让 您感 受到 热 量 , 对 流 而 则对 整个 室 内升温 的提 高起 作用 , 由图 3可 以看 出 ,
4上 不 可 见 光 低 温 区, 的表 面 温 度 设 计 控 制 在 它 30 0 ℃以下 , 高 波 长 产生 于 3 5 r 之 间 , 样 做 最 ~ , u n 这
陶 瓷钢 电暖器 的底部 和 顶部 均 开 有 小气 孔 . 电热板 加 热过 程 中冷 空 气从 底 部 小孔 自然流 入 , 过 表面 通 温度 高达 2 O 0 电热 板 加热 后 , 顶部 小孔 0 ~3 0 C的 从 上 升流 出 , 断循 环 , 会 逐渐 提 升室 内温度 , 合 不 就 联 陶 瓷钢 电暖器一 般 可壁挂 、 台面 两用 . 从辐射和 对 但 流 原理 来 讲 , 以底 部 离地 面 1 2 左 右 壁 挂 使用 为 .m 最佳 , 这对 冷 、 空气 的对 流循环 十分 有 利 。 热
F TAR 是国 内铸 造 领域 的 主要 商 品化 软件 TS 包 。该系统 以可输 出 S L格 式文 件 的造型 软件 ( T 如 Auo AD、 等 ) tC UG 为三 维造 型 支撑 软 件 , 在对 铸 件 进行 三维几 何造 型 并将实体 离 散 为有限差 分 网格单 元 的基础上 , 之 以一定 的边界 条件 和热物性 参 数 , 辅 进 行 三维 流 场 及传 热 计 算 , 后 根据 专 门研 制开 发 最 的 判据 , 定量 预 测铸 件 缩 孔缩 松 等缺 陷产 生 的部 位 和大 小 软件 主要 包 括前处 理 、 拟运 算 、 处理 、 模 后 热 物 性 数据库 等 多个功 能模块 和其 他辅 助功 能 。其 中 前 处理 包括 阿格 剖分 、 数据 准备 等 ; 拟运算 包括 流 模 场 计 算 、 孔 缩 松预 测 、 缩 铸钢 热 裂预 测 、 观组 织 模 微 拟等; 后处理包 括 计算 结果三 维动 态 显示等 。目前 2 .对 流